

Достоинства сварочного трактора
У сварочного трактора множество достоинств по сравнению с другими автоматическими аппаратами. Первое, и одно из основных — это его простота и функциональность. Трактор стоит недорого, сконструирован из простых деталей и легко ремонтируется даже в условиях экстренной ситуации. Отсюда вытекает следующий плюс — это его надежность и простота технического обслуживания.
Однако, при всей своей простоте сварочный трактор способен сформировать швы с идеальной геометрией, что очень важно. При этом он все же считается портативным. Его можно перевезти или перенести без особых трудностей
Чего не скажешь о других автоматических аппаратах, которые зачастую стационарны и весят несколько сотен килограмм
Его можно перевезти или перенести без особых трудностей. Чего не скажешь о других автоматических аппаратах, которые зачастую стационарны и весят несколько сотен килограмм.

Еще один плюс — это простота освоения. На тракторе всегда есть дисплей либо ряд кнопок, которые интуитивно понятны. Чтобы настроить трактор не нужно иметь особую квалификацию или обладать специфическими знаниями в этой области. Все просто и понятно. А благодаря тому, что трактор движется с заданной скоростью, удается существенно экономить расходные материалы.
Неоспоримое достоинство трактора — это возможность сварки толстого металла
При этом не важно, какое именно будет соединение: встык, угловое или внахлест. Качество швов в любом случае будет отличным, если аппарат настроен правильно. Поскольку человеческий фактор практически исключен
Поскольку человеческий фактор практически исключен.
И последнее, что вам нужно знать — трактор способен производить качественную сварку без предварительной подготовки металла и разделки кромок. Вы экономите время и получаете большую производительность.
Сварочный трактор: что это?
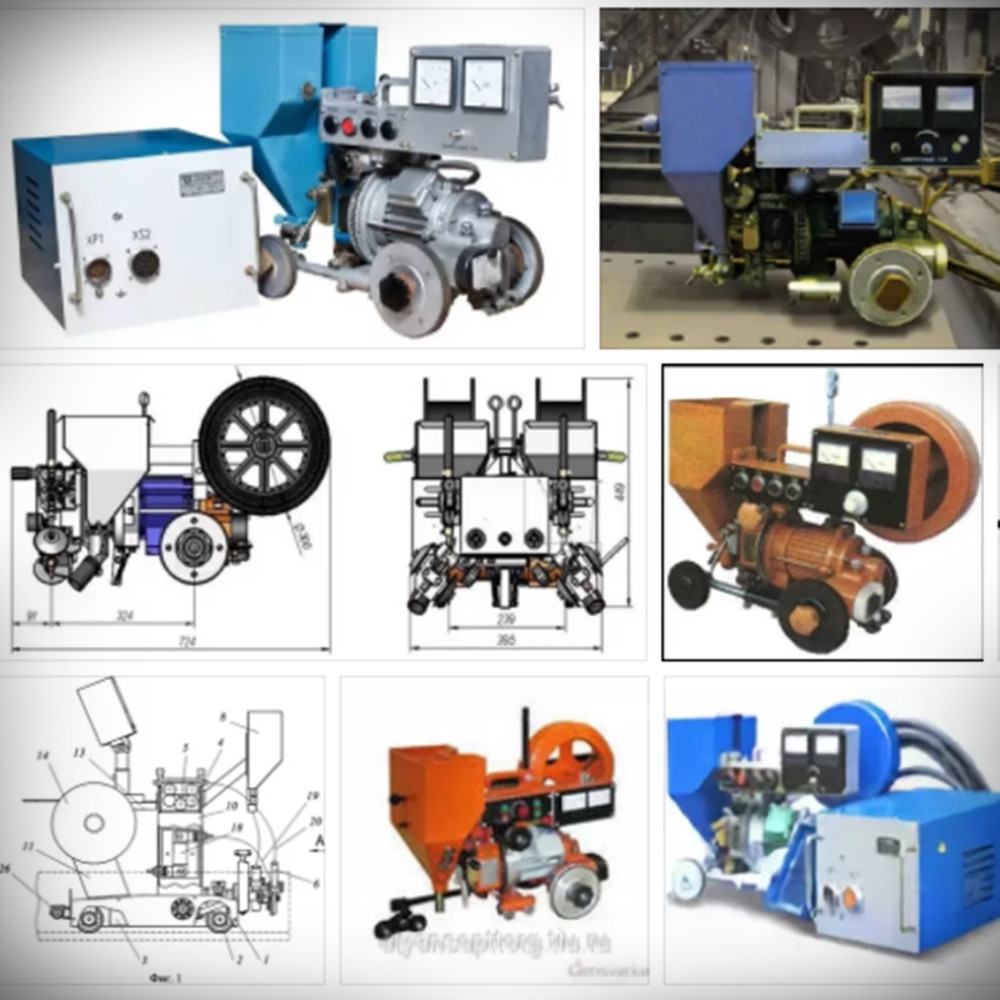
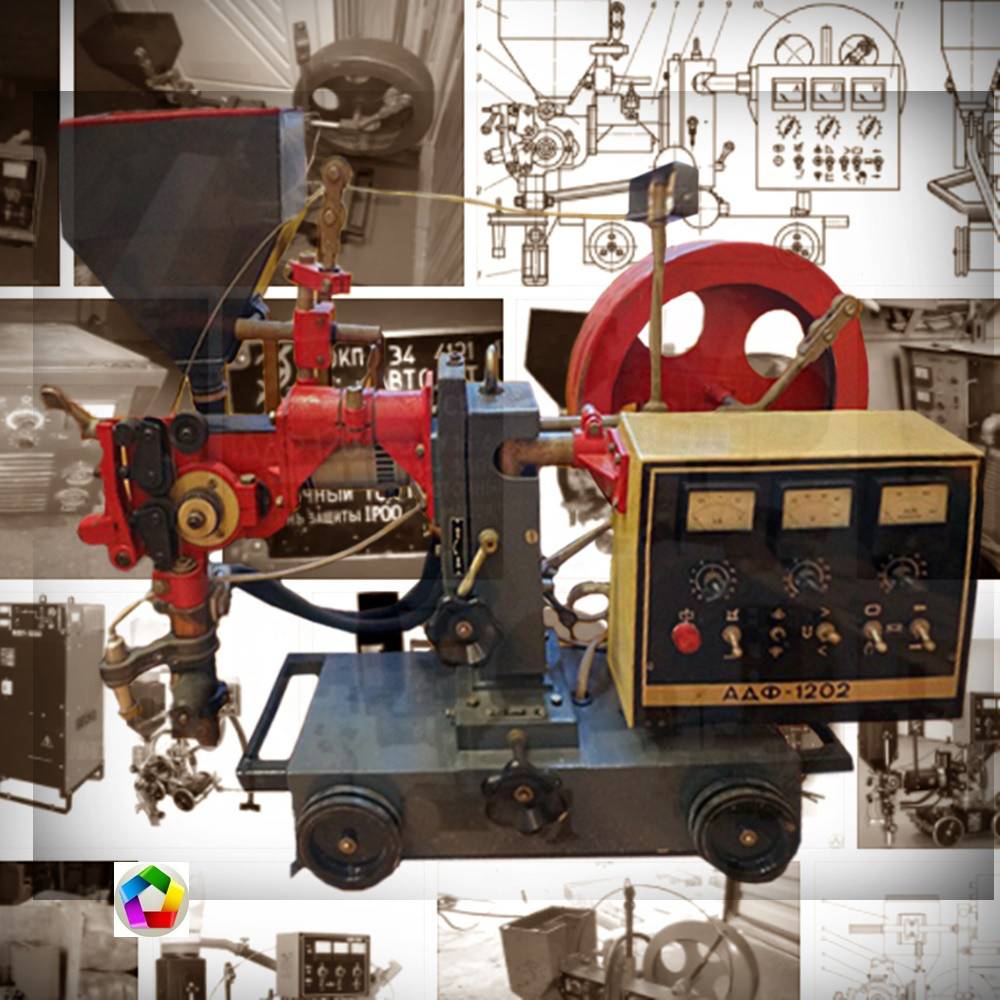
Сварочный трактор — это разновидность сварочного автомата. Он предназначен для электродуговой сварки, выполняет работу по заданным настройкам и оснащен колесами для удобного перемещения. Сварочный трактор — это самоходный автомат. Он двигается по заданной заранее траектории, либо по специальным рельсам. Вектор движения задается в соответствии со швом, который необходимо выполнить.
Зачастую тракторы не очень громоздки. Их можно перевезти из одного цеха в другой. Рельсы так же очень компактны и весят немного, их можно переносить вместе с аппаратом в нужное место. Сварочный трактор очень функционален. Он оснащен специальной сварочной головкой, через которую может подаваться защитный флюс, газ и сварочная проволока. Комплект оборудования состоит из самого трактора и тележки с пультом управления, механизмом подачи проволоки и прочим. Либо все управление может находиться прямо на корпусе трактора. Типичный пример — трактор сварочный АДФ модели 1002.

На данный момент тракторный агрегат сварочный на колесах — это самый простой, экономичный и при этом довольно эффективный тип автоматического оборудования. Он стоит не так дорого, как более технологичные установки, но отлично справляется с работой. Существует сварочный трактор для сварки под флюсом, трактор для сварки в среде защитного газа. Но зачастую стандартный трактор оснащен несколькими функциями одновременно.
Сварочные тракторы широко применяются на различных предприятиях и на заводах. Их можно встроить в действующее производство или использовать отдельно. Более дорогие модели могут обладать дополнительным функционалом, вроде регулировки количества флюса при сварке или специальной лазерной системой слежения для правильной геометрии шва. Производительность у тракторов не очень высокая (по сравнению с другими типами автоматов), но можно выполнять сварку под флюсом с помощью двух проволок и тогда производительность увеличится.
Слайд 22 Источник PowerWave® AC/DC 1000PowerWave® AC/DC 1000 – инвертор,

различных эпюр переменного и постоянного сварочного тока без необходимости изменения
аппаратной конфигурации. Изменение полярности сварки, переключение на другой диапазон входного напряжения или передача данных по шинам связи при изменении параметров – все эти операции осуществляются без переключения кабелей. Новые возможности по созданию гибкого и высокоэффективного производства и оптимизации технологических процессов открываются благодаря полному доступу к регулированию следующих параметров: – Падающая или жесткая вольтамперная характеристика – Прямоугольная или синусоидальная форма токовой кривой – Диапазон регулировки частоты от 10 до 100 Гц – Регулировка баланса, то есть соотношения длительности положительного иотрицательного полупериода волны Новое в технологии сварки под флюсом 3/8 – Смещение нулевой точки токовой кривой для изменения амплитуды отрицательного или положительного полупериода волны – Оптимизированная процедура зажигания дуги, исключающая нестабильность дуги при работе на переменном токе, а также на постоянном токе отрицательной полярности. – Регулировка сдвига фаз между дугами (до четырех дуг стандартно) во всем диапазоне от 0° до 359°. – Цифровая связь между блоком управления, сварочным источником и механизмом подачи проволоки.
Дефекты контактной точечной сварки
Все дефекты, которые могут возникнуть при контактной точечной сварке можно разделить на видимые и невидимые (внутренние). К видимым дефектам относят:
- трещины;
- прожоги;
- разрывы металла;
- вырывы точек;
- темную поверхность точек;
- вмятины;
- неправильную форма точек.
К невидимым дефектам относят:
- непровар:
- внутренние трещины, выплески, раковины и поры.
Этому способствует неправильно подобранная технология сварки, неправильная подготовка металла к сварке, недостаточное охлаждение электродов в процессе сваривания, износ поверхности электродов и другие факторы, которые негативно сказываются на качестве изделия. Выявить наружные дефекты можно сразу, а внутренние только специальными методами неразрушающего контроля, которые применяются на производствах, производящих изделия ответственного назначения.
Особой популярностью и хорошим спросом пользуются аппараты компании G.I.Kraft из Германии, сварочные аппараты BlueWeld, производимые в Италии, компании Forsage из Украины, мобильные аппараты «КРАБ» производителя из Украины и другие. Все они отличатся прекрасными качественными характеристиками, инновационными технологиями изготовления и высокой производительностью. Огромный ассортиментный ряд позволяет выбрать аппарат под конкретные нужды с превосходными характеристиками, который прослужит длительное время.
Устройства для сварки труб
Оборудование для сварки трубопроводов обеспечивает центрирование сопрягаемых изделий и поддерживает равномерный зазор между кромками. Существуют приспособления для прямолинейных магистралей и угловых ответвлений. В конструкцию изделия входят зажимы и дополнительные фиксаторы, установленные на подвижных штангах или цепях.
 Для сварки трубопроводов существуют специальные приспособления.
Для сварки трубопроводов существуют специальные приспособления.
Например, для использования простого устройства для прямолинейного трубопровода сварщику необходимо:
- Сдвинуть заготовки с предварительно подготовленными кромками.
- Надеть на внешние части труб зажимы и затянуть винты.
- Отрегулировать зазор вращением болта, соединяющего кронштейны с фиксаторами.
- Заполнить стык расплавленным металлом, а затем снять оснастку и очистить поверхность шва от окалины и шлака.
Сварочная разводка
Как правило, сварочное производство развивается постепенно. Начинается с одного или нескольких сварочных постов, состоящих из сварочного аппарата и одного баллона с газом под давлением. Через некоторое время количество таких сварочных постов может увеличиться, что начинает вызывать определенные проблемы.








Решением этих проблем является сварочная разводка на предприятии. Она представляет собой централизованную подачу газа для сварочных работ. Баллоны отменяются, их заменяет трубопровод, по которому течет газ для сварки. Он имеет ответвления на каждый сварочный пост. Это дает большие преимущества:
- отпадает необходимость в постоянной проверке наполненности каждого баллона в отдельности благодаря автоматическому переключению;
- наличие ротаметров на каждом посту дает возможность регулировать поток газа;
- благодаря выносу тары с газом за пределы зоны, где происходят сварочные работы, увеличивается их безопасность;
- при установке газового смесителя появляется возможность регулировать состав в смеси газов;
- отпадает необходимость возвращать не до конца израсходованные баллоны, когда в них отпадает необходимость;
- решается вопрос о заказе новых баллонов, их подсоединении и хранении.
Имеется ограничение – давление сжиженного газа не должно превышать 150 кПа. Иначе появляется необходимость в установке сетевого редуктора, который снижает давление газа при подаче его на сварочный пост.
Укладка и кантовка изделий
При сварке крупногабаритных заготовок возникает необходимость вращения и перемещения собираемого узла. Существуют кантователи роликового типа и с цевочным зацеплением.
Встречаются установки с рычагами или цепными захватами. Детали фиксируются в заданном положении ручными или механическими приводами, после чего оператор начинает сваривать швы.
Оборудование оснащают неподвижными или регулируемыми упорами и зажимами, выпускаются универсальные манипуляторы, позволяющие работать с заготовками разного типоразмера.
Роликовые постели
Роликовые установки предназначены для сварки цилиндрических элементов. Колеса оснащены обрезиненным ободом для улучшения контакта. Один из роликов имеет силовой привод от электродвигателя или ручного редуктора, остальные опоры необходимы для позиционирования деталей в пространстве.
Роликовые постели предназначены для сварки цилиндрических деталей.
Вращатели для изделий
Вращатель (или карусельная установка) состоит из рабочего стола с вертикальной, наклонной или горизонтальной осью, не изменяющей положения в пространстве. Заготовки устанавливают на поверхности с помощью зажимов, частота вращения зависит от скорости сварки и особенностей технологического процесса. Для привода поворотного узла используют электрические двигатели с редукторами и гидравлические моторы (частота вращения зависит от давления жидкости).
Универсальные манипуляторы
Для позиционирования сварных конструкций в промышленном цикле используют универсальное оборудование стационарного типа, оснащенное литой или сварной станиной с жестким креплением к фундаментной плите. Внутри станины находятся электрические приводы, трансформатор и механизмы для подачи инертного газа и присадочной проволоки. Заготовки укладывают на рабочий стол либо планшайбу с канавками типа “ласточкин хвост”, предназначенными для монтажа упоров или зажимов.
Универсальные манипуляторы используются для позиционирования сварных конструкций.
Планшайба оборудована секторами с зубчатыми венцами и установлена на шарнире, допускающем отклонение стола. Часть манипуляторов оснащается системой регулировки положения поверхности по высоте. Встречаются бюджетные манипуляторы с ручным управлением, используемые для мелкосерийного производства.
Позиционеры для кантовки
Предназначены для поворота установленных заготовок в положение, обеспечивающее доступ электрода или сварочной головки к линии стыка. Оборудование состоит из станины и манипулятора с ручным, электрическим либо гидравлическим приводом. Детали крепят на поверхности планшайбы, которая может поворачиваться в нескольких направлениях (вручную или по заложенной в память программе).
Стандартный позиционер может перемещать сварной узел вокруг оси для сварки деталей по верхней и нижней поверхностям, а также поднимать и опускать изделие для заполнения металлом стыков на боковинах. Ручные установки оборудованы редукторами со стопорами, снижающими нагрузку на оператора при работе. При массе заготовок более 1500 кг используют электрический привод с постоянной скоростью движения (регуляторы скорости перемещения не предусматривают, шов выполняется движением электрода или головки вдоль линии соединения деталей).
Виды флюсов
Сваривание и восстановление деталей автоматической наплавкой под слоем флюса выполняется строго по технологии, которая предполагает провести предварительную подготовку требуемых защитных материалов. Для того чтобы в структуру сваривания не попал кислород, который может снизить прочность шва, применяется специальный порошок или флюс.
Флюсы для газовой, ручной, автоматической сварки выполняют важные задачи:
- изолируют сварочную ванну от кислорода;
- стабилизируют дуговой разряд;
- способствуют нормальному химическому реагированию с расплавленными металлами;
- легируют или улучшают качества соединения;
- формируют сварочный шов.
Технология применения флюсов рекомендует использовать данные изделия для любых видов стали. Но стоит учитывать, что для сваривания низколегированных, легированных, высоколегированных сталей должны применяться разные виды флюсов. В зависимости от состава данные элементы бывают:
- из высококремнистой основы;
- с содержанием марганца;
- с низким содержанием кремния;
- безмарганцевые.
К особой группе относятся бескислородные флюсы.
В соответствии со степенью легирования флюсы могут быть следующих типов:
- нейтрального;
- слабо-легирующего или плавленого типа;
- легирующего или керамического типа.
В соответствии с химическим строением флюсы делят на:
- Солевые. Они имеют в основе фториды и хлориды металлов. Они используются для сваривания цветных металлов.
- Оксидные. В составе имеется высокий уровень оксидов металлов и небольшое содержание фторидов. Применяют для соединения деталей из низколегированной стали.
- Смешанные. Это смесь из оксидных и солевых флюсов. Их применяют для сварки элементов из высоколегированной стали.
Основные характеристики, преимущества и недостатки сварочных инверторов
Если ваш выбор сварочного аппарата остановился на инверторе, то следует учитывать, что между собой модели могут различаться конструкцией и техническими параметрами
Чтобы понять, как выбрать инверторный сварочный аппарат, нужно рассмотреть его главные характеристики, на которые необходимо обратить особое внимание:
- Входное напряжение — нужно учитывать возможный диапазон потребляемой энергии;
- Мощность, предел этого параметра указывается в паспорте к прибору. Он показывает, при какой максимальной нагрузке аппарат будет работать стабильно и без отключений;
- Величина времени, при которой прибор может функционировать при самой большой силе тока;
- Тип сварки;
- Размер электродов – диаметр.
Большим плюсом будет являться также наличие дополнительных функций, таких как:
- Форсаж дуги – стабилизация, для улучшения качества сварного шва;
- Горячий старт – быстрое увеличение выходного тока в период начало работы, для упрощения зажигания дуги;
- Антиприлипание – при установлении короткого замыкания, происходит автоматическое отключение прибора;
- Напряжение разрыва – функция нужна для регулирования длины дуги, при необходимости создания вертикальных швов.
Также перед покупкой необходимо посмотреть, какая комплектация прибора может быть нужна именно для вашей работы, понять принцип действия и особенности управления устройством. Тщательный анализ поможет сделать правильный выбор. Плюсы использования инвертора для сварки:
- Малый вес — не более 12 кг, такой агрегат можно легко транспортировать;
- КПД аппарата достигает 90 %, он достаточно экономно расходует электроэнергию;
- Можно использовать для различных видов материала;
- Есть возможность применять любой вид электрода;
- Дополнительные функции существенно облегчают работу с ним, подходит даже новичкам в сварке;
- Приборы программируемые;
- Лучшее качество сварного шва.
Минусы сварочного инвертора:
- Большая стоимость прибора, если сравнивать с более простыми сварочными трансформаторами;
- Высокая цена поломки, ремонт может обойтись практически в половину стоимости самого устройства;
- Инвертор чувствителен к изменениям во внешней среде, на него влияет высокая влажность и низкая температура. Также необходимо следить за уровнем пыли в помещении, где будет проводиться работа с инструментом.
Выбираем сварочный аппарат для бытовых условий эксплуатации
Для дома и дачи чаще всего подбирают агрегат, который сможет работать от обычной стандартной электросети в 220 вольт. Также необходимо узнать диапазон напряжения, при котором осуществляется сварки, лучшие условия будут то 180 до 240 В.




![§ 127. автоматизация процесса сварки [1979 рыбаков в.м. - сварка и резка металлов]](https://metallcore.ru/wp-content/uploads/c/c/e/cce71e066aad37e07c84a9c71ac45143.jpeg)



Далее при выборе лучше определиться, насколько мощный прибор вам нужен, от этого будет зависеть, какую силу тока получите на выходе. Для домашних условий сварки обычно хватает 200-250 ампер. Этого будет достаточно для тонких деталей толщиной до 0,06 см.
Продолжительность непрерывной работы будет определяться производительностью аппарата, которая выражается в процентах и указана в документах. Для домашних сварочных работ хватает около 20 минут, потом устройству необходимо остыть не менее чем полчаса.
От значения напряжения холостого хода зависит сложность зажигания дуги. Чем оно выше, тем легче начать работу. У инвертора, в отличие от трансформатора и выпрямителя, самое высокое холостое напряжение от 35 до 50 вольт.
На выбор также может повлиять компактность и портативность прибора, часто необходим такой вид агрегата, который было бы легко транспортировать из дома на дачу и наоборот. По этим параметрам отлично подходит инвертор.
Также перед покупкой стоит уточнить, при какой температуре можно эксплуатировать агрегат, есть ли необходимая защита от влаги и внешних загрязнений и можно ли использовать в качество питания генератор.
В настоящее время можно найти широкий ассортимент сварочных аппаратов различных классов и видов, как для любительской работы, так и для профессиональной.
Хорошими инвертором для начинающих сварщиков и для работы в быту являются приборы фирмы Интерскол. Производимые компанией сварочные аппараты обладают широким функционалом и отвечают самым высоким требования, они соединяют в себя отличное сочетание приемлемой цены и высокого качества.
Сварочные позиционеры малой грузоподъемности МСМ
Предназначены для любых типов кольцевых швов вращаемых изделий – дисков, цилиндров и т. д., и продольных швов изделий любой конфигурации. • Манипулятор имеет литую планшайбу, на которой в качестве опции может быть установлен 3-х кулачковый быстрозажимной патрон. • Скорость вращения регулируется плавно в широком диапазоне. • Опорная конструкция манипулятора устойчива и не требует дополнительного крепления. • Комплектуется пультом д/у. Специальные интерфейсы расположены в электрическом шкафу и согласуют работу манипулятора со сварочным процессом и другим оборудованием. Возможна дополнительная комплектация педалью. Манипуляторы сварочные модели МСМ различной грузоподъёмности предназначены для наклона и вращения изделий в положении, удобном для сварки (резки) со сварочной скоростью при автоматической, полуавтоматической и ручной электродуговой сварке. С помощью манипулятора можно производить автоматическую сварку стыковых и угловых кольцевых швов, ручную и полуавтоматическую сварку прямолинейных и кольцевых швов и другие работы, требующие поворота или кантовки изделий.
Сварочный трактор ТС-16-1
Агрегат предназначен для выполнения вертикальных сварных швов, оснащен автоматическим режимом сварки. При этом можно индивидуально задавать параметры сварного соединения, скорости движения трактора и подачи проволоки, объема наплавляемого металла. Это позволяет использовать оборудование данного типа во многих промышленных сферах.
После программирования цепи рабочих параметров агрегат начинает работать. Введение дополнительных параметров в процессе сварки уже не требуется. Все процедуры (передвижение установки, подача проволоки, расход флюса) выполняются полностью автоматически.
Преимущества автомата ТС-16-1
- Блок управления — микропроцессорный.
- Возможность плавной регулировки скорости передвижения агрегата, подачи проволоки.
- Возможность стабилизации скорости выполнения работ, подачи проволоки.
- Дистанционное управление — при помощи переносного блока.
- Предварительное программирование параметров сварки (напряжение, подача проволоки, скорость выполнения работ). Возможность корректировки установленных параметров в процессе выполнения сварочных работ.
- Аппарат оснащен лазерным указателем, предназначенным для визуального контроля расположения относительно шва электродной проволоки.
- Электронная цифровая индикация параметров сварки — напряжения, тока, скорости работ, периода растяжения дуги, заварки кратера.
- Дистанционное включение, последующая регулировка напряжения источника.
- Возможность регулировки (изменения) положения сварочной головки в пространстве.
- На агрегат можно устанавливать бункера различной вместимостью.
Недостатки оборудования
Как и любое технологическое оборудование, сварочный трактор имеет собственные недостатки.
- Необходимость точной настройки самой установки.
- Несмотря на то что оборудование отличается относительно небольшой массой, дополнительные нагрузки способны затруднить его эксплуатацию в определенных ситуациях.
- Существуют ограничения по диаметру кольцевых швов.
- Как правило, трактор может выйти из строя, остановив выполнение срочных работ.
Сварочный трактор — это сложное техническое оборудование, которое достаточно дорого стоит, поэтому является доступным только для производственных предприятий.
Разновидности автоматической сварки
Автоматический сварочный аппарат, создающий дугу подачей тока на проволоку, и защищающий сварочную ванну слоем флюса, может иметь несколько вариантов исполнения. Это могут быть станки с подвижной головкой, выполняющие ровные или шаблонные линии швов. Для трубопроводов используют неподвижные головки, под которыми изделие вращается на роликах. Тракторы сами ездят по изделию, перевозя аппарат и одновременно ведя сварку. Во всех моделях применяется плавящийся электрод (проволока ГОСТ 16130-72). За последующее время, после внедрения в промышленность этих методов, были разработаны и другие устройства, позволяющие автоматизировать сварочные работы. Некоторые принципы работы таких установок похожи, а другие отличаются в корне.
В среде аргона
Одной из разновидностей является автоматическая аргонодуговая сварка неплавящимся электродом. В качестве последнего выступает стержень из вольфрама с некоторыми добавками. Между ним и изделием возбуждается электрическая дуга, а аргоновый состав газовой смеси, подаваемый через сопло головки аппарата, не дает углероду вырываться через поверхность шва. Благодаря этому соединение получается крепким и ровным. Сварка в среде защитных газов может выполняться стационарно закрепленной головкой устройства, под которой изделие проворачивается, так и движущейся частью по линии соединения. Аргонно-дуговой метод активно применяется при работе с нержавеющими трубами и емкостями.
Порошковой проволокой
Еще одним вариантом является автоматическая сварка порошковой проволокой. Аппарат подает плавящийся электрод в зону сварки по роликам. Напряжение на конце проволоки создает дугу. Но для защиты расплавленного металла используется не порошок из бункера, а флюс, находящийся в самой проволоке. Для этого последняя изготавливается трубчатой формы и укладывается в бобины. Такой расходный материал стоит дороже, но облегчает подготовку к сварочному процессу. Сварочный станок не требует загрузки флюса в бункер. Наплавленный шов, как и в случае с насыпным порошком, нуждается в очистке. Аппараты могут работать перемещаясь на самом изделии или неподвижно, с прокруткой свариваемых частей под ними.
Плазменная сварка
Для быстрого соединения легированных сталей была разработана автоматическая плазменная сварка. В подобных устройствах электрическая дуга горит между двумя электродами в головке горелки. Аргон или гелий, подающиеся под высоким давлением и закрученный завихрителем, содействует ионизации пламени дуги, и усилению ее температуры. Плазменная сварка устанавливается на кронштейны, которые могут вращаться по оси. Расстояние от центра до головки может изменяться, что делает удобным это оборудование для круговых автоматических швов днищ емкостей. В зависимости от толщины металла и требуемой высоты шва, устройство может снабжаться дополнительным блоком подающим присадочную проволоку.
Кроме вышеперечисленных агрегатов встречаются их полуавтоматические версии, где сварщику требуется направлять сварочную головку или руководить движением трактора. Автоматическая и полуавтоматическая сварка востребованы не только на крупных предприятиях, но в небольших фирмах. Ведь таким способом можно значительно повышать производительность и доходность. Некоторые умельцы смогли сделать самодельный аппарат на основе полуавтомата, который способен передвигаться по заданной траектории.
Технические характеристики
| Пределы регулир. свар. тока, А: | 250-1000 |
| Диаметр свар. проволоки, мм: | 2,0-5,0 |
| Защитная среда: | флюс |
| Напряжение питания, В: | 380 |
| Частота сети, Гц: | 50 |
| Кол-во фаз: | 3 |
| Напряжение питания электродвигателя, В: | 3 х 36 |
| Потребляемая мощность, кВт : | 37 |
| Скорость подачи проволоки, м/ч: | 52…403 |
| Скорость сварки, м/ч: | 16-126 |
| Ёмкость кассеты для проволоки, кг: | 15 |
| Ёмкость бункера для флюса, дм3: | 6.5 |
| Габариты блока управления, мм: | 370х215х215 |
| Масса блока управления, кг: | 10 |
| Габаритные размеры, мм: | 716 х 346 х 540 |
| Вес, кг: | 45 |
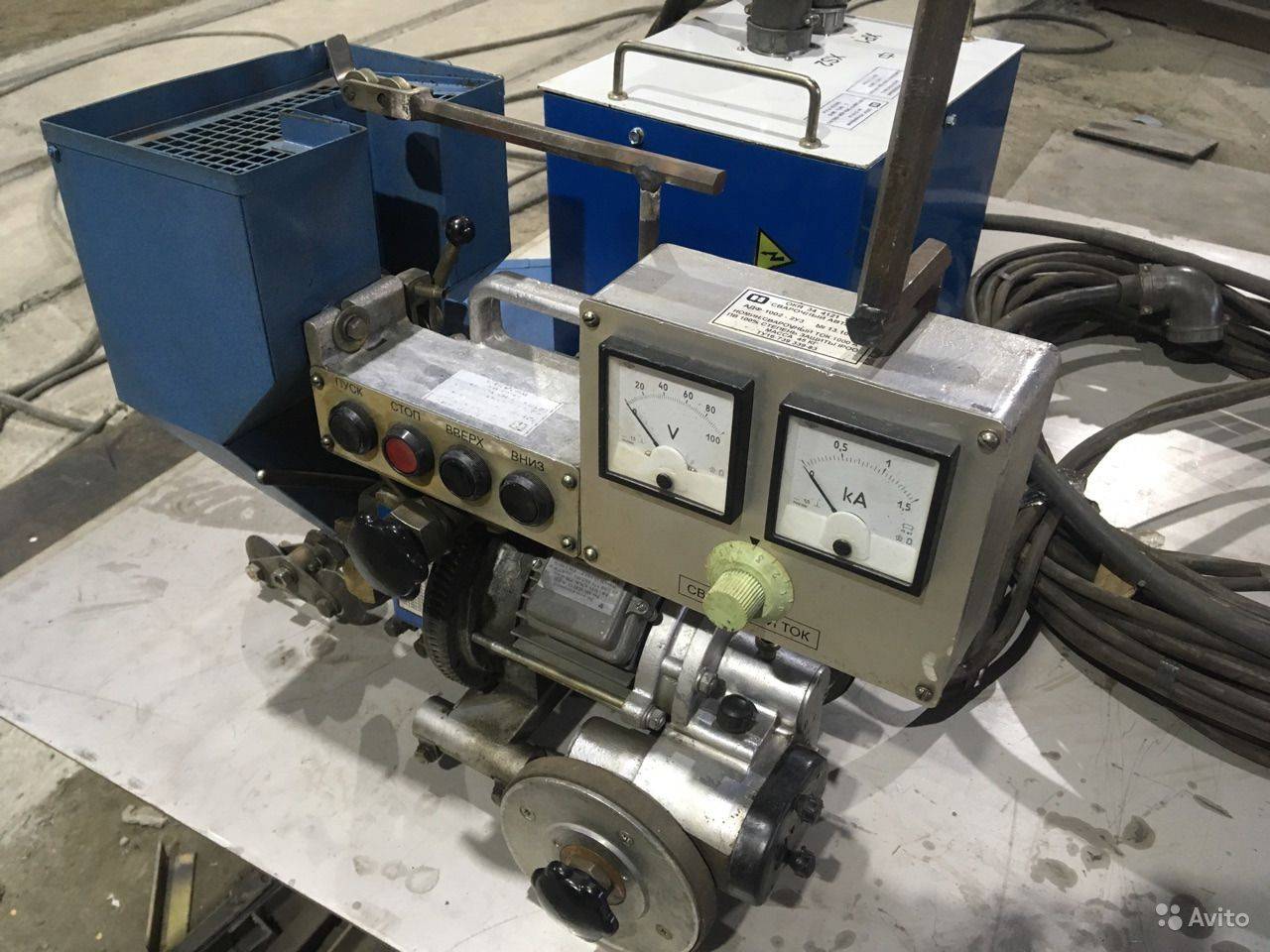
Сварочный автомат ТС-16 предназначен для сварки и наплавки электродной проволокой под флюсом изделий из малоуглеродистых сталей со ступенчатой регулировкой скорости подачи электродной проволоки и ступенчатой регулировкой скорости перемещения тележки.
Работает в комплекте с выпрямителями ВДУ-1250, ВДУ-1202, ВДУ-630 и др.
Автомат ТС-16 представляет собой самоходное устройство, в котором подача сварочной проволоки и перемещение происходит автоматически.
Автомат производит сварку соединений встык с разделкой и без разделки кромок, с копирами и без копиров, угловых швов, нахлесточных соединений, а так же сварку в «лодочку».Швы могут быть прямолинейными и кольцевыми. В процессе работы трактор передвигается по изделию или по уложенной на нем направляющей линейке.
Трактор сварочный выпускается в двух исполнениях:
- ТС-16-1 – для работы с источниками ВДУ-1250, ВДУ-1202, ВДУ-1204, ВДУ-1601, ВДУ-1001,
- ТС-16-2 – только для работы с ВДМ-1202СА, в этом исполнении блок управления не поставляется, он встроен в ВДМ-1202СА.
Отличие между ТС-16-1 и ТС-16-2 состоит только в том что на пульте управления трактором ТС-16-2 нет резистора дистанционного регулирования напряжения на дуге. Трактор ТС-16-2 не комплектуется блоом управления, соответствующая схема управления встроена в ВДМ-1202 СА.
Возможно изготовление тракторов и для работы с другими источниками, но при этом необходимо вносить изменения в электрическую схему источника, устанавливать дополнительные разъемы, изготавливать документацию. Такие работы возможны только по предварительному согласованию с изготовителем.
Трактор сварочный ТС-16-1, в комплекте с блоком управления и источником питания предназначен для дуговой сварки стыковых, нахлёсточных и угловых соединений с разделкой и без разделки кромок прямолинейными и кольцевыми швами, прямым и наклонным электродом, а также для сварки «в лодочку».
Схема подключения ТС-16-1 к источникам типа ВДУ.
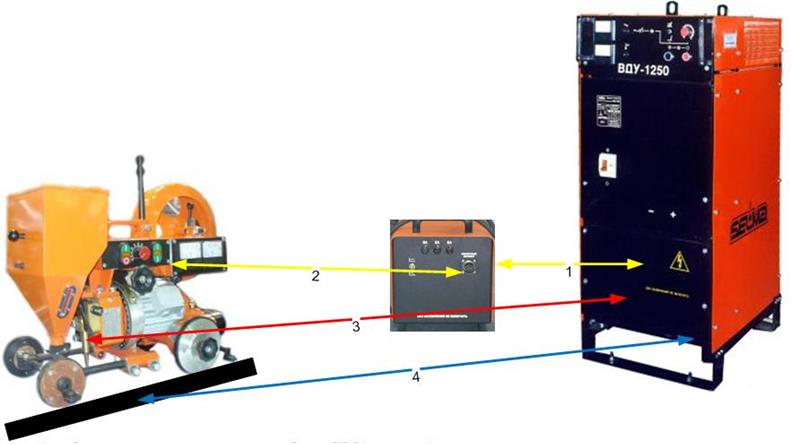
1 – кабель управления от источника к блоку БПСА, длиной 2 м (в комплекте с блоком управления). 2 – кабель управления от блока БПСА к трактору, длину кабеля определяет заказчик (изготавливается по отдельному заказу, в базовый комплект поставки не входит). 3 – кабель прямой от “+” источника к токоподводу трактора, КОГ 3х70, длину кабеля определяет заказчик (изготавливается по отдельному заказу, в базовый комплект поставки не входит).






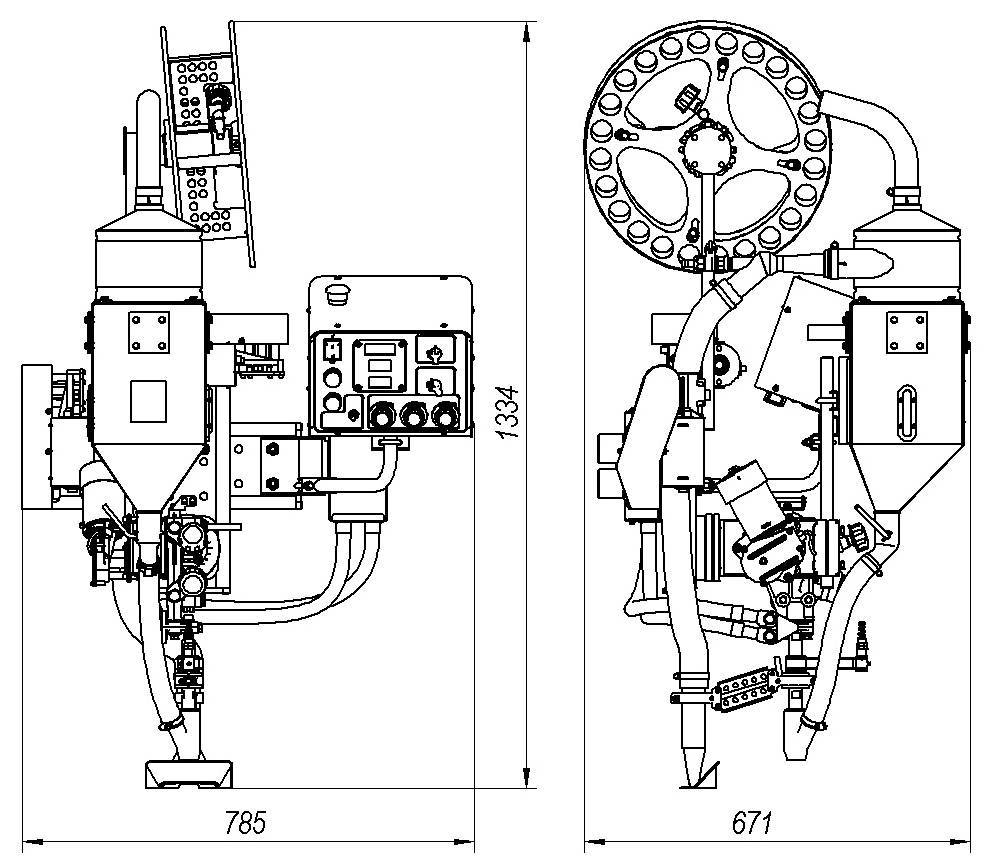

Схема подключения ТС-16-2 к ВДМ-1202 СА
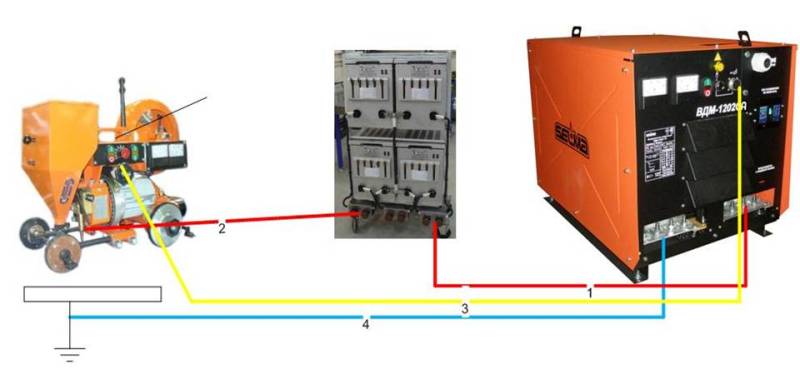
1 – кабель прямой “+” КГ 3х70 от ВДМ к блоку балластных реостатов (ББР), длину кабеля определяет заказчик (изготавливается по отдельному заказу, в базовый комплект поставки не входит). 2 – кабель прямой “+” КОГ 3х70 от ББР, длину кабеля определяет заказчик (изготавливается по отдельному заказу, в базовый комплект поставки не входит). 3 – кабель управления от ВДМ к трактору, длину кабеля определяет заказчик (изготавливается по отдельному заказу, в базовый комплект поставки не входит). 4 – кабель обратный “-” от ВДМ к изделию, КГ 3х70, длину кабеля определяет заказчик (изготавливается по отдельному заказу, в базовый комплект поставки не входит). 4 – кабель обратный “-” от источника к изделию, КОГ 3х70, длину кабеля определяет заказчик (изготавливается по отдельному заказу, в базовый комплект поставки не входит).
Варианты применения:


Преимущества:
- Увеличенная мощность двигателя
- Увеличенная износостойкость редукторов за счет рациональной конструкции редукторов
- Усовершенствованный механизм подачи проволоки
- Наличие измерительного шунта в штатном комплекте поставки
- Возможность подключения местного освещения (по отдельному заказу)
- Усовершенствованная электрическая схема
- Изменение центра тяжести трактора при сварке по наклонной плоскости
- Сменные шестерни
- Возможность сцепления и расцепления колес с приводом с помощью муфты
- Наличие регулируемого копира для сварки тавровых швов и швов с разделкой кромок
Комплект поставки:





