

Электродная проволока: марки, обозначение, поставка
Стальная , изготавливаемая по ГОСТ 2246-70, который предусматривает 77 марок проволоки.
В условные обозначения марок проволоки входит индекс Св (сварочная) и следующие за ним цифры и буквы. Цифры после индекса Св указывают среднее содержание углерода в сотых долях процента.
Так же, как и в марках стали, легирующие элементы в марках обозначаются буквами:
- А – азот;
- Ю – алюминий;
- Р – бор;
- Ф – ванадий;
- В – вольфрам;
- К – кобальт;
- С – кремний;
- Г – марганец;
- Д – медь;
- М – молибден;
- Н -никель;
- Б – ниобий;
- Е – селен;
- Т – титан;
- Х – хром.
Цифры, следующие за буквенными обозначениями химических элементов, указывают среднее содержание элемента в процентах. Если содержание легирующего элемента менее 1%, то ставится только соответствующая буква.
Буква А в конце условных обозначений марок низкоуглеродистой и легированной проволок указывает на повышенную чистоту металла по содержанию серы и фосфора. В проволоке марки СВ-08АА содержится не более 0,020% серы и не более 0,020% фосфора.
В условном обозначении сварочной проволоки перед индексом Св указывается цифра, обозначающая диаметр проволоки в мм, а после условного обозначения – номер ГОСТа.
Если проволока поставляется с омедненной поверхностью, то после марки проволоки ставится буква О.
Буква Э обозначает, что проволока предназначена для изготовления электродов.
Буквы Ш, ВД или ВИ обозначают, что проволока изготовлена из стали, выплавленной электрошлаковым или вакуумнодуговым переплавом, или переплавом в вакуумно-индукционных печах.
Сварочные проволоки делятся на:
- низкоуглеродистые (с суммарным содержанием легирующих элементов до 2%);
- легированные (суммарное содержание легирующих элементов от 2 до 6%) и высоколегированные (суммарное содержание элементов более 6%).
Проволока поставляется в бухтах массой до 80 кг. На каждой бухте крепят металлическую бирку с указанием завода-изготовителя, условного обозначения проволоки, номера партии и клейма технического контроля. По соглашению сторон проволоку могут поставлять намотанной на катушки или кассеты.
Транспортировать и хранить проволоку следует в условиях, исключающих ее ржавление, загрязнение и механическое повреждение. Если же поверхность проволоки загрязнена или покрыта ржавчиной, то перед употреблением ее необходимо очистить. Проволоку очищают при намотке ее на кассеты в специальных станках, используя наждачные круги. Для удаления масел используют керосин, уайт-спирит, бензин и др. Для устранения влаги применяют : прокалку при температуре 100 – 150°С. Рекомендуется также обрабатывать проволоку в 20%-ном растворе серной кислоты с последующей прокалкой при температуре 250°С 2-2,5 ч. Необходимость в обработке электродной проволоки перед сваркой отпадает, если использовать омедненную проволоку.
В соответствии с требованиями EN 756 обозначение сварочных проволок строится по схеме:
| SA | X; X/2 | H(L) | Si (Si2) | Mo (Mo1) | Ni (Ni0,5; Ni1; Ni 2) |
| Проволока сплошного сечения для сварки под флюсом | ,% | H ? C > 0,1 L ? C 0,1 | Si ? Si = 0,3 Si2 ? Si = 0,6 | Mo ? Mo Mo1 ? Mo = | Ni ? Ni 0,5; Ni0,5 ? Ni = 0,4…0,8; Ni1 ? Ni = 1,0…1,5 |
Действие сварочных флюсов при проведении сварки
Для ручной сварки флюс насыпается слоем толщиной до 60 мм на поверхности металла, которые прилегают к будущему стыку. При недостаточной толщине слоя флюса может быть непровар металла, с образованием трещин и раковин. После этого возбуждается разряд (при электросварке) или поджигается горелка – при газопламенной. По мере перемещения сварочного электрода слой флюса подсыпается на новые поверхности. Поскольку размеры столба в дуги больше высоты флюса, то разряд протекает полностью в жидком расплаве компонентов, которые воздействуют на металлический расплав с удельным давлением до 8…9 г/см2. В результате проведения сварки под флюсом исключается разбрызгивание металла, сокращается расход сварочной проволоки и повышается производительность процесса. Это происходит потому, что наличие флюса позволяет использовать более высокие значения рабочего тока без опасности получения прерывистого сварочного шва. Для сравнения – токи 450…500 А при открытой сварке применять невозможно, т. к. дуга выплёскивает металл из сварочной ванны.
В условиях автоматической или полуавтоматической сварки сварочные флюсы используются так. Флюс подаётся из бункера по специальной трубке. Чуть позже включается подача электродной проволоки с катушки, которая расположена после ёмкости с флюсом. По мере выполнения сварки часть флюса, которая не была использована и связана шлаками, пневматически отсасывается в специальную ёмкость. Расплавленная и охлаждённая шлаковая корка впоследствии механически удаляется с поверхности сварного шва.
Положительными факторами применения сварочных флюсов являются:
- Отсутствие потребности в предварительной разделке кромок будущего шва, поскольку при больших токах (для электросварки), либо повышенной концентрации кислорода (при газовой сварке) расплавление металла протекает значительно интенсивнее.
- Отсутствие угара металла, как в зоне шва, так и на поверхностях, которые прилегают к нему. Всё это сопровождается повышением качества готового сварного шва.
- Более устойчивое горение дуги.
- Увеличение КПД источника питания, поскольку снижаются потери энергии, затрачиваемой на нагрев металла, его разбрызгивание и повышенного расхода сварочной проволоки с флюсом.
- Более комфортные условия труда сварщика, поскольку значительная часть пламени дуги экранируется слоем флюса.
Ограничением для применения сварочных флюсов считается невозможность быстрого осмотра места выполненной сварки. Это повышает требования к качеству подготовительных работ, особенно, если сваркой соединяют детали сложной конфигурации. Кроме того, сами флюсы достаточно дороги, а их расход сопоставим с затратами на сварочную проволоку.
Паллетоупаковщик. Автоматизированная упаковка груза
Строительные ходули. Инструмент будущего или бесполезная экзотика?
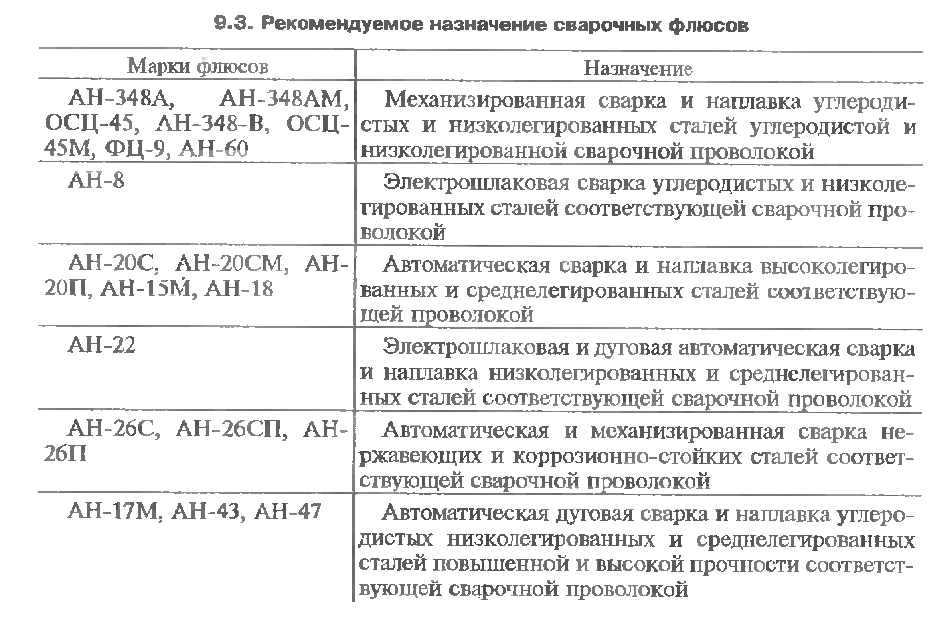
Классификация флюсов по их назначению
В зависимости от своего назначения, флюсы для автоматической сварки делятся на несколько групп: для сварки низкоуглеродистых сталей, сварки легированных сталей, специальных сталей, а также для сварки цветных металлов.
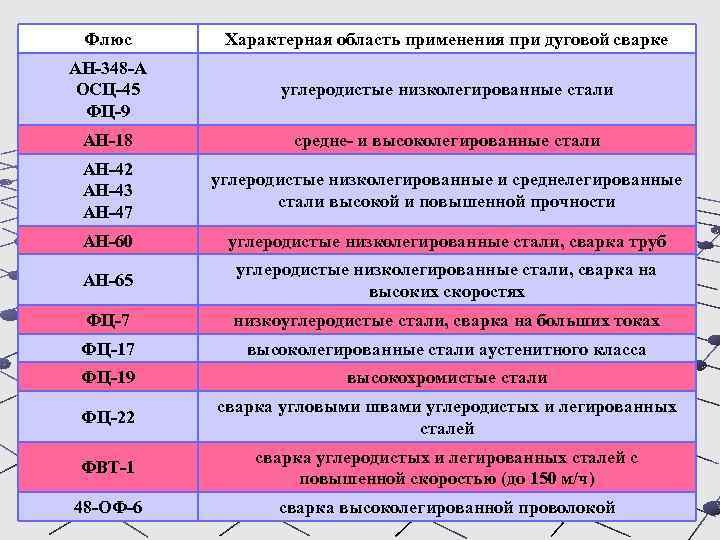
Флюсы с высоким содержанием марганца и кремния необходимо применять для сварки низколегированных сталей и углеродистых сталей. Сварочную проволоку выбирают соответствующих марок. Сварочные флюсы с низким содержанием кремния и высоким содержанием оксида кальция, оксида магния и плавикового шпата используют для сварки легированных сталей.
При сварке высоколегированных сталей, в состав которых входят металлы Cr, Mo, Ti, Al и другие легкоокисляющиеся элементы, выбирают флюсы, не содержащие кремний. В состав таких флюсов входят негашеная известь CaO, плавиковый шпат CaF2, оксид алюминия Al2O3. Также могут быть использованы флюсы, из компонентов, не содержащих кислород и имеющих 60-70% плавикового шпата в своём составе.
Для сварки цветных металлов и сплавов выбор марки флюса зависит от химических свойств и свариваемости металла. К примеру, при сварке титана выбирают марку флюса с содержанием следующих компонентов: CaF2 – BaCl2 – NaFe. При этом в составе флюса не должно быть кислородосодержащих соединений, чтобы не происходило окисление титана.
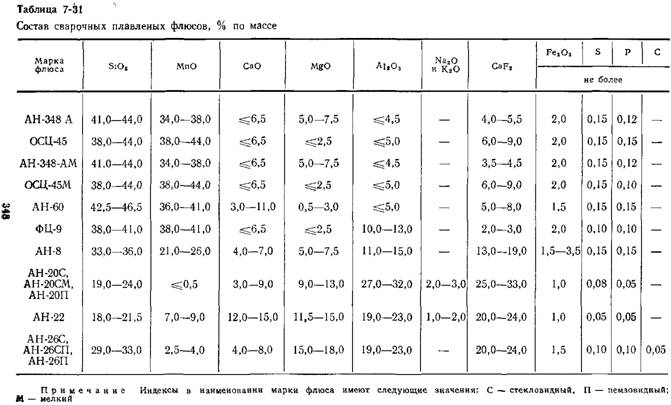
Для механизированной и автоматизированной наплавки под флюсом выбирают такие же марки флюса, что и для сварки. Наиболее распространёнными плавлеными флюсами являются АН-348А, ОСЦ-45, АН-20, АН-60, 48-ОФ-6, АН-26, АН-14М, АН-8, АН-25 в сочетании с соответствующими марками сварочной проволоки.



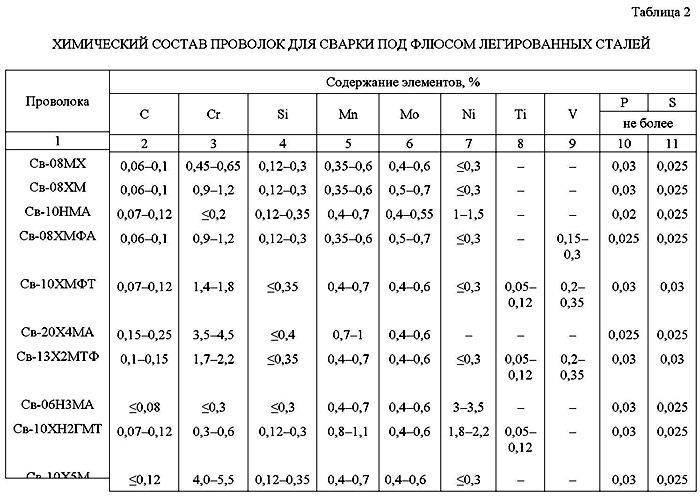



При сварке металлоконструкций из низколегированных сталей повышенной прочности (типа 09Г2С, 10ХСНД и др.), которые эксплуатируются при низких температурах, выбирают неплавленый керамический флюс АНК-47. В сочетании с этим флюсом используются такие марки сварочной проволоки, как Св-08ХМ, Св-10ХНМА и др. Так как состав флюса и химический состав сварочной проволоки очень сильно влияют на химический состав самого сварного шва, то для сварки различных марок углеродистых и легированных сталей выбирают систему: сварочный флюс – сварочная проволока. Т.е. каждой марке флюса соответствуют свои марки сварочной проволоки.
При выборе проволоки исходят из того, что в составе металла сварного шва не должно быть более 0,2-0,4% кремния и марганца, чтобы предотвратить образование дефектов в сварном шве (газовых пор). Подробнее об это написано на странице: “Выбор сварочной проволоки для автоматической сварки под флюсом”. Рекомендуем, также, ознакомиться с ней.
Дополнительные материалы по теме:
Технология автоматической сварки под флюсомАвтоматическая сварки под флюсомРежимы для автоматической сварки под флюсом | Техника автоматической сварки под флюсомТехнология и режимы автоматической сварки в защитных газахСварочная проволока для автоматической сварки |
Профессия – газосварщик
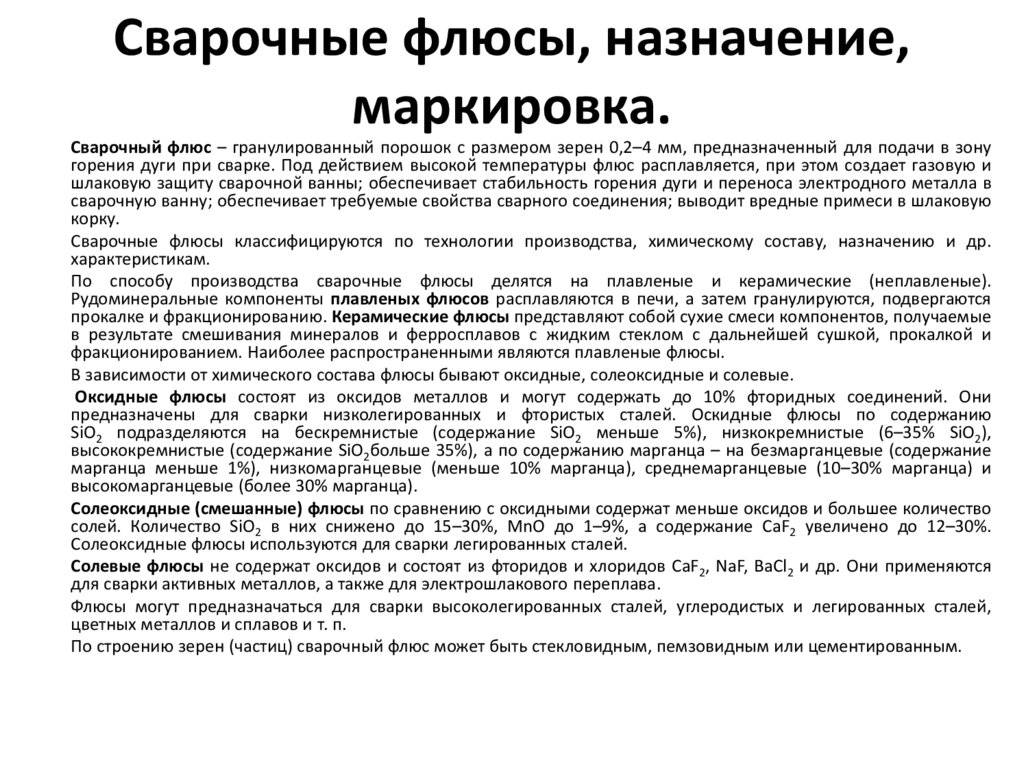
5.3. Флюсы
Сварочный флюс — материал, применяемый при сварке для химической очистки соединяемых поверхностей и улучшения качества шва.
Необходимость использования флюсов при сварке цветных металлов и сплавов, легированных сталей и чугуна продиктована тем, что при нагревании металлов до высокой температуры на их поверхности образуется пленка оксида, которая при расплавлении переходит в сварочную ванну и препятствует образованию высококачественного сварного шва.
Флюсы обеспечивают раскисление расплавленного металла сварочной ванны, а также удаление из него образовавшихся оксидов и неметаллических включений. Шлаки, всплывающие на поверхность сварочной ванны, предохраняют металл шва от воздействия атмосферного воздуха.
При сварке углеродистых сталей флюсы, как правило, не применяют.
Требования к флюсам:
- флюс должен быть более легкоплавким, чем основной и присадочный металлы;
- необходимо, чтобы расплавленный флюс обладал высокой жидкотекучестью;
- флюс должен активно раскислять оксиды, переводя их в шлаки;
- флюс не должен выделять вредные газы и вещества;
- необходимо, чтобы образовавшийся шлак хорошо отделялся;
- плотность флюса должна быть меньше плотности основного и присадочного металлов;
- необходимо, чтобы флюс сохранял свои свойства на протяжении всего процесса сварки.
Флюсы для сварки сталей. При создании сварных соединений на основе углеродистых сталей флюс используют при сварке сталей только высокоуглеродистых марок (с содержанием углерода более 0,6 %). Как правило, флюсом служит бура (тетраборат натрия — натриевая соль борной кислоты).
Что касается легированных сталей, то флюс применяют лишь при сварке хромистых и хромоникелевых сталей марок 03Х18Н9Т и 06X15Т толщиной до 2 мм.
Составы флюсов:
- 80 % плавикового шпата и 20 % ферротитана;
- 80 % буры и 20 % оксида кремния.
Флюс разводят в воде и в виде пасты наносят на кромки и обратную сторону шва за 15…20 мин до сварки.
Флюсы для сварки чугуна. Горячая сварка чугуна предполагает обязательное использование флюсов, действие которых тройственно. Во-первых, они предотвращают окисление кромок твердого металла, во-вторых, извлекают оксиды и неметаллические включения из расплавленного металла, а в-третьих, способствуют образованию пленки, защищающей сварочную ванну от воздействия газов пламени и воздуха.
Обычно применяют порошковые кислые флюсы, в состав которых входят боросодержащие вещества (табл. 5.1).
Таблица 5.1
Содержание, %, компонентов флюсов для горячей и холодной сварки чугуна
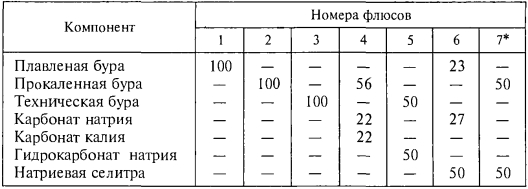
При низкотемпературной сварке чугуна с помощью чугунных прутков и латунных припоев, а также при пайко-сварке используют флюсы, характеристики которых приведены в табл. 5.2.
Таблица 5.2
Флюсы для низкотемпературной сварки и пайко-сварки чугуна

Снижение температуры при низкотемпературной газовой сварке чугуна до 670…750 °С достигается применением специальных флюсов, в то время как процессы пайко-сварки чугуна протекают при температуре 750…950°С.
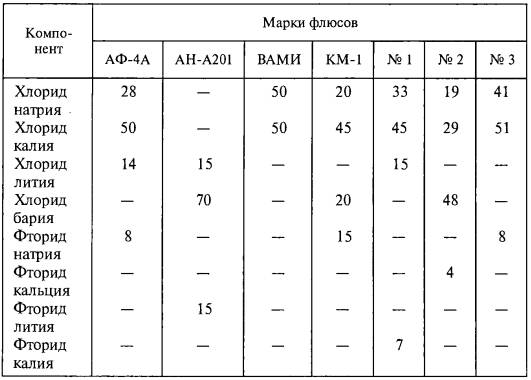
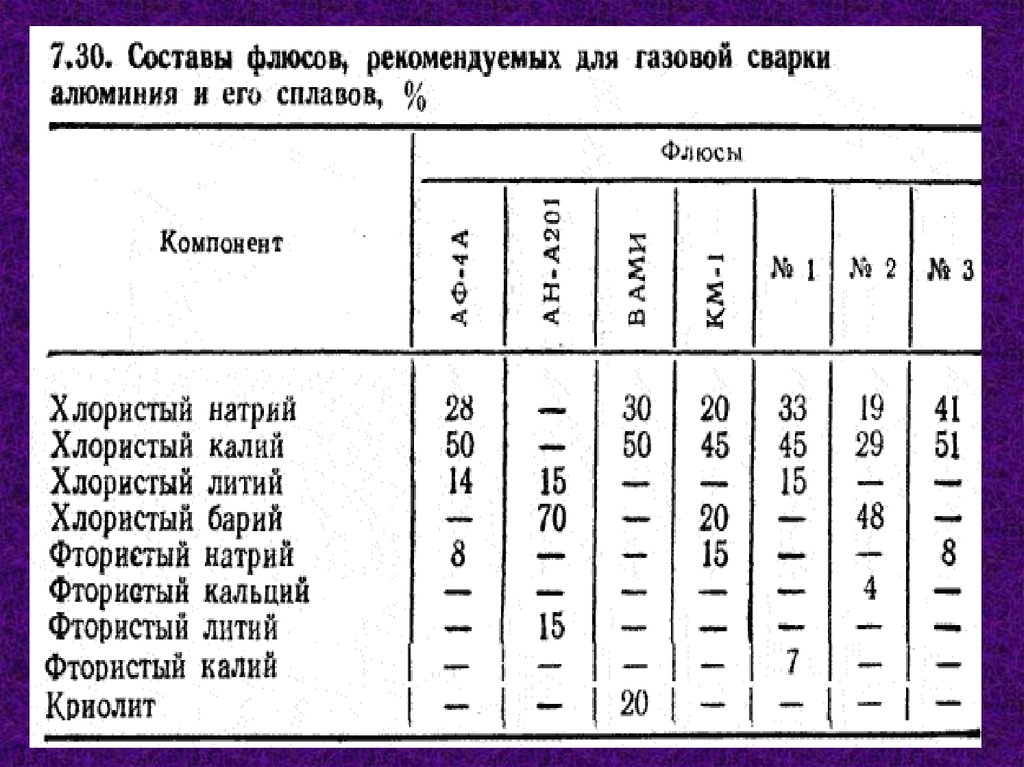
Флюсы для сварки алюминия
При газовой сварке алюминия и его сплавов важное значение имеет состав флюса, поскольку он должен перевести тугоплавкую оксидную пленку (Аl203) на поверхности алюминия в легкоплавкие шлаковые включения, которые образуют корку, защищающую шов. Марки и состав флюсов для сварки приведены в табл
5.3.
Таблица 5.3
Содержание, %, компонентов флюсов для газовой сварки алюминия и его сплавов
Флюсы для сварки меди. При газовой сварке медь окисляется с образованием на поверхности слоя Сu2O, который вызывает снижение механической прочности и пластичности сварного соединения, а также образование мелких трещин. Поэтому при газовой сварке меди необходимо использовать флюсы.
Рекомендуемые составы флюсов для сварки меди приведены в табл. 5.4.
Таблица 5.4
Содержание, %, компонентов флюсов для газовой сварки меди и ее сплавов

Роль флюсов заключается в растворении образующихся оксидов, в том числе оксида меди, переводе их в легкоплавкие шлаки и предотвращении окисления расплавленного металла.
* Флюс содержит 4% керосина (сверх 100%).
Принцип работы сварочных флюсов
Композиционные защиты при нагреве электродугой вступают во взаимодействие с расплавленными металлами с образованием характерной шлаковой пленки или газового пузыря – так называют образуемое скопление выделяемых паров. Увеличивают временной интервал кристаллизации, шов получается качественнее, кристаллизуется без внутренних дефектов.








Флюс для сварки – это неметаллические минеральные вещества, увеличивающие концентрацию тепла в месте дуги при дуговой электросварке, при газовой выполняют аналогичную функцию. Выпускаются в гранулированном, пастообразном или порошковом состоянии. Важная характеристика – активность, измеряется в долях единицы. Группируют пассивные, малоактивные, активные и высокоактивные композиции, подбирают их в зависимости от марки ферросплава, условий сварочного процесса, для каждой производственной ситуации индивидуально, учитывается толщина свариваемых частей.
 Технология сварки под флюсом
Технология сварки под флюсом
Как достигается функциональность:
Изоляция создается разложением составляющих:
с выделением газообразных химэлементов, формируется облако-пузырь;
с созданием рыхлой структуры, покрывающим зеркало ванны.
По специальным таблицам определяют вес расходников, физическая форма значения не имеет.
- Стабилизация сварочной дуги объясняется увеличением электропроводности промежутка между электродом и заготовкой. Усиливается плотность прогревающего разряда, скорость термодинамики увеличивается.
- Воздействие легирующих присадок основано на способности Si и Mn при высокой температуре обогащать ферросталь, благодаря этому усиливается сопротивляемость шовного валика, возрастает прочность на разрыв.
- Флюсы влияют на степень пластичности шва, регулируют межфазное натяжение. Формируется равномерная кристаллическая решетка. Различают расходники:
«длинные», сохраняющие вязкость длительное время, защищают детали от остывания;
«короткие, которые быстро остывают, переходят в твердую фазу.
Остатки легко удаляются с заготовки, могут использоваться без ограничений, сохраняют свои свойства, если не подвергались термовоздействию.
https://youtube.com/watch?v=T9oPEN8Hlvg
ФИМ
В пайке часто используются очень сильные флюсы такие как ортофосфорная и паяльная кислота. Частенько безкислотная канифоль и её растворы вполне справляются со своей задачей. И того и другого подхода существуют свои достоинства и недостатки. Очень большая активность это быстрая и качественная пайка даже трудно поддающихся материалов. Но при этом остатки продолжают подъёдать металл ещё долгое время. Крайне медленно паяет канифоль. В плюсе — считается что после неё настолько всё безопасно, что можно ничего не смывать. В центре между этими полюсами потребительских свойств находится замечательный флюс ФИМ.
Конечно можно сказать, что получив достоинства — высокую активность паяния и малую кислотность остатков, он не избегает и недочётов — уменьшенной флюсующей силы и остающейся кислой плёнке требующей удаления. Но блестящий результат пайки и легко смываемый тряпочкой остатки по настоящему вселяют уважение к этой прозрачной жидкости.
В продукте присутствует маленький процент фосфорной кислоты это определяет его уникальность. Надо сказать что это пищевая добавка так же входит в состав Кока-колы и других продуктов. Смачивающие агенты флюса затягивают по своим следам оловянно-свинцовый сплав в самые узкие и щели и складки поверхности.
Когда следует применять этот флюс?
- Когда материал представляет трудности для пайки — имеются окислы, ржавчина и т.д.
- Поверхности имеют глубокие углубления и есть риск не смочить внутренние полости и соответственно не пропаять.
- Мишура — сгусток или скрутки проводов. Здесь опять используется особенность улучшенной смачиваемости.
Когда не стоит его использовать?
- На печатных платах.
- В высокочастотных схемах.
- Когда промывка обязательна но ввиду конструктивных особенностей затруднительна.
Пайка
Работа с этим составом достаточно приятна. Он не скатывается в шарики а смачивает детали в тех местах куда Вы его нанесли. При нагреве паяльником жидкость увлекает припой в обработанные области соединяя или облуживая детали.
Последующая обработка.
Очень часто этот флюс выбирают чтобы ничего больше после пайки не делать. Но мы рекомендуем протереть салфеткой смоченной в воде все места подвергшиеся флюсованию. Это эстетически улучшит результат — спайки засияют. Так же не придется волноваться о закислении припоя. Если забота о последствиях встанет очень остро, то лучше применить специальное средство «Удалитель флюса» и большое количество H2O. Это избавит Вас от всех проблем в будущем.
Ассортимент:
- Для удобства мы предлагаем продукцию в различной упаковке:
- от 6 до 15 миллилитров это флаконы с дозатором.
- Для надёжности предлагаем стеклянную баночку. Она обладает высочайшими барьерными свойствами дополненные двумя крышками: вставляющейся и закручивающейся.
- Для удобства намазывание емкость со встроенной кисточкой. (20 милитров)
- Вытянутый капель-дозатор так же может удлинен иголочкой от обычного шприца. В этом случае размер капли уменьшается до пиколитров. (25, 50, 100 mL)
- Покупая в ёмкостях 0,5, 1, 5 литров можно существенно сэкономить. Крышки на этой таре имеют контрольное кольцо.
Упаковка.
Для удобства распространения каждая товарная единица объединена с себе подобными на не скольких уровнях. Обычно это групповая и транспортная. Первая это полиэтиленовая стяжка из 10 шт. Она удобна для складских и внутренне магазинных перемещений. Для отправки в другие города требуется более серьёзный подход. На этом этапе гофрированные картонные коробки облегчают логистику.
Чтобы узнать как и в каком виде упакованы изделия ознакомьтесь с этой таблицей.
4.2. Индекс для обозначения способа изготовления флюса
В зависимости от способа изготовления флюса в классификационном обозначении применяют следующие индексы:
– плавленый флюс – F;
– агломерированный флюс – А;
– смешанный флюс – М.
Плавленые флюсы изготовляют путем расплавления всех необходимых ингредиентов, последующей разливки и дробления после застывания. Агломерированные флюсы изготовляют путем измельчения минеральных (природных) веществ, их смешивания, добавления связующих веществ и последующей грануляции. Смешанные флюсы изготовляют путем смешивания плавленых и агломерированных флюсов.
Требования к гранулометрическому составу приведены в разделе 5 настоящего стандарта.
Функции флюсовых смесей
Гранулированная флюсовая смесь может быть использована в ручной дуговой сварке. В режиме MMA сварка ведется плавящимися покрытыми электродами. Флюс выступает в качестве дополнительного расходного материала. При ведении работ в режиме MIG/MAG флюс подается в зону контакта проволоки и металла, а также может содержаться в проволоке в виде порошка. Защита применяется и при газовой сварке, когда происходит соединение цветных металлов или легированных сталей в пропан-кислородном пламени.
Стабилизация дуги. Подобрав правильную для конкретной задачи флюсовую смесь, можно в значительной степени упростить процедуру сварки. Порошок благоприятно воздействует на электрическую дугу, повышая ее стабильность. Дуга образуется между электродом и свариваемой поверхностью. Примерный зазор между электродами составляет около 5 мм. Скачки тока и сложности при удержании электрода приводят к нарушению стабильного горения дуги, в результате чего внутри шва образуются дефекты. Наличие флюса делает дугу менее чувствительной к указанным внешним факторам. Это не только облегчает работу новичкам, но и позволяет вести сварку переменным током, а также увеличивает возможности ведения работ в других режимах.
Защитная функция. От проникновения атмосферного кислорода в зону формирования шва должно защищать газовое облако, образующееся при плавлении флюса. Оно представляет собой непроницаемую оболочку, иначе очень быстро будет образовываться оксидная пленка, ведь металлы начинают активно взаимодействовать с кислородом. От сварщика требуется правильно рассчитать дозировку и состав порошка, чтобы последний успешно справился с поставленной задачей
Здесь важно руководствоваться двумя принципами. Первый заключается в том, что более мелкая структура позволяет создать более надежную защиту, но, в то же время, чрезмерно высокая плотность порошка негативно влияет на качество шва. Чтобы рассчитать массу порошка, необходимо воспользоваться специальными таблицами
Они приведены в различных справочниках и отражают количественный состав порошка, в зависимости от видов проводимых работ
Чтобы рассчитать массу порошка, необходимо воспользоваться специальными таблицами. Они приведены в различных справочниках и отражают количественный состав порошка, в зависимости от видов проводимых работ.
Легирование. Процесс формирования сварного шва начинается после плавления основного металла и присадки. Происходит физическое взаимодействие веществ, в результате которых после кристаллизации образуется шов и околошовная зона. Химический состав этой зоны зависит от материала присадки. При высокой температуре некоторые химические элементы выгорают или осаждаются в шлаке. Без этих элементов металл уже не может обладать теми свойствами, которые учитывались при планировании работ. Восстановить эти свойства возможно внесением веществ извне. В флюсовые порошки добавляют легирующие элементы. В процессе сварки происходит обогащение металла. Легирующие добавки препятствуют оседанию в шлаковых массах марганца и кремния. В тех случаях, когда легирование носит целенаправленный характер, параллельно используется специальная присадочная проволока.
Формирование поверхности. При кристаллизации металла начинает формироваться кристаллическая решетка. Ее структура влияет на прочность материала, а также на внешний вид. Любые воздействия на кристалл могут негативно отразиться на форме сварного шва. Вот почему после проведения сварочных работ зачастую не приходится говорить об эстетике. Применяя флюсы, можно существенным образом повысить качество поверхности. Некоторые элементы флюса обладают формирующими способностями. В качестве примера можно привести использование «длинных» порошков. Они применяются при соединении деталей большой толщины с помощью электродуговой сварки на большом токе. Порошок обладает высокой вязкостью, вследствие чего процесс застывания несколько затягивается, позволяя равномерно проплавить кромки. Образуется кристаллическая решетка с характерной структурой, которая внешне выглядит аккуратно и эстетично. Если вязкость не нужна, то применяются «короткие» порошки. Они застывают практически моментально.

Что такое флюс в сварке и для чего он нужен
Сварочный флюс – это материал, применяемый в сварочных работах с целью изоляции зоны сварки от атмосферного воздуха. Благодаря применению материала обеспечивается стабильное горение дуги, беспроблемное формирование поверхности сварного шва, а наплавленный материал получает предопределенные свойства. К примеру, при выполнении кузнечных работ, в полуавтоматической и газосварке используются хлориды, фториды, борная кислота и бура. Они создают жидкую защитную среду, которая активно растворяет оксиды.
Снизить негативное воздействие таких процессов удается при помощи инертных газов или жидкости, которые изолируют рабочую зону и предотвращают попадания атмосферного воздуха к точкам соединения металлов. Неметаллические композитные соединения – флюсы – и предназначены для создания именно такой защитной среды.









Применение флюса в процессе работы дает весомые преимущества, а именно:
Обеспечивается интенсивное плавление металлов. Такой эффект достигается как при электродуговой, так и при газовой сварке. В первом случае за счет более эффективного использования силы потребляемого тока, а во втором – за счет более высокой концентрации активного газа в рабочей зоне. Благодаря использованию флюса отпадает необходимость в обязательной разделке кромок свариваемых заготовок. Флюс помогает избежать угара металла – потерь расплава в результате окислительных процессов и его испарения от высокой температуры
Дуга при условии применения флюса горит более стабильно, что имеет критически важное значение при формировании сварных швов сложной конфигурации. Из-за снижения потерь электрического тока, который расходуется на прогрев рабочей поверхности, существенно повышается КПД установки
Присадочный материал расходуется экономно. Флюс частично экранирует излучение плазменной сварочной дуги, что в некоторой степени облегчает условия работы сварщика.
Техника применения флюса
После розжига дуги оператор должен ее поддерживать между окончанием электрода и заготовкой именно под слоем флюса. Порошок насыпается слоем 55-60 мм, после чего дугу следует буквально утопить в этой массе, пока она будет плавиться. При среднем весе флюса его статическое давление на металл может составлять порядка 8-9 г/см кв. Этой величины достаточно для устранения нежелательных механических воздействий на сварочную ванну. При использовании проволоки для сварки с флюсом можно добиться и минимальных показателей разбрызгивания расплава. Это условие выполняется путем обеспечения стабильного контакта зоны расплава с плавящейся проволокой и флюсом, а также за счет регуляции силы тока. Защита со стороны газа в данном случае тоже не требуется, но контроль мощности будет особенно важен. Как правило, комбинация проволоки и флюса используется при сварке на токе высокой плотности, поэтому и автомат должен подбираться с учетом поддержки постоянной скорости направления электродной нити.

Железный порошок
Для повышения производительности, при сварке заполняющих слоев толщин более 20 мм, используются железный порошок (крупка) или холодная проволока. При использовании железного порошка, при том же удельном тепловложении, ЗТВ получается менее глубокая, чем при традиционной SAW-сварке, что положительно влияет на прочность сварной конструкции. С увеличением количества железного порошка тепловложение в изделие снижается. При этом производительность можно поднять почти на 50%. Это значит, что затраты на рабочую силу снижаются, а цикл изготовления изделия укорачивается.
Чтобы предотвратить просыпание железного порошка сквозь зазор стыка, однопроходную сварку выполняют на подкладке либо после выполнения корневого прохода.
Железный порошок обычно подается из специального бункера через смонтированный на нем дозатор. Дозатор через трубку подает необходимое количество порошка на проволоку. При сварке на постоянном токе вокруг проволоки образуется магнитное поле, которое притягивает железный порошок к ней, и подается в свариваемый стык вместе с проволокой.
Железный порошок, это, как правило, Mn- легированная (около 1,8%) низколегированная сталь, хотя встречаются и порошки на основе низколегированной стали легированной Ni.
OK Grain 21.85 – это низколегированный порошок с размером гранул 0,5-0,7 мм. Добавление этого порошка может упростить сварку листов большой толщины или в ситуации, когда при сварке в лодочку надо наплавить шов с большим катетом, за счет уменьшения количества необходимых проходов. Глубина проплавления уменьшается, однако, при этом снижается вероятность прожогов, если детали собраны с зазором или величина притупления кромок недостаточна. В некоторых ситуациях уменьшение глубины проплавления, и, как следствие, уменьшение доли участия основного металла является желательным.
Подбор сварочных материалов
В идеале, при выборе сварочных материалов, желательно чтобы химический состав наплавленного металла был идентичен составу основного металла. Однако стоит отметить, что это далеко не всегда возможно. Поэтому состав наплавленного металла стараются сбалансировать так, чтобы он подходил для сварки максимально широкой линейки марок сталей в пределах одной группы. Но при этом все равно надо руководствоваться принципом, в соответствии с которым механические свойства шва не должны быть ниже механических свойств основного металла. С годами была наработана определенная линейка сварочных материалов, которая максимально бы удовлетворяла запросам потребителей сварочных материалов при сохранении их разумно достаточного разнообразия. Не смотря на это, перед тем как начать использовать тот или иной сварочный материал, потребителю рекомендуют выполнять сварку тестовых образцов, по результатам испытаний которых можно окончательно делать вывод о пригодности выбранных сварочных материалов для решения конкретной задачи.
Автоматическая сварка не дает гарантии получения бездефектного сварного соединения. При этом характер этих дефектов мало отличается от получаемых при ручных способах сварки.





