

Консольно-фрезерные станки
Консольно-фрезерные станки наиболее распространены. Стол консольно-фрезерных станков с салазками расположен на консоли и перемещается в трех направлениях: продольном, поперечном и вертикальном.
Консольно-фрезерные станки делятся на горизонтально-фрезерные (с неповоротным столом), универсально-фрезерные (с поворотным столом) и вертикально-фрезерные. На базе вертикально-фрезерных станков выпускают копировально-фрезерные станки, станки с программным управлением и др.
Обрабатывать заготовки на консольно-фрезерных станках можно цилиндрическими, торцовыми, концевыми, дисковыми, угловыми, фасонными и другими фрезами. В табл.1 приведены значения основного параметра-ширины стола в зависимости от размера (номера) станка.
Ширина стола в зависимости от номера станка
| № станка | — | — | 1 | 2 | 3 | 4 | |
| Ширина стола | 125 | 160 | 200 | 250 | 320 | 400 | 500 |
Характеристика вертикальных фрезерных станков
Вертикальные конструкции – очень распространенная категория инструмента. Оснастка для фрезерного станка по металлу этой разновидности представлена режущими элементами цилиндрического, фасонного и концевого типа. Кроме этого оборудование позволяет выполнять операции сверления.
Назначение вертикально-фрезерных станков с ЧПУ:
- формирование пазов;
- обработки рамочных деталей;
- изготовление зубчатых колес;
- обработка углов, а также горизонтальных и вертикальных металлических поверхностей.
Оборудование вертикального типа благодаря своему строению обладает очень жесткой конструкцией. За счет этого появляется возможность выполнять обработку металлических деталей на высоком уровне качества. Коробка скоростей установлена на головке шпинделя.
Существует две категории вертикальных фрезерных станков по металлу:
- Консольно-фрезерные.
- Бесконсольные.
Бесконсольные станки по металлу дают возможность заниматься фрезерованием вертикальных, горизонтальных и наклонных поверхностей
Станок, в конструкции которого присутствует консоль, отличается лишь тем, что его гильза и шпиндель могут перемещаться по отношению к оси оборудования. Для изготовления деталей сложной формы используются 5-осевые фрезерные станки с ЧПУ. Такие конструкции обеспечивают очень высокое качество обработки и экономию. Они могут иметь встроенную память и возможность подключения к сети Интернет, а также множество других дополнительных опций. Некоторые варианты имеют съемные столы.
Консольно-фрезерные станки малых размеров с шириной стола 125*160 мм
Эти станки предназначены для обработки заготовок небольших размеров, главным образом из цветных металлов и сплавов, пластмасс и для чистого фрезерования заготовок из стали и чугуна. Автоматизированные станки позволяют вести обработку по заданному циклу.
Особенности горизонтальных фрезерных станков
Горизонтальные конструкции отличаются тем, что в них шпиндель имеет горизонтальный характер размещения. Инструмент этой категории используется для обработки металлических деталей небольшого размера.
В качестве оснастки для горизонтальных конструкций используются следующие виды фрез по металлу:
- фасонные;
- угловые;
- концевые;
Горизонтальный фрезерный станок представляет собой станину механизма с горизонтальным шпинделем, на котором располагается фреза, коробка передач и стол
- торцевые;
- цилиндрические.
Стандартная комплектация горизонтально-фрезерного станка с ЧПУ не позволяет выполнять обработку заготовок по винтовой поверхности. Для выполнения подобной операции потребуется дополнительное оснащение.
Благодаря своему строению горизонтальный инструмент позволяет устанавливать столешницу в разных положениях. Стол может располагаться перпендикулярно или параллельно по отношению к оси шпинделя. Все узловые и рабочие элементы конструкции монтируются на станине. Коробка скоростей, предназначенная для настройки вращательной скорости шпинделя, располагается внутри этого участка.
Особенности оборудования
Ученические токарные станки по металлу заняли промежуток между любительским инструментом и профессиональным производственным оборудованием. Свое название Школьник они получили за активное использование их для обучения учащихся в ПТУ и старшеклассников на уроках труда.
У всех моделей, от ТВ2 до модернизированного 16У04П повышенной точности, имеются общие характеристики для школьных токарных станков:
- малые габариты;
- простота конструкции;
- безопасность при работе;
- ручное управление и легкое обслуживание;
- обработка малых по размеру заготовок;
- низкая производительность;
- невозможность изготовления партий деталей.
Токарный станок 16У04П
Учебные модели выпускались напольные с литыми тумбами и настольные, имеющие только установочные площадки в виде широких ножек под станиной. Их можно установить на рабочем столе в мастерской и изучать принцип работы токарного станка, получать навыки работы токарем.
Конструкция токарного станка упрощенная. Отсутствует коробка передач. Скорости изменяются перестановкой шестеренок и перекидыванием ремня. Перемещение салазок суппорта ручное только в одном направлении. Возможность точить конусы под заданным углом отсутствует.
Учитывая специфику токарных станков по металлу Школьный, на них были установлены кожухи и экраны, исключающие возможность травмирования вращающимися деталями или отлетающей стружкой. Как только защитное приспособление поднималось, патрон останавливался.
Выборка под детали большого диаметра в станине отсутствует. Максимальный диаметр заготовки до 200 мм. Межцентровое расстояние на большинстве моделей 220 – 350 мм, и только на модернизированные станки можно устанавливать валы длиной 525 и 750 мм.
Перемещение суппорта и салазок по лимбу вручную не позволяло работать быстро и делать партии деталей. На большинстве станков серии Школьник имеется 6 скоростей вращения патрона от 120 до 975 об/мин. Направление вращения переключается двигателем.
Схема станка ТВ-11
Несмотря на свою простоту, учебные токарные станки дают хорошую чистоту обработки. На них можно точить детали с точностью до 0,05 мм и делать токарную обработку под шлифовку. В коробке скоростей, соединенной с винтом, заложена нарезка резьбы с 3 размерами шага на ранних моделях и 6 резьб на модернизированных станках, начиная с ТВ7.
Столярному делу подростков обучали на ТВ4 и на специально выпущенном станке токарном по дереву Школьник серии СТД-120. На этом оборудовании любители делать мебель своими руками в домашних условиях изготавливают фигурные ножки, стойки и другие круглые элементы.
В настоящее время компактные токарные станки используют в передвижных мастерских, изготавливая на них детали для ремонта. Охотно покупают умельцы компактное оборудование и для домашнего использования.
Классификация металлорежущих станков
Металлорежущий станок – машина для обработки резанием металлических и др. материалов, полуфабрикатов или заготовок с целью получения из них изделий путём снятия стружки металлорежущим инструментом. Все металлорежущие станки классифицируются по определенным признакам, зависящим от рода технологического процесса, режущего инструмента, компоновки станка.
Металлорежущие станки подразделяются на 9 групп (рисунок 1).
Рисунок 1 – Классификация станков по методу обработки
Каждая группа станков делится на типы. Так например, токарные станки бывают специализированные, одношпиндельные, многошпиндельные, револьверные, лобовые, многорезцовые, карусельные и т.д.
Станки одного и того же типа могут отличаться компоновкой (например, фрезерные универсальные, горизонтальные, вертикальные), кинематикой, т.е. совокупностью звеньев, передающих движение, конструкцией, системой управления, размерами и точностью обработки (рисунок 2).
Рисунок 2 – Основные виды фрезерных станков
При этом, например, если рассматривать операцию зубофрезерную, то для этой операции можно выбрать станки 5-й группы, но это будет зубофрезерный станок, а фрезерные станки расположены в 6-й группе. То есть четкого разграничения между группами нет, тем более появляются новые станки, реализирующие ранее неиспользуемые методы обработки.








Согласно стандартов, оборудование имеет основные размеры, характерные для станков каждого типа. Так, например, для токарных и круглошлифовальных станков это наибольший диаметр обрабатываемой заготовки (рисунок 3), для фрезерных станков — длина и ширина стола, на который устанавливаются заготовки или приспособления, для поперечно- строгальных станков — наибольший ход ползуна с резцом.
Рисунок 3 – Наибольший диаметр заготовки для токарных станков
Группа однотипных станков, имеющих сходную компоновку, кинематику и конструкцию, но разные основные размеры, составляет размерный ряд. Так, по стандарту, для зубофрезерных станков общего назначения предусмотрено 12 типоразмеров с диаметром устанавливаемого изделия от 80 мм до 12,5 м.
Конструкция станка каждого типоразмера, спроектированная для заданных условий обработки, называется моделью. Каждой модели присваивается свой шифр — номер, состоящий из нескольких цифр и букв. На рисунке 4 показан пример обозначения токарного станка с ЧПУ (числовое программное управление).
Рисунок 4 – Обозначение токарного станка с ЧПУ
Первая цифра означает группу станка, вторая – его тип, третья цифра или третья и четвертая цифры отражают основной размер станка. Например, модель 16К20Ф3 означает: токарно-винторезный станок с наибольшим диаметром обрабатываемой заготовки 400 мм. Буква между второй и третьей цифрами означает определенную модернизацию основной базовой модели станка.
Выделяют станки-автоматы и полуавтоматы. Автоматом называют станок, в котором после наладки все движения, необходимые для выполнения цикла обработки, в том числе загрузка заготовок и выгрузка готовых деталей, осуществляется автоматически, т.е. выполняется механизмами станка без участия оператора.
Цикл работы полуавтомата выполняется также автоматически, за исключением загрузки-выгрузки, которые производит оператор, он же осуществляет пуск полуавтомата после загрузки каждой заготовки.
С целью комплексной автоматизации для крупносерийного и массового производства создают автоматические линии и комплексы, объединяющие различные автоматы, а для мелкосерийного производства – гибкие производственные модули (ГПМ). Пример ГПМ приведен на рисунке 5.
Автоматизация мелкосерийного производства деталей достигается созданием станков с программным управлением (цикловым), в обозначение моделей вводится буква Ц (или числовым буква Ф).
Цифра после буквы Ф обозначает особенность системы управления:
- Ф1 – станок с цифровой индикацией (с показом чисел, отражающих, например, положение подвижного органа станка) и предварительным набором координат;
- Ф2 – станок с позиционной или прямоугольной системой; Ф3 – станок с контурной системой;
- Ф4 – станок с универсальной системой для позиционной и контурной обработки, например, модель 1Б732Ф3 – токарный станок с контурной системой ЧПУ.
Станки с ЧПУ постепенно вытесняют другие установки, благодаря высокой точности обработки, повышенной производительности и соответственно сравнительно быстрой окупаемости.
Рисунок 5 – Пример гибкого производственного модуля
Кроме того, металлорежущие станки делятся по степени универсальности, по степени автоматизации и классу точности. Классификация станков представлена на рисунке 6.
Рисунок 6 – Классификация станков
Устройство и оснастка
Токарные станки для деревообработки отличаются по типу подачи суппорта и форме изготавливаемых предметов.
- На токарном станке с подручником отделываются древесные болванки, не превышающие в диаметре 40 см, а по длине 1 м, 60 см.
- Токарные установки с механической подачей суппорта приспособленые для обработки заготовок из дерева с теми же ограничениями по размеру, что и устройства для ручной резки.
- Устройство для дискообразных заготовок из дерева имеет возможность расположения на поверхности для работы деталей до трех метров в диаметре. Толщина дерева при этом исчерпывается параметрами, заложенными производителем станка.
Схема токарного станка содержащего механическую подачу суппорта, оборудованного приставным лобовым устройством:
- станина на 2 тумбах;
- передняя и задняя бабки;
- суппорты;
- шпиндель, вращаемый 2-скоростным двигателем;
- клиноременная передача, объединяющая 3-ступенчатую коробку передач с мотором;
- шкив, закреплённый на шпинделе, приводит в движение продольный суппорт;
- резцы фиксируются в поворотном держателе;
- ключевой – поперечный и дополнительный – продольный суппорты задают направление хода резцов.
Во время работы ручными резцами нужно на направляющие станины ставить подручник. Суппорт на данном шаге обработки отводится за пределы зоны для работы до конца.
Лобовое устройство также имеет поворотный держатель. Применяется это устройство для обработки заготовок с диаметром до 60 см, закрепляемых с одной стороны на планшайбе, соединённой со шпинделем, и крепится задней бабкой станка. Во время обработки короткой заготовки зажим может не применяться, что облегчает внутреннюю обработку деталей.
Скорость срезания кромки дерева в различных точках различная, что устанавливается удалённостью резца от оси вращения. Наиболее воочию это прослеживается во время работы с копиром. Скорость вращения шпинделя устанавливается по диаметру отделываемого материала из дерева и его прочности.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
История появления и развития оборудования
По мнению историков, токарные станки (вернее, примитивные прародители подобных устройств) были изобретены и начали использоваться человеком еще в середине VII века до нашей эры. Конечно, такое устройство имело простейшую конструкцию, но позволяло эффективно выполнять обработку изделий из дерева или кости. Для того чтобы произвести такую обработку, в двух центрах, которые монтировались соосно друг с другом, зажималась деталь. Ее вращали вручную, а процесс резания осуществлялся при помощи ручного резца, которым манипулировал отдельный «оператор». Таким образом изделию придавалась требуемая форма и размеры.
Следующим этапом развития, которому подверглось оборудование токарной группы, стало оснащение его приводом, необходимым для придания детали вращательного движения. В качестве такого привода изначально использовалась тетива лука, которую петлей накидывали на обрабатываемое изделие. А чуть позже (в XIV столетии) был изобретен ножной привод для токарного оборудования.
Старинный токарный станок с ножным приводом
Конструкция такого привода, очень напоминающего приводной механизм ножной швейной машины, состояла из закрепленной консольной деревянной жерди, соединенной с обрабатываемой деталью при помощи прочной веревки. При нажатии ногой на жердь веревка натягивалась, что приводило к вращению заготовки на 1–2 оборота. После того как нога убиралась с жерди, веревка освобождалась и устремлялась вверх, что влекло за собой вращение заготовки в другую сторону.
Токарно-копировальный станок А. Нартова, 1729 год
Станок токарной группы XVI столетия уже имел в своей конструкции люнет и центры, изготовленные из металла, что позволяло использовать его для обработки заготовок, отличающихся сложной конфигурацией. Однако по причине невысокой мощности такого устройства применять его для токарной обработки металлических заготовок было еще нельзя.
Сильный толчок история токарного станка получила в 1700-х годах, когда россиянином Андреем Нартовым было создано устройство, на которое установили механический суппорт. Следует отметить, что именно это новшество послужило сильнейшим толчком в развитии всего оборудования, предназначенного для обработки заготовок из металла. Серьезный вклад в развитие токарных агрегатов внесли французские инженеры, которые к середине XVIII столетия создали устройство, отличающееся высокой универсальностью. Уже к концу этого века во французской промышленности стал использоваться специализированный агрегат, на котором можно было выполнять нарезание резьбы на металлических винтах.
Токарные станки Модсли (нажмите, чтобы увеличить)
По-настоящему прорывным в развитии токарного оборудования принято считать 1794-й год, когда Генри Модсли создал станок, послуживший базой для дальнейшего развития всех токарных агрегатов. Что примечательно, предприятие, основанное Модсли, занималось также производством плашек и метчиков, с помощью которых на его оборудовании выполняли нарезание резьбы.
О том, чтобы автоматизировать токарный станок, стали задумываться в XIX веке, и пальма первенства в этом вопросе принадлежит американским инженерам. Данный процесс шел по пути оснащения агрегатов дополнительными элементами автоматизации, что в итоге привело к созданию первого станка с револьверной головкой. Именно на базе таких устройств в дальнейшем и стали создавать универсальные станки-автоматы, первый из которых (станок Спенсера) был представлен общественности в 1973 году.
Это интересно: Настольный токарный станок ТВ-9 — технические характеристики, паспорт
Лоботокарный станок: виды, характеристики
Цена по запросу
- Специализированный токарный станок
- Заготовки большого Ø и небольшой длины
- Обтачивание, проточка канавок, растачивание
- Передняя бабка с планшайбой
Доставка
Купить лоботокарный станок
Лоботокарный станок (рис. 1) представляет собой специализированный токарный станок, предназначенный для токарной обработки заготовок большого диаметра и небольшой длины. На этих станках выполняются обтачивание наружных цилиндрических и конических поверхностей, обработка торцов, проточка канавок, растачивание внутренних поверхностей и др. По конструкции лоботокарный станок несколько отличается от центрового токарного станка. Станок имеет следующие основные узлы: плиту 1, переднюю бабку 4 с планшайбой 5, основание суппорта 2, суппорт 3 и заднюю бабку 6, установленную на высокой подставке. Передняя бабка, в которой размещена коробка скоростей, жестко закреплена на плите; основание суппорта с продольными направляющими и заднюю бабку можно переставлять по плите в требуемые положения и закреплять на ней болтами, головки которых входят в пазы плиты.











Рис. 1. Лоботокарный станок 1693
Обрабатываемая заготовка в лоботокарном станке закрепляется на планшайбе в кулачках или с помощью прихватов и болтов; при необходимости заготовка может поддерживаться центром задней бабки. Выемка в плите под планшайбой позволяет обрабатывать заготовки, диаметр которых больше диаметра планшайбы.
Цепь подач получает движение от отдельного электродвигателя и обеспечивает механические продольное и поперечное перемещения суппорта в широком диапазоне скоростей (величин подачи).
Лоботокарный станок: характеристики
Лоботокарный станок 1Н692
- Высота центров над плитой — 1000 мм
- Наибольшее расстояние между центрами — 2000 мм
- Диаметр планшайбы — 1250 мм
- Наибольший диаметр обрабатываемой поверхности над плитой — 2000 мм
- Пределы чисел оборотов шпинделя — 2,5-125 об/мин
- Количество скоростей шпинделя — 18
- Мощность привода шпинделя — 28 кВт
Лоботокарный станок 1693
- Высота центров над плитой — 1250 мм
- Наибольшее расстояние между центрами — 1250 мм
- Диаметр планшайбы — 2500 мм
- Наибольший диаметр обрабатываемой поверхности над плитой — 2400 мм
- Наибольший диаметр обрабатываемой поверхности в выемке плиты — 3200 мм
- Пределы чисел оборотов шпинделя — 0,7-31,5 об/мин
- Количество скоростей шпинделя — 12
- Мощность привода шпинделя — 40 кВт
Лоботокарные станки почти вытеснены станками карусельными. Однако благодаря простоте конструкции и относительно невысокой стоимости лоботокарные станки еще используются в условиях индивидуального производства и для ремонтных работ.
Основные узлы, из которых состоит токарный станок по металлу
Любой токарный станок по металлу включает в себя основные конструктивные узлы и элементы.
Станина
Основной и самый крупный элемент, на котором крепятся все остальные детали. Это неподвижная деталь, представляющая собой две параллельные стенки, неподвижно соединенные между собой поперечинами. Станина имеет ножки-тумбы, в которых хранится инструмент.

Верхние рейки служат направляющими, по которым двигаются суппорт токарного станка и задняя бабка. Они могут быть плоского и призматического вида. Направляющие выполнены строго параллельно друг другу.
Передняя бабка
Эта деталь по-другому может называться шпиндельная бабка. Внутри нее находятся следующие детали:
- шпиндель;
- подшипники (два);
- шкив;
- коробка скоростей.

Передняя бабка поддерживает заготовку и придает ей вращение.
Шпиндель
Шпиндель является основной деталью передней бабки. Он представляет собой металлический вал конусообразной формы. В нем фиксируются различные инструменты, оправки и другие приспособления.
Шпиндель токарного станка, шейка и подшипники должны быть гладкими, чисто отшлифованными, без люфтов, потому что это влияет на качество расточки деталей. Шпиндель имеет резьбу, а в некоторых станках еще и специальную канавку для того, чтобы патрон самопроизвольно не открутился.

Механизм поперечной и продольной подачи
Суппорт может двигаться вдоль и поперек, благодаря механизму подачи. Направление задает трензель, находящийся в корпусе передней бабки. Снаружи станка есть рукоятки, которыми можно изменять направление и амплитуду движения суппорта.
Важно!
Суппорт
Суппорт – это характерный элемент любого токарного станка, с помощью которого осуществляется перемещение режущего инструмента в продольном, поперечном и наклонном направлении. Продольное движение по салазкам станины производит каретка, поперечное совершает верхняя часть суппорта. Резцедержатели (одно или многоместные) устанавливаются в верхнюю часть суппорта.

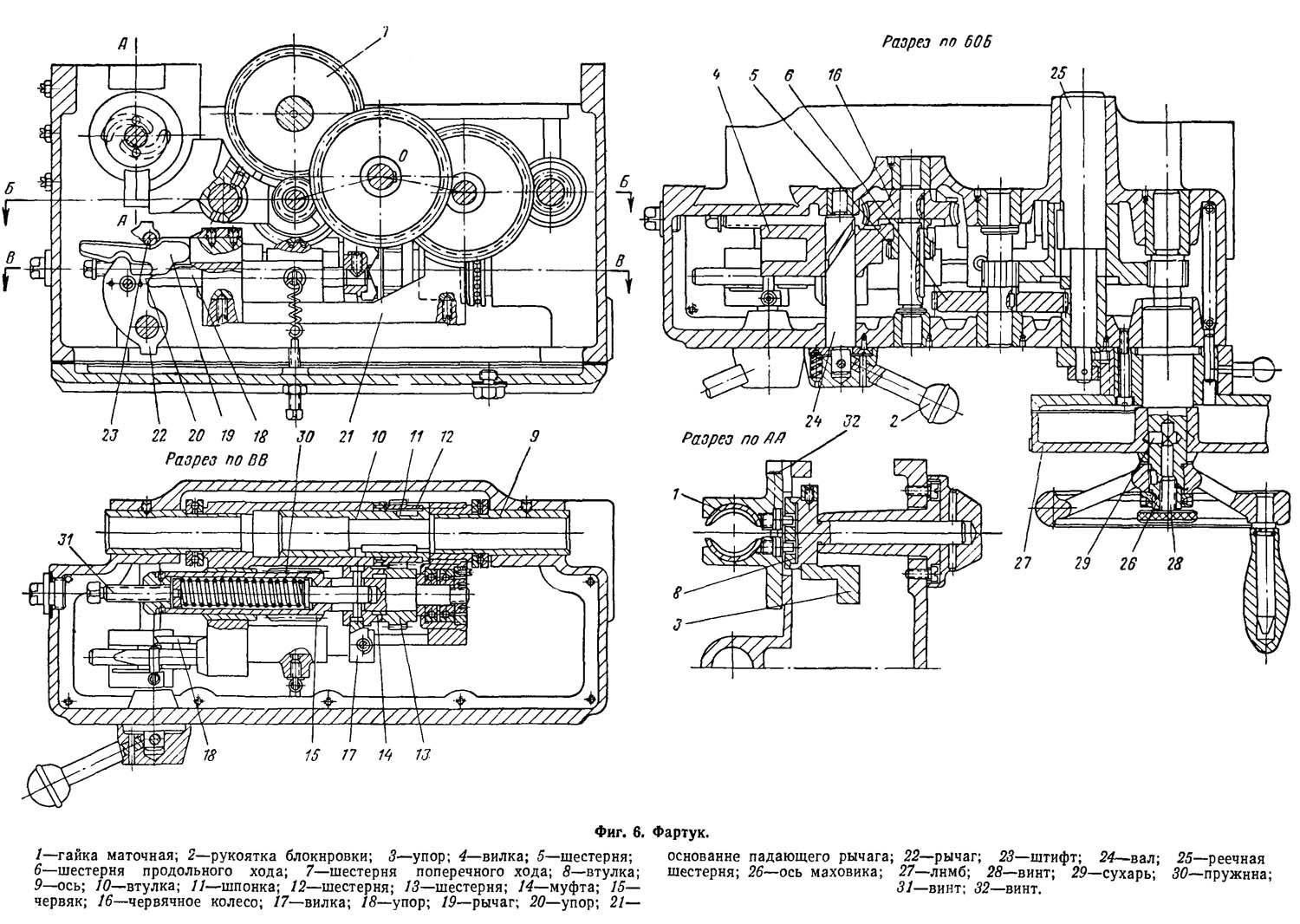
Фартук
За корпусом фартука находятся механизмы, связывающие суппорт с зубчатой рейкой и ходовым винтом. Управление фартуком вынесено на корпус станка, что упрощает регулировку хода суппорта.
Задняя бабка
В заднюю бабку закрепляется деталь на шпинделе, поэтому этот элемент подвижный. Деталь состоит из двух частей: нижней – плиты и верхней – держателя шпинделя. Задняя бабка токарного станка движется по станине и может быть зафиксирована в любом месте благодаря рычажной рукоятке. Конус задней бабки называется пиноль. В нем крепится инструмент или приспособление. Также задняя бабка служит второй опорой при обработке длинных деталей.

Каретка
Каретка предназначена для продольного движения суппорта по салазкам станины. От ее исправности зависит свободное движение этого элемента.

Вал
Вал вращения шпинделя имеет две ручки включения. При среднем положении ручек он выключен. Положение вверх – вал вращается против часовой стрелки (рабочее движение), положение вниз – вал вращается по часовой стрелке (обратное движение).
Основные технические характеристики станков с ЧПУ

Каждый тип станка имеет свои специфические параметры, но можно отметить и общие для всех разновидностей критерии: класс точности, тип устройства ЧПУ, число управляемых координат, т. е. количество плоскостей, в которых обрабатывается заготовка. Основные рабочие характеристики и оснащение оборудования зависят от его назначения и технологических возможностей.
Токарный

Токарные станки с ЧПУ предназначены для изготовления деталей сложной формы из цилиндрических заготовок в автоматическом режиме. Они способны обеспечить до 6 управляемых осей обработки с использованием до 6 разных рабочих инструментов.








К данной категории оборудования относятся непосредственно токарные станки целевого назначения, универсальные, карусельного и лоботокарного типа, токарно-фрезерные обрабатывающие центры.
Токарные станки могут оснащаться головкой револьверного типа с приводом для специальных приспособлений, контршпинделем со специальным зажимом цангового типа, задним суппортом для обработки заготовок с обратной стороны. Универсальные аппараты обеспечивают выполнение любых токарных операций.
В них могут закладываться такие особенности: приводной инструмент, головки для сверления, фрезерования и шлифования, система автоматической смены инструмента.
Технические характеристики, на которые следует обратить особое внимание:
- Скорость обработки. Она зависит от скорости вращения шпинделя и линейного перемещения суппорта. Скорость вращения, как правило, составляет 4000–10000 об/мин, а при горизонтальной станине — до 20000 об/мин. Ускоренное линейное перемещение может достигать 10–12 м/мин.
- Мощность двигателя шпинделя. Она определяет эффективность работы. Токарные станки с ЧПУ могут иметь мощность 45–50 кВт и более.
- Размеры обрабатываемой заготовки. Лимитируется максимальный диаметр и наибольшая длина. Эти параметры связаны с габаритами и мощностью. Диаметр может находиться в диапазоне от 40 до 150 см, а стандартная длина — до 100–150 см, но есть станки, где она превышает 10 м.
- Точность позиционирования. Она определяет класс точности обработки и точность повторений. В токарных станках с ЧПУ она достигает 0,003–0,005 мм.
При выборе оборудования следует обращать внимание на номенклатуру обрабатываемых материалов. Чаще всего они используются для металлообработки
Обеспечивают черновую и чистовую обработку с точностью до 7-го квалитета. Для деревообработки можно использовать менее мощные станки с меньшим классом точности.
Расточный

Расточные станки с ЧПУ выпускаются с горизонтальным или вертикальным расположением шпинделя. Многоцелевой вариант с горизонтальным расположением шпинделя или горизонтально-расточной станок предназначен для обработки крупногабаритных изделий.
Он оснащается измерительными датчиками, обеспечивающими высокую точность обработки. Многоцелевой с вертикальным шпинделем или координатно-расточной станок может иметь до 5 управляемых осей. Трехкоординатная модель оснащается двухповоротным столом.
Высокоточное перемещение рабочего инструмента обеспечивается шариковыми винтовыми парами. Современные станки обеспечивают выполнение такие операций: растачивание, зенкерование, сверление, нарезка резьбы, обтачивание; торцевое и цилиндрическое фрезерование, подрезка торцов.
Основной параметр расточных станков — диаметр шпинделя. По нему определяется тип оборудования: малый (диаметр 50–130 мм), средний (90–200 мм) и тяжелый (свыше 200 мм). Диаметр шпинделя может достигать 350 мм. Другие важные характеристики:
- Мощность. Для горизонтальных станков она составляет 20–40 кВт, а вертикальных — до 10–15 кВт.
- Размеры рабочего стола. Они определяют габариты обрабатываемой заготовки. Могут находиться в диапазоне от 100 × 50 см (для малого класса) до 200 × 180 см (тяжелые станки).
- Скорость вращения шпинделя. Она регулируется в широком диапазоне и зависит от мощности двигателя. В станках с ЧПУ может достигать 1500–2000 об/мин.
Оборудование предназначено для обработки разнообразных материалов. Способны работать со сталью, чугуном, цветными металлами.
Сверлильный

Сверлильные станки с ЧПУ способны обрабатывать изделия фланцевого, корпусного и плоскостного типа с использованием разного инструмента (сверла, развертки, зенкеры и т. п.). Они выпускаются нескольких разновидностей:
- вертикально- и горизонтально-сверлильного типа;
- с одним или несколькими шпинделями;
- с ручной и автоматической сменой инструмента.





