

Система смазки 1К62
Схема системы смазки такова, что весь процесс происходит автоматически. Резервуар, из которого масло начинает своё движение по системе, находится в корпусе передней бабки, вернее, в нижней его части. Чтобы масло достигало каждого, требующего смазки, элемента токарного агрегата, от резервуара идёт трубопровод, обеспечивающий циркуляцию масла по системе.
Смазка приводится в движение плунжерным насосом, который втягивает масло внутрь системы трубок идущих к разным узлам станка. Сам насос, находящийся на нижней крышке фартука, приводится в действие эксцентриковым кулачком, которому передаёт движение вал. Продвигаясь по системе, масло попадает через фильтр к переднему подшипнику шпинделя и на лоток. Собственный вес масла не позволяет ему задерживаться на частях в большом количестве. Стекая произвольно вниз, оно смазывает зубчатые колёса, втулки и остальные части механизма, расположенные ниже.
Задний подшипник имеет 2 способа смазки. Вторым, дополнительным, является фитильный способ смазки. Наличие масла в системе можно увидеть в левой стороне верхней крышки передней бабки, где через небольшое окошечко хорошо видна струя смазочного вещества.
В смазочной системе 1К62 используется пластинчатый фильтр. Его характеристика такова, что для очистки вытаскивать из корпуса его части не нужно, достаточно лишь прокрутить рукоятку 2-3 раза. Такой способ очистки фильтра предусмотрен производителем, в течение первого года эксплуатации, как ежедневная процедура. На более поздних сроках использования этот ритуал может стать еженедельным.
Поперечная рейка станины, по которой перемещается суппорт, смазывается в ручном режиме по мере необходимости. Для этого служит краник, расположенный над ней.
https://youtube.com/watch?v=pwAsHjHspm4
Технические характеристики
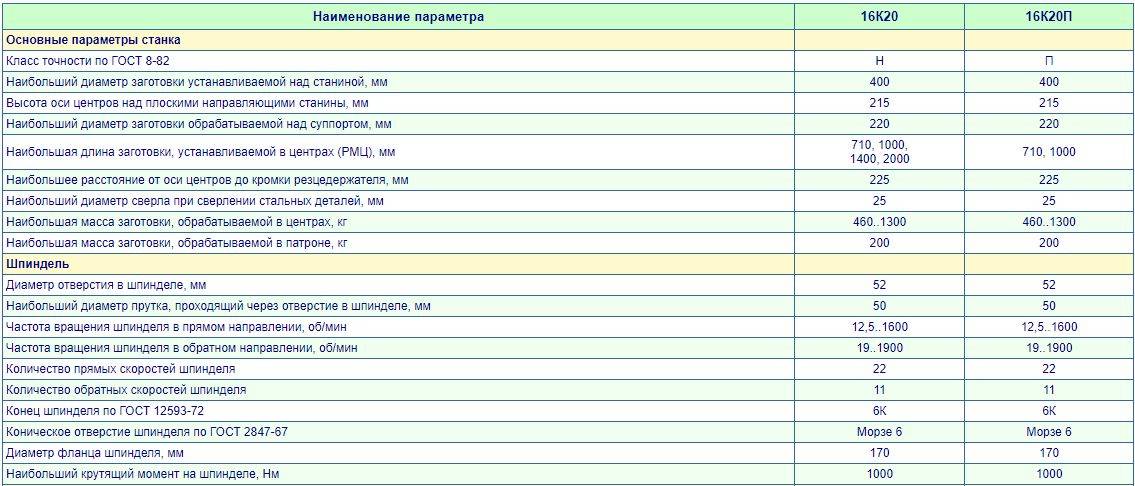
Основные параметры
- Сверхмощный токарно-винторезный станок.
- Цельная литая основа.
- Пневматический плавающий хвостовой запас.
- Седельная смазка.
- Метрическая конфигурация.
- Галогенная рабочая лампа.
- Резерв для механической защиты патрона.
- Защита задней бабки, ходового винта и подающего вала.
- Система охлаждения.
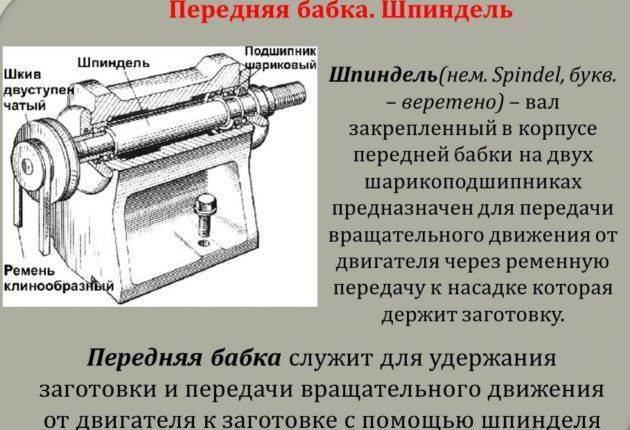
Шпиндель
В токарном станке 16К20 шпиндель выступает в качестве пустотелого, многоступенчатого вала, изготовленного из стали, с термической обработкой для увеличения стойкости.
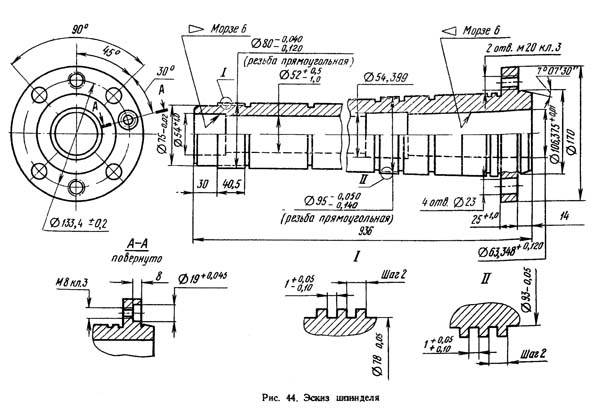
Шпиндель имеет стальную конструкцию и продольное отверстие внутри, оно пропускает заготовку. Его вращение происходит за счет специализированных прецизионных подшипников. Они износостойки и точны в изготовлении, не требуют частого техобслуживания.
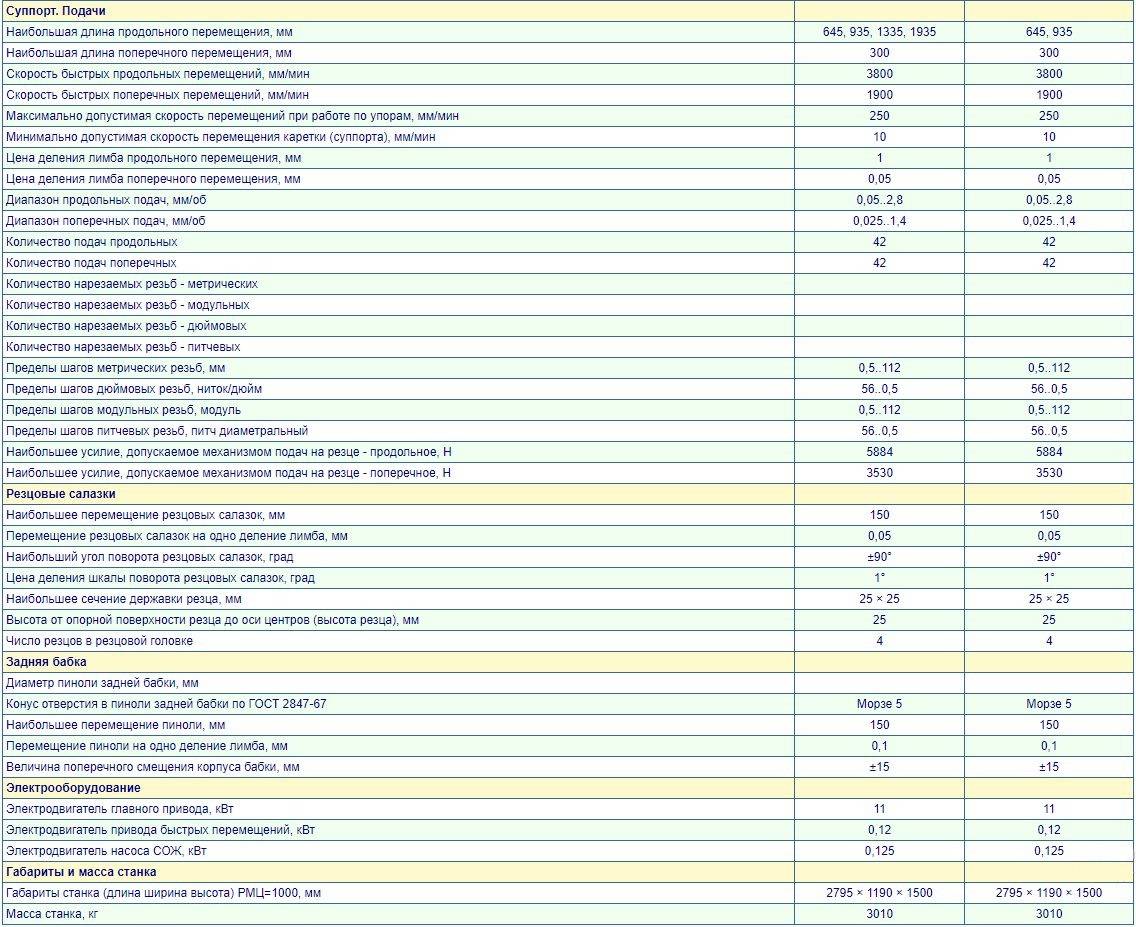
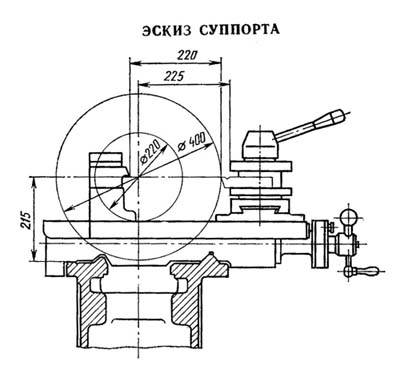
Суппорт и подачи
Это часть токарного станка 16К20, используемая для удержания инструмента и позволяющая производить продольное и поперечное перемещение инструмента. Этот блок токарного станка 16К20 очень жесткий, что снижает вероятность ошибок и повышает точность, вызванных упругой деформацией системы скольжения во время резки.
Резцовые салазки
В токарном станке 16К20 салазки нужны для настройки попадания резьбы, они ездят по продольному направлению. На них закрепляют резцовую головку.
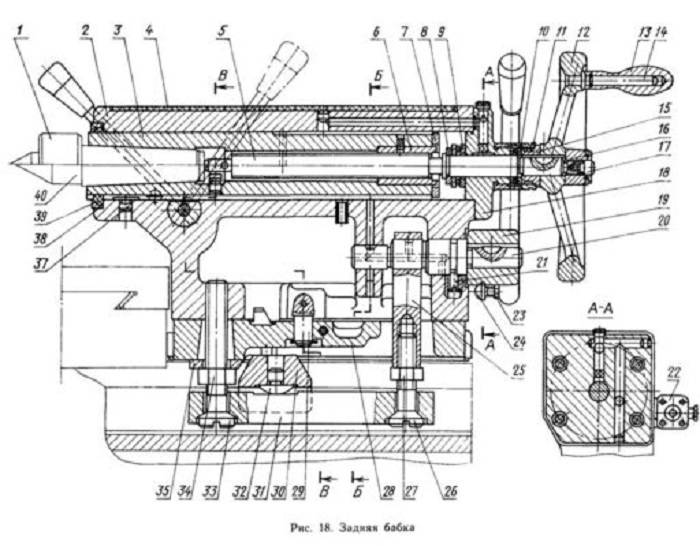
Задняя бабка
В токарном станке 16К20 она используется для зажима вращающегося режущего инструмента и в качестве дополнительной опоры, применяется с вращающимися и не вращающимися центрами при жесткой резке.
Электрооборудование
Благодаря электрооборудованию на токарном станке 16К20 обеспечивается максимальная защита работника, ограждая его от удара электрического тока. А сам агрегат от получения повреждений.
Из чего состоит электрооборудование токарного станка 16К20:
- Основного электродвигателя.
- Электродвигателя, перемещающего суппорт и каретку.
- Электронасоса с системой СОЖ.
- Системы автоматического выключения.
- Предохранителей.
- Теплового реле.
- Заземления.
- Микропереключателя.
Паспорт токарно-винторезного станка 1К62.
Данное
руководство по эксплуатации «Универсальный
токарно-винторезный станок 1К62»
содержит сведения необходимые как
обслуживающему персоналу этого станка,
так и работнику непосредственно
связанному работой на этом станке. Это
руководство представляет из себя
электронную версию в PDF формате,
оригинального бумажного варианта. В
этой документации содержится Паспорт
и Руководство (инструкция) по эксплуатации
универсального токарно-винторезного
станка 1К62. Содержание данной документации:
Назначение и область применения станка
Состав станка
Устройство и работа станка и его
составных частейЭлектрооборудование
Система смазки
Указание мер безопасности
Порядок установки
Настройка, наладка и режимы работы
Регулирование
Схема расположения подшибников
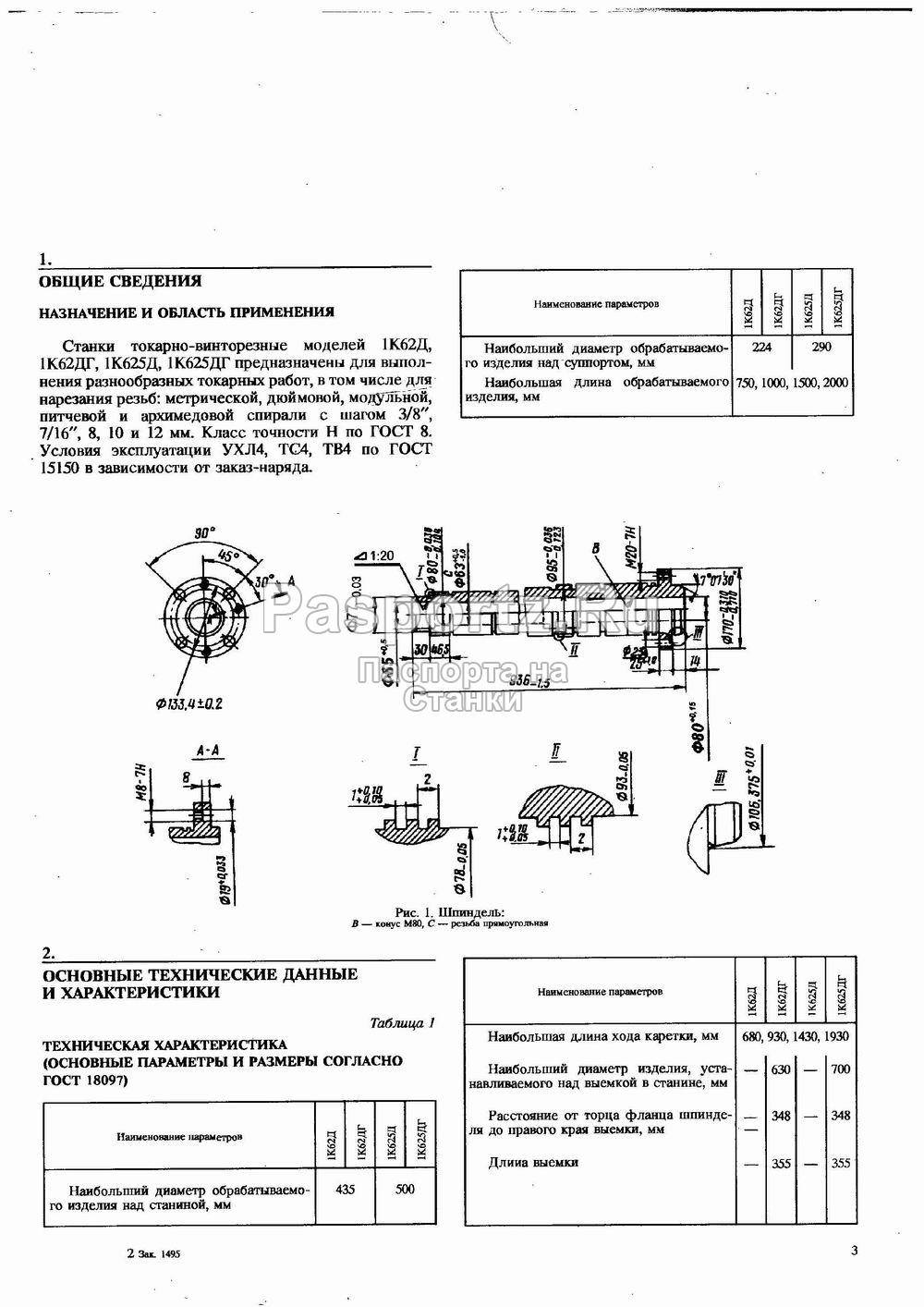
Общие сведения
Основные технические данные и
характеристикиСведения о ремонте
Сведения об изменениях в станке
Комплект поставки
Свидетельство о приемке
Свидетельство о консервации
Свидетельство об упаковке
Гарантии
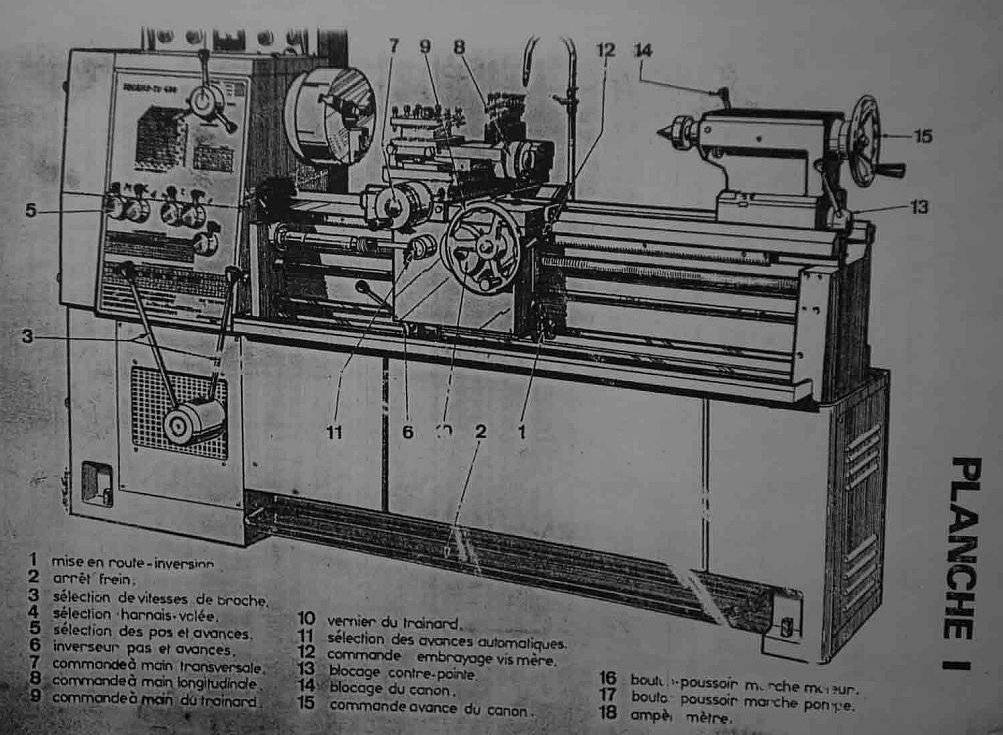
2 Краткое описание основных частей станка
Задняя бабка 1К62 способна передвигаться по направляющим, она располагает плитой, выдвижной пинолью, корпусом со специальным отверстием. Вылет пиноли фиксируется специальной рукояткой. Это же приспособление позволяет производить и фиксацию заднего центра бабки. В гнездо пиноли, выполненное в форме конуса, допускается устанавливать зенкер, сверло или иной инструмент для обработки металлических заготовок.
Устройство коробки скоростей и передней бабки агрегата в соответствии с его паспортом не имеет каких-либо особенностей. В них имеется ряд валов (в том числе и фрикционный вал 1К62), на одном из них располагается ведомый шкив 1К62, который получает вращение от двигателя, а также фрикционная реверсивная муфта. Другие части коробки скоростей – несколько специальных блоков, включая тройной и промежуточный, опоры и подшипники качения. Последние элементы коробки (подшипники и опоры) смазываются при помощи насоса.
Простотой отличается и схема коробки подач, предназначенной для установления скорости, с которой движется ходовой вал и ходовой винт поперечной подачи 1К62 (то есть, с какой скоростью происходит передвижение суппорта в поперечную и продольную стороны). Важные части коробки подач – блок устройства Нортона (выполнен с тремя ступенями), валы, несколько переключаемых муфт, подшипники, зубчатые колеса (паспорт указывает на то, что они сблокированы).

Находится коробка подач в нижней части станины (на приведенном фото хорошо видно место ее размещения, устройство и схема работы данного узла). Вал рассматриваемой коробки вращается от гитарных колес. Вдоль вала может передвигаться специальное колесо, оснащенное отдельным рычагом. На одном его торце находится рукоятка, на втором – зубчатое колесо. Инструкция (техническое руководство по эксплуатации агрегата) указывает на возможности рычага коробки подач находиться в одном из десяти заданных положениях.
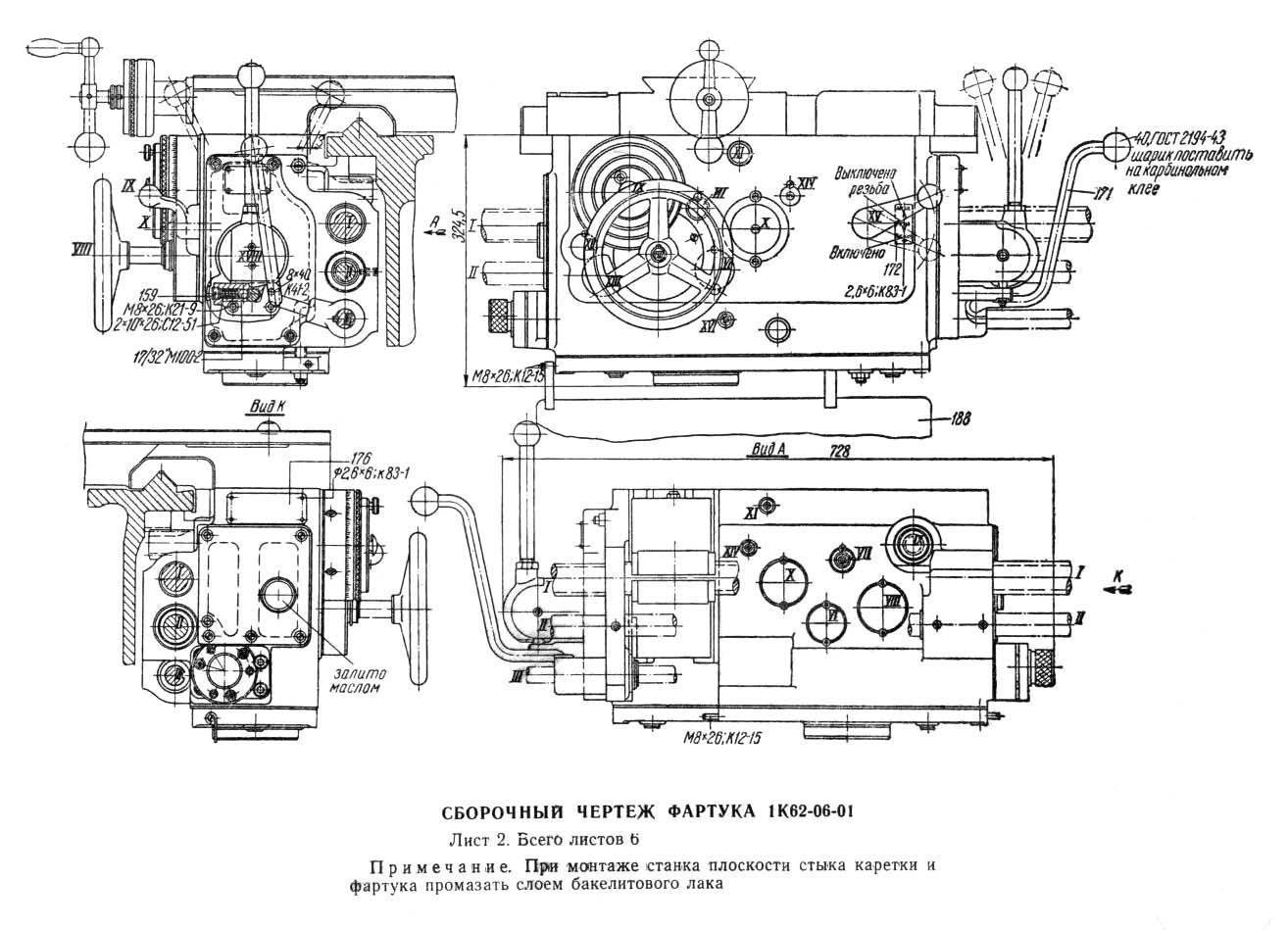
В фартуке токарно-винторезной установки имеется маточная гайка – очень важная часть устройства, которая довольно-таки часто выходит из строя. Если эта маточная гайка ломается, найти ей замену бывает очень сложно. В специализированных магазинах она не встречается, а в интернете выставляется на продажу весьма редко. Как правило, маточную гайку приобретают в отделе снабжения “Красного Пролетария” либо с рук у домовитых хозяев, которые никогда ничего не выбрасывают. Кроме того, при наличии чертежа на маточную гайку в паспорте устройства этот быстроизнашивающуюся деталь можно попытаться изготовить самостоятельно.
Схема работы механизма фартука следующая:
- червячное колесо получает вращение через несколько последовательно идущих передач от ходового вала;
- муфты, размещенные на последующих валах, имеют специальные зубья (торцовые), с помощью которых суппорт способен передвигаться в разные стороны.

Маточная гайка станка управляется рукояткой. Одновременное включение ходового вала и винта исключается, так как подобную возможность блокирует вал с кулачками. Резюмируя все сказанное, можно сделать вывод об огромном значении для нормальной работы агрегата “маленькой и незаметной” маточной гайки. Кстати, специалисты говорят о том, что для замены маточной гайки на интересующем нас агрегате можно использовать полугайку со станка 16К20 (правда, после некоторой доработки).
Суппорт станка включает в себя такие части:
- резцовые салазки;
- поперечная каретка;
- нижние салазки.
Каретка суппорта передвигается безлюфтовой гайкой (не путать с маточной гайкой) и управляющим винтом. В ее направляющих расположена плита поворотного типа. В ней предусмотрены канавки, по которым передвигаются салазки с резцедержателем с четырьмя позициями. Данная система дает возможность монтировать плиту под требуемым углом к шпиндельной оси и зажимать ее в выбранном положении.



Очистка фильтра
Если диск поступления смазки к узлам движется прерывисто или вовсе останавливается, то, скорее всего, причина в засорении фильтра или малом уровне смазки.
Важно! Конструкция сетчатого фильтра состоит их нескольких деталей. Чтобы вынуть фильтр из корпуса, нужно сначала отключить все шланги и снять нижнюю гайку. Снимается фильтр с пластиковой оправой, она не отсоединяется.
Снимается фильтр с пластиковой оправой, она не отсоединяется.
Весь процесс очистки будет состоять из нескольких этапов:
Остановка станка.
Выключение техники от сети питания.
Снятие фильтра.
Очистка фильтра при помощи керосина.
Нужно проверить, достаточно ли смазки в резервуаре.
Если смазки мало, нужно долить масло.
- Установить фильтр обратно в машину.
Иногда можно встретить советы технического обслуживания фильтров с использованием продувки. Но опытные специалисты все же используют керосин, дело в том, что продувка может деформировать сетку узла, что проведет к потере функционала.

Как часто нужно очищать фильтр зависит от самого станка и интенсивности его эксплуатации. Эту информацию можно прочитать в техническом паспорте токарного оборудования.
Краткое описание оновных узлов токарного станка 1К62
Передняя бабка
Передняя бабка служит для сообщения шпинделю различных скоростей вращения при резании, сверлении, нарезании резьб и приводит в движение сменные зубчатые колеса приклона. Механизм передней бабки позволяет:
- а) нарезать резьбы с увеличенным шагом в 4 и 16 раз, передаточное отношение между цепью подач и шпинделем увеличивается в 8 и 32 раза;
- б) нарезать правые и левые резьбы;
- в) нарезать многозаходные резьбы с делением на 2, 3, 4, 5, 6, 10, 12, 15, 20, 30 и 60 заходов.
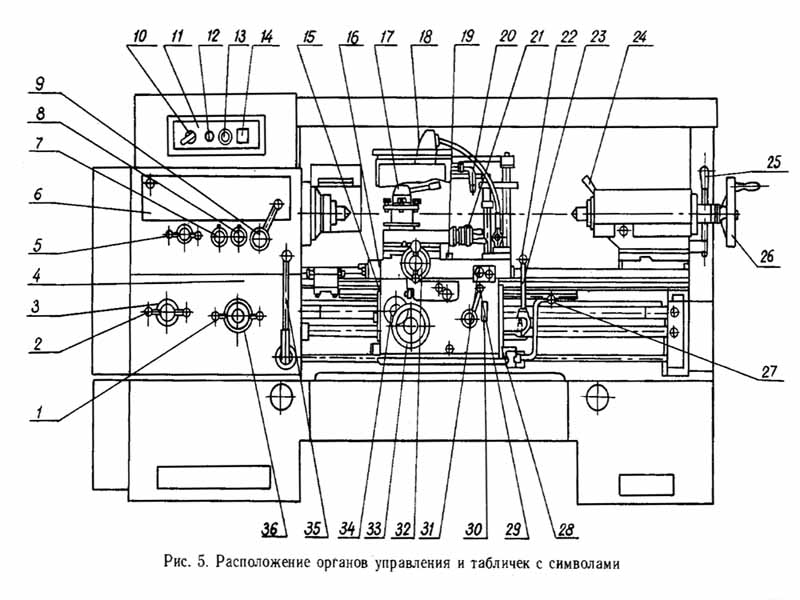
Передняя бабка устанавливается на линии центров в горизонтальной плоскости двумя установочными и двумя стопорными винтами 1 (рис. 5).
Установка числа оборотов шпинделя осуществляется двумя рукоятками 5 и 9 (см. рис. 3). Поворотом рукоятки 9, которая через механизм с цевочным зацеплением и вилки переключения осуществляет перемещение блоков шестерен 17—18, 19—20 и 24—25 (см. рис. 4), выбирается требуемый ряд чисел оборотов по таблице 6, помещенной под рукояткой. Вращением рукоятки 5, которая при помощи плоского с замкнутой кривой копира, рычажного механизма и вилок переключения осуществляет перемещение блоков шестерен 9—10 и 11—12— 13, устанавливается требуемое число оборотов шпинделя из ряда, выбранного рукояткой 9. При установке ряда чисел оборотов 630—2000 рукоятку 9 необходимо отклонить вперед от себя, а затем повернуть влево. Устройство переключения позволяет получить 23 различные скорости прямого вращения шпинделя и 12 скоростей обратного вращения.
Включение и выключение фрикционной муфты, а также ленточного тормоза главного привода осуществляется рукоятками 28 и 37 (рис. 3). При включении прямого вращения шпинделя одну из рукояток следует поднять вверх, при включении обратного — опустить вниз. При возвращении рукояток 28 и 37 в среднее положение включается ленточный тормоз.
Коробка подач
Механизм коробки подач позволяет, через ходовой винт с шагом 12 мм (без звена увеличения шага), получить следующие резьбы:
- а) метрические с шагом от 0,87 до 12 мм;
- б) дюймовые от 2 до 24 ниток на 1″;
- в) модульные от 0,5 до 3 модулей;
- г) питчевые от 1 до 96 питчей.
Посредством механизма увеличения шага при числе оборотов шпинделя от 12,5 до 40 можно получить резьбы с увеличенным шагом, превышающим нормальный в 32 раза, а при числе оборотов от 50 до 160—в 8 раз в соответствии с данными таблицы на рукоятке 38 (см. рис. 3).
Через ходовой валик суппорт при любом числе оборотов шпинделя получает продольные подачи от 0,07 до 2,08 мм/об и поперечные от 0,035 до 1,04 мм/об, а при числе оборотов от 50 до 630 в минуту — продольные подачи от 2,28 до 4,16 мм/об и поперечные от 1,14 до 2,08 мм/об.
Для нарезания более точных резьб в коробке подач предусмотрено положение рукоятки 2 (рис. 3), при котором ходовой винт включается напрямую, минуя механизм коробки подач. При этом нужный шаг подбирается сменными шестернями специального набора.
Поворотом рукоятки 38 определяется выбор ряда резьб или подач. Для получения требуемой величины из выбранного ряда резьбы или подачи необходимо диск барабана из рукоятки вытащить на себя, повернуть до совпадения риски диска с соответствующей графой таблицы барабана, а затем подать диск вперед в прежнее положение.
Для осуществления быстрых перемещений суппорта в коробке подач на выходном валу смонтирована обгонная муфта.
Фартук
Фартук имеет четыре кулачковые муфты, позволяющие осуществить прямой и обратный ход каретки и суппорта. Управление перемещениями каретки и нижней части суппорта осуществляется мнемонической рукояткой 16 (см. рис. 3). Направление включения рукоятки совпадает с направлением перемещения суппорта. Включение быстрых перемещений суппорта в указанных четырех направлениях осуществляется дополнительным нажатием кнопки 15, встроенной в рукоятку 16. Этим нажатием включается электродвигатель быстрых ходов, который через клиноременную передачу сообщает движение ходовому валу.
Фартук имеет блокирующее устройство, препятствующее одновременному включению продольной и поперечной подач суппорта, одновременному включению ходового винта и ходового валика. а также предохранительную кулачковую муфту, которая срабатывает под действием усилий, возникающих при перегрузке фартука.
Для нарезания резьбы следует рукояткой 31 включить гайку ходового винта и вывести из зацепления реечную шестерню вытягиванием кнопки 35 на себя.
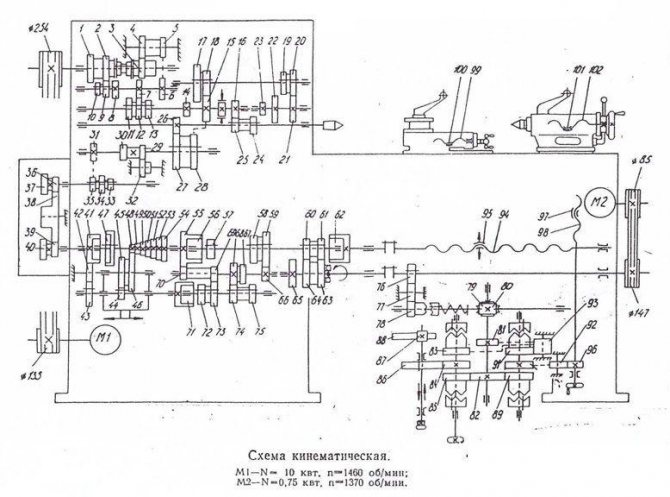
Кинематическая схема токарно-винторезного станка 1К62
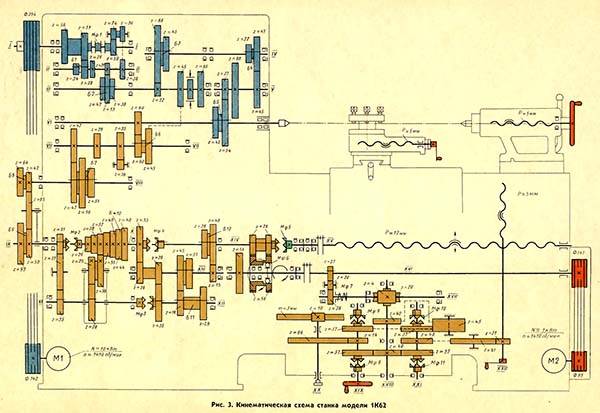
Кинематическая схема токарно-винторезного станка 1к62
Условные обозначения
Мф6 — обгонная муфта для выключения цепи подач от электродвигателя М2 при быстром перемещении суппорта;
Мф7 — предохранительная муфта, пробуксовывающая при перегрузке механизма подач;
Мф8, Мф9 — муфты для включения подачи суппорта влево или вправо;
z — число зубьев ступенчатого конуса (блок Б10, z = 26, 28, 32, 36, 40, 44, 48), с накидной шестерней z=36;
u2 — передаточные отношения передачи от вала XII валу XIV, которая переключается блоками Б11 и Б12;
Б1..Б — блоки зубчатых колес;
a/b·c/d — сменные зубчатые колеса гитары (приклона);
Р — шаг резьбы в мм.
Винторезная кинематическая цепь токарно-винторезного станка 1к62
При нарезании всех видов резьб на станке продольное перемещение суппорта осуществляется уже ходовым винтом XV. Для этого включается муфта Мф5, а шестерня z=10 выводится из зацепления с зубчатой рейкой. Подача суппорта производится при включении гайки ходового винта XV.
Нарезание метрических резьб
Настройка механизма подач для нарезания этой резьбы производится путем установки блоков гитары Б8 и Б9 так, чтобы передача осуществлялась через колеса с передаточным отношением uVIII-IX = (42/95)·(95/50) включением муфт Мф2, Мф3 и Мф5. Блок Б10 становится в этом случае ведущим.
Уравнение баланса винторезной цепи запишется так:
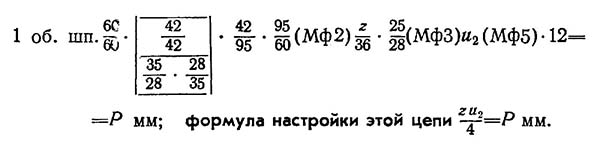
Подставляя семь значений z (26, 28, 32, 36, 40, 44, 48) и четыре значения u2 (1/8; 1/4; 1/2; 1), можно получить 28 значений шагов резьбы в пределах от Р = 26/4 · 1/8 = 0,8125 до P28 = 48/4 = 12 мм. Из 28 только 19 значений шагов совпадают с применяемыми метрическими резьбами.
Нарезание модульных резьб
Настройка механизма подач для нарезания модульных резьб производится так же, как для нарезания метрических, только блоки гитары Б8 и Б9 устанавливаются так, чтобы передача осуществлялась через колеса с передаточным отношением u’VIII-IX = (64/95) · (95/97), при этом получаемый шаг резьбы изменяется в число раз, равное (64/95 · 95/97) : (42/95 · 95/50) = 64/97 · 50/42 = 3200 / 4074 = 0,78552. Поэтому получаемый шаг модульной резьбы P’ = 0,78552 · zu2/4, а модуль m = P/ /π = 0,78552 / 3,14 · zu2/4 = 1/4 · zu2/4.
Нарезание дюймовых резьб
Настройка механизма подач для нарезания этих резьб производится так же, как и на метрические, но при этом включается только муфта Мф5, а все остальные выключаются. В результате этого блок Б10 зубчатых колес становится ведомым.
Уравнение баланса кинематической цепи в этом случае запишется так:
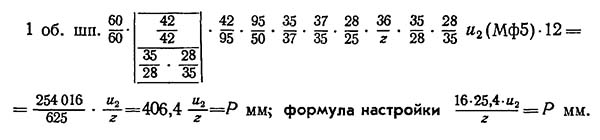
Дюймовые резьбы характеризуются не шагом, а числом ниток К на один дюйм длины резьбы. Число ниток находят из формулы:
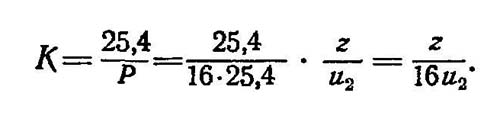
Подставляя в формулу семь значений z и четыре значения u2, получают 28 различных значений К, из которых 20 стандартных значений.
Нарезание питчевых резьб
При нарезании питчевых резьб пользуются такой же кинематической цепью, как и при нарезании дюймовых резьб, только на гитару вместо колес 42/95 · 95/50 устанавливают сменные зубчатые колеса 64/95 · 95/97. При этом полученный шаг резьбы изменяется в 0,78552 раза и равен Р = 0,78552 · 16 · 25,4 (u2/z), а К = z/0,78552 · 16.







Известно, что между питчем Dp и числом ниток К на один дюйм существует соотношение Dр = Кπ. Поэтому Dp = Кπ = πz / 0,78552 · 16u2 = 4z/16u2 = z/4u2.
Нарезание резьбы с увеличенным шагом
Все кинематические цепи, написанные ранее, относились к резьбам с нормальным шагом.
Для получения увеличенного шага резьбы шестерня z=46 блока Б6 вводится в зацепление с шестерней z=45 вала III. В этом случае передача от вала VI на вал VII осуществляется через валы V, IV и III со следующими передаточными отношениями:
а) при частоте вращения шпинделя в диапазоне n = 12,5..40 об/мин (u перебора = 1/16)
б) при частоте вращения шпинделя в диапазоне n = 50..160 об/мин (u перебора = 1/4)

В результате получаемый шаг метрических и модульных резьб увеличивается в 8 или 32 раза, а число ниток на один дюйм и питч уменьшается в то же число раз.
При нарезании резьб с увеличенным шагом более высокой частотой вращения шпинделя чем 160 об/мин не пользуются.
Нарезание точных резьб
При нарезании этих резьб включаются муфты Мф2, Мф4, Мф5. В этом случае передача осуществляется от шпинделя через сменные шестерни гитары uVIII-IX = a/b·c/d на вал IX и далее напрямую на ходовой винт XV.
Уравнение баланса винторезной кинематической цепи в этом случае запишется так:

Из уравнения получаем формулы для подбора чисел зубьев сменных колес гитары:
для метрической резьбы: a/b·c/d = P/12;
для модульной резьбы Р=πт получаем a/b·c/d = πт/12 = 11m/42;
для дюймовой резьбы P=25,4 /К получаем a/b·c/d = 25,4/12К = 127/60К;
для питчевой резьбы P=25,4π /Dp получаем a/b·c/d = 25,4π/12Dp = 127·11 / 30·7Dp.
Комплект сменных зубчатых колес, нужных для нарезания точных резьб, поставляется к станку 1К62 по особому заказу.
Передняя бабка
По паспорту установки передняя бабка предназначена для передачи на шпиндель установленной частоты вращения.
Каждая отдельная операция, которую выполняет мастер, характеризуется различной частотой, скорости устанавливаются коробкой передач. Устройство передней бабки обуславливает следующие возможности обработки:
- Нарезка резьбы с фиксированным шагом, увеличенным в 4 раза шагов, увеличенная в 16.
- При нарезке наблюдается увеличение передаточного числа соответственно в 8, 32.
- Обуславливается нарезание правосторонней резьбы, обратной левой.
- Агрегат проводит создание многозаходных типов резьбы.
Функциональные особенности станка
 Внешний вид станка
Внешний вид станка
Спецификой этого оборудования является возможность обработки деталей из закаленной стали. Этому способствует конструкция шпинделя, который установлен на специальных подшипниках, описанных в паспорте.
Токарный станок. История создания. Устройство и основные узлы
Для выполнения высокоточной обработки твердых сплавов станок имеет большую мощность главного привода. В совокупности с механической прочностью и жесткостью звеньев кинематической передачи это влияет на низкую вибрацию во время работы. Дополнительно нужно учитывать, что станок 1К62 является лобовым. Это означает, что на нем можно обрабатывать относительно кроткие заготовки с большим сечением.
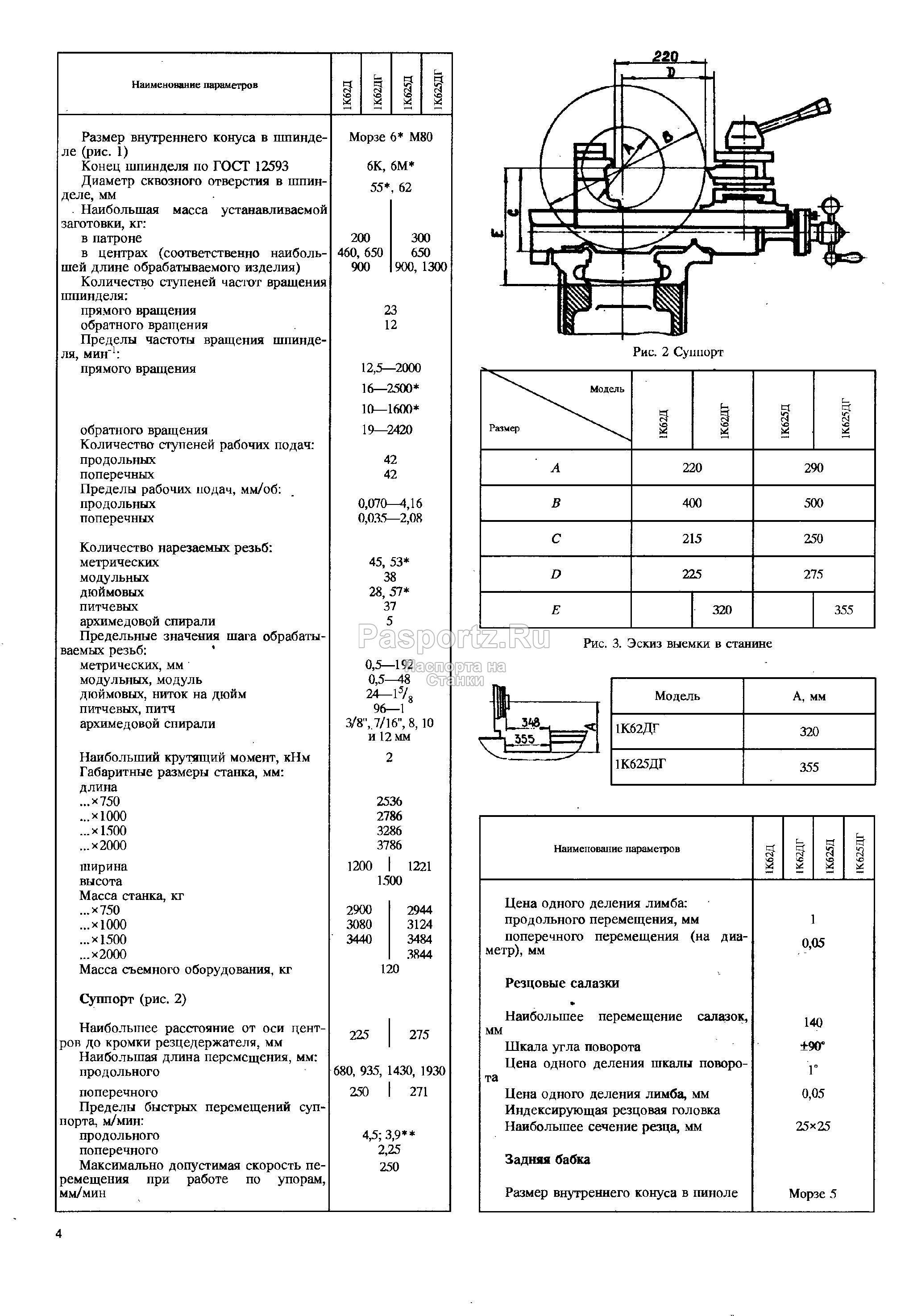
Помимо этих особенностей следует знать такие характеристики станка 1К62, указанные в схеме и паспорте:
- конструкция задней балки. Она может смещаться в поперечном направлении. Это дает возможность обрабатывать пологие конусы;
- сменные зубчатые колеса. Они соединяют переднюю балку и коробку передач;
- наличие специального ступора. Это ограничивает продольное перемещение каретки до значения 250 мм/мин;
- мощный главный асинхронный электродвигатель 10 кВт;
- реле. Необходимо для защиты от тепловых перегрузок двигателя, возникающих во время обработки заготовок из твердых сортов стали.
Для детального ознакомления с этими качествами рекомендуется изучить паспортные данные оборудования и содержание инструкции по эксплуатации. Там же указаны основные характеристики.
Преимущества и недостатки
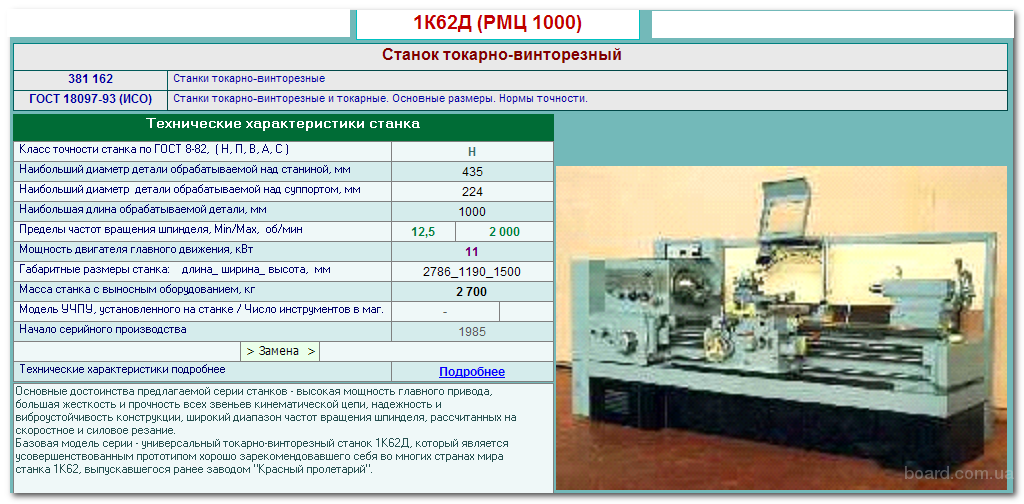
Токарный станок 1К62Д по достоинству оценили на предприятиях за его неприхотливость к условиям работы, высокую надёжность, функциональность, простоту обслуживания, ремонтопригодность. Станок универсален: он успешно обрабатывает заготовки из черного и цветного металла, закаленной стали со стабильно высокой точностью.
Дополнительными аргументами в пользу выбора этого агрегата становится:
- мощность главного привода — 11 кВт;
- комплектация узлами (колесами, цепями и т. д.), устанавливаемых с высокой точностью, жесткостью;
- частота вращения варьируется в пределах 12,5 — 2000 об /минуту;
- доступно 25 передач;
- есть возможность использования для обработки режущих инструментов, изготовленных из металлокерамики;
- конструкция агрегата гасит вибрационные нагрузки;
- установка укомплектована устройствами защиты от перегрузок, коротких замыканий;
- есть возможность обработки деталей весом до 1.5 т в центрах и до 0,5 т в патроне;
- наличие жесткой опоры для обрабатываемых заготовок, нейтрализующей динамические нагрузки.
Ресурс токарного станка 1К62Д и его технические характеристики рассчитаны только на мелкосерийное производство, изготовление отдельных деталей. Постепенно 1К62Д морально устаревает, но остается одним из лучших токарно-винторезных станков в своей нише, активно используемых на предприятиях и в частных мастерских.
Кинематическая схема
 Кинематическая схема
Кинематическая схема
Работа станка обеспечивается вращением шпинделя, которое происходит за счет клиноременной передачи. Она имеет несколько шкивов для изменения крутящего момента. Приводом служит электродвигатель.
Главное движение осуществляется через муфту, которая соединена со шпинделем системой зубчатых колес. Для прямого вращения происходит смещение муфты влево, в результате чего происходит включение определенных участков цепи зубчатых колес. В паспорте и схеме подробно описаны механизмы переключения.
Движение подачи осуществляется методом задействования четырех кинематических цепей, описанных в инструкции:
- винторезная. Для увеличения точности нарезки могут быть добавлены дополнительные муфты малых диаметров;
- поперечная. Для подачи используются схемы, включающие в себя три зубчатых колеса и червячную пару;
- продольная. Специфика работы полностью соответствует поперечной;
- ускоренные перемещения суппорта. Осуществляется за счет работы отдельного электродвигателя. Передача вращательного движения выполняется через клиноременную передачу.
Всего при переключении получают шесть вариантов сопряжения зубчатых колес. Если же делать это через перебор – количество возрастает до 24. Фактически же значений меньше, так как некоторые пары имеют одинаковое передаточное отношение.
Корвет-401 Станок токарно-винторезный настольный схемы, описание, характеристики
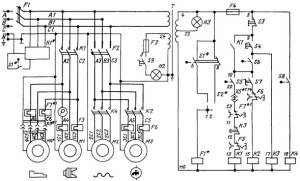
Электрооборудование станка
Электрическая схема станка
Подключение для дальнейшей эксплуатации станка 1К62 выполняется к трехфазной электросети. Обязательно наличие заземленного или изолированного нейтрального провода.
Для работы станка необходима силовая цепь 380 В, 50Гц. В особых случаях электрическая схема может быть адаптирована для подключения к стандартной сети 220 В. Функционирование цепи управления происходит за счет подачи электроэнергии 110 В. Осветительный блок работает от сети 36/24 В.
Работа оборудования осуществляется за счет 4-х электродвигателей. Мощность главного составляет 10 кВт. Для быстрых перемещений применяется силовой агрегат 0,8 кВт. Гидростанция функционирует от электродвигателя 1,1 кВт. Также в электрической схеме присутствует насос охлаждения 0,125 кВт.
Кроме этого, в конструкции станка 1К62 есть следующие электрические компоненты, описанные в паспорте:
- тепловые реле типа РТ-1;
- блок управления насосом;
- трансформатор для организации местного освещения;
- плавкие предохранители;
- осветительные приборы.
Защита электродвигателей от тепловых перегрузок происходит за счет установки тепловых реле. Они монтируются в электросхемы основного агрегата и насосной станции.
В видеоматериале подробно рассказывается о правилах смазывания агрегатов станка, описанных в паспорте:
3 Другие важные части станка – полезная информация
Электрическая схема агрегата включает в себя три цепи:
- управляющую (работает от 110 В, частота 50 Гц);
- силовую (380 В, от 3 до 50 Гц);
- освещения оборудования (24 или 36 В, 50 Гц).
Встречаются также станки с силовой цепью, предназначенной для подключения к 220-вольтной сети. При этом базовая электрическая схема установки рассчитана именно на сеть в 380 В (три фазы) с обязательной изоляцией нейтрального и глухозаземленного провода. Инструкция по эксплуатации станка (руководство) запрещает включать его без выполнения изоляции указанных кабелей.

Главным приводом токарного агрегата является асинхронный короткозамкнутый двигатель. Его настройка выполняется на заводе, он вращается со скоростью 1450 оборотов в минуту, имея мощность 10 киловатт. Руководство к станку описывает процесс его запуска, а также возможности по выбору величин подач и скоростей вращения шпиндельного узла при помощи нескольких управляющих рычагов. Самостоятельная настройка главного привода без специальных знаний не разрешается – электрическая система агрегата считается достаточно сложной.





Конструктивные особенности станка
Задняя бабка токарного станка 1К62, состоящая из плиты, корпуса с посадочным отверстием и выдвижной пиноли, может перемещаться по направляющим станины. Регулировка вылета, фиксация пиноли и заднего центра, которые устанавливаются в задней бабке, осуществляются при помощи специальной рукоятки. Посадочное отверстие в пиноли имеет конусную форму, что позволяет фиксировать в нем различные инструменты: сверло, развертку, зенкер, метчик и др.
Кинематическая схема 1К62 (нажмите, чтобы увеличить)
Коробка скоростей станка 1К62 и его задняя бабка отличаются простотой своей конструкции, основу которой составляют ряд валов (один из них является фрикционным). На одном из валов коробки скоростей размещен шкив, на который и передается крутящий момент от электродвигателя устройства. Кроме того, в коробке имеются фрикционная муфта, различные блоки (тройной, промежуточный и др.), опоры и подшипники качения. За смазку всех движущихся узлов коробки скоростей отвечает специальный масляный насос.
Механизм коробки скоростей
Продольное и поперечное перемещение суппорта станка происходит благодаря ходовому валу и ходовому винту, частоту вращения которых регулирует коробка подач 1К62. В конструкции данного узла станка, отвечающего за скорость выполнения подачи, можно выделить следующие элементы: трехступенчатый блок Нортона, валы, переключаемые муфты, заблокированные между собой зубчатые колеса, подшипники.
Располагается коробка подач в нижней части станины оборудования, что значительно облегчает ее техническое обслуживание и ремонт. Вал данной коробки приводится во вращение при помощи сменных гитарных колес, посредством которых он также связан и со шпинделем устройства, что обеспечивает согласованность вращения шпинделя и подач, совершаемых суппортом агрегата. По валу коробки подач перемещается колесо, на одном торце которого располагается зубчатая шестерня, а на втором – рукоятка, которую можно установить в одном из десяти положений.
Важнейшим элементом фартука токарного станка является маточная гайка, которая находится в соединении с ходовым винтом и обеспечивает продольное перемещение суппорта. Гайка, которая часто выходит из строя из-за износа, обладает возможностью самоустанавливаться относительно ходового винта, что обеспечивает точность перемещения суппорта.
Фартук станка, в котором вращение ходового вала и ходового винта преобразовывается в продольное перемещение каретки и в поперечное – суппорта, работает по следующей схеме.
- Вращение от ходового вала посредством нескольких последовательно расположенных передач передается на червячное колесо.
- Движение суппорта, возможное в четырех направлениях, обеспечивается за счет муфт с торцовыми зубьями, вводимых в зацепление в требуемый момент.
Чтобы задействовать маточную гайку и ввести ее в зацепление с ходовым винтом, используется рукоятка, расположенная на лицевой части фартука станка. Одновременное задействование ходового вала и ходового винта для сообщения суппорту продольного перемещения исключается, за что отвечает специальный вал с кулачками.
Суппорт – важнейшее устройство токарного станка – состоит из таких конструктивных элементов, как:
- верхние салазки, которые также называют резцовыми;
- поперечная каретка;
- нижние салазки.
Перемещение каретки по направляющим нижних салазок обеспечивается посредством винта и безлюфтовой гайки. Вращение винту может передаваться посредством рукоятки (ручное управление) или зубчатого колеса (автоматизированное управление). На верхней поверхности каретки имеются круговые направляющие с поворотной плитой. В конструкции данной плиты также предусмотрены направляющие, на которые устанавливается четырехпозиционный резцедержатель.
Характеристики такого узла и его конструктивные особенности позволяют устанавливать поворотную плиту и, соответственно, резцедержатель с инструментом под любым углом к продольной оси станка. Для фиксации поворотной плиты в требуемом положении в конструкции каретки предусмотрены специальные зажимные болты. Пользоваться таким устройством, если внимательно изучить инструкцию на оборудование, может даже начинающий токарь.
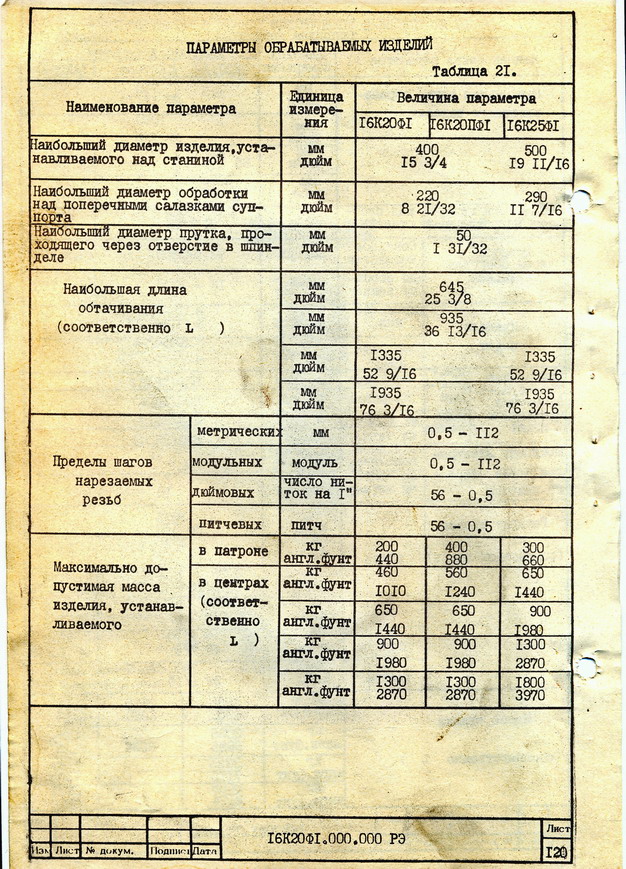
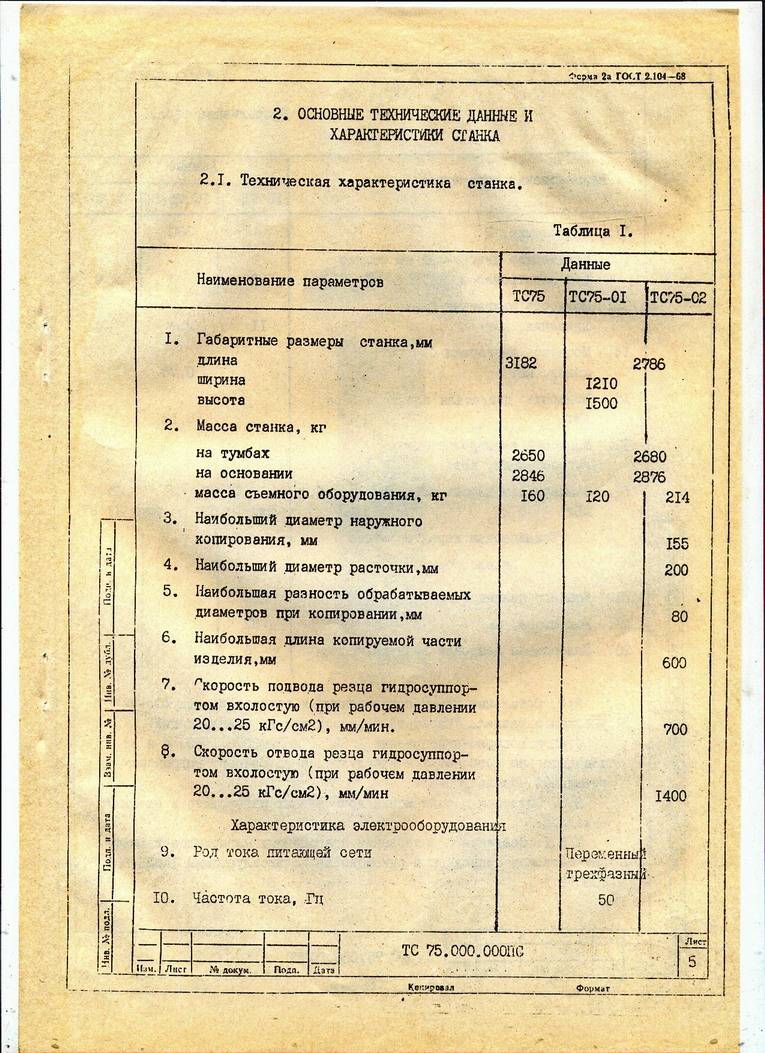
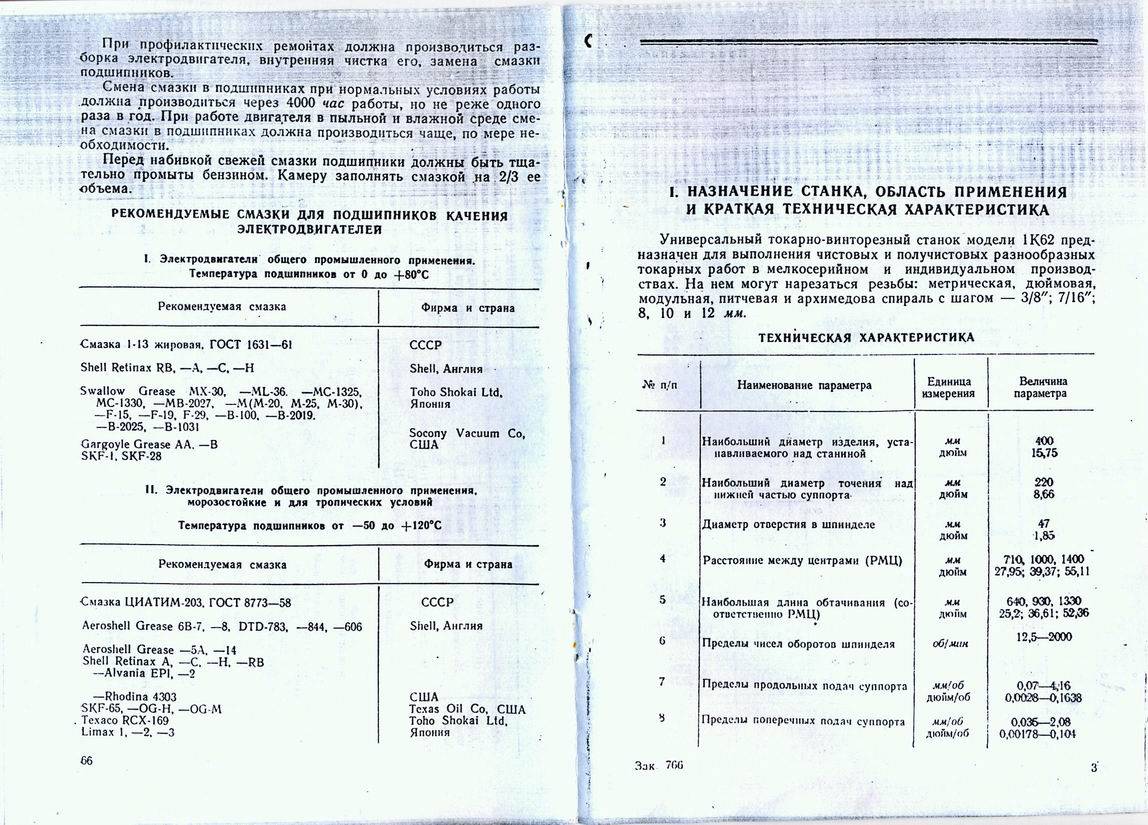
Технические характеристики станка
Возможности станков типа 1А62 направлены на производство токарных работ по металлу. Они обеспечивают точение заготовок с максимальным диаметром до 400 мм. Допустимый размер детали при обработке над суппортом ограничен диаметром 200 мм. Модернизированная модель — токарный станок с индексом 1А62Г, позволяет протачивать заготовки диаметром 600 мм над специальным углублением в конструкции станины. При этом длина заготовки большого диаметра не должна превышать 300 мм. Максимальный продольный размер протачиваемой детали в зависимости от модификации составляет 750, 1000 или 1500 мм.
Весь диапазон разбит на 24 ступени. В обратном направлении, коробка реализует 12 скоростей со значениями от 18 до 760 об/мин. Станок оснащен коробкой переключения подач, обеспечивающей перемещения фартука со скоростью от 0,082 до 1,59 мм/об, а поперечные перемещения суппорта — от 0,027 до 0,522 мм/об. Технические характеристики редуктора позволяют точить метрические резьбы с шагом от 1 до 12 мм. Таблица резьб также включает дюймовые, модульные и питчевые ряды.
Для главного привода используется трехфазный асинхронный двигатель мощностью 7,0 кВт. Суммарная потребляемая мощность не превышает 7,2 кВт. Габариты станка, обеспечивающего работу с метровыми заготовками, составляют 1295×2785×1500 мм. Вес такой модели равен 1960 кг.
Суппорт
Суппорт предназначен для перемещения, закрепленного в резцедержателе резца, вдоль, поперек оси шпинделя. Он состоит из трех основных узлов — каретки, поперечных салазок, резцовых салазок суппорта. В технической литературе они могут называться по-другому.
Суппорт токарного станка 1К62 является достаточно важным узлом, так, как на нем крепятся перемещаются режущие инструменты. Качество обрабатываемой заготовки или детали напрямую зависит от исправности суппорта, его правильной регулировки и жесткости.
Суппорт осуществляет движения в поперечном и продельном направлении:
- продольное – суппорт перемещается вдоль поверхности детали при этом резец снимает необходимою толщину материала или нарезает резьбу;
- поперечное – суппорт перемещается перпендикулярно поверхности детали, а режущий инструмент имеет возможность углубляется в нее снимая при этом слой материала.
Суппорт состоит из следящих важных частей:
- нижних салазок;
- резцовых салазок;
- поперечной каретки.
Заключительные мысли
Тракторного завода, который выпускает эти станки, давно не существует. Но станки, выпущенные много десятилетий назад, до сих пор работают благодаря своей надёжности. Происходит износ некоторых из деталей. При необходимости проводится их замена, если нет: меняется весь станок полностью. Практически невозможно найти новое оборудование, которое относилось бы к серии 1К62. Потому к основной маркировке добавляются различные буквы, обозначающие модификацию.
Выпускаются и аналоги этого станка. Часто достаточно лишь подкрасить корпус, чтобы придать оборудованию товарный вид. Главное – регулярное проведение технического обслуживания. Его объём тоже должен быть полным, справиться с работой может любой механик.





