

Свойства
Технологические

- Температура обработки давлением: начальный показатель — 1260, конечный — 750. Заготовки, имеющие сечение размером 200 мм, остывают при комфортной температуре 22–20 °C, сечением 202–710 мм получают отжиг низкими температурами.
- Обработка резанием — Kv тв.спл = 1,3 и Kv б.ст = 1,7 в горячекатаном положении имеет НВ 131 σв = 460 мегапаскаль.
- Склонность стали к поражению флокенами (дефекты внутри) — малочувствительна. Снижение пластичности закаленной легированной стали — не склонна.
Физические
Число теплопроводности, количество теплоты, проходящей в течение единицы времени через единицу вещества при температуре по Цельсию:
| Сталь | Двадцать | Сто | Двести | Триста | Четыреста | Пятьсот | Шестьсот | Семьсот | Восемьсот | Девятьсот |
| 20Х | 216 | 214 | 198 | 192 | 181 | 173 | 165 | 142 | 133 | — |
Число расширения при воздействии теплом, температура опытов по Цельсию:
| 20–100 | 20–200 | 20–300 | 20–400 | 20–500 | 20–600 | 20–700 | 20–800 | 20–900 | 20–1000 |
| 11,5 | 11,9 | 13,4 | 13,8 | 13,9 | 15,0 | — | — | — | — |
Отношение теплоёмкости к массе джоуль / (килограмм × кельвин), температура в градусах Цельсия:
| 20–100 | 20–200 | 20–300 | 20–400 | 20–500 | 20–600 | 20–700 | 20–800 | 20–900 | 20–1000 |
| 496 | 507 | 524 | 536 | 566 | 587 | 625 | 706 | — | — |
Число нормативной силы пластичности, упругости Е, гигапаскаль, температура в градусах Цельсия:
| Сталь | Двадцать | Сто | Двести | Триста | Четыреста | Пятьсот | Шестьсот | Семьсот | Восемьсот | Девятьсот |
| 20Х | 215 | 212 | 197 | 194 | 180 | 170 | 164 | 142 | 132 | — |
Модуль мощи пластичности с дисбалансом на вращение G, гигапаскаль, температура в градусах Цельсия:
| Сталь | Двадцать | Сто | Двести | Триста | Четыреста | Пятьсот | Шестьсот | Семьсот | Восемьсот | Девятьсот |
| 20Х | 84 | 82 | 78 | 75 | 72 | 66 | 63 | 57 | 51 | — |
Суть и назначение холодной штамповки листового металла
Холодная штамповка – самая популярная технология изготовления различных деталей из металла и полимеров. Универсальность метода заключается в том, что он позволяет производить конструкции любой величины: от кухонных принадлежностей до элементов крупных судов.
Холодную листовую пластичную деформацию ценят за следующие преимущества:
- Безграничные возможности для механизации и автоматизации процесса.
- Низкая себестоимость производства.
- Высокий коэффициент использования материала.
- При изготовлении тонкостенных элементов не снижается прочность конструкции.
- Отсутствует необходимость в финишной обработке готовой продукции.
Высокое качество и технологичность имеют обратную сторону: для наладки оборудования требуются квалифицированные специалисты. Кроме того, проектирование процесса является трудоемкой операцией.
Операции холодной штамповки
- Резка. Операция подразумевает разделку материала по прямой или сложной линии. В качестве рабочего оборудования используют различные типы ножниц или гильотин. Резку можно выполнять как на начальной, так и на финишной стадии производства.
- Пробивка. Получение отверстия произвольной формы.
- Вырубка. Разделка конструкции по замкнутому контуру. При этом отделенная часть является деталью, а не отходом, как при пробивке.
- Отбортовка. Операция создания бортика по наружному или внутреннему контуру. Чаще всего процедуру проводят на торцевой части труб, в местах установки фланцев.
- Вытяжка. Преобразования плоского изделия в полую объемную деталь. Процесс может сопровождаться изменением толщины стенок.
- Обжим. Уменьшение размеров торцевой части путем обжатия в конической матрице.
- Гибка. Придание изогнутой конфигурации плоским деталям. Наиболее распространенной является V- и U-образная гибка.
- Формовка. Изменение локальной формы детали с сохранением размеров наружного контура.
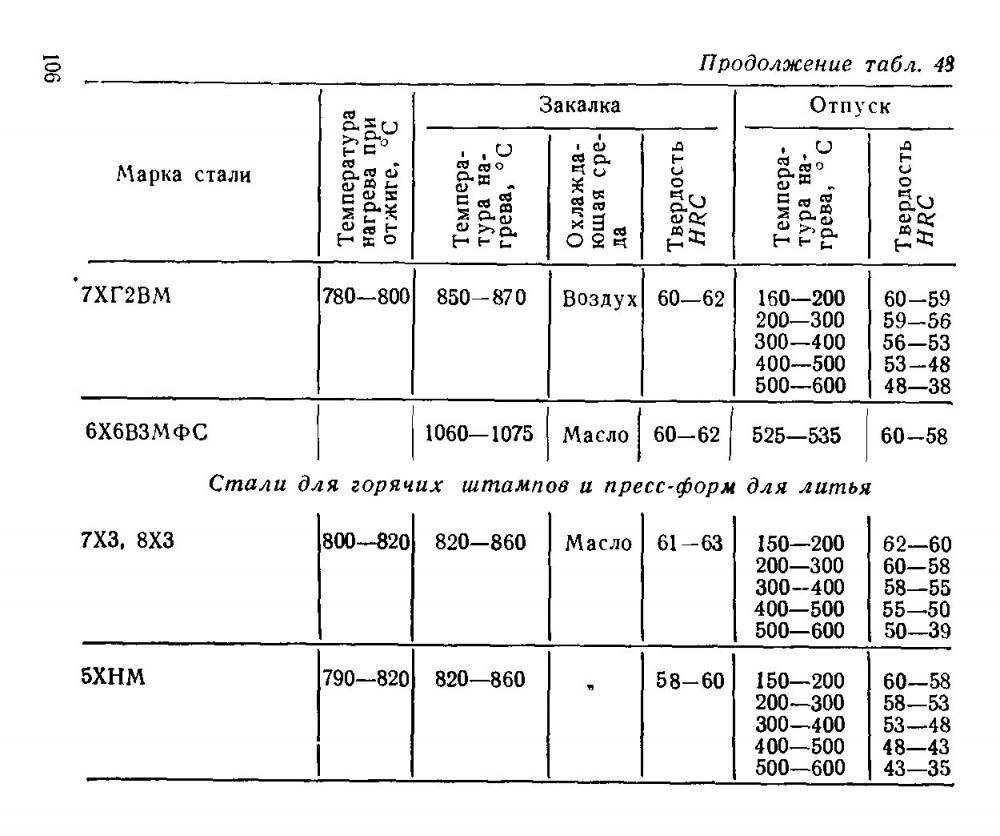
Отпуск
Превращения при отпуске: четвертое основное превращение.
Отпуск производится при температуре 230-275°С в соответствии с табл.5, твердость после отпуска HRC 57-61.
Полученная структура: отпущенный мартенсит, остаточный аустенит, карбиды.
Таблица составлена технологами термического цеха крупного предприятия для использования в практической работе и позволяет быстро и правильно назначить соответствующий режим термической обработки для 30-ти марок стали наиболее применяемых в машиностроении.
Температ. закалки, град.С
Температ. отпуска, град.С
Температ. зак. ТВЧ, град.С
Температ. цемент., град.С
Температ. отжига, град.С
1
2
3
4
5
6
7
8
9
10
Сталь 35
Сталь 7ХГ2ВМ
Сталь У8, У8А
НВ до 250, масло
Сталь У10, У10А
НВ до 250, масло
Сталь 9ХС
Азотирование. Сеч. св. 70 мм
Сталь 30ХГСА
Сталь 12Х18Н9Т
Сталь 20Х13
Общее время нагрева (время нагрева и выдержки) деталей при закалке берётся из расчёта 1 минута на 1 мм наименьшего размера наибольшего сечения. В соляных ваннах – 35 секунд на 1 мм наименьшего размера наибольшего сечения.
Общее время нагрева (время нагрева и выдержки) деталей при отпуске берётся из расчёта:
а) низкий отпуск (температура 130…240 град.) — 3 минуты на 1 мм наименьшего размера наибольшего сечения, но не менее 30 – 40 минут.
б) средний отпуск (температура 240. 450 град.) — 2 – 3 минуты на 1 мм наименьшего размера наибольшего сечения.
в) высокий отпуск (температура 450. 700 град. — 2 минуты на 1 мм наименьшего размера наибольшего сечения.
Окончательный контроль термической обработки деталей вести по фактической твёрдости.
Сталь ХВГ ГОСТ 5950-2000
Массовая доля элемента, %
I группа – для изготовления инструмента, используемого в основном для обработки металлов и других материалов в холодном состоянии;
По способу дальнейшей обработки горячекатаную и кованую металлопродукцию подразделяют на подгруппы:
а – для горячей обработки давлением;
б – для холодной механической обработки (обточки, строжки фрезерования и т.д.)
По состоянию поверхности металлопродукцию подгруппы б подразделяют на:
О – обычного качества;
П – повышенного качества.
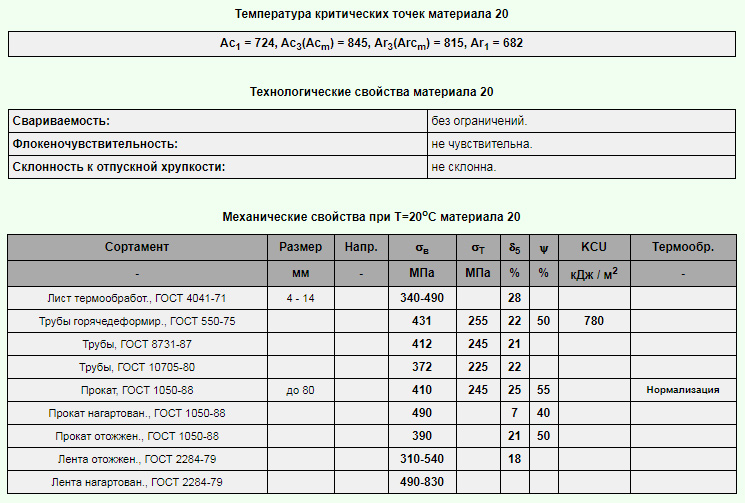
Температура критических точек, °С
Твердость стали после термообработки
Состояние поставки, режимы термообработки
Прутки и полосы отожженные или высокоотпущенные
Образцы. Закалка 850 °С, масло. Отпуск 180 °С
Изотермический отжиг 780 – 800 °С, охлаждение со скоростью
50 град/ч до 670 – 720 °С, выдержка 2 – 3 ч, охлаждение со
скоростью 50 град/ч до 550 °С, воздух
Подогрев 650 – 700 °С. Закалка 830 – 850 °С, масло. Отпуск
150 – 200 °С, воздух (режим окончательной термообработки)
Подогрев 650 – 700 °С. Закалка 830 – 850 °С. Отпуск




200 – 300 °С, воздух (режим окончательной термообработки)
Твердость и ударная вязкость в зависимости от сечения образца
Место вырезки образца
Закалка на мелкое зерно. Отпуск 150 – 160 °С
Твердость стали в зависимости от температуры отпуска
Температура отпуска, °С
Заготовки сечением до 50 – 60 мм. Закалка 840 °С,
масло или расплав солей с водой при 200 °С
Закалка 820 °С, масло
Закалка 830 – 850 °С, масло
Прокаливаемость (Твердость HRCЭ)
Расстояние от торца,
Критический диаметр в масле,
Кривая зависимости твердости по Роквеллу (HRC) от температуры отпуска:

Температура ковки, °С:
Свариваемость – не применяется для сварных конструкций.
Обрабатываемость резанием – в горячекатаном состоянии при HB 235 и σВ=760 МПа, Кυ тв. спл=0,75, Кυ б. ст=0,35,
Склонность к отпускной хрупкости – малосклонна.
Применение: для измерительных и режущих инструментов, для которых повышенное коробление при закалке недопустимо; резьбовых калибров, протяжек, длинных метчиков, длинных разверток, плашек и другого вида специального инструмента, холодновысадочных матриц и пуансонов, технологической оснастки.
кованая круглого и квадратного сечений – ГОСТ 1133-71;
горячекатаная круглого сечения – ГОСТ 2590-88;
горячекатаная квадратного сечения – ГОСТ 2591-88;
полосовая – ГОСТ 4405-75;
калиброванная – ГОСТ 7417-75; ГОСТ 8559-75 и ГОСТ 8560-78;
сталь со специальной отделкой поверхности – ГОСТ 14955-77.
Особенности материала
В качестве главной легирующей присадки в такой стали используется хром. Его количество колеблется в пределах 0,95-1,25%. Хром делает сталь твердой и прочной. К тому же, он защищает железо от коррозии. Похожим эффектом обладает и кремний. Количество этого вещества в 9хс достигает 1%. Кремний увеличивает порог прочности, снижая уровень вязкости и пластичности.
Минусы стали заключаются в том, что она не подходит для сварных конструкций. Единственно возможный способ использования сварки для такого сплава – контактный
Также важно использовать сталь этой марки в обычных температурных режимах. При высоких температурах она теряет свои качества
Плюсы марки:
Плюсы марки:
Более равномерное распределение карбидов по сечению
Что дает важное преимущества этой марки при изготовлении из нее режущих предметов. Сталь практически не поражается внутренними дефектами. Которые могут привести к поломкам ножа и снижению важных качеств лезвия
Повышенная твердость в отожженном состоянии
Которые могут привести к поломкам ножа и снижению важных качеств лезвия. Повышенная твердость в отожженном состоянии.
При термической обработки стали очень важен контроль температуры. Именно поэтому вся работа с металлом проводится в электрических печах с автоматизированной регулировкой температурных показателей.
После всех необходимых работ к изделию применяют структурный металлографический контроль и анализ с помощью рентгена
Хоть в стали марки 9хс флокены практически не появляются, важно проверить ее структуру на качество. После такой проверки можно быть уверенным, что стальной клинок прослужит верой и правдой долгое время
Закалка и заточка
Закалка и заточка
Одним из главных недостатков этой стали является сложность соблюдения температурного режима при работе с ней. Сталь очень капризная и требует к себе особого подхода. Техническая закалка изделия – важный этап производства ножей. Если нож перегреть, он станет хрупким. А при недогреве – станет быстро тупиться
Держаться «золотой середины» — важное условие при работе с этой статью. Накаливание клинка должно проводиться не очень жестко. Хороший мастер проведет неполную закалку, а частичную
Лезвие нужно подвергнуть большему нагреву, чем обух
Хороший мастер проведет неполную закалку, а частичную. Лезвие нужно подвергнуть большему нагреву, чем обух
Накаливание клинка должно проводиться не очень жестко. Хороший мастер проведет неполную закалку, а частичную. Лезвие нужно подвергнуть большему нагреву, чем обух.
- Заточка готового клинка не менее важная часть при изготовлении ножа, чем его закалка. Для этой стали подходят два варианта заточки:
- Под 00. Заточка с помощью торца заточного круга до достижения HRC 62 – 64. Это самые максимальные показатели для металлических ножей. После чего они найдут свое применение там, где важна идеальная заточка.
- Под 450. Этот вид заточек применяется для силовых клинков. С помощью которых можно нарубить веток, вскрыть консервы и т.п. После такой заточки клинки быстро тупятся, но зато пригодны для более сурового использования. Ножи с такой заточкой считаются туристическими и хорошо помогают в условиях дикой природы.
Преимущества ножей из 9хс
Многие люди выбирают ножи из этой стали потому что они производятся не штамповкой, а с помощью настоящего ручного труда. Кузнецы, работающие с этой сталью, отмечают ее непокорность. Но если им удается ее обуздать, то она становится лучшим решением для изготовления ножей. И можно быть уверенным, что пропитанная живой энергетикой и силой эта сталь поможет создать эксклюзивный и неповторимый нож. Который можно использовать в быту или вручить в качестве подарка.
Эта углеродистая легированная сталь обладает великолепной прочностью и способностью долго держать заточку. При покупке ножей из отдавайте предпочтение ведущим производителям. Так можно быть уверенным, что над ними работали настоящие кузнецы. Профессиональное оборудование и опыт в кузнечном деле поможет создать не просто нож, а настоящий шедевр.
Несмотря на трудности обработки, сталь 9хс является отличным материалом для создания высококачественного изделия. Благодаря своим великолепным качествам эта легирующая сталь превосходит все аналоги. И нашли применение во многих сферах жизнедеятельности. Все, кто имел дело с ножами из этого материала отмечают их отличные эксплуатационные качества и характеристики.
/5 — голосов
Это интересно: Нержавеющая сталь AISI 321 — характеристики, свойства, аналоги, состав
Свойства марки
Определяющими стандартами для производства разного проката из 5ХНВ являются:
ГОСТы:
- 5950-00, 14955-77 для фасонного проката, прутков, поковок;
- 4405-75 для листов и полос.
ТУ:
- 14-1-1226-75 для сортового или фасонного проката;
- 108.06.109-87 для болванов и заготовок;
- 1-812-0050-81 для стальных отливок со специальными свойствами.
В состав данной инструментальной стали марки 5ХНВ входит от 0.6 до 0.7% углерода, поэтому она сохраняет свою вязкость при закалках под высокими температурами и другие ценные качества низкоуглеродистой стали. Изделия из нее служат долго без повышенного износа, серийное производство из стали 5ХНВ позволяет снизить расходы на металл и повысить уровень производительности. За счет вхождения никеля и вольфрама повышается красностойкость стали при температурах до 700 градусов. Твердость металла по шкале НВ достигает 255 МПа
Проектирование с учетом применения этой марки также значительно упрощается, поэтому в инновационных подходах к производству деталей из качественных сталей марке 5ХНВ уделяется особое значение.
Термическая обработка
Наиболее распространенный технологический процесс окончательной термической обработки инструмента для горячего деформирования состоит из закалки и отпуска. Большое разнообразие условий работы такого инструмента предопределяет не только применение различных сталей, но и необходимость получать в каждом конкретном случае оптимальное для данных условий сочетание свойств за счет правильного выбора режимов термической обработки. При этом в зависимости от назначения инструмента возможен выбор разных температур нагрева под закалку, закалочных сред и способов охлаждения, температур отпуска. Режимы закалки и отпуска не универсальны, а их следует назначать дифференцированно в соответствии с условиями работы инструмента.
В частности, следует учитывать, что при повышении температуры нагрева под закалку возрастает теплостойкость и прокаливаемость штамповых сталей, но из-за укрупнения зерна снижается их вязкость. Поэтому, например, для прессового инструмента, работающего с большим разогревом, но без значительных динамических нагрузок, целесообразно повышать температуру нагрева под закалку для получения большей теплостойкости. Вместе с тем при выборе режимов закалки и отпуска следует учитывать их влияние на деформацию инструмента в процессе термической обработки и возможность последующей механической обработки.
Повышение температуры отпуска, как правило, повышает вязкость стали, но снижает ее твердость, прочность и износостойкость. В связи с этим для сохранения износостойкости и твердости стали температуру отпуска выбирают пониженной, однако не ниже температуры разогрева инструмента при эксплуатации.
Общие сведения
Заменитель |
| стали: 5ХНВ, 5ХГМ, 4ХМФС, 5ХНВС, 4Х5В2ФС. |
Вид поставки |
| Сортовой прокат, в том числе фасонный: ГОСТ 5950-73, ГОСТ 2590-71, ГОСТ 2591-71. Калиброванный пруток ГОСТ 5950-73, ГОСТ 7417-75, ГОСТ 8559-75, ГОСТ 8560-78. Шлифованный пруток и серебрянка ГОСТ 5950-73, ГОСТ 14955-77. Полоса ГОСТ 4405-75. Проволока ГОСТ 10543-82. Поковки и кованые заготовки ГОСТ 5950-74, ГОСТ 1133-71, ГОСТ 7831-78. |
Назначение |
| молотовые штампы паровоздушных и пневматических молотов с массой падающих частей свыше 3 т, прессовые штампы и штампы машинной скоростной штамповки при горячем деформировании легких цветных сплавов, блоки матриц для вставок горизонтально-ковочных машин. |
Химический состав
| Химический элемент | % |
|---|---|
| Кремний (Si) | 0.10-0.40 |
| Медь (Cu), не более | 0.30 |
| Молибден (Mo) | 0.15-0.30 |
| Марганец (Mn) | 0.50-0.80 |
| Никель (Ni) | 1.40-1.80 |
| Фосфор (P), не более | 0.030 |
| Хром (Cr) | 0.50-0.80 |
| Сера (S), не более | 0.030 |
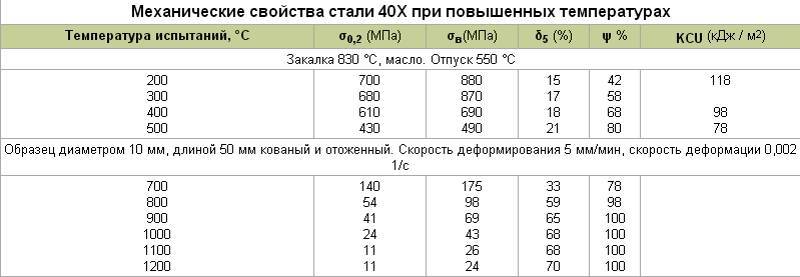
Механические свойства
| Сечение, мм | s0,2, МПа | sB, МПа | d5, % | y, % | KCU, Дж/м2 | HB | HRCэ |
|---|---|---|---|---|---|---|---|
Закалка 850 °С, масло. Отпуск 460-520 °С. | |||||||
| <100 | 57 | ||||||
| 100-200 | 1420 | 1570 | 9 | 35 | 34 | 375-429 | 42-47 |
| 200-300 | 1270 | 1470 | 11 | 38 | 44 | 352-397 | 40-44 |
| 300-500 | 1130 | 1320 | 12 | 36 | 49 | 321-375 | 37-42 |
| 500-700 | 930 | 1180 | 15 | 40 | 78 | 302-341 | 35-39 |

Технологические свойства
| Температура ковки |
| Начала 1240, конца 750. Сечения до 100 мм охлпждаются на воздухе, 101-350 мм – в яме. |
| Свариваемость |
| не применяется для сварных конструкций. |
| Обрабатываемость резанием |
| В отожженном состоянии при НВ 286 и sB = 900 МПа Ku тв.спл. =0,6, Ku б.ст. = 0,3. |
| Склонность к отпускной способности |
| не склонна |
| Флокеночувствительность |
| чувствительна |
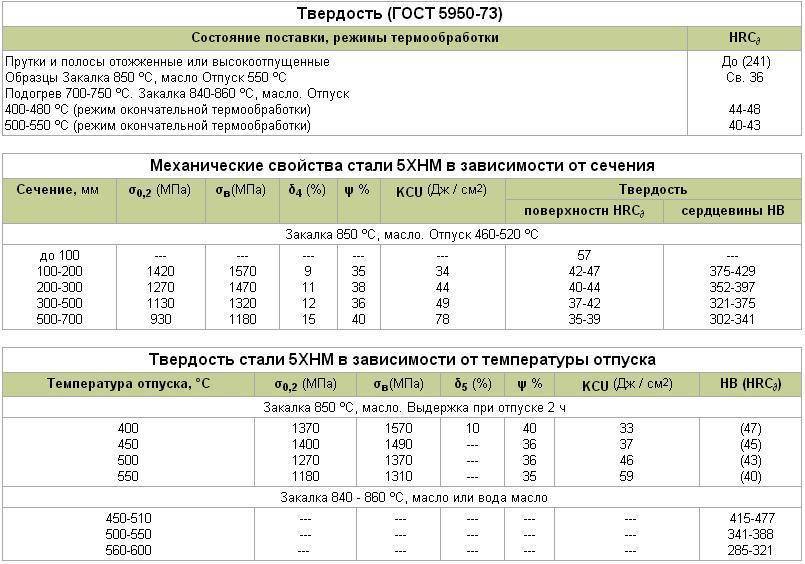
Твердость
| Состояние поставки, режим термообработки | HRCэ поверхности | НВ |
|---|---|---|
| Прутки и полосы отожженные или высокоотпущенные | 241 | |
| Образцы. Закалка 850 С, масло. Отпуск 550 С. | 36 | |
| Подогрев 700-750 С. Закалка 840-860 С, масло. Отпуск 400-480 С (режим окончательной термообработки) | 44-48 | |
| Подогрев 700-750 С. Закалка 840-860 С, масло. Отпуск 500-550 С (режим окончательной термообработки) | 40-43 | |
| Закалка 850 С. Отпуск 450 С. Температура испытания 400 С. | 43 | |
| Закалка 850 С. Отпуск 450 С. Температура испытания 500 С. | 39 | |
| Закалка 850 С. Отпуск 450 С. Температура испытания 550 С. | 37 | |
| Закалка 850 С. Отпуск 450 С. Температура испытания 600 С. | 26 | |
| Закалка 850 С. Отпуск 500 С. Температура испытания 400 С | 39 | |
| Закалка 850 С. Отпуск 450 С. Температура испытания 500 С. | 28 | |
| Закалка 850 С. Отпуск 450 С. Температура испытания 600 С. | 26 |
Физические свойства
Температура испытания, °С | 100 | 200 | 300 | 400 | 500 | 600 |
|---|---|---|---|---|---|---|
Температура испытания, °С | 20- 200 | 20- 300 | 20- 400 | 20- 500 | 20- 600 | 20- 700 |
Коэффициент теплопроводности Вт/(м ·°С) | 38 | 40 | 42 | 42 | 44 | 46 |
Коэффициент линейного расширения (a, 10-6 1/°С) | 12.6 | 14.2 | ||||
Уд. электросопротивление (p, НОм · м) | 12.6 | 14.2 |
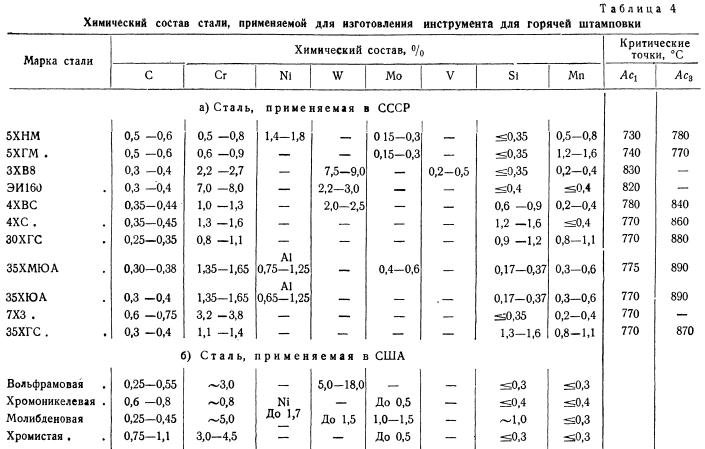
Области использования
По существующей классификацией инструментальных легированных сталей 5ХНМ относят ко второй группе аналогичных сплавов. Они предназначаются для производства инструментов и оборудования, применяемого на фирмах среднего и весомого автомобилестроения. Его делают при помощи штамповки и ковки. Из данного сплава делают:
- разные штампы (как горячие, так и холодные);
- говоря иначе молотковые штампы (используются в самых разных пневматических, гидравлических, паровоздушных прессах);
- блоков матриц, применяемых в качестве дополнительных вставок;
- валов и колец обрабатывающих станков и прокатных станов.

Использование стали 5ХНМ для производства данного оборудования вызвано способностью удовлетворять большим требованиям. К таким требованиям относятся:
- большие характеристики прочности;
- максимально возможное сопротивление скоротечному удару;
- очень большая износоустойчивость;
- замечательная проводимость тепла (должен обеспечиваться быстрый отвод появившегося у поверхности штампа тепла);
- глубокая прокаливаемость (тем более данное свойство особенно нужно для больших штампов);
- способность хранить целость поверхности (владеть высокой сопротивляемости появлению на поверхности трещин из-за как говорят иначе разгара, другими словами быстрого нагрева и будущего охлаждения);
- способностью отлично подвергаться таким видам обработки как отжиг и закалка;
- допустимой красностойкостью (огнеупорные свойства изготовленного штампа не должны понижаться во время работы, под длительным влиянием очень высоких температур, он должен долгое время противиться отпуску);
- высокая вязкость (в рабочий период штампа ударному действию одновременно подвергается обрабатываемая заготовка и поверхность штампа, по этому металл штампа должен владеть необходимой вязкостью, чтобы хранить долгое время собственные геометрические формы);
- владеть заданной отпускной хрупкостью (тем более это нужно для штампов внушительных размеров);
- иметь хорошую слипаемость (штамп должен сопротивляться эффекту адгезии, прилипанию поверхности заготовки к поверхности для работы штампа, это даст возможность получать штампованные изделия с заданными качествами в течение долгого времени и намного увеличить служебный срок агрегата).
Данный материал имеет как отечественные, так и заграничные аналоги. Отечественными подобиями стали 5ХНМ являются — 5ХНВ, 5ХГМ, 5ХНВС и некоторые прочие из второй группы. Более детальную информацию можно найти в марочнеке сталей и соответствующих стандартах.
Аналогичный металл производятся в большинстве государств мира. Самым известным подобиями считаются: Т61206 – изготавливается в США, 1.2711 и 1.2713.55 – производится в Германии, 55NCDV7 и 55NiCrMoV7 – во Франции, 5CrNiMo в Китае.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Описание
Ввод в хромистые стали никеля приводит к тому, что они обретают удачные свойства прокаливаемости, становятся более прочными и хорошо проходят процесс закалки. Однако вместе с тем при пониженных температурах сталь становится более хрупкой. Чтобы этого избежать, добавляют второй легирующий элемент – молибден (сталь 5ХНМ, к примеру) или вольфрам (5ХНВ). В данном случае ГК Металлург предлагает своим покупателям качественный сортовой прокат стали 5 ХНВ по ГОСТ 5950-00 и поковки также. В нашем каталоге вы найдете квадрат 5ХНВ стороной 200-250 мм, круг диаметрами от 30 до 150 мм, также можно заказать полосы из данной легированной стали. Наличие складов по всей России дает нам право ручаться: ваш заказ прибудет вовремя.
Знаете ли вы: заменитель стали 5ХНВ по свойствам – марка 4ХМФС.
Что можно узнать из марки
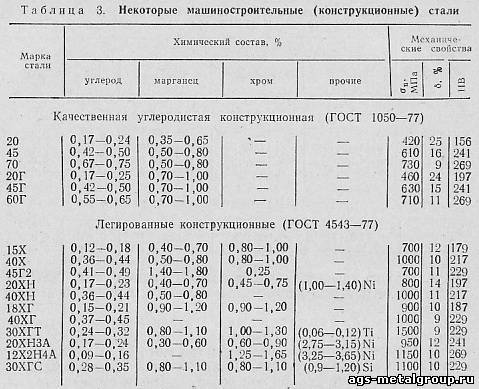
Для марки стали 30ХГСА расшифровка такая: высококачественная (это показывает «А» в конце марки), содержит 0,3% углерода (что соответствует первым цифрам), хром, марганец и кремний – по 1%. Проверим, соответствует ли ответ стандарту ГОСТ 4543–71 для конструкционных сталей.
Легко узнать все о металле из государственных стандартов. Марки сталей с расшифровкой в таблице покажут их полный состав. В преамбуле указаны области применения и другая полезная информация.
Видно, что для каждой марки стали таблица с разъяснениями предельного содержания того или иного элемента поможет прочесть маркировку. В нашем случае углерод в интервале 0,28-0,34; кремний 0,9-1,2; марганец 0,8-1,1; хром 0,8-1,1.
Случается, что нужен металл похожей марки. В таком случае проводят сравнительный анализ марок сталей с расшифровкой по таблице. Например, имеется плавка стали 30ХГСА с такими параметрами: C=0,28; Si=1,0; Mn=0,9; Cr=1,1. Можно ли маркировать металл 25ХГСА, если есть необходимость? Понятно, что содержание вредных примесей соответствует норме. Ответ однозначный: да, химический состав полностью соответствует данной марке. Таким образом, одна и та же плавка удовлетворяет условиям двух разных марок.
Специальные знаки
Дополнительные буквы принято использовать в некоторых сталях специального назначения.
Перечислим некоторые из них:
- Нелегированные углеродистые инструментальные (У7, У8, У10А, У8ГА) содержат число после буквы «У», оно означает десятую долю процента углерода.
- Подшипниковые сразу видно, они начинаются с «Ш»: ШХ15, ШХ15СГ.
- Стали с улучшенными литейными свойствами обозначаются «Л» в конце: 40ХЛ.
- Металл для сосудов высокого давления содержит «К», которая показывает, сколько углерода в составе (20К).
- Маркировка строительных сталей начинается с «С» и может использовать дополнительно «К» – повышенная устойчивость к коррозии, «Т» – термоустойчивый прокат (С390К).
- С «Р» начинаются быстрорежущие вольфрамсодержащие марки: Р9К5, Р18. Цифра после «Р» показывает содержание вольфрама. Если ванадия в них больше 2,5%, то его содержание указывается: Р6М5Ф3 (3%). Хром и углерод имеют стандартные значения, поэтому не показываются.
- Стоит упомянуть стали, идущие на наплавочную проволоку. Их обозначают в начале марки значком «НП», например, НП30ХГСА.
Можно сказать, что при возникновении любых спорных вопросов по маркировке ответ можно узнать из соответствующего ГОСТ или ТУ.
Влияние углерода и легирующих элементов на свойства стали
Стали промышленного производства являются сложными по химическому составу сплавами железа и углерода. Кроме этих основных элементов, а также легирующих компонентов в легированных сталях, материал содержит постоянные и случайные примеси. От процентного содержания этих компонентов и зависят основные характеристики стали.
Как защитить свои постройки от коррозии арматуры в бетоне: профилактика, лечение, советы специалистов.Станки для резки и гибки арматуры: здесь Вы узнаете о том, для чего они нужны, как их использовать и насколько они необходимы на строительной площадке.
В нашем прайс-листе Вы можете ознакомиться с актуальной стоимостью арматуры в Санкт-Петербурге и Ленинградской области.
Определяющее влияние на свойства стали оказывает углерод. После отжига структура этого материала состоит из феррита и цементита, содержание которого увеличивается пропорционально росту концентрации углерода. Феррит является малопрочной и пластичной структурой, а цементит – твердой и хрупкой. Поэтому повышение содержания углерода приводит к увеличению твердости и прочности и снижению пластичности и вязкости. Углерод меняет технологические характеристики стали: обрабатываемость давлением и резанием, свариваемость. Увеличение концентрации углерода приводит к ухудшению обрабатываемости резанием из-за упрочнения и снижения теплопроводности. Отделение стружки от стали с высокой прочностью повышает количество выделяемой теплоты, что провоцирует уменьшение стойкости инструмента. Но низкоуглеродистые стали с малой вязкостью также обрабатываются плохо, так как образуется с трудом удаляемая стружка.
Наилучшую обрабатываемость резанием имеют стали с содержанием углерода 0,3-0,4%.
Увеличение концентрации углерода приводит к снижению способности стали к деформации в горячем и холодном состояниях. Для стали, предназначенной для сложной холодной штамповки, количество углерода ограничено 0,1%.
Хорошей свариваемостью обладают низкоуглеродистые стали. Для сварки средне- и высокоуглеродистых сталей используют подогрев, медленное охлаждение и прочие технологические операции, предотвращающие появление холодных и горячих трещин.




Для получения высоких прочностных свойств количество легирующих компонентов должно быть рациональным. Избыток легирования, исключая введение никеля, приводит к снижению запаса вязкости и провокации хрупкого разрушения.
- Хром – недефицитный легирующий компонент, оказывает позитивное воздействие на механические свойства стали при его содержании до 2%.
- Никель – наиболее ценная и дефицитная легирующая добавка, вводимая в концентрации 1-5%. Он наиболее эффективно снижает порог хладноломкости и способствует увеличению температурного запаса вязкости.
- Марганец, как более дешёвый компонент, часто используют в качестве заменителя никеля. Увеличивает предел текучести, но может сделать сталь чувствительной к перегреву.
- Молибден и вольфрам – дорогие и дефицитные элементы, применяемые для повышения теплостойкости быстрорежущих сталей.
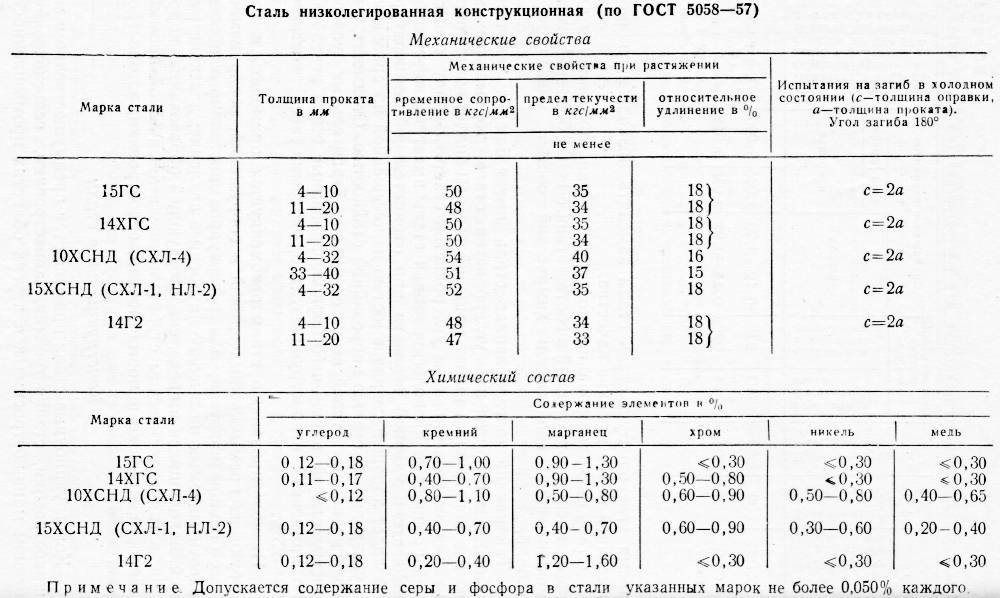
Конструкционная легированная сталь
Нормативный документ: качественная конструкционная легированная сталь изготовляется согласно ГОСТ 4543-71.
Легированная сталь — сталь, в которую в процессе легирования в определенных количествах вводят специальные элементы, обеспечивающие требуемые свойства. Такие элементы называют легирующими. Они могут повышать прочность и коррозионную стойкость стали и снижать опасность ее хрупкого разрушения.
Для легирования стали используются следующие химические элементы: марганец (Mn) — Г; кремний (Si) — С; хром (Cr) — Х; никель (Ni) — Н; медь (Cu) — Д; азот (N) — А; ванадий (V) — Ф; ниобий (Nb) — Б; вольфрам (W) — В; селен (Se) — Е; кобальт (Co) — К; бериллий (Be) — Л; молибден (Mo) — М; бор (B) — Р; титан (Ti) — Т; алюминий (Al) — Ю.
Классификация конструкционной легированной стали
По отношения общей массы легирующих элементов к массе стали:
- сталь высоколегированная — более 10%;
- сталь среднелегированная — более 2,5-10%;
- сталь низколегированная — до 2,5%.
В зависимости от основных легирующих элементов:
- хромистая;
- марганцовистая;
- хромомарганцовая;
- хромокремнистая;
- хромомолибденовая;
- хромомолибденованадиевая;
- хромованадиевая;
- никельмолибденовая;
- хромоникелевая;
- хромоникелевая с бором;
- хромокремнемарганцовая;
- хромокремнемарганцовоникелевая;
- хромомарганцовоникелевая;
- хромомарганцовоникелевая с титаном и бором;
- хромоникельмолибденовая;
- хромоникельмолибденованадиевая;
- хромоникельванадиевая;
- хромоалюминиевая;
- хромоалюминиевая с молибденом;
- хромомарганцовоникелевая с молибденом;
- хромомарганцовоникелевая с молибденом и титаном.
В зависимости от хим. состава и свойств:
- качественная;
- высококачественная — А;
- особо высококачественная (сталь электрошлакового переплава) — Ш.(например ШХ15)
По видам обработки:
- прокат горячекатаный и кованый (в том числе с обточенной или ободранной поверхностью);
- калиброванный;
- со специальной отделкой поверхности.
По качеству поверхности:
- 1 группа;
- 2 группа;
- 3 группа.
По состоянию материала:
- без термической обработки;
- термически обработанный — Т;
- нагартованный — Н.
Марки конструкционной легированной стали
Марки стали: 15Х, 20Х, 30Х, 35Х, 38ХА, 40Х, 45Х, 50Г, 12ХН, 20ХН, 40ХН, 14ХГН, 19ХГН, 20ХГНМ, 30ХМ.
Заменители некоторых марок стали:
- 20Х — 15Х, 20ХН, 12ХН2, 18ХГТ;
- 30ХГСА — 40ХФА, 35ХМ, 40ХН, 25ХГСА, 35ХГСА;
- 40Х — 45Х, 38ХА, 40ХН, 40ХС.
Обозначение марок конструкционной легированной стали: две первые цифры указывают содержание углерода в сотых долях процента, цифры после букв указывают содержание легирующего элемента в целых единицах.
Применение конструкционной легированной стали
| Марка стали | Область применения |
| 60С2(А) | Рессоры из полосовой стали толщиной 3-16мм и пружинной ленты толщиной 0,08-3мм; витые пружины из проволоки диаметром 3-16мм. |
| 70СЗА | Тяжелонагруженные пружины ответственного назначения. Сталь склонна к графитизации. |
| 50ХГ(А) | Рессоры из полосовой стали толщиной 3-18мм. |
| 50ХФА(ХГФА) | Ответственные пружины и рессоры, работающие при повышенной температуре (до 300°С), или подвергаемые многократным переменным нагрузкам. |
| 60C2XA | Большие высоконагруженные пружины и рессоры ответственного назначения. |
| 60C2H2A(C2BA) | Ответственные высоконагруженные пружины и рессоры из калиброванной стали и пружинной ленты. |
| 20Х | Кулачковые муфты, втулки, шпиндели, направляющие планки, плунжеры, оправки, копиры, шлицевые валики и др. |
| 40Х | Зубчатые колеса, шпиндели и валы в подшипниках качения, червячные валы и др. |
| 45Х, 50Х | Зубчатые колеса, шпиндели, валы в подшипниках качения, червячные и шлицевые валы, и др. детали, работающие на средних скоростях при небольшом давлении. |
| 38ХА | Зубчатые колеса, работающие на средних скоростях при средних давлениях. |
| 45Г2, 50Г2 | Крупные малонагруженные детали: валы, зубчатые колеса тяжелых станков и т.п. |
| 18ХГТ | Детали, работающие на больших скоростях при высоких давлениях и нагрузках. |
| 20ХГР | Тяжелонагруженные детали, работающие при больших скоростях и нагрузках. |
| 15ХФ | Некрупные детали, подвергаемые цементации и закалке с низким отпуском. |
| 40ХС | Мелкие детали высокой прочности. |
| 40ХФА | Ответственные высокопрочные детали, подвергаемые закалке и высокому отпуску; средние и мелкие детали сложной формы, работающих в условиях износа; ответственные сварные конструкции, работающие при знакопеременных нагрузках. |
| 35ХМ | Валы, детали турбин и крепеж, работающие при повышенной температуре. |
Свариваемость: cварка конструкционных легированных сталей несколько затруднена из-за склонности к закалке околошовной зоны и образованию в ней хрупких структур (требуется специальная технология сварки).
5ХНМ – классификация и применение марки
Марка: 5ХНМ
Классификация материала: Сталь инструментальная штамповая
Применение: молотовые штампы паровоздушных и пневматических молотов с массой падающих частей свыше 3 т, прессовые штампы и штампы машинной скоростной штамповки при горячем деформировании легких цветных сплавов, блоки матриц для вставок горизонтально-ковочных машин.
5ХНМ – механические свойства при температуре 20°
| Сортамент | Размер | Напр. | sв | sT | d5 | y | KCU | Термообр. |
| – | мм | – | МПа | МПа | % | % | кДж / м2 | – |
| Сталь | 100 – 200 | 1570 | 1420 | 9 | 35 | 340 | Закалка 850oC, масло, Отпуск 460 – 520oC, |
5ХНМ – технологические свойства
| Свариваемость: | не применяется для сварных конструкций. |
| Флокеночувствительность: | чувствительна. |
| Склонность к отпускной хрупкости: | не склонна. |
5ХНМ – зарубежные аналоги
В таблице указаны точные и сходные по составу аналоги.
| США | Германия | Япония | Франция | Англия | Евросоюз | Италия | Испания | Китай | Швеция | Болгария | Венгрия | Польша | Румыния | Чехия | Австрия | Юж.Корея |
| – | DIN,WNr | JIS | AFNOR | BS | EN | UNI | UNE | GB | SS | BDS | MSZ | PN | STAS | CSN | ONORM | KS |
| L6 | ||||||||||||||||
| T61206 |
1.2711
| 1.2713 |
| 55NiCrMoV5 |
| 55NiCrMoV6 |
| 56CrNiMoV7 |
| G55NiCrMoV6 |
SKT3
| SKT4 |
55NCDV7
| 55NiCrMoV7 |
BH224/5
1.2714
| 55NiCrMoV7 |
44NiCrMoV7KU
| 55NiCrMoV7KU |
F.520S
5CrNiMo
2550
5ChNM
NK
WNL
| WNL1 |
55MoCrNi16
| 55VMoCrNi16 |
19662
W502
STF4
5ХНМ – pасшифровка обозначений, сокращений, параметров материала
| Механические свойства : | |
| sв | – Предел кратковременной прочности , |
| sT | – Предел пропорциональности (предел текучести для остаточной деформации), |
| d5 | – Относительное удлинение при разрыве , |
| y | – Относительное сужение , |
| KCU | – Ударная вязкость , [ кДж / м2] |
| HB | – Твердость по Бринеллю , |
| Физические свойства : | |
| T | – Температура, при которой получены данные свойства , |
| E | – Модуль упругости первого рода , |
| a | – Коэффициент температурного (линейного) расширения (диапазон 20o- T ) , [1/Град] |
| l | – Коэффициент теплопроводности (теплоемкость материала) , [Вт/(м·град)] |
| r | – Плотность материала , [кг/м3] |
| C | – Удельная теплоемкость материала (диапазон 20o- T ), [Дж/(кг·град)] |
| R | – Удельное электросопротивление, |
| Свариваемость : | |
| без ограничений | – сварка производится без подогрева и без последующей термообработки |
| ограниченно свариваемая | – сварка возможна при подогреве до 100-120 град. и последующей термообработке |
| трудносвариваемая | – для получения качественных сварных соединений требуются дополнительные операции: подогрев до 200-300 град. при сварке, термообработка после сварки – отжиг |
Внимание! Вся приведённая информация о 5ХНМ носит ознакомительный характер. Все интересующие Вас характеристики необходимо уточнять у специалистов





