СТАНКИ ТРУБОНАРЕЗНЫЕ ЧПУ С ГОРИЗОНТАЛЬНОЙ СТАНИНОЙ И ПРОГРАММНЫМ УПРАВЛЕНИЕМ CNC



Программный станок с УЧПУ с горизонтальной компоновкой по программе производит высококачественное и скоростное изготовление резьб всех типов в соответствии с ГОСТ .
Станок трубонарезной оснащен современной системой ЧПУ FANUC OI-TD , OI-MATE , SIEMENS 828 или NC-210 / 301 . В качестве резцедержателя используется 4-х позиционная автоматическая резцедержка с вертикальной осью или 6 / 8 позиционная резцедержка с горизонтальной осью вращения . Нарезание резьбы производится резцами со сменной пластинкой типа “SANDVIK” .
По специальному заказу станок может оснащяться фрезерным шпинделем , что превращает станок в токарно-фрезерный трубонарезной обрабатывающий центр с ЧПУ.

Трубонарезной станок с ЧПУ имеет литую чугунную станину с направляющими скольжения ( для мощных станков ) или направляющие качения ( для скоростных станков небольшого диаметра ) . При использовании направляющих скольжения на подвижные части станка наносится специальный антифрикционный материал TURCIT-B для уменьшения трения и снижения эффекта прилипания на малых подачах . На приводах подач применены высокоточные шлифованные ШВП с двойной гайкой . Опоры ШВП оснащены радиально-упорными подшипниками высоког
о класса . Сервомоторы присоединяются через пружинные муфты непосредственно к ШВП или через ременную зубчатую передачу ( для станков низкой точности ) . Система смазки централизованная. Поперечные направляющие защены рулонной защитой от СОЖ и стружки . Пульт управления станком выполнен на подвижном кронштейне для удобства токаря . Защита зоны резания кабинетная с подвижной дверью или полуоткрытая .
| Диаметр проходного отверстия в шпинделе : | 150 мм , 200 мм , 250 мм , 300 мм , 400 мм , 500 мм |
| РМЦ – расстояние между центрами | 1000мм , 2000мм , 3000мм , 4000мм , 5000 мм , 6000мм , 8000мм |


Станки по заказу могут быть оснащены : конвейер стружки пластинчатого типа для удаления стружки , система подачи СОЖ большой производительности , ограждение рабочей зоны , 3-х цветный сигнальный семафор .
Сведения о производителе токарно-винторезного станка 163
Производитель токарного станка модели 163 — Рязанский станкостроительный завод РСЗ, основанный в 1949 году.
Свой первый станок Рязанский станкостроительный завод выпустил 21 февраля 1949 года — это был токарно-винторезный станок 164 серии. В течение короткого времени заводом были запущены в призводство еще три серии токарных станков — 166, 165 в 1953 году, 163 в 1956 году.
По мере совершенствования конструкции станков завод выпускал все более современные модели — 1М63, 1М63Б, 1М63БФ101, 1М63Н, 16К30, 1А64, 16К40, 1М65, 1Н65.
На основе универсальных токарных станков Рязанским станкостроительным заводом был освоен выпуск токарных станков с ЧПУ — 16К30Ф3, 16М30Ф3, 16К40РФ3, 16Р50Ф3 и др.
Также заводом освоен выпуск современных токарных обрабатывающих центров с числом координат от 4 до 8, токарных станков с ЧПУ наклонной 1П756ДФ3 и горизонтальной компоновок, трубообрабатывающих станков 1А983, 1Н983 — для обработки концов труб диаметром до 460 мм, колесотокарных, вальцетокарных, станков для обработки глубоких отверстий и др.
Станки, выпускаемые Рязанским станкостроительным заводом РСЗ
- 1А64 станок токарно-винторезный универсальный Ø 800
- 1А983 станок трубонарезной Ø 800
- 1М63 станок токарно-винторезный универсальный Ø 630
- 1М63Б, 1М63БГ станок токарно-винторезный повышенной мощности Ø 630
- 1М63БФ101 станок токарно-винторезный с УЦИ Ø 630
- 1М63МФ101 станок токарно-винторезный с УЦИ Ø 630
- 1М63Ф101 станок токарно-винторезный с УЦИ Ø 630
- 1М63Н станок токарно-винторезный универсальный Ø 630
- 1М65 станок токарно-винторезный универсальный Ø 1000
- 1Н65 станок токарно-винторезный универсальный Ø 1000
- 1Н983 станок трубонарезной Ø 830
- 1П756ДФ3 станок токарный с ЧПУ Ø 630
- 16К30Ф3 станок токарный с ЧПУ Ø 630
- 16К30 станок токарно-винторезный универсальный Ø 630
- 16К40 станок токарно-винторезный универсальный Ø 800
- 16М30Ф3 станок токарный с ЧПУ Ø 630
- 16Р25П станок токарно-винторезный повышенной точности Ø 500
- 163 станок токарно-винторезный универсальный Ø 630
- 165 станок токарно-винторезный универсальный Ø 1000
- ДИП-300 станок токарно-винторезный универсальный Ø 630
- ДИП-400 станок токарно-винторезный универсальный Ø 800
- ДИП-500 станок токарно-винторезный универсальный Ø 1000
- ТНП-111 станок токарный настольный Ø 150
История токарно-винторезного станка 163
В 1930 году на Московском станкостроительном было принято решение о разработке нового станка токарного, стандартного, сокращенно ТС. Несколько позже его переименовали в ДИП-200 – Догоним И Перегоним , по главному лозунгу первой пятилетки, где 200 — высота центров над станиной. В качестве прототипа был избран токарно-винторезный станокнемецкой фирмы VDF. В апреле 1932 года началась подготовка выпуска первой партии станков ДИП-200.25 апреля 1932 года был собран и опробован первый советский универсальный токарно-винторезный станок с коробкой скоростей — ДИП-200. К концу 1932 года было выпущено 25 ДИПов.
В 1934
году на Московском станкостроительном осваивается выпуск тяжелых универсальных токарно-винторезных станков станков ДИП-300, ДИП-400, ДИП-500.
В 1944
году производство этих станков было передано наРязанский станкостроительный завод РСЗ. В 1956
году запущена в производство первая модель 163-й серии — 163 – РМЦ 1400, 2800.
В 1968
году запущено в производство следующее поколение серии — модель 1м63, 1м63Б.
С 1973
года начало серийного выпуска токарных станков: 16К30, 16К30Ф3, 1М63Бф101, 16М30Ф3, 1П756ДФ3.
Станки 163 серии производились, также, в Тбилиси — 1Д63А, 1М63Д, 1М63ДФ101.
В 1992
году начало серийного выпуска последней модели 163 серии 1М63Н.
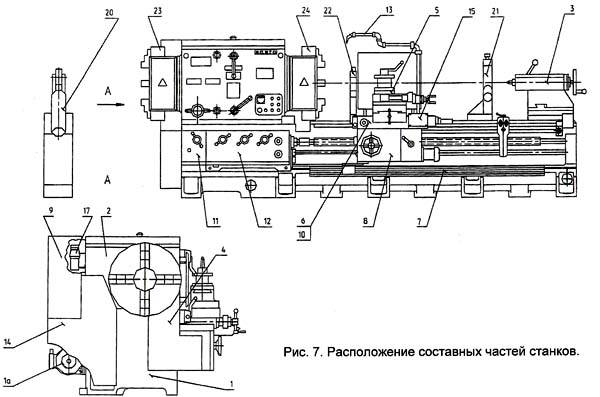
Расположение органов управления трубонарезным станком 1А983
Расположение органов управления трубонарезным станком 1А983
Пульт трубонарезного станка CА983
Пульт передней бабки трубонарезного станка 1А983
Пульт каретки суппорта трубонарезного станка 1А983
Перечень органов управления станком 1А983 и их назначение
Рукоятка для включения механизма зажима левого и правого патрона Рукоятка настройки шпинделя на необходимое число оборотов Рукоятка настройки шпинделя на необходимое число оборотов Пульт передней бабкиАмперметр Кнопка «Главный привод – вперед» Кнопка «Главный привод – назад» Кнопка «Шпиндель – толчок» Кнопка «Патрон – разжим – разжато» Кнопка «Шпиндель – стоп» Кнопка «Патрон – зажим – зажато» Кнопка «Шпиндель – пуск» Кнопка «Общий стоп»
Кран для подачи охлаждающей жидкости
Пульт на кареткеПереключатель «Выбор режима работы» (цикл резьбонарезания – ручной режим) Светодиод «Контроль левого положения каретки» Светодиод «Контроль правого положения каретки» Светодиод «Исходное положение резца» Светодиод «Аварийная зона» Светодиод «Контроль засорения фильтра на гидропанели» Переключатель «Управление охлаждением» Переключатель «Освещение станка» Переключатель «Подача А – подача В» Переключатель «Управление кареткой и суппортом» (каретка влево – каретка стоп – каретка – вправо; суппорт вперед – суппорт назад; ускоренный ход) Кнопка «Стоп цикла» Кнопка «Пуск цикла» Переключатель «Выбор цикла» (цикл непрерывный – цикл одиночный) Переключатель вида резьб в цикле резьбонарезания (наружная-внутренняя) (правая-левая) Кнопка «Резцедержка вперед» Кнопка «Резцедержка назад» Кнопка «Стоп шпинделя» Кнопка «Пуск шпинделя» Кнопка «Общий стоп»
Ручное перемещение резцовых салазок Крепление пиноли задней бабки Ручное перемещение пиноли Поворот и крепление резцовой головки Ручное перемещение поперечных салазок Ручное продольное перемещение каретки с суппортом Включение маточной гайки Настройка цикла резьбонарезания (командоаппарат)Светодиод «Аварийная зона» Светодиод «Контроль левого положения каретки» Светодиод «Контроль правого положения каретки»
Валик перемещения задней бабкиРукоятка настройки на величину шага резьбы и отключения вращения ходового винта (Рукоятка переключения на резьбу и подачу и настройки на величину подачи и шага резьбы) Рукоятка настройки на величину подачи шага и резьбы (Рукоятка настройки на величину подачи шага и резьбы) Рукоятка выбора типа резьбы, величины подачи и включения ходового винта напрямую (Рукоятка выбора типа резьбы) Рукоятка выбора величины подачи и шага резьбы (Рукоятка настройки на величину подачи и шага резьбы) Рукоятка настройки на величину подачи и шага резьбы Настройка люнета-поддержки Таблица «Сцепить гайку с винтом» Таблица «Расцепить гайку с винтом» Таблица «Осторожно! Электрическое «напряжение» Таблица «Знак заземления» Таблица подач Таблица резьб Таблица «Осторожно! Прочие опасности» Прихваты сцепления задней бабки с суппортом Таблица «Ходовой валик» Рукоятка настройки люнета подвижного Настройка люнета неподвижного Рукоятка для открытия верхней части люнета неподвижного
Рязанский завод “СтанкоЦентр” (РСЗ “СтанкоЦентр”)
Каждый станок, произведённый на нашем заводе, имеет уникальный серийный номер.
В нашем производстве используются толькооригинальные заводские запчасти и комплектующие.
Мы никому не передаём конструкторскую документацию на продукцию нашего завода.
Все лучшие уникальные специалисты по рязанским станкам работают только на нашем заводе.
Невозможно произвести новый станок или качественный заводской капитальный ремонт на непрофильных предприятиях и заводах.
Во избежание недоразумений с качеством закупаемых станков приобретайте продукцию нашего завода только с нашего склада.
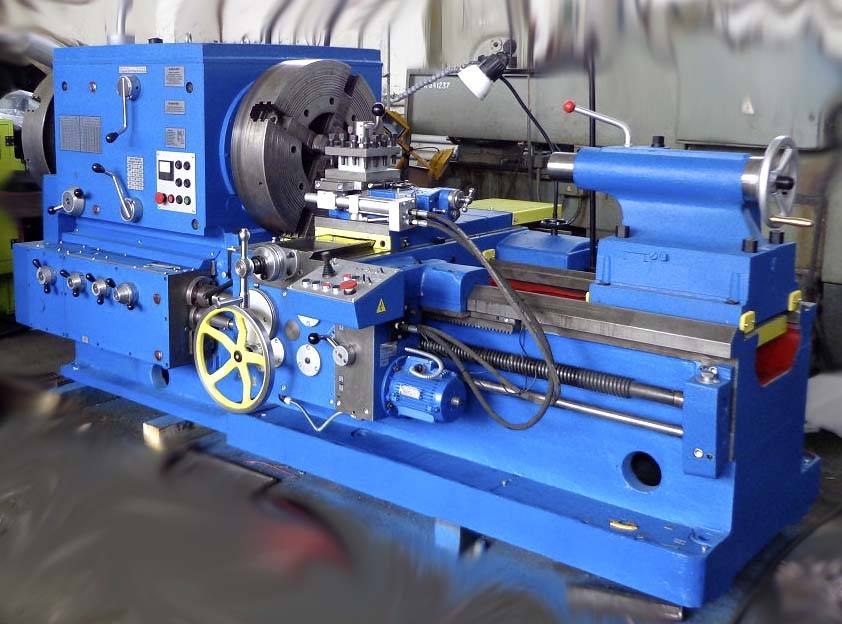
УНИВЕРСАЛЬНЫЕ ТРУБОНАРЕЗНЫЕ СТАНКИ ТРУБОРЕЗЫ аналоги 1н983 ,1м983 , 1а983
| диаметр отверстия в шпинделе | 140 мм | 150 мм | 180 мм | 200 мм | 240 мм | 250 мм | 280 мм | 300 мм | 310 мм | 340 мм | 400 мм | 500 мм |
| макс. диаметр устанавливаемой детали над станиной | 700 мм , 1000 мм ,1200 мм , 1400 мм . | |||||||||||
| РМЦ – расстояние между центрами | длина изделия устанавливаемого и обрабатываемого в центрах – 750 мм ,1000 мм ,1500 мм , 2000 мм , 3000 мм, 4000 мм , 5000 мм , 6000 мм , 8000 мм . |
Опции: дисковый тормоз шпинделя , устройство позиционирования шпинделя , фрезерный шпиндель , шлифовальная головка , добавочный суппорт , конусная линейка для точения протяженных конусов , механизированный двойной ( правый / левый ) патрон , средства механизации – рольганг , автоматическая загрузка / выгрузка , подвижный люнет , неподвижный люнет , отдельно стоящий люнет , открытый люнет- поддержка .


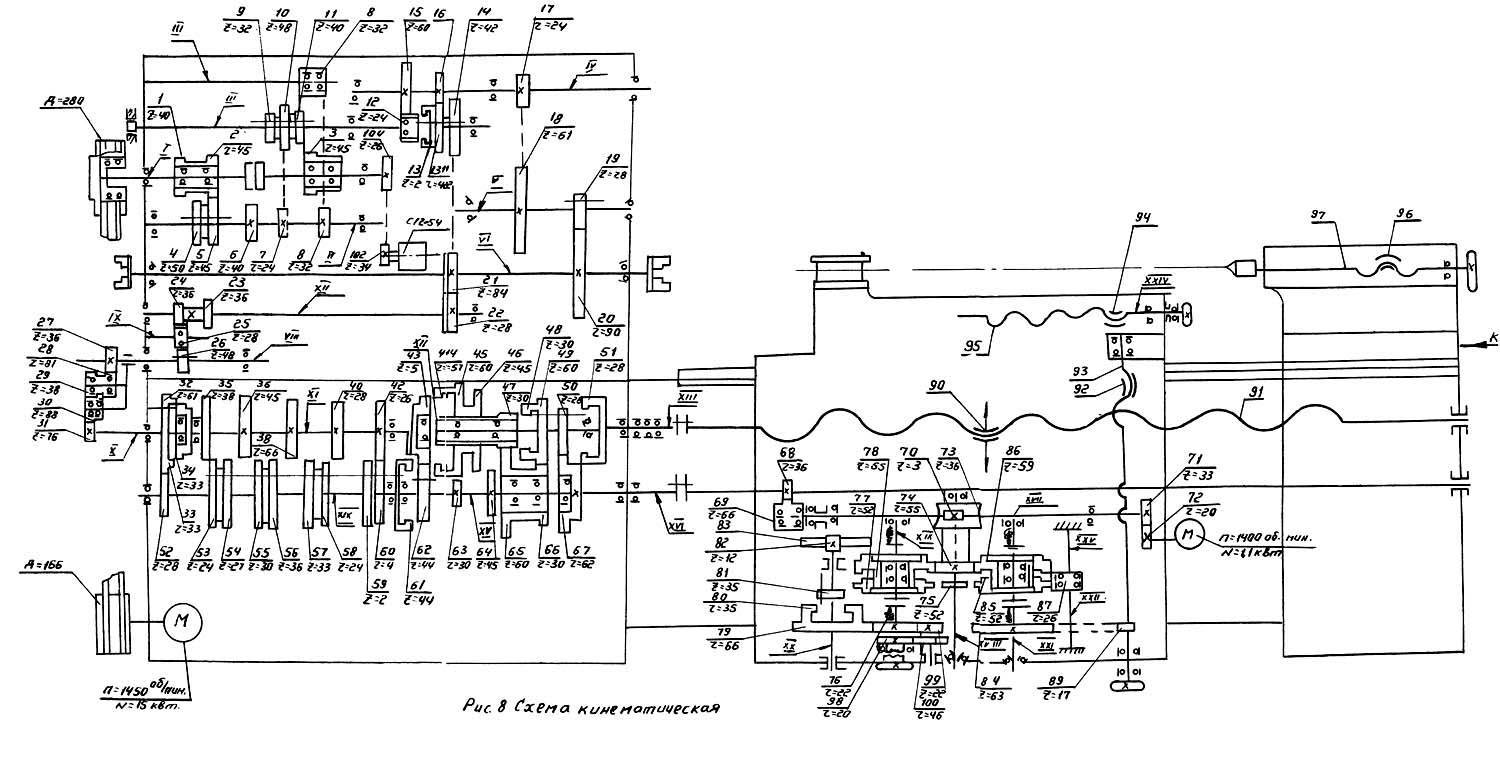
ОПИСАНИЕ УНИВЕРСАЛЬНОГО ТРУБОНАРЕЗНОГО СТАНКА

Станки построены на базе токарно-винторезного станка с ручным управлением с задней бабкой . Станок имеет проходное (сквозное ) отверстие шпинделя увеличенного диаметра .Станок имеет литую станину из высококачественного чугуна с широкими направляющими – что снижает вибрацию станка и дробление в тяжелых режимах токарной обработки. Шпиндель установлен на больших усиленных подшипниках для обработки тяжелых труб большой длинны. Передняя шпиндельная бабка имеет рукоятки переключения скоростей вращения шпинделя . Коробка скоростей имеет шлифованные шестерни со сниженным шумом при работе . К переднему и заднему концу шпинделя на коническую посадку устанавливаются 4-х кулачковые патроны . Шпиндельная бабка имеет регулировку для выставления конусности . От коробки скоростей кинематическая цепь передается через сменные гитарные шестерни . Коробка подач обеспечивает минимальную и максимальную подачу и все типы резьб . От коробки подач вращение на суппорт передается через ходовой вал или через резьбовой винт . Фартук станка оснащен рукоятками выбора направления подачи и рукоятку зажима маточной гайки . Верхние салазки предназначены для ручной дополнительной продольной подачи . Поперечный винт ( по отдельному заказу ) для увеличения точности может быть заменен на безлюфтовую ШВП . Коническая линейка , установленная сзади плота суппорта , устанавливает угол нарезания конуса . Задняя бабка с ручным перемещением по станине , имеет выдвижную пиноль с фиксацией – пиноль выдвигается вручную вращением маховичка . С помощью задней бабки можно производить сверление отверстий в заготовке.







На универсальных трубонарезных станках используются 3 типа привода отводов резцедержателя для ручных станков :
- механический – аналог станка 1н983 , 1м983.
- пневматический отскок резца – используется на импортных станках .
- гидроотскок резцедержки – п/а аналог станка полуавтомата 1а983 с гидроотскоком. В п/а цикл нарезки резьбы автоматизирован – система управления станка производит на заданной длине нарезку резьбы и отвод резца при обратном ходе .
Технические характеристики трубонарезного станка 1М983
| Наименование параметра | 1Н983 | 1А983 | 1М983 |
| Основные параметры | |||
| Класс точности по ГОСТ 8-82 | Н | Н | Н |
| Диаметр обрабатываемой трубы, мм | 70..260 | 73..299 | 73..299 |
| Длина обрабатываемой трубы, мм | 6000 | ||
| Наибольший диаметр заготовки над станиной, мм | 830 | 800 | 800 |
| Наибольший диаметр заготовки над суппортом, мм | 450 | 450 | |
| Межцентровое расстояние (РМЦ), мм | 1000, 2000, 3000, 4000 | ||
| Высота центров, мм | 400 | 400 | |
| Наибольшая длина точения без конусной линейки, мм | 800 | 1000, 2000, 3000, 4000 | 800 |
| Наибольшая длина точения с конусной линейкой, мм | 420 | 500 | 420 |
| Длина конусной линейки, мм | 660 | ||
| Наибольшая масса устанавливаемой заготовки в центрах, кг | 5000 | 5000 | |
| Наибольшая масса устанавливаемой заготовки в патроне, кг | 2000 | 2000 | |
| Шпиндель | |||
| Диаметр сквозного отверстия в шпинделе, мм | 300 | 310 | 310 |
| Число ступеней частот прямого вращения шпинделя | 12 | 12 | 12 |
| Частота прямого вращения шпинделя, об/мин | 8..355 | 8..355 | 8..355 |
| Число ступеней частот обратного вращения шпинделя | 12 | 12 | 12 |
| Частота обратного вращения шпинделя, об/мин | |||
| Наибольший крутящий момент на шпинделе, кНм | 3 | 3 | 3 ± 0,5 |
| Наличие механизированного зажима кулачков патрона | да | да | да |
| Подачи | |||
| Наибольшая длина хода каретки суппорта, мм | 800 | 1000 | 800 |
| Наибольший поперечный ход суппорта, мм | 500 | 500 | 500 |
| Цена деления лимба при поперечном перемещении суппорта, мм | 0,05 | 0,05 | 0,05 |
| Перемещение суппорта за один оборот лимба при поперечном перемещении суппорта, мм | 5 | 5 | 5 |
| Перемещение суппорта за один оборот лимба при продольном перемещении суппорта, мм | 300 | 300 | 300 |
| Число ступеней продольных и поперечных подач | 32 | ||
| Пределы рабочих подач продольных, мм/об | 0,064..1,025 | 0,06..2,0 | 0,06..2,0 |
| Пределы рабочих подач поперечных, мм/об | 0,031..0,0458 | 0,028..0,936 | 0,028..0,936 |
| Скорость быстрых перемещений суппорта, продольных/ поперечных, м/мин | 3,6/ 1,3 | 5,3/ 2,2 | 5,3/ 2,2 |
| Количество нарезаемых резьб метрических | |||
| Пределы шагов нарезаемых резьб метрических, мм | 1..12 | 1..28 | 1..28 |
| Количество нарезаемых резьб дюймовых | |||
| Пределы шагов нарезаемых резьб дюймовых | 24..2 | 28..2 | 28..2 |
| Наибольшее усилие резания в продольном направлении, кН | 15 | 6,8 | |
| Наибольшее усилие резания в поперечном направлении, кН | 13 | 3,7 | |
| Наличие гидроотскока | да | да | да |
| Резцовые салазки | |||
| Наибольшее перемещение резцовых салазок, мм | 220 | 220 | 220 |
| Наибольшая высота резцов, мм | 32 х 32 | 32 х 32 | 32 х 32 |
| Наибольший угол поворота резцовых салазок, град | ±90° | ±90° | ±90° |
| Цена деления лимба, мм | 0,05 | 0,05 | 0,05 |
| Задняя бабка | |||
| Наибольшее перемещение пиноли, мм | 240 | 240 | 240 |
| Внутренний конус пиноли | Морзе 5 | Морзе 5 | Морзе 5 |
| Наибольшее поперечное перемещение задней бабки, мм | ±10 | ±10 | ±10 |
| Электрооборудование | |||
| Количество электродвигателей на станке | 5 | 5 | 5 |
| Электродвигатель главного привода, кВт (об/мин) | 14,5 | 16 (940) | 16 (940) |
| Электродвигатель быстрых перемещений суппорта, кВт (об/мин) | 1,1 (1420) | 1,1 (1420) | 1,1 (1420) |
| Электродвигатель зажима изделия, кВт (об/мин) | 2 (900) | 2 (900) | 2 (900) |
| Электродвигатель смазки коробки скоростей, кВт (об/мин) | 0,27 (1450) | 0,27 (1450) | 0,27 (1450) |
| Электродвигатель насоса охлаждения, кВт (об/мин) | 0,125 (2800) | 0,125 (2800) | 0,125 (2800) |
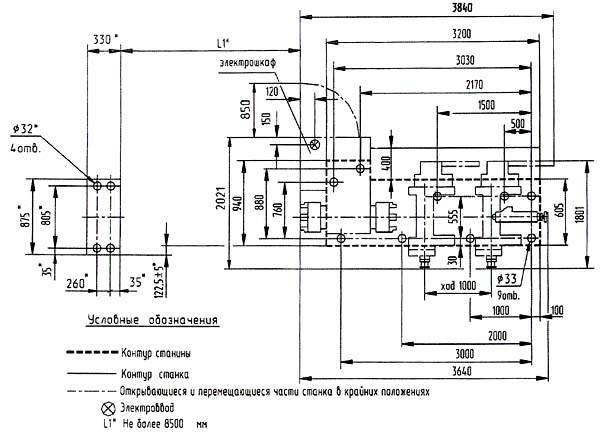
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 3930 х 1860 х 1525 | 3640 х 2021 х 1675 | 3600 х 1910 х 1565 |
| Масса станка, кг | 9050 | 10300 | 9100 |
Список литературы:
Станки трубонарезные 1М983, 1М983Ф101. Руководство по эксплуатации 1М983.00.000 РЭ, 1983
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки, 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики станков токарной группы
- Выбор подходящего станка для металлообработки
- Многозаходная резьба. Способы нарезания многозаходных резьб на токарном станке
- Графические знаки для токарных станков
- Фрикционная муфта токарно-винторезного станка
- Технология ремонта токарного станка. Ремонт направляющих станины и суппорта
- Технология ремонта токарного станка. Ремонт передней и задней бабки
- Ремонт шпинделя токарного станка
- Методика проверки и испытания токарно-винторезных станков на точность
- Справочник токарных станков
- Заводы производители токарных станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Расположение органов управления токарно-винторезным станком 16Б20П
Расположение органов управления токарно-винторезным станком 16Б20п

Перечень органов управления токарно-винторезного станка 16Б20П
- Рукоятка установки чисел оборотов шпинделя
- Рукоятка установки чисел оборотов шпинделя
- Рукоятка установки нормального и увеличенного шага и деления на многозаходные резьбы
- Рукоятка установки правой или левой резьбы
- Рукоятка выбора типа резьбы и вида работы (нарезание резьбы или подача)
- Рукоятка установки величины подачи или резьбы
- Рукоятка установки величины подачи или резьбы
- Маховичок ручного продольного перемещения каретки суппорта
- Рукоятка включения и выключения гайки ходового винта
- Маховичок зажима лимба продольной подачи
- Кнопка вывода реечной шестерни из зацепления при нарезании резьб
- Рукоятка поперечного перемещения суппорта
- Кнопка включения механического перемещения верхнего суппорта (резцовых салазок)
- Рукоятка зажима от проворота ходового винта для перемещения верхнего суппорта (резцовых салазок)
- Рукоятка подачи верхнего суппорта (резцовых салазок)
- Рукоятка поворота, индексации и зажима резцовой головки
- Рукоятка включения, останова и реверса шпинделя
- Мнемоническая рукоятка суппортной группы
- Кнопка ускоренного перемещения фартука и суппорта
- Рукоятка зажима пиноли задней бабки
- Рукоятка зажима задней бабки на направляющих станины
- Маховичок перемещения пиноли задней бабки
- Кнопка включения ходового винта напрямую
- Выключатель сети питания
- Кнопка включения электродвигателя на I скорость
- Кнопка включения электродвигателя на II скорость
- Кнопочная станция пуска и останова главного электродвигателя
- Выключатель подачи и резьбы
- Выключатель насоса СОЖ
- Амперметр главного электродвигателя
- Стоп станка
- Толчок
- Левая рукоятка включения, останова и реверса шпинделя
Перечень составных частей токарно-винторезного станка 16Б20П
- Станина РМЦ 1400 мм — 16Б20П-010
- Станина РМЦ 1000 мм — 16Б20П-011
- Станина РМЦ 710 мм — 16Б20П-012
- Ножка левая — 16Б20П-013
- Ножка правая — 16Б20П-014
- Шпиндельная бабка — 16Б20П-020 (опоры подшипников «Гамет»)
- Коробка скоростей — 16Б20П-024
- Задняя бабка — 16Б20П-030
- Суппорт с механической подачей — 16Б20П-040
- Суппорт без механической подачи — 16Б20П-044 (только для станка с РМЦ 1400 мм)
- Резцедержатель — 16Б20П-043
- Каретка с механической подачей — 16Б20П-050
- Каретка без механической подачи — 16Б20П-051 (только для станка с РМЦ 1400 мм)
- Фартук — 16Б20П-060
- Коробка подач — 16Б20П-070
- Коробка передач — 16Б20П-080
- Таблица настройки сменных шестерен (гитары) — 16Б20П-081
- Патрон поводковый — 16Б20П-090
- Фланец переходной к трех-кулачковому патрону Ø250 мм — 16Б20П-095
- Инструмент
- Привод быстрого хода
- Ходовой винт РМЦ 1400 мм — 16Б20П-152
- Ходовой винт РМЦ 1000 мм — 16Б20П-153
- Ходовой винт РМЦ 710 мм — 16Б20П-154
- Шкивы главного привода — 16Б20П-160 (только для станка с РМЦ 710 и 1400, Nшп = 16..1600)
- Шкивы главного привода — 16Б20П-161 (только для станка с РМЦ 1400, Nшп = 12,5..1250)
- Шкивы главного привода — 16Б20П-162 (только для станка с Nшп = 20..2000)
- Шкивы главного привода — 16Б20П-163 (только для станка с РМЦ 1000, с Nшп = 16..1600)
- Электрооборудование — 16Б20П-180
- Таблица чисел оборотов и подач — 16Б20П-225 (для станка с Nшп = 16..1600)
- Таблица чисел оборотов и подач — 16Б20П-226 (для станка с РМЦ 1400, Nшп = 12,5..1250)
- Таблица чисел оборотов и подач — 16Б20П-227 (для станка с Nшп = 20..2000)
- Смазка централизованная — 16Б20П-240
- Охлаждение — 16Б20П-250
- Охлаждение — 16Б20П-261
- Лимбы и механизм отключения рукоятки переднего винта — 16Б20П-52
- Левая рукоятка управления шпинделем — 16Б20П-071
Паспорт на трубонарезной станок 1Н983
Паспорта станков продаюДокументация на токарные, сверлильные, расточные, зубо-резьбообрабатывающие, фрезерные, долбежные, строгальные, протяжные, электроискровые, электропрошивочные, электроэррозионные, деревообрабатывающие станки, кузнечнопрессовое, термическое, грузоподъемное, сварочное, испытательное оборудование, документация к компрессорам и гидроагрегатам …
Цена договорнаяВ наличии
Продам паспорта станковТокарные: 1А416; 1А616;1А625; 1А95; 1Б240-6; 1Н65; 1Н983; 16Б25ПСп; 16Д20; ФТ-11; ФТ-11Ф1… Токарно-карусельные: 1512; 1516; 1525; 1525Ф1; 1531М; 1541…Сверлильные: 2А55; 2Е52; 2К522; 2Л53У; 2М55; 2Н55; 2Н57; 2Н135; 2532Л… Расточные: 2А450; 2А78; 2А614-1; 2А430; 2В440А; 2Е440А; 2Е450А; 2Н637ГФ1; 2М614Г; 2У430; 2431; 2431С; …
Цена договорнаяВ наличии
Паспорта на станки!Любая техническая литература: руководства по эксплуатации,руководства по электрооборудованию, схемы принципиальные, материалыпо быстроизнашивающимся и запасным деталям, УЦИ, ЧПУ, привода имногое другое.Цены приятно удивят!
Цена договорнаяВ наличии
Паспорт на станок!Наша компания предлагает технические паспорта на станки различных групп и моделей, в том числе редких и уникальных. Широкий ассортимент документации позволяет нам удовлетворять любые запросы клиентов. Сотрудники компании предоставят информацию о технических характеристиках оборудования, комплектации, заводах-изготовителях, ценах на …










Цена договорнаяВ наличии
Продаем паспорта к станкам (оборудованию)Продаем паспорта, документацию, электросхемы к станкам, оборудованиюВ наличии множество документации к металлорежущим станкам.Документация от фрезерных, токарный, винторезных, углошлифовальных и других станков, а так же от прессов, гильотин, ножниц, вальцов и другого оборудования.Мы так же продаем и покупаем станки б.у. и …
Цена договорнаяВ наличии
Паспорта на станки и кпо!Продаем и покупаем на постоянной основе!Найдем любой под заказ!В наличии более 3000 наименований моделей паспортов на станки и КПО!
Цена договорнаяВ наличии
Технические паспорта к станкам и прессам!Продаем паспорта к станкам, КПО, электрическим и электронным устройствам промышленного назначения; продажа оборудования.Свыше 1600 наименований паспортов,крупноформатное сканирование электросхем! У нас быстро и качественно!Паспорт …
Цена договорнаяВ наличии
Паспорта на станки, документация на станки.Компания “ТехДокумент” реализует паспорта, техническую документацию на следующее металлообрабатывающее оборудование: – Станки токарные – Станки сверлильные и расточные – Станки шлифовальные, заточные, полировальные, доводочные – Станки электроэрозионные – Станки зубообрабатывающие, резьбообрабатывающие – …
Цена договорнаяВ наличии
Суппорт
С помощью суппорта инструмент может передвигаться вдоль и поперёк станины. Вдоль его движение происходит по направляющим станины, поперёк — резцедержатель двигается по направляющим каретки. Эти движения совершают вручную или при включении механической подачи.
Для получения конических поверхностей на трубе используют кронштейн, с закреплённой на нём конусной линейкой. Кронштейн закреплён на каретке и имеет пазы для перемещения салазок. Конусная линейка задаёт нужный угол. По ней движется ползушка, связанная тягой с кронштейном. Результатом этого изменяется поперечная подача суппорта. Конусную линейку также используют для нарезания конических резьб.
Для приведения в движение суппорта используют набор шестерён, размещённых внутри фартука. Движение суппорту задают ходовые винт и вал. Для нарезания резьбы используют ходовой винт. При включении ходового вала получают ускоренный ход суппорта.