

Влажный электрод — чем опасно его использование
Производители рекомендуют хранить расходники в сухом помещении с минимальной влажностью. Придерживаться таких рекомендаций сварщикам следует обязательно, так как от этого зависит не только целостность расходных материалов, но еще и качество выполняемых работ. Работа влажными электродами приведет к формированию трещин, отложению шлака и снижению стабильности дуги, поэтому соединение будет низкокачественным. Кроме того, в зависимости от степени влажности, будет наблюдаться увеличение скорости плавления стержня.

Это интересно! Если электроды подверглись воздействию влаги, то перед их использованием рекомендуется предварительно выполнить процедуру прокаливания.
Особенности и принцип точечной сварки для выбора трансформатора
Метод точечной сварки применяют и на производственных площадках, и в кустарных мастерских. На производстве эту технологию применяют для работы с листовыми заготовками из разных марок металла – черного, цветного, нержавеющего и пр. С помощью точечной сварки обрабатывают детали разной формы и размеров, кроме того, на оборудовании такой сварки изготавливают пересекающиеся стрежни.
В домашней мастерской такую технологию применяют для выполнения ремонта бытовой техники, в т.ч. автомобильной, электрической, например, для наращивания силового кабеля.Надо отметить то, что способ точечной сварки включает в себя несколько последовательных операций, причем, эти операции одинаковы и для промышленного, и для бытового оборудования.На первом этапе заготовки, выполненные из металла, соединяют между собой в заданном пространственном положении. Для их фиксации могут быть использованы обыкновенные строительные струбцины или друга технологическая оснастка.
Затем, соединенные детали помещают в рабочую зону оборудования, в пространстве между электродами. После этого их приводят в движение, начинается сжимание заготовок и подача электрического тока с определенными характеристиками. Подаваемый ток, выполняет нагревание металла до определенной температуры, в результате, этого будет произведена необходимая деформация заготовок.В промышленных условиях применяют автоматические установки точечной сварки, в условиях мастерской чаще применяют полуавтоматические сварочные аппараты. Некоторые виды оборудования позволяют получать до 600 сварных контактов в минуту.Еще один способ точечной сварки — это лазерная. Ее применение обеспечивает высокое качество, получаемых швов.
Смысл сварки этого типа заключается в следующем:После сильного нагрева заготовок происходит их оплавление и происходит образование однородной структуры (шва).
Именно она обеспечивает требуемый нагрев. Кроме того, важную роль играет и сила, с которой заготовки прижимают друг с другом. Именно в результате этого происходит кристаллизация металлической структуры.Импульсная сварка гарантирует максимальную прочность стыков, при практически полной автоматизации сварочного процесса. Но главный недостаток такой технологии это невозможность обеспечения 100% герметичности заготовок между собой.
Электроды для точечной сварки
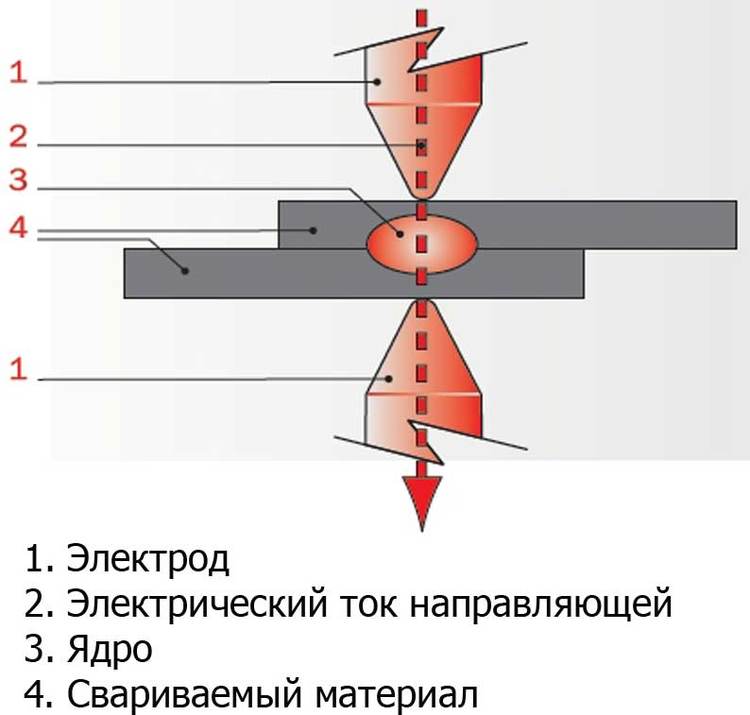
Процесс точечной сварки объясняет сам себя из своего же названия. Соответственно сварочным мини швом является одна точка, размер которой обусловлен диаметром рабочей поверхности электрода.
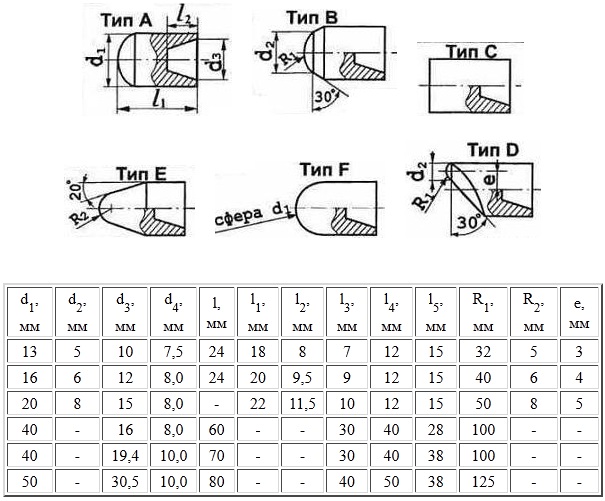
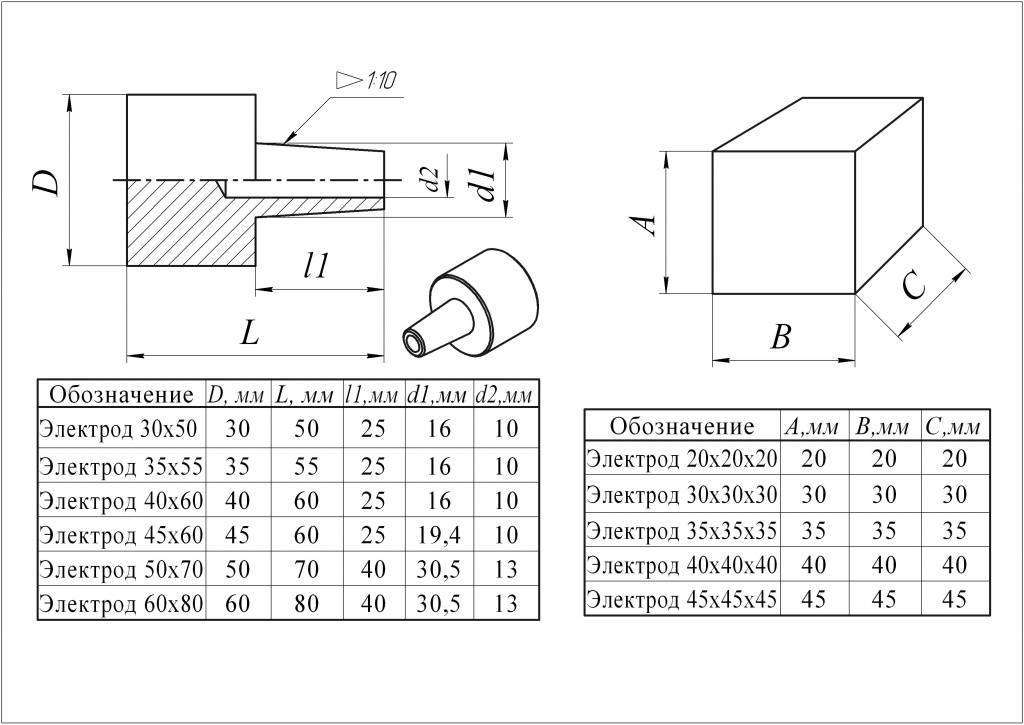
Электродами для контактной точечной сварки являются стержни, выполненные из сплавов, в основе которых находится медь. Диаметр рабочей поверхности обусловлен ГОСТом 14111-90, и изготавливается в диапазоне от 10-40 мм. Электроды на точечную сварку тщательно подбираются, поскольку имеют различные свойства. Они выполняются как со сферической, так и с плоской рабочей поверхностью.
Криволинейный электрод для точечной сварки
Электроды для точечной сварки своими руками теоретически можно изготовить, но необходимо быть уверенным, что сплав соответствует заявленным требованиям. Кроме того нужно выдержать все размеры, что в домашних условиях не так-то просто. Поэтому, приобретая заводские токопроводящие элементы, можно рассчитывать на качественное выполнение сварочных работ.
Точечная сварка имеет массу плюсов, среди которых эстетическое сварочное пятно, простота эксплуатации сварочного аппарата и высокая производительность. Имеется также один недостаток, а именно отсутствие герметичного сварочного шва.
Сведения об электродах
Изделие представляет собой стержень длиной 25-45 см из электропроводящего материала.
Назначение материалов
Сварочный электрод нужен для создания стабильного электродугового разряда. Благодаря его высокой температуре кромки соединяемых заготовок плавятся и сливаются воедино.
Дуга возникает при следующих условиях:
- расходник и детали подключены к источнику тока;
- промежуток между ними составляет 2-4 мм.
Рекомендуем ознакомиться Подробнее вы можете узнать из нашей статьи что такое дуга.
Классификация элементов
Расходники делятся на типы:
- Плавящиеся. Снабжены покрытием, выполняющим защитную и другие функции.
- Неплавящиеся.
Электроды делятся на типы по составу покрытия.
Первый тип по составу покрытия делится на виды:
- Кислые.
- Основные.
- Целлюлозные.
- Рутиловые.
Различают 4 вида:
- Особо толстое – D/d больше 1,8.
- Толстое – менее 1,8.
- Среднее – менее 1,45.
- Тонкое – менее 1,2.
Особенности эксплуатации
По типу электрода подбирают ток:
- постоянный;
- переменный.
Первый вариант обеспечивает более высокое качество шва. Различают 2 подвида:
- Постоянный с прямой полярностью. Положительный полюс источника подключают к заготовке.
- С обратной полярностью. «Плюс» подключен к электроду.
Постоянный ток обеспечивает высокое качество шва.
От полярности зависит температура нагрева расходника и заготовки.
Различают 4 вида швов:
- Потолочные.
- Вертикальные снизу вверх.
- Те же в противоположном направлении.
- Нижние.
Некоторые электроды не позволяют выполнять потолочные и вертикальные швы из-за высокой текучести металла в сварочной ванне.
Надежность соединения зависит от следующих параметров:
- Силы тока.
- Длины дуги.
- Диаметра расходника.
- Скорости и характера его перемещения.
- Угла наклона к поверхности заготовок.
Надежность соединения зависит от диаметра электрода.
Длину дуги стремятся делать наименьшей. В противном случае происходит следующее:
- Металл расходника успевает окислиться за время пути к сварочной ванне.
- Дуга «гуляет» по стыку, что приводит к распределению тепла по большой площади. В результате уменьшается глубина провара, усиливается разбрызгивание основного материала (он отскакивает от нерасплавленной поверхности).
При большой величине промежутка между расходником и заготовкой шов получается грязным и неаккуратным.
Коротко о марках электродов
ГОСТ 9467-75 устанавливает единую буквенно-цифровую систему обозначения расходников.
Марку записывают в виде дроби, например:
- Числитель – Э46-МР-3 АРС-3-УД.
- Знаменатель – Е432(3)-Р21.
Первый символ числителя обозначает способ сварки. В данном случае – ручная дуговая (литера Э).
Далее указывают временное сопротивление наплавки разрыву в кгс/кв. мм. В указанном примере – 46. Если изделие придает шву повышенные прочность и пластичность, после числа ставят литеру «А» (например, Э50А).
ГОСТ устанавливает систему обозначения электродов.
Следующая позиция – марка электрода (МР-3).
АРС – сокращенное обозначение производителя (завод «Арсенал»).
3 – диаметр.
Следующий символ обозначает тип стали:
- У – углеродистую и низколегированную;
- Л – легированную;
- Т – теплостойкую;
- В – высоколегированную с особыми свойствами.
Литера «Н» на этом месте означает «наплавочный электрод». Такие изделия используются для восстановления стертых участков (например, седла вентиля).







Следующая буква обозначает толщину покрытия:
- М – тонкое;
- С – среднее;
- Д – толстое;
- Г – особо толстое.
Первый символ знаменателя – тип электрода по международной системе обозначений. В данном примере – плавящийся (литера E).
На электродах указывается их тип.
Далее указывают прочность на разрыв в десятках МПа. Для данного расходника это 430 (МПа).
Следующая цифра означает относительное удлинение расходника. 2 – это 24% и более.
Далее цифрой обозначают допустимую температуру. Например, 3 – до -20°С, 6 – до -50°С и т.д.
Следующим символом зашифрован тип покрытия:
- Р – рутиловое;
- А – кислое;
- Б – основное;
- Ц – целлюлозное.
Обмазку смешанного типа обозначают сочетанием букв. Например, РЦ расшифровывается как рутилово-целлюлозный.
Присутствие в покрытии железного порошка показывают литерой Ж: РЖ, АЖ и т.д.
Предпоследней цифрой в марке зашифрованы допустимые пространственные положения шва:
- 1 – все;
- 2 – все, кроме вертикальных в направлении сверху вниз;
- 3 – нижние, горизонтальные на вертикальной плоскости и вертикальные снизу вверх;
- 4 – нижние и нижние в лодочку.
Самые тонкие сварочные электроды
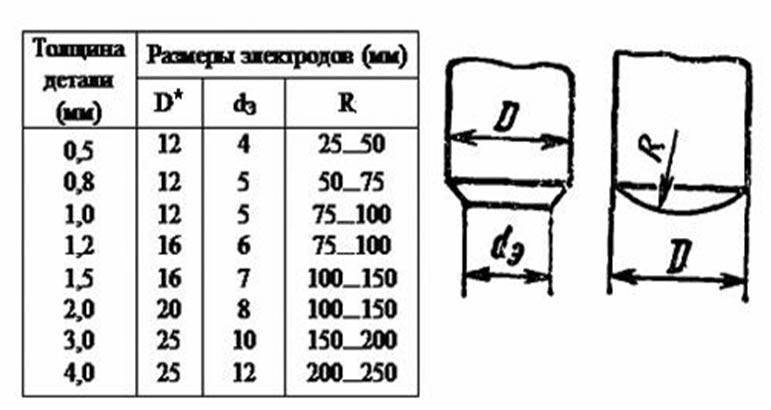
Размер диаметра электрода является одним из основных параметров при выборе, так как требуется подбирать расходные материалы толщиною, примерно, как основной металл. Естественно, что рано или поздно приходится сталкиваться с тонкими листами, сваривание которых не только является сложным технологическим процессом, который требует большого опыта, но и его невозможно провести без специальных материалов и инструментов. В большинстве случаев их стараются соединить при помощи газовой сварки, но если таковой возможности не имеется, то приходится использовать самые тонкие сварочные электроды.
Тонкие сварочные электроды
Не во всех марках есть материалы, которые могут удовлетворять данному запросу, так как в некоторых случаях толщина начинается от 2 мм. Тонкими можно назвать те, которые меньше 2 мм в диаметре. Электроды для тонкого металла практически полностью сохраняют соотношение количества обмазки по отношению к количеству материала на стержне. Как правило, это одна треть от общей массы. Такие вещи сложнее в изготовлении и они не так часто применяются. С появлением небольших домашних инверторов, которые имеют небольшой диапазон работы, тонкие электроды для сварки стали более популярными, так как мощность той техники могла расплавить максимум 3 мм присадочный материал.
Электроды для сварки
Самые тонкие электроды для дуговой сварки достаточно сложные в применении, так как скорость их плавления намного выше, чем у стандартных. Для этого следует подбирать специальные режимы, но для получения качественных результатов этого может оказаться недостаточно. Здесь нужен практический опыт, так как есть большой риск перепаливания основного металла. Также есть ряд требований к оборудованию, к примеру, держатель должен надежно фиксировать электрод. У сварочного трансформатора должна быть тонкая регулировка, чтобы можно было точно подобрать нужную силу тока. Скорость проведения процесса намного выше, чем в стандартной ситуации.
Самые тонкие электроды для дуговой сварки
Защита, которую создает обмазка, является относительно небольшой, за счет тонкого слоя покрытия. Но этого может хватать, так как сварочная ванна также небольшого размера. Желательно использовать флюс для металла, чтобы улучшить свойства сваривания и защитить шов. Здесь нужно хорошо регулировать баланс глубины проваривания, чтобы наплавленный металл взялся на основном, но при этом не получилось дыр. Также стоит учитывать, что при сварке тонкого металла есть вероятность появления температурной деформации. Чтобы этого не случилось, шов следует делать не сразу на всей протяженности, а небольшими полосками. Также нужно сделать прихватки по всей длине, чтобы все не сгибалось.
Сварка металла тонким электродом
Электроды для сварки металлов 1 мм относятся к узкопрофильным и профессионалами используются редко. Но они не имеют альтернативы, так что в арсенале профессионала они обязательно должны быть. Главное их правильно подобрать, а потом использовать согласно технологии, чтобы не было большого количества брака.
Преимущества тонких электродов
- Это единственный расходный материал, которым можно осуществить дуговую сварку тонких изделий без большого риска перепалить заготовку;
- Электроды для сварки инвертором тонкого металла имеют относительно небольшую стоимость, так что всегда можно купить большое количество материала;
- По своим физическим свойствам и составу они почти не уступают более толстым представителям марки;
- Электроды быстро подготавливаются, так как просушка и прокалка занимает относительно небольшое количество времени.
Недостатки тонких электродов
- Электроды для сварки инвертором тонкого металла не предназначены для работы с толстыми деталями, так как не смогут проварить на нужную толщину;
- Существуют сложности с работой, так как техника сваривания отличаются от обыкновенной;
- Из-за размера они быстро заканчиваются и приходится часто менять расходный материал;
- Недостаточный слой обмазки делает защиту сварочной ванны не столь надежной;
- Зачастую требуется использовать дополнительные расходные материалы;
- Далеко не все марки выпускаются в столь мелком варианте, поэтому, иногда возникают сложности с подборкой.
Технические характеристики
Технические характеристики электрода зависят от того, какие элементы входят в его состав, а также от физических свойств металла, из которого сделан стержень и что входит в состав обмазки.
| Температура испытаний, градусы Цельсия | Временное сопротивление разрыву, Н/мм2 | Относительное удлинение, % | Ударная вязкость, Дж/см2 | KCV>34 Дж/см2 при температуре, градусы Цельсия |
| + 20 | 460 | 18 | svarkaipayka.ru |
Материалы производства
Устойчивость электродов представляет собой способность элементов не терять свою форму и размеры, а также противостоять переносу материала свариваемых элементов и электродов. Данный показатель определяется материалом и конструкцией сварочного электрода, а также условиями и режимом работы. Износ деталей находится в зависимости от особенностей рабочего инструмента (угол рабочей поверхности, диаметр, материал и т. д. ). Оплавление, чрезмерный нагрев, окисление во время эксплуатации электрода в коррозионной и/или влажной среде, смещение или перекос, деформация при сжатии и прочие факторы значительно повышают износ рабочих элементов.
Материал инструмента должен подбираться в соответствии со следующими правилами:
- Его уровень электропроводности должен быть сравним с чистой медью;
- Эффективная теплопроводность;
- Высокая степень механической стойкости;
- Простота обработки резанием или высоким давлением;
- Устойчивость к циклическим нагревам.
В сравнении со стопроцентной медью ее сплавы обладают большей устойчивостью к нагрузкам механического плана, потому для таких изделий используются именно медные сплавы. Легирование изделия цинком, бериллием, хромом, магнием, цирконием не уменьшает показатели электропроводности, но существенно увеличивает прочность, а кремний, железо и никель увеличивают его твердость.
Разновидности контактной сварки в общем
Контактные соединения подразделяют на 4 группы:
- точечные;
- стыковые;
- шовные;
- рельефные.
Каждый вид сварки имеет свои характеристики, область применения.
Точечный метод
Соединение деталей выполняется точками в одном или нескольких местах. Под воздействием импульсного тока и давлением электродов осуществляется нагревание поверхностей материалов, расплавление и соединение металла.
Точечная сварка является наиболее распространенным видом контактной сварки.
Сварка рельефная
Этот вариант спаивания напоминает предыдущий. В этом случае предварительно готовят выпуклые места для соединения. А форма точки зависит не от электрода, а от самой выпуклости.
Рельефная сварка используется при производстве электротехнического оборудования, автомобильной техники.
Создание шва
Шовные соединения получают нанесением в ряд одновременно двух и более точек. Если их наносить внахлест, получаются герметичные швы. Сварка выполняется с использованием одного или нескольких аппаратов.
Шовные соединения получаются в результате нанесения ряда точек.
Такая техника спаивания позволяет получать качественные швы при соединении изделий толщиной до 3 мм. Ее используют для производства стальных и алюминиевых емкостей (канистр, бочек и пр.).
Стык встык
Контактное сваривание встык осуществляется по всей площади соединяемых компонентов.
Работы выполняются одним из 3 способов:
- сопротивлением;
- непрерывным оплавлением места спайки;
- оплавлением с параллельным нагреванием участка соединения.
Первый способ используется для сваривания элементов малого сечения – до 2 см², труб, изготовленных из металлов с малым процентом содержания углерода.
Лучшие электроды для любительской и профессиональной сварки
В рейтинг входят самые популярные модели этого сварочного элемента, предназначенные для ручной дуговой сварки распространенных видов стали. Это — изделия с рутиловым и основным покрытием.
Рейтинг лучших электродов с рутиловым типом покрытия
Элементы с покрытием данного вида (в том числе рутилово-целлюлозным) используются при переменном и постоянном токе. Отличаются легким первичным и повторным зажиганием, устойчивостью к отсыреванию. Сваривание может производиться во всех положениях.
МР-3С
Популярные электрические проводники Российского производства (фирма СпецЭлектрод) подходящие для бытовой работы, допустима сварка удлиненной дугой. Расход: 1,7 кг на 1 кг металла. Обязателен режим прокалки в течение часа при температуре от 120 до 160 градусов. Главная отличительная особенность этой модели – гарантированная устойчивость дуги, возможность сварки в любом положении. Не образует шлаковые и пористые включения. Подходят для сваривания необработанных поверхностей (например, имеющих ржавчину). Средняя стоимость – 890 руб.
СпецЭлектрод МР-3С
Достоинства:
- стабильность горения дуги;
- легкое зажигание;
- упрощен процесс сварки;
- высокое качество сварки.
Недостатки:
- высокая чувствительность к сырости;
- распространены подделки.
АНО-4
Еще одна известная модель от Российского производителя (ЛЭЗ – Лосиноостровский Электродный Завод), отличающаеся качеством и универсальностью. Режим прокалки в течение часа при температуре от 180 до 200 градусов. Возможна сварка короткой дугой и средней. Эти изделия применяются для сварки ответственных соединений при любом положении. Используются с оборудованием, подключенным к сети (постоянного и переменного тока). При работе не возникает дефектов, швы отличаются качеством и надежностью. Средняя цена составляет – 109 руб.
электроды ано-4
Достоинства:
- наплавленный металл не образует изъянов;
- легкость зажигания;
- простое отделение шлаков.
Недостатки:
- чувствительность к влаге;
- недопустимость сварки в вертикальном положении.
ESAB ОЗС-12
Плавящиеся элементы от дочерней фирмы ЭСАБ-СВЭЛ шведского производителя ESAB, применяющиеся для работы с углеродистой и низколегированной стали. Главная особенность – образование гладких валиков и аккуратного шва. Отсутствует склонность к появлению трещин в металле шва. Средняя стоимость — 820 руб.
ESAB ОЗС-12
Достоинства:
- высокое качество шва;
- аккуратное формирование валика;
- гарантированная прочность соединений.
Недостатки:
- перед применением нужна прокалка;
- необходимость хранения в термопенале.
ESAB SVEL OK 46.00
Марка надежных электродов российско-шведской фирмы, отличительной особенностью которых является стабильный быстрый розжиг и горение даже при небольшом отсыревании. Кроме того, они не боятся коррозии и загрязнений. Работа может производиться при любом направлении и положении, при постоянном и переменном токе. Благодаря этому можно производить работу с незащищенными поверхностями, а шов отличается прочностью. Для прокалки необходима температура от 80 до 90 градусов. Средняя цена составляет 830 руб.
ESAB SVEL OK 46.00
Достоинства:
- возможность сварки при минимальном токе;
- легкий розжиг;
- простое отделение шлака;
- возможность сварки ржавых и загрязненных поверхностей.
Недостатки:
не подходит для сварки труб.
Omnia 46 (KD 46)
Недорогие электроды, от популярной американской фирмы Lincoln Electric обеспечивающие идеальное зажигание. Это сварочное оборудование сертифицировано для работ с углеродистой и низколегированной сталью, при этом сварка может производиться в любом положении. Отличаются простотой и удобством применения, поэтому хорошо подходят для начинающих сварщиков. Могут применяться на бюджетном сварочном аппарате (инверторе). Подходят для сварки труб, так как швы отличаются высоким качеством и стойкостью к нагрузкам. Средняя стоимость – 182 руб.
Omnia 46 (KD 46)
Достоинства:
- стабильное горение дуги;
- отсутствие залипаний;
- легкое отделение шлаков;
- невысокая чувствительность к длине дуги;
- мало искр при работе;
- удобство работы даже с бюджетным оборудованием.
Недостатки:
обязательная прокалка.
Resanta MP 3
Распространенная марка сварочных электродов, отличающихся легким розжигом. Позволяют производить сварку в любом направлении, не боятся загрязнений, а шлак легко удаляется после работы. Кроме того, это изделие не имеет повышенной чувствительности к качеству наплавляемой стали. Средняя стоимость – 450 руб.
Resanta MP 3
Достоинства:
- доступная цена;
- использование при постоянном и переменном токе;
- не происходит образования пор.
Недостатки:
- при отсыревании страдает качество шва;
- не подходят для высокоуглеродистой стали;
- необходима прокалка.
Особенности сварного процесса
При точечном сваривании к месту соединения металлических деталей применяется кратковременный импульс электрического тока, длительность которого меняется в пределах 0,01-0,1 секунды.
При этом в зоне наложения электродов кромки изделий расплавляются, приобретают общее ядро. После подачи тока детали остывают под давлением для кристаллизации этого ядра, а также его полного остывания.
Технические данные машин контактной сварки.
Основные способы контактной сварки:
- точечный метод;
- шовный или роликовый способ;
- стыковая контактная сварка.
Особенности такого вида сварки заключаются в том, что он не требует повышенных мер безопасности. Прижатие деталей друг к другу приводит к образованию уплотняющего пояска между ними без выплеска расплавленного металла.
Но давление с деталей стоит снимать с некоторой отсрочкой, чтобы обеспечить им лучшую кристаллизацию, проковывание и добиться устранения неоднородностей.
Достоинства точечной сварки ‒ экономичность, высокая механическая прочность швов, возможность автоматизировать рабочие процессы. Недостатки контактной сварки заключаются в отсутствии герметичности созданных сварочных швов.
Обеспечить сварные швы высоким качеством позволит предварительная подготовка. Детали очищаются от всех видов загрязнений при помощи специальных щеточек, методом опескоструивания, травления в кислотах, а также иными способами.
Сборку перед сваркой важно выполнить таким образом, чтобы она обеспечила точное и плотное прилегание металлических изделий друг к другу. В противном случае, зазор между деталями уменьшит и поглотит часть давления на них, осадочное давление снизится, появится разброс прочности сварных точек. В целом, это снизит прочностные характеристики сварного шва, сделает его уязвимым для негативных факторов извне
В целом, это снизит прочностные характеристики сварного шва, сделает его уязвимым для негативных факторов извне
В противном случае, зазор между деталями уменьшит и поглотит часть давления на них, осадочное давление снизится, появится разброс прочности сварных точек. В целом, это снизит прочностные характеристики сварного шва, сделает его уязвимым для негативных факторов извне.
Конструкции электродов
Для работы с электродуговой сваркой также используются электроды, но они кардинально отличаются от токопроводящих элементов для контактной сварки, и не подходят для данного вида работ. Поскольку в момент сварки детали сдавливаются контактными частями сварочного аппарата, то электроды для контактной сварки способны проводить электрический ток, выдерживать нагрузку на сжатие и отводить тепло.
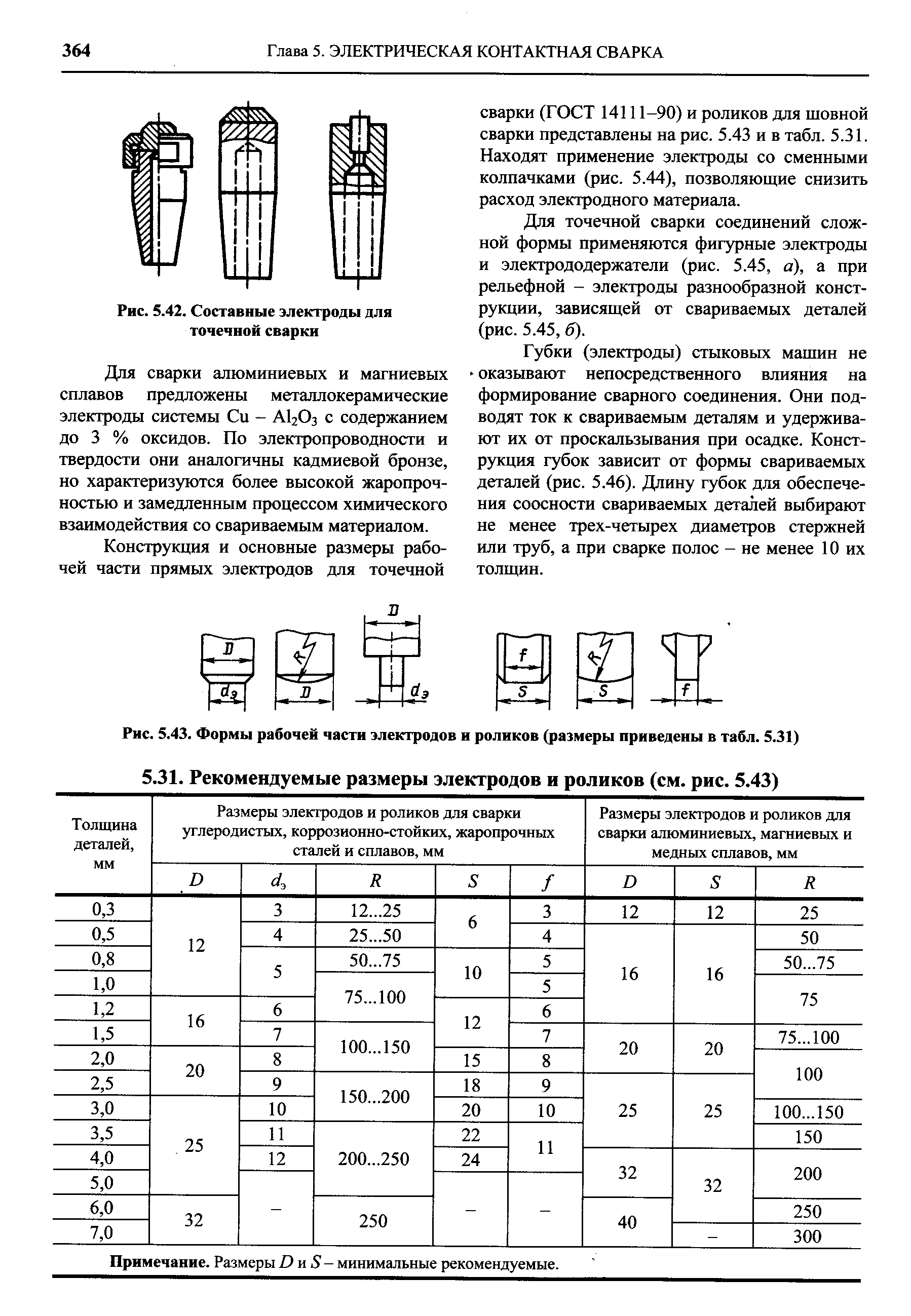
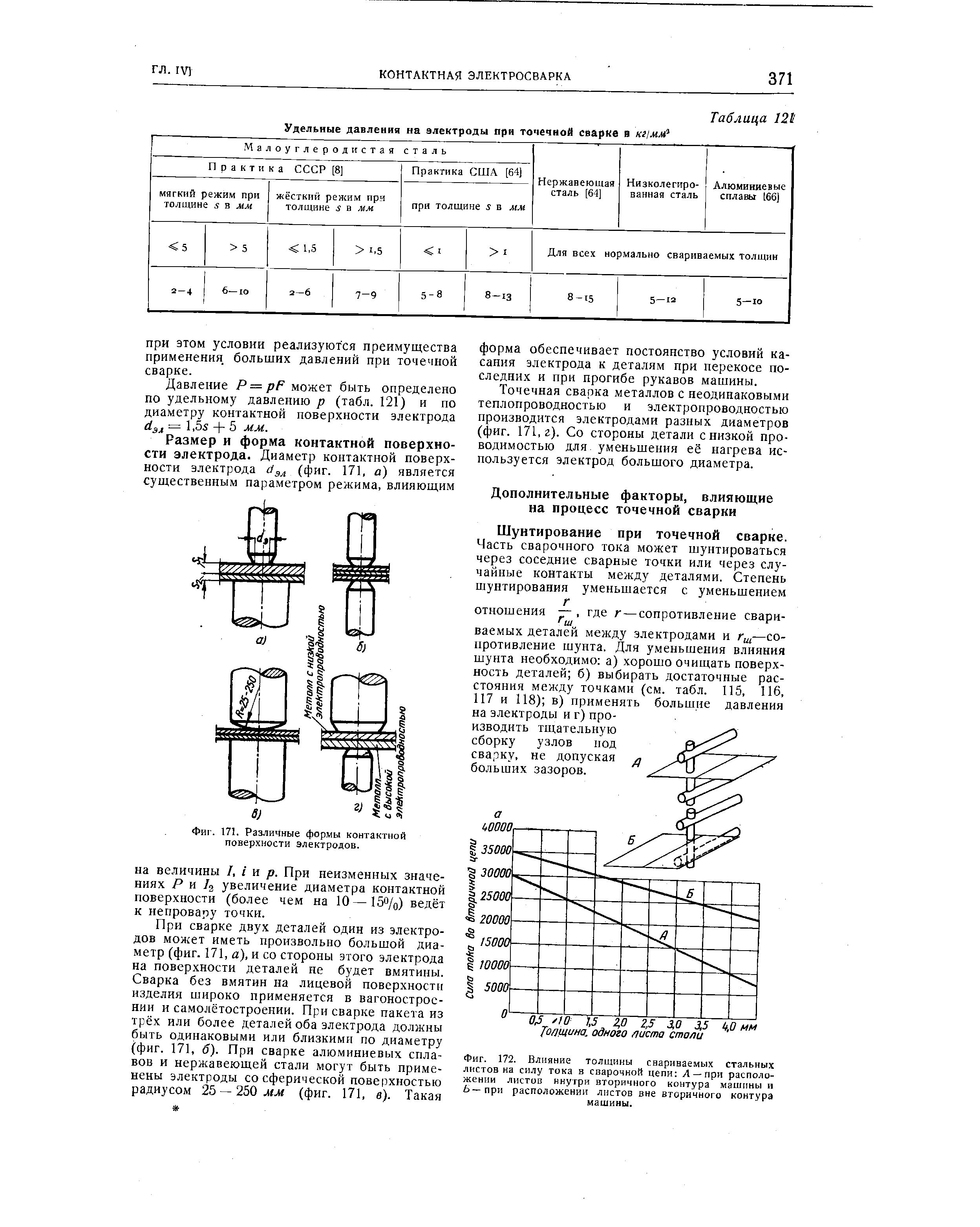
Свариваемый металл определяет форму применяемого электрода. Данные элементы, имеющие плоскую рабочую поверхность, используют для сварки обычных сталей. Сферическая форма идеально подходит для соединения меди, алюминия, высокоуглеродистых и легированных сталей.
Сферическая форма наиболее устойчива к сгоранию. Благодаря своей форме они способны выполнить большее количество сварных швов до заточки. Кроме того, применение такой формы позволяет варить любой металл. В то же время, если сваривать алюминий или магний плоской поверхностью, то будут образовываться вмятины.
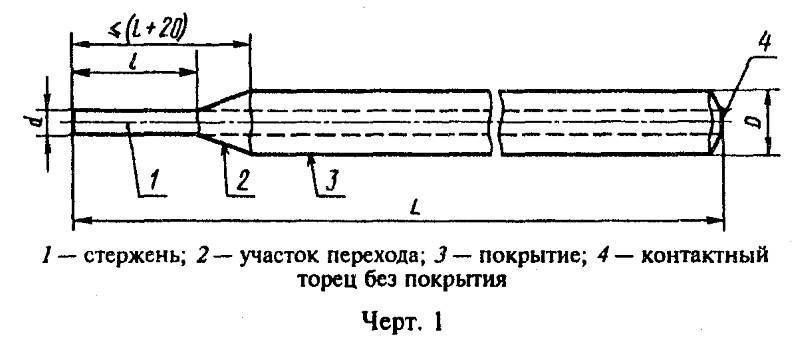
Схема электрода для сварки
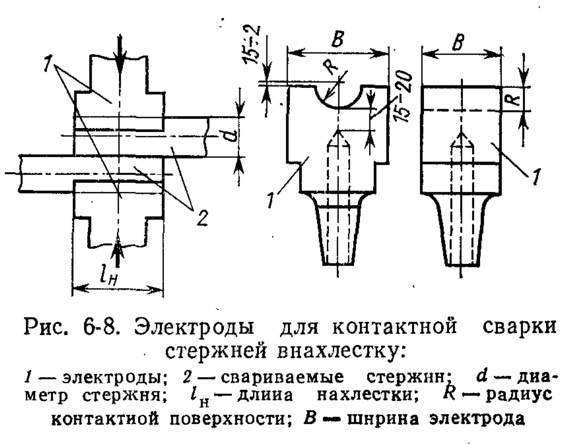
Посадочное место электрода часто выполнено в форме конуса или с резьбой. Данная конструкция позволяет избежать потерь тока и эффективно выполнить сжатие деталей. Посадочный конус может быть коротким, однако их применяют при малых усилиях и низких токах. Если используется крепление с резьбой, то зачастую через накидную гайку. Резьбовое крепление особенно актуально в специальных многоточечных машинах, так как необходим одинаковый зазор между клешнями.
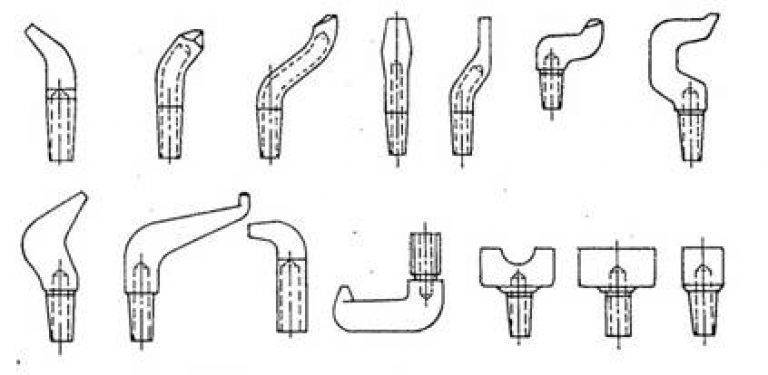
Для выполнения сварки в глубине детали, применяются электроды искривленной конфигурации. Существует разнообразие изогнутых форм, поэтому при постоянной работе в таких условиях, необходимо иметь подборку различных форм. Однако пользоваться ими неудобно, и они имеют более низкую стойкость, в сравнении с прямыми, поэтому к ним прибегают в последнюю очередь.
Поскольку давление на фигурный электрод приходится не по его оси, во время нагрева он подвержен изгибанию, и об этом нужно помнить при выборе его формы. Кроме того, в такие моменты, возможно смещение рабочей поверхности искривленного электрода, по отношении к ровному. Поэтому в таких ситуациях обычно применяется сферическая рабочая поверхность. Не осевая нагрузка сказывается также на посадочном месте электрододержателя. Поэтому при чрезмерной нагрузке, нужно использовать электроды с увеличенным диаметром конуса.
Выполняя сварку в глубине детали можно использовать прямой электрод, если наклонить его по вертикали. Однако угол наклона должен быть не больше 30о, так как при большем градусе наклона происходит деформация электрододержателя. В таких ситуациях применяют два изогнутых токопроводящих элемента.


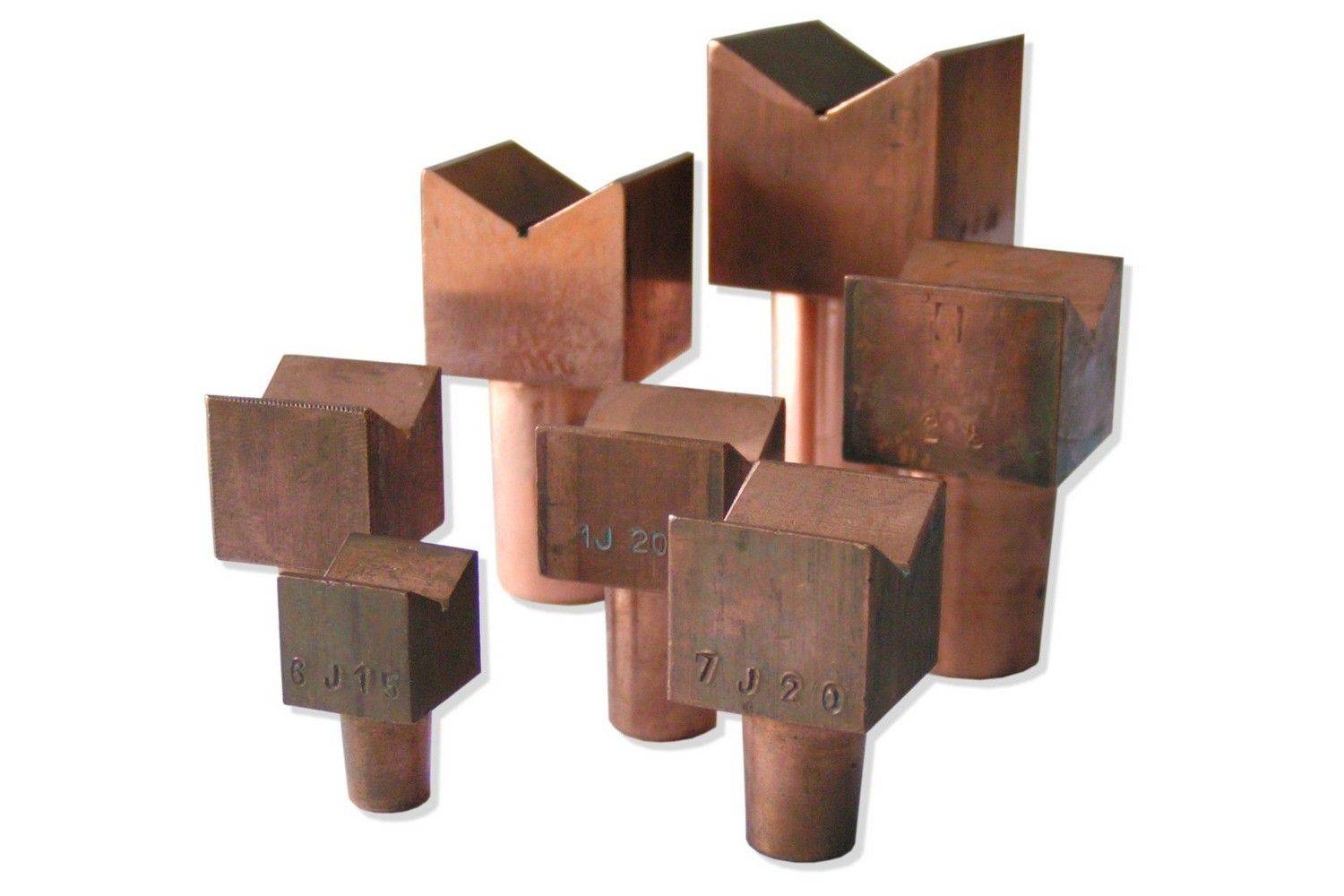







Внешний вид электродов
Использование хомута в месте крепления фигурного электрода позволяет снизить нагрузку на конус и продлить срок службы посадочного места сварочного аппарата. При разработке фигурного электрода, необходимо вначале выполнить чертеж, затем изготовить из пластилина или дерева пробную модель, и только после этого приступать к его изготовлению.
В промышленной сварке применяется охлаждение контактной части. Зачастую такое охлаждение происходит через внутренний канал, но если электрод небольшого диаметра или происходит увеличенный нагрев, то охлаждающую жидкость подают снаружи. Однако наружное охлаждение допускается при условии, что свариваемые детали не поддаются коррозии.
Труднее всего охладить фигурный электрод из-за его конструкции. Для его охлаждения применяют тонкие медные трубки, которые располагаются по боковым частям. Однако даже при таких условиях он недостаточно хорошо охлаждается, поэтому не может варить в том же темпе, что и прямой электрод. В противном случае происходит его перегрев и срок эксплуатации сокращается.
Во время контактной сварки ось двух электродов должна быть 90о по отношению к поверхности детали. Поэтому когда свариваются крупногабаритные детали с уклоном, используются поворотные, самоустанавливающиеся держатели, а сварка выполняется сферической рабочей поверхностью.
Стальная сетка диаметром до 5 мм сваривается пластинчатым электродом. Равномерное распределение нагрузки достигается путем свободного вращения вокруг своей оси верхнего токопроводящего контакта.
Хотя сферическая форма рабочей поверхности является самой устойчивой из остальных форм, все же она, вследствие тепловых и силовых нагрузок, теряет свою первоначальную форму. Если рабочая поверхность контакта увеличивается на 20 % от первоначального размера, то он считается непригодным, и его нужно затачивать. Заточка электродов контактной сварки производится в согласии ГОСТом 14111.
Электроды и их особенности
Сварочная проволока и электроды, тая под действием высокой температуры, наполняют сварочную ванну присадочным металлом. Однако, в отличие от проволоки, электрод может быть не только неплавким, но даже и неметаллическим. Подробности ниже по тексту.
Плавкие электроды
Все плавкие электроды используются в процессе ММА сварки. Они производятся в форме прутка, покрытого спрессованным, порошкообразным флюсом. Причем сам пруток изготовляется из легированной стали.
И в зависимости от состава присадок к железоуглеродистому сплаву, прутки (а равно и сами плавкие электроды) разделяются на:
- Высоколегированные сорта (содержание присадок до 20-25 процентов).
- Легированные сорта (содержание присадок до 5-7 процентов).
- Низкоуглеродистые сорта (содержат до одного процента легирующих присадок и состоят из конструкционной стали).
Диаметры электродов измеряются по диаметру прутка, и может равняться и 0,3 миллиметра и 12 миллиметрам. Однако в бытовой сварке и типовом промышленном производстве чаще всего используют электроды диаметром от 1 до 4-5 миллиметров. Все меньшие и большие размеры используются в достаточно специфичных условиях.
Неплавкие электроды
Неплавкие электроды используются в процессе сварки в среде защитного газа, то есть при TIG и MIG технологии. Неплавкий электрод не является источником присадочного материала – он работает как проводник электрического тока, а с его торца «стекает» электрическая дуга.
Поэтому неплавкие электроды классифицируют не только по материалу, но и по форме наконечника (рабочего торца). Основным конструкционным материалом для неплавких электродов является вольфрам, из которого производят прутки диаметром от 0,5 до 10 миллиметров. Основной формой торца является конус с углом при вершине 60-70 градусов.
Причем, из технически чистого вольфрама состоит только один тип электродов (ЭВЧ серия), а еще пять типов состоят из вольфрама с присадками, в качестве которых используется лантан или торий. А на конус затачивают только некоторые электроды, ведь кроме него торец можно сточить на цилиндр или на полусферу.
Неметаллические
Основа неметаллических электродов – технически чистый графит, из которого делают прутки диаметром до 18 миллиметров и длиной до 0,7 метра. Этот тип является частным случаем неплавких электродов. Поэтому его используют в процессе резки, наплавки, сварки под флюсом.
Причем графитовые электроды разогревают сварочную ванну до 3,5 тысяч градусов, поэтому тонкие листы «варят» такими прутками даже без присадочной проволоки.





