

Способы сварки
Способы сварки чугуна могут выполняться по-разному. Все зависит от того, как будет подготовлен металл к самому процессу. В целом выделяют всего два способа сваривания – холодный и горячий.
Особенности холодной сварки
Технология сварки чугуна холодным способом достаточно легкая. Она не имеет сложностей и особых проблем, главное предварительно изучить ее важные особенности. Также нужно знать, чем сваривают чугун.

Сварка чугуна и стали обычно выполняется с использованием электродов, которые специально предназначены для этого вида сварочного процесса. Если будут использоваться простые стальные электроды без нагревания, то в области сварного шва появляется металл в форме высокоуглеродистой стали с дополнительными компонентами, которые входят в состав чугуна – фосфор, сера, марганец.
Холодная сварка чугуна с металлом имеет несколько важных особенностей, на которые стоит обратить внимание:
- она проводится электродами с небольшим размером диаметра, также весь процесс осуществляется на малом токе;
- холодная сварка чугуна электродом может проводиться в домашних условиях при маленьком объеме работ, а также если нет возможности для выполнения подогрева деталей;
- холодная сварка может быть проведена стальными электродами при условии, если на швы не будет оказываться нагрузка на растяжение. Идеально подходят медно-никелевые электроды, а также с содержанием в составе меди и железа.
После сваривания нельзя проводить зачистку шва, это связано с его высоким растрескиванием. Слишком быстрое остывание может привести к появлению белого чугуна в области рядом со сварным швом. В результате этого основа металла станет достаточно твердой, но сильно хрупкой.
Особенности горячей сварки
Горячая сварка чугуна является наиболее подходящим методом сваривания в домашних условиях. Во время подогрева сварной шов получается с хорошим качеством, потому что во время этого процесса не возникает отбеливаний металла, а также его закалки.
Горячая сварка стали с чугуном может разделяться на два подвида – местная (частичное прогревание) и общая (полный прогрев всей детали). Для прогревания обычно применяется специальная печь, в которой деталь прогревается равномерно со всех сторон.
Помимо этого выделяют несколько вариантов степени прогрева, которые зависят от показателя температуры:
- горячее прогревание, при котором прогрев происходит под температурой от 500 до 600 градусов Цельсия;
- полугорячее прогревание при температуре от 300 до 400 градусов Цельсия;
- теплое прогревание от 150 до 200 градусов Цельсия.
Технология горячей сварки состоит в нагревании детали до требуемой температуры, которое производится перед началом сваривания, а затем производится медленное охлаждение после завершения процесса.

При нагревании температура не должна быть выше 600-650 градусов Цельсия, в противном случае это может привести к изменению структуры чугуна. Он может стать хрупким, в сварном шве могут образоваться трещины, поры. Обязательно должен соблюдаться неспешный прогрев с выдерживанием скорости до 150 градусов в час.
Процесс охлаждения также должен производиться не слишком быстро. Лучшим вариантом будет деталь оставить в печи, в которой и осуществлялось нагревание. В ней будет медленно происходить остывание.
Способы сварки чугуна
Заварить чугун можно одним из трех методов:
- Холодным.
- Полугорячем.
- Горячем.
Горячий вид имеет такие особенности:
- проводиться с предварительным нагревом свариваемых элементов;
- требует нагрева до 600°С;
- невозможен в домашних условиях;
- высокотемпературная обработка подразумевает обязательное использование средств, увеличивающих время остывания.
Этот метод (газовый) отличается надежным соединением свариваемых деталей, поскольку они имели предварительное нагревание. Однако необходимость нагрева делает невозможными использование этого метода в домашних условиях. Но на производстве этот метод пользуется наибольшей популярностью, особенно при соединении крупногабаритных деталей.

Полугорячая сварка возможна также только в производственных условиях. Она мало чем отличается от предыдущего метода, но температура нагрева в этом методе уменьшена до 300-400°С. Дополнительный нагрев придает прочности свариваемым деталям, а низкая температура сваривания позволяет сократить расходы во время производства.
Холодная технология имеет наибольшую популярность проведения в домашних условиях из-за невозможности осуществить другие методы. При этом рабочие поверхности не нагреваются. Сваривание проводиться при помощи электродов по чугуну или проволоки с графитовым стержнем.
Наиболее часто встречающиеся проблемы в чугунных радиаторах отопления
Прежде всего, необходимо очертить круг проблем, которые можно решить при помощи холодной сварки или клеящего состава при ремонте батарей отопления.
Традиционно самыми уязвимыми считаются чугунные батареи. Здесь многие проблемы заложены в самой конструкции и свойствах металла. Прежде всего, чугунное литье в отличие от стальных радиаторов или биметаллических батарей очень хрупкое. Да, чугун очень прочный, но одновременно и хрупкий материал – он способен выдерживать большое давление, при небольшом ударе может дать трещину.
Второй момент, это свойство чугуна – это пористый материал, что способствует образованию на внутренней поверхности кратеров и постепенному разрушению стенки.
Третье, при сборке современных радиаторов секции соединяются при помощи внутренних гаек-стяжек, а пространство между секциями обрабатывается специальным составом, который надежно цементирует соединение. В недавнем прошлом, для герметизации этих соединений использовался лен и железный сурик, что со временем приводило к нарушению герметичности соединения.
Так что исходя из вышеперечисленного наиболее часто встречаемые проблемы с чугунными радиаторами это:
- Нарушение герметичности секции батареи после механического воздействия – удара с внешней стороны или резкого повышения давления с внутренней стороны;
- Течь по телу радиатора из-за образования отверстия в стенке из-за коррозии металла;
- Нарушение герметизации точек соединения секций радиатора, точек подвода труб, гаек-заглушек.
Что касается других видов радиаторов, то подобные проблемы в них встречаются реже, здесь чаще всего причиной повреждения тела секции выступает коррозия металла или механическая деформация стенок при замерзании батареи, когда вода, замерзая, разрывает металл.
Особенности материала
Чугун
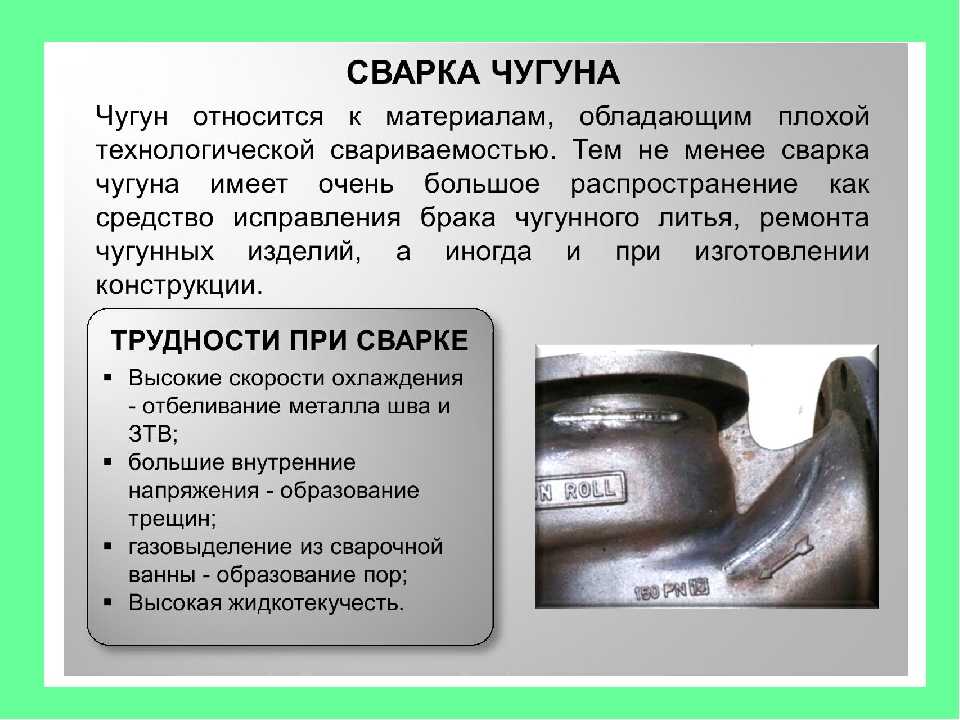
Данный материал характеризуется рядом свойств, затрудняющих процесс сваривания, а именно:
- формирование трещин и пор;
- образование каленых структур вследствие обработки;
- тонкие заготовки рассыпаются от перегрева.
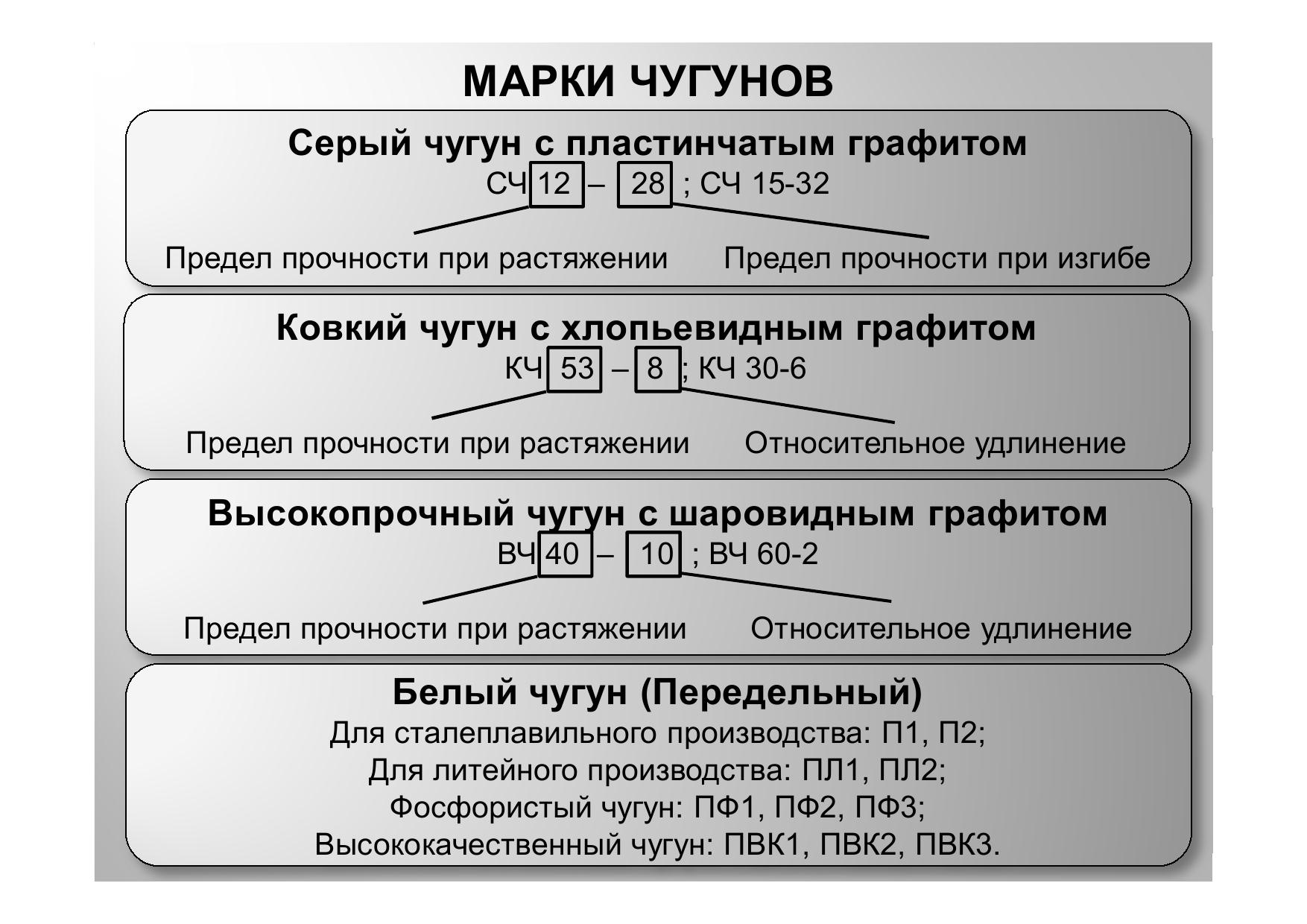
В зависимости от состава, материал разделяется на белый и серый. Первые особенно трудно поддаются свариванию из-за своей хрупкости и твердости. С серыми работать значительно легче. Они более податливы обработке.
Мастера, имеющие значительный опыт работы и знающие, как сварить чугун, способны даже по разрезу определить его свариваемость. Мелкодисперсная структура металла является более приближенной к серому. Это значит, что работать с ней легче, чем с материалом имеющим в своем разрезе крупные зерна.
Длительное нахождение материала в масляной или водной среде делает его непригодным к сварке. В связи с этим не каждую деталь можно подготовить должным образом для получения качественного соединения.
 Технология сварки чугуна.
Технология сварки чугуна.
В связи с ограниченной свариваемостью подобного металла необходимо принимать во внимание следующие его основные особенности:
данный материал – жидкотекучий, в связи с чем работать с ним можно только лишь в нижнем положении;
важно строго соблюдать температурные режимы, иначе можно выпалить углерод и сформировать поры;
низкая пластичность и неправильные термические нагрузки приводят к развитию напряжений;
при расплавлении образуются окислы с температурой плавления, превышающей таковую для основного материала.
Одной из основный трудностей, с которыми часто сталкиваются сварщики – формирование трещин в области сварки во время охлаждения изделия.
Указанные особенности этого материала, а также дефекты и недостатки могут доставлять трудности только при несоблюдении технологии сварки.
Существует несколько методов, позволяющих обрабатывать данный металл. Достаточно часто используется горячая сварка чугуна, может также применяться сварка чугуна аргоном или же, например, полуавтоматом.
Не стоит забывать и про необходимость правильно выбирать электроды по чугуну. Учитывая все тонкости работы с подобным материалом возможно достичь наилучших результатов.









Как варить чугун инвертором и плавящимся электродом
Сварка чугуна с помощью инвертора и плавящегося электрода проводится чаще всего холодным методом. Важными составляющими успешного проведения работ являются: правильный выбор электрода и оптимальные режимы сваривания.
Электроды ОЗЧ-3
Исполнитель должен проводить соединение специальными электродами, содержащими никель и/или медь:
- ОЗЖН-1;
- ОЗЧ-2;
- ОЗЧ-3;
- ОЗЧ-4;
- ОЗЧ-6;
- МНЧ-2;
- ЦЧ-4.
Рекомендуемые режимы сварки для некоторых перечисленных марок:
| Марка электрода | Сила тока для электрода диаметром 3 мм. | Сила тока для электрода диаметром 4 мм. | Сила тока для электрода диаметром 5 мм. | Сила тока для электрода диаметром 6 мм. |
| ЦЧ-4 | 65-80 | 90-120 | 130-150 | – |
| ОЗЧ-2 | 90-110 | 120-140 | 160-190 | 220-250 |
| ОЗЖН-1 | 100-120 | 130-150 | 160-180 | – |
| МНЧ-2 | 90-110 | 120-140 | 160-190 | 210-230 |
Также следует выделить следующие технологические особенности:
- длина одного непрерывного шва не должна 30-50 мм;
- частые перерывы в сварочном процессе помогут исключить возможность перегрева, температура более 80°С недопустима;
- полярность – обратная.
Данный метод сваривания может выполняться двумя вариантами: с помощью шпилек и по слоям.

1. Шпильки оснащены резьбой, что позволяет вкручивать их в кромки свариваемого изделия. Шпильки должны быть расположены вразброс/в шахматном порядке, что исключит перегревание во время сварки. Размеры шпилек зависят от толщины рабочего изделия, при их подборе следует полагаться на следующие рекомендации:
- диаметр – 0,3-0,4 толщины изделия, но не более 12 мм.;
- глубина вкручивания – 1,5 диаметра шпильки, но не более половины толщины изделия;
- высота выступающей части шпильки – 0,75-1,2 диаметра.
После установки шпилек, можно приступать к сварке. Вокруг каждой шпильки осуществляется наплавление металла, слой за слоем. Затем исполнителю необходимо заварить пространство между шпильками, оставшееся нетронутым, выполнить один или несколько соединительных швов.

2. Многослойная сварка выполняется после разделки кромок. Не допускается присутствие острых углов. Наплавку следует производить с краев. Первый слой является основным, поэтому во время его наплавления нужно тщательно следить за режимом сварки. Каждый последующий слой, кроме первого и облицовочного, необходимо проковывать молотком, без охлаждения.
Видео
В нижеследующем ролике продемонстрирован электрод по чугуну Zeller 855, но из ролика можно увидеть, как производится сварка.
Данные сведения помогут исполнителю узнать, как варить чугун инвертором электродами по чугуну, и легко произвести работы по соединению.
Сварка обычными электродами
С целью экономии денежных средств, можно использовать вместо специальных расходников обычные (стальные). Электроды общего назначения отличаются более доступной ценой. Технология многослойной сварки обычными прутками практически ничем не отличается от рассмотренного выше способа, где применяются специальные стержни с покрытием из цветных металлов. Этапы выполнения работ аналогичны. Единственным отличием является то, что следующие после первого слои наплавляются не специальным электродом, а обычным.
Внимание! Сварка чугуна не предназначенными для этого электродами возможна, но мы не рекомендуем применять ее в сколько-нибудь ответственных соединениях! Данную информацию приводим лишь для сварки с экспериментальными целями
Сварка чугунными электродами
Данный способ сварки может проводиться холодным и полугорячим методом. Небольшой предварительный нагрев улучшит структуру наплавленного металла.
Чугунные электроды представляют собой литые стержни с обмазкой, применяющие для исправления дефектов чугунного литья. К данному типу расходных материалов относятся следующие марки: МНЧ-1; ОЗЧ-1; ОЗБ-2М.
Сваривание осуществляется постоянным и переменным током. Величина тока определяется следующим образом: 50-60 А на 1 мм. электродного стержня.
Сварка чугуна и других материалов
Современные методы позволяют сваривать сплав с другими материалами, что расширяет возможности его применения в различных отраслях производства. В данном разделе мы рассмотрим методы сварки чугуна с другими материалами.
Сварка чугуна и стали
Сварка чугуна и стали является одной из наиболее сложных задач, которую могут столкнуться сварщики. Это связано с различными физическими свойствами и химическим составом этих материалов. Тем не менее, современные технологии позволяют сваривать чугун и сталь без особых проблем.

Для соединения материала со сталью используются различные методы, включая дуговую сварку, газовую сварку, ультразвуковую сварку и др
Однако, важно учитывать химические и физические свойства каждого материала и выбирать наиболее подходящий метод и оборудование. Кроме того, необходимо правильно настроить параметры сварки, чтобы обеспечить качественное соединение
Сварка чугуна с нержавейкой также может представлять некоторые трудности, поскольку эти материалы имеют различную структуру и свойства. Но с помощью специальных технологий и присадочных материалов, таких как никель или медь, можно достичь качественного и прочного соединения между чугуном и нержавеющей сталью.
В целом, сварка чугуна и стали является сложной задачей, но с правильным подходом, оборудованием и технологиями, возможно сварить эти материалы без проблем. Однако, для достижения качественного и прочного сварного соединения необходимо учитывать все особенности каждого материала и выбирать подходящие методы и оборудование.
Сварка чугуна и цветных металлов
Сварка чугуна и цветных металлов является сложным и трудоемким процессом, который требует знания особенностей каждого из материалов. Цветные металлы, такие как алюминий, медь и титан, имеют более высокую теплопроводность и устойчивость к окислению по сравнению с чугуном. Это может вызвать проблемы, такие как образование пустот и трещин в швах.
Для сплава и цветных металлов можно использовать методы газовой сварки, электродуговой сварки и лазерной сварки. Однако, необходимо учитывать, что каждый метод имеет свои ограничения и требует специальных настроек.
Сварка чугуна и цветных металлов требует точной настройки параметров, таких как температура, скорость и напряжение, чтобы достичь качественного шва. Кроме того, для сварки чугуна и цветных металлов часто используются специальные сварочные электроды и присадочные материалы, которые обеспечивают хорошую свариваемость и прочность шва.
Сварка чугуна и сплавов
Сварка чугуна и сплавов – это сложный процесс, который требует профессиональных знаний и опыта. При сварке чугуна с другими металлами, такими как алюминий, медь или никель, необходимо учитывать их различные физические свойства, такие как плавление, теплопроводность и коэффициент линейного расширения.
Сварка чугуна с алюминием является одним из самых сложных типов, поскольку оба металла имеют разные свойства и трудно совместимы друг с другом. Для сварки чугуна и алюминия обычно используются специальные методы, такие как применение заполнителей, плазменная сварка или использование лазера.
Сварка чугуна с никелевыми и медными сплавами также может быть трудной из-за их низкой теплопроводности и различных термических свойств. Для соединения таких материалов обычно используются методы инертного газа или TIG, которые обеспечивают более точное и надежное соединение деталей.

Сварка чугуна с другими материалами является важной задачей в металлообработке. Различные методы позволяют сваривать чугун с различными материалами, включая сталь, цветные металлы и сплавы
Правильный выбор метода и присадок может существенно повысить качество сварного соединения и обеспечить долговечность конструкции. Однако, необходимо учитывать свойства материалов и особенности каждого метода при выборе оптимального решения для конкретной задачи.
Особенности материала
Чугун — это сплав углерода с железом, где содержание углерода 2,14%. Что отрицательно сказывается на качественном соединении.
Процесс трудоемок ввиду:
- образования трещин и пор;
- при обработке появлению каленых структур и быстрому затуплению инструмента;
- тонкий материал рассыпается от перегрева.
По составу чугун подразделяется на серые и белые:
- Белые не свариваются ввиду хрупкости и твердости. Подаются шлифовке;
- Серые (высокопрочный, ковкий) легко обрабатываются и ограниченно свариваются.
Технология сварки чугуна электродами
Существует 2 способа сварки чугуна — горячая и холодная.
К горячей относится и полугорячая .
При горячем соединении деталь нагревают до температуры 600-700°С, выполняют сварку и медленно охлаждают чугунное изделие в печи. При полугорячем соединении поддерживают температуру 300-400°С.








Горячая и полугорячая сварка нуждается в дополнительном оборудовании. В бытовых условиях применяется холодное соединение.
Разделка кромок
Сварка чугуна электродом в домашних условиях нуждается в разделке фасок. Обезжиривать и зачищать детали не требуется.
Снятие фасок выполняется:
- напильником;
- наждаком;
- болгаркой.
Нюанс : острые кромки не допускаются. Остроту снимают подходящим инструментом.
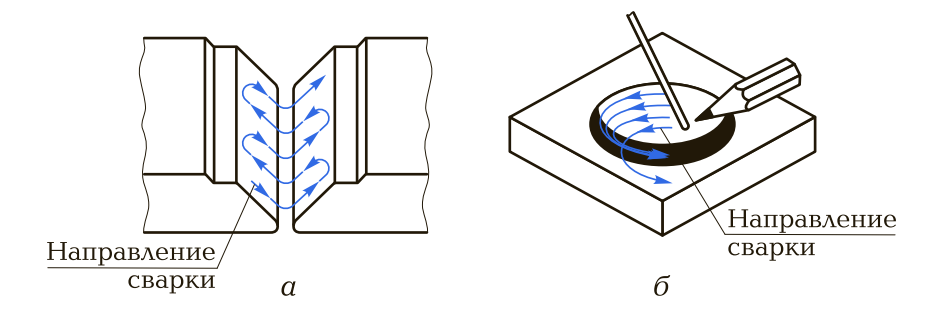
Как правильно сварить чугунные детали на холодную
При соединении не перегревайте околошовную зону (не более 80°С). Делайте частые перерывы между проходами. Используйте многопроходную сварку.
- сначала выполните наплавку по краям фасок;
- затем постепенное заполнение шва;
- после каждого прохода делайте проковку валика по горячему.
Валики выполняйте длиной 40 мм, вразброс для снижения нагрева детали.
Как заварить чугун электросваркой в домашних условиях. Что понадобится:
- источник тока (инвертор);
- электроды 3 мм;
- щетка для зачистки шва;
- молоток для проковки и удаления шлака;
- шарошка или фреза для разделки фасок;
- щиток и перчатки.
- сначала разделка кромок и притупление острых углов;
- затем наплавка по краям фасок;
- далее постепенное заполнение шва.
Делайте проковку каждого валика по горячему. Не спешите, давайте время для остывания детали (нагрев околошовной зоны не более 80°С).
После заполнения сварочного шва, переверните деталь и разделайте кромки с обратной стороны. Выполните сварку, как описано выше. Соблюдая температурный режим и делая проковку каждого валика. По окончанию процесса, по желанию отшлифуйте наплавленную поверхность.
Видео:
Холодной сваркой ремонтируют батареи, тиски, блок цилиндров двигателя и другие конструкции из серого чугуна.
Марки электродов для сварки чугуна
В этой статье, вы можете познакомится с заводскими электродами и самодельными для соединения разных видов чугуна.
Таблица ниже, поможет выставить ток на аппарате для разных диаметров марок электродов:
Значение тока указаны для нижнего положения электрода. Для вертикального положения ток уменьшают на 15-20 А, кроме ЦЧ-2.
В целях экономии, домашние умельцы приноровились выполнять сварку чугуна обычным электродом с медной проволокой. Видео ниже:
Также, медная проволока поможет в сварке чугуна со сталью.
Некоторые умельцы спрашивают, как варить чугун полуавтоматом? На форумах по металлообработке опытные сварщики советуют применять проволоку ПАНЧ 11. Соединение выполняется стежками по 2-5 см с проковкой, без газовой защиты на прямой полярности. Ток 90-110 Ампер в зависимости от толщины металла.
Чем резать чугун
Виды резки делятся на термические и механические. Перечень инструментов и способов:
- Болгарка — простой и доступный способ. Минус: рез происходит по прямой.
- Труборезы хорошо себя зарекомендовали при работе с трубами.
- Сабельная пила.
- Электродом.
- Газокислородная резка — неплохой вариант. Кислородно флюсовая улучшит качество резки чугуна.
- Мобильные установки Терморезак 2М (вес до 5 кг).
- Кислородно-копьевая резка и плазменная.
Как видите, есть из чего выбрать! В бытовых условиях широко применяется болгарка.
Варианты сварки чугуна и их краткие характеристики
В зависимости от требований к прочности и характера повреждений чугунных деталей применяют один из нескольких способов сварки.
Горячая сварка
Горячую сварку применяют в тех случаях, когда необходимо получить высокую обрабатываемость шва и близость его состава и структуры к остальной массе чугуна. Свариваемые части подготавливают, как описано выше, и прогревают до температуры 700°C. При необходимости перед нагревом устраивают форму из материалов, применяемых в литейном деле. Это требуется для сквозных и краевых (отколотых) повреждений. Шлифованные поверхности и резьбы следует защитить глиной.
Горячую сварку применяют для изделий большой массы в тех случаях, когда требуется повышенная прочность. Тепло для ванны получают либо от электрической дуги, либо от газовой горелки. Горячая сварка отличается от других видов самым большим объемом ванны (до 0.5-1 дм. куб.). Это требует устанавливать заготовки только в нижнее положение.
Присадочный материал для горячей сварки – чугунные электроды увеличенного диаметра (от 8 мм и более) или порошковая проволока.
Полугорячая сварка
Полугорячая сварка чугуна производится аналогично описанной выше горячей, но температура предварительного подогрева здесь ниже, около 300-350°C. Это способствует понижению скорости остывания металла после сварки.
При полугорячей сварке меньше степень “отбеливания” чугуна по сравнению с горячим способом, что способствует и меньшей опасности возникновения трещин. Кроме того, требуется меньше энергии на подогрев деталей.
Полугорячую сварку делают малоуглеродистыми стальными электродами с легирующими добавками или автогеном, добавляя для присадки чугунный пруток.
Холодная сварка
Наиболее часто для небольших повреждений применяется холодная сварка. Слово “холодная” здесь означает то, что предварительный подогрев свариваемых частей не производится. Это значительно упрощает процесс, хотя и не позволяет получить качества шва, достижимого при горячем способе. Но для мелких дефектов на ненагруженных деталях – корпусах механизмов, крышках и т. д. – данный способ вполне оправдан.
Для деталей, несущих нагрузку, можно применить усиление шпильками из стали, которые завариваются с внешней стороны и затем закрываются верхним швом. При холодной сварке стремятся как можно меньше нагревать металл и применяют стальные электроды небольшой толщины (3-5 мм). Для снижения нагрева применяют постоянный ток, а электрод подключают к плюсу аппарата (обратная полярность). Материал электродов должен содержать как можно меньше углерода. Но и без этого в шве образуется тонкий слой белого чугуна. Избавиться от него не помогает даже продолжительный отжиг.
Хорошие результаты дает применение никеля или монель-металла (никель 70%, медь 20%) в сварочных электродах, но этот способ дорог. Его следует применять в тех случаях, когда требуется последующее точение, шлифование или фрезерование детали. Но необходимо учесть, что механическая прочность “никелированного” чугуна снижается.
https://youtube.com/watch?v=6BAu6lTSLLs
Способы сварки
Способ сваривания такого металла, как чугун, зависит от того, как его подготовить к процессу. Зависимо от этого различают «холодный» способ (без предварительного подогрева поверхности) и «горячий» (с предварительным нагревом детали).
Холодный способ сварки
Сваривание чугунных деталей холодным способом более простое, но нужно использовать специально предназначенные для этой сварки электроды.
Если пользоваться обычными (стальными) электродами без предварительного нагрева, то в сварном шве образуется металл в виде высокоуглеродистой стали с элементами, входящими в состав чугуна (серы, фосфора, марганца и прочих).
К тому же, такой шов нельзя зачищать, ввиду его высокой способности к растрескиванию. Слишком быстрое остывание приведет к образованию белого чугуна в месте рядом со швом. Металл станет твердым и очень хрупким.
Холодное сваривание проводят электродами небольшого диаметра и на малом токе.
Чаще всего такой способ целесообразно использовать при небольших объемах работ и невозможности сделать подогрев деталей.
Холодную сварку чугунных деталей можно проводить стальным электродом только в том случае, если швы не будут испытывать нагрузки на растяжение. Чаще всего используются медно-никелевые электроды, или же имеющие в своем составе медь и железо.
Горячий способ
Использование такого метода сваривания чугуна более целесообразно в домашних условиях. При подогреве сварочный шов более качественный, так как отсутствую процессы отбеливания металла и его закалки.
Горячий способ может быть местным или общим (частичный прогрев или полностью всей детали).
Для нагревания стоит использовать печь, где деталь будет равномерно прогреваться со всех сторон.
Также различают варианты прогрева в зависимости от температурного показателя
- Горячий — от 500 до 600 градусов.
- Полугорячий — от 300 до 400.
- Теплый — от 150 до 200.
Вся технология заключается в нагревании детали до необходимых температур перед свариванием и медленном охлаждении после завершения процесса.
Нагрев не должен превышать показатель 600-650 градусов. Иначе это приведет к изменению в структуре чугуна. Также нужно соблюдать неспешное нагревание, выдерживая скорость в 150 градусов в час.







Охлаждение тоже происходит неспешно. Лучше всего — поместить деталь в печь, в которой происходило нагревание, где и будет происходить остывание вместе с ней.
Газовая
Нагрев газовой горелкой выполняют медленно для того, чтобы при доведении стыка до жидкого состояния графит успел растворится в жидкой ванне. Его выгорание и выдувание приведет к отбеливанию, а значит повышения хрупкости стыка.
Горелку держат на большем расстоянии, чем при сварке сталей, чтобы получить равномерный прогрев по возможности большей поверхности.

Для присадки используют сварочные прутки из чугуна. По мере расплавления их вводят в свариваемую зону, распределяя колебательными или спиральными движениями.
При работе с легированными чугунами, в состав присадок вводят аналогичные добавки (из простых — нержавейка).
Электроды для сварки чугуна
Вне зависимости от вида применяемых электродов, как описывалось выше сваривание чугуна может производится, как в горячем, так и холодном режимах. Весь вопрос в том, что некоторые виды электродов позволяют сделать сваривание на холодную с более менее удовлетворительным результатом, другие дают хорошие результаты исключительно при сваривании с предварительным нагревом и последующим постепенным охлаждением.
Специальные электроды для холодной сварки
Такие электроды отличаются содержанием в своём составе цветного металла — никеля или меди. Никель отличается свойством хорошей растворяемости в железе при этом он не образует соединений с углеродом в виде карбидов. В результате использования никелевых электродов шов имеет малую твердость хорошо подаётся обработке и не имеет трещин. Кроме этого в зоне сварки практически отсутствует эффект отбеливания, а сам метал имеет повышенную вязкость.
Медь также не вступает в соединение с углеродом, но в отличии от никеля не растворяется в железе. Шов при использовании медесодержащих электродов получается неоднородным с включением твердого углеродистого железа.
Среди массы марок специальных электродов можно выделить три основных типа:
- Никелевые и железно-никелевые, содержащие до 90% никеля марок ОЗЖН-1, ОЗЖ-3, ОЗЖ-4
- Медно-железные, в виде медных прутков с обмазкой в составе с железным порошком марок ОЗЧ-6, ОЗЧ-2
- Железно-медно-никелевые марок МНЧ-2
На рынке также присутствуют импортные аналоги специальных электродов для сварки чугуна.
Используя данный тип электродов нужно иметь виду, что работают сваркой в режиме обратной полярности. Сваривание нужно осуществлять короткими швами без глубокой проплавки металла. В промежутке между укладкой коротких швов нужно делать перерывы для остывания зоны сваривания до температуры 50°С. Укладку шва можно проводить как в нижнем, так и в вертикальном положениях.
Самодельные электроды для сварки чугуна
В случаях отсутствия фабричных специальных электродов можно изготовить самостоятельно аналог. Для этого используют медную проволоку марок М2, М3 с диаметром сечения 3-5 мм. Обмазку для самодельного электрода проще изготовить из готового покрытия фабричного стального электрода.
Так для работы на постоянном токе подойдёт покрытие с электродов марки УОНИ 13/55 или ОЗС-2, для работы на переменном токе подойдёт покрытие электродов АНО-4, АНО-5. Измельчённое покрытие электродов смешивают в пропорции 1:1 с железной стружкой или порошком. Полученный состав замешивают на жидком стекле и после предварительной зачистки и обезжиривании медной проволоки, полученную обмазку наносят погружением заготовок в приготовленный раствор. Толщина слоя покрытия должна быть в пределах 1.5-2 мм. В заключении после вертикальной сушки на воздухе изготовленные электроды прокаливают в сушильном шкафе, плите или духовке при температуре 200-250°С. Порядок применения таких электродов не отличается от фабричных специальных электродов.
Чугунные электроды
Данный вид материала используется для устранения дефектов в чугунном литье. Электроды выполнены в виде литых чугунных прутков покрытых специальной обмазкой. В состав покрытия ОЧМ-1 входит: мел-25%, графит — 41%, полевой шпат – 25%, ферромарганец – 9%. В дополнение в состав может входить термит обеспечивающий замедление остывания шва. Лучше производить сваривание на постоянном токе, в крайнем случае допускается использование переменного тока, силу которого подбирают из расчета 50-60А на 1мм чугунного электрода.
Больше данный метод сварки распространён в технологических процессах литейного производства чугуна. При сваривании на холодную чугунными электродами шов получает неоднородную структуру и в результате быстрого охлаждения зона нагрева подвержена отбеливанию. Лучшие результаты в качестве шва можно получить при нагреве детали до полугорячего значения 300-400°С.
Неплавящиеся электроды
Для сваривания чугуна могут использоваться вольфрамовые, угольные или графитные электроды, используемые для наплавки. В качестве припоя используют чугунные прутки или специальные присадочные материалы, содержащие никель, медь, алюминий. При сваривании зона формирования шва защищается флюсом – бурой или инертным газом аргоном. Наиболее часты в применении вольфрамовые электроды с никелевым припоем на переменном токе с защитной зоной из аргона.





