

Технические характеристики станка для резки арматуры СМЖ-172
| Наименование параметра | СМЖ-172БА | СМЖ-172НА40М |
|---|---|---|
| Основные параметры станка | ||
| Рабочее усилие на ножах (номинальное усилие реза), кН (кгс), не более | 3500 (350) | 3500 (350) |
| Наибольший диаметр отрезаемого круга в режиме непрерывного хода. Класс А-I, мм | 24 | 24 |
| Наибольший диаметр отрезаемого круга в режиме непрерывного хода. Класс А-II, мм | 21 | 21 |
| Наибольший диаметр отрезаемого круга в режиме непрерывного хода. Класс А-III, мм | 19 | 19 |
| Наибольший диаметр отрезаемого круга в режиме одиночного хода. Класс А-I, мм | 40 | 40 |
| Наибольший диаметр отрезаемого круга в режиме одиночного хода. Класс А-II, мм | 36 | 36 |
| Наибольший диаметр отрезаемого круга в режиме одиночного хода. Класс А-III, мм | 32 | 32 |
| Наибольшие размеры отрезаемого квадрата, мм | 20 х 20 | 20 х 20 |
| Наибольшие размеры отрезаемой полосы (толщина х ширина), мм | 12 х 38 | 12 х 38 |
| Частота непрерывных ходов кулисы, 1/мин | 33 | 33 |
| Частота одиночных ходов кулисы, 1/мин | 9 | 9 |
| Электродвигатель, кВт | 3,0 | 3,0 |
| Габарит и масса пресс-ножниц | ||
| Габарит пресс-ножниц (длна х ширина х высота), мм | 1150 х 430 х 850 | 1100 х 530 х 805 |
| Масса пресс-ножниц, кг | 530 | 550 |
Примечание:
Допускается разрезка нескольких прутков арматуры одновременно, при условии, что пучок не превышает по диаметру показателей, указанных в таблице 1.
Список литературы:
Станок для резки арматурной стали СМЖ-172 БА. Руководство по эксплуатации СМЖ-172 БА.00.000 РЭ, 2002 Станок для резки арматурной стали СМЖ-172 НА40М. Руководство по эксплуатации СМЖ-172 БА.00.000 РЭ, 2007
Банкетов А.Н., Бочаров Ю.А., Добринский Н.С. и др. Кузнечно-прессовое оборудование, 1970
Бочаров Ю.А., Прокофьев В, Н. Гидропривод кузнечно-прессовых машин, 1969
Белов А.Ф., Розанов Б. В., Линц В. П. Объемная штамповка на гидравлических прессах, 1971
Живов Л.И. Кузнечно-штамповочное оборудование, 2006
Кузьминцев В.Н. Ковка на молотах и прессах, 1979
Розанов Б.В. Гидравлические прессы, 1959
Титов Ю.А. Оборудование кузнечно-прессовых цехов, 2001
Щеглов В.Ф. Кузнечно-прессовые машины, 1989
Берлет Разработка чертежей поковок, 2001
Рудман Л.И. Справочник по оборудованию для листовой штамповки, 1989
Романовский В.П. Справочник по холодной штамповке, 1965
Охрименко Я.М. Технология кузнечно-штамповочного производства, 1966
Кузьминцев В.Н. Ковка на молотах и прессах, 1979
Мещерин В.Т. Листовая штамповка. Атлас схем, 1975
Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
Рекомендации по эксплуатации
Электрическая схема
Перед началом работы станка СМЖ-172 необходимо выполнить его корректную установку. Преимуществом этой модели является не обязательная организация ровной поверхности для монтажа. Регулировка уровня оборудования выполняется с помощью фундаментных болтов.
При подключении станка СМЖ-172А к электросети учитывается максимальная нагрузка на электродвигатель. Обязательно обустраивается контур заземления. Рабочий персонал проходит инструктаж по технике безопасности. Перед первым запуском проверяется целостность узлов и агрегатов, выполняется первичная настройка положения ножей.
При выборе сменных режущих компонентов необходимо учитывать их параметры:
- габариты – 11*4*1,8 см;
- диаметр монтажных отверстий – 11 мм;
- расстояние от отверстия до кромки – 25 мм;
- расстояние между отверстиями – 60 мм.
Ножи должны быть изготовлены из инструментальной стали. Для этого подходят марки Х12Ф1, ХБФ, 5ХНВС, 6ХС, 6ХВ2С. В случае использования других материалов следует сравнить их характеристики с эталонными параметрами.
В видеоматериале показан пример работы станка СМЖ-172А:
Описание работы электрической схемы правильно-отрезного станка ГД-162
Электрическая схема предусматривает работу станка в режимах: “Автоматический”, “Наладка”.
Требуемый режим работы устанавливают переключателем SА2, расположенным на пульте управления.
Контроль над режимами работы осуществляется с помощью сигнальных ламп, расположенных на пульте управления.
Включением автоматического выключателя QF1 напряжение сети подается на все цепи. Загорается лампочка HL1, сигнализирующая о наличии напряжения.
В режиме “Автоматический” переключатель SA2 устанавливается в положение “Автомат”. Замыкаются контакты SA2.1, SA2.3. Загорается сигнальная лампа HL4 “Автомат”.
После нажатия кнопки SB6 включаются магнитные пускатели КМ3 и КМ1, включаются электродвигатели М1 и М2.
Управление механизмом реза производится от кнопки SB3 (пробный рез, немерные заготовки) или концевым выключателем отмеривающего устройства SQ5.
В обоих случаях включается реле KV1, которое включает электромагнит YA1.
После небольшого поворота рычага механизма реза конечным выключателем SQ4 включается реле KV2, которое отключает электромагнит YA1. Таким образом, исключается «сдваивание резов» при длительном нажатии кнопки SB5 или заклинивании SQ5.










При каждом включении реле KV1 включается счетчик РС1 и подсчитывает число резов. Кроме того, отключается реле времени КТ1, а после отключения KV1 реле времени включается и начинает отсчет паузы между резами. В том случае, когда пауза превысит установленное на реле время, (отсутствие подачи материала), происходит отключение станка.
Внимание! Возможно отключение станка в случае большой паузы между включением автоматического выключателя QF1 и первым резом из-за срабатывания реле времени. Рекомендуется непосредственно перед началом работы в автоматическом режиме нажать кнопку SB1 «СТОП»
Рекомендуется непосредственно перед началом работы в автоматическом режиме нажать кнопку SB1 «СТОП»
Рекомендуется непосредственно перед началом работы в автоматическом режиме нажать кнопку SB1 «СТОП».
Работа в автоматическом режиме прекращается в следующих случаях:
- после нажатия на кнопку SB1 «СТОП»
- после срабатывания хотя бы одного из конечных выключателей блокировки ограждений (SQ1, SQ2, SQ3), когда ограждение открыто
- после окончания выдержки времени КТ1, когда прекращается по каким-то причинам подача материала
Во всех случаях отключаются оба электродвигателя, и работа станка в автоматическом режиме прекращается.
В режиме “Наладка” переключатель SA2 устанавливается в положение “Наладка”. Замыкаются контакты SA2.2,SA2.4. Загорается сигнальная лампа HL5 “Наладка”.
Контакт SA2.4 шунтирует контакты SQ1, SQ2, SQ3, SQ6, КТ1. Таким образом, работа в этом режиме возможна при открытых ограждениях и отсутствии заготовки.
При этом, в режиме наладки:
- электродвигатель привода подачи М1 «Вправо» (рабочий ход) включается нажатием кнопки SB3
- привода подачи «Влево» (реверс) нажатием кнопки SB6
- привода правильной рамки нажатием кнопки SB4
- привода реза нажатием кнопки SB5
Обзор востребованных моделей
1. СМЖ 172А, Строительные Машины.
Проверенный временем электростанок с высоким ресурсом для непрерывной резки арматуры класса A-I, A-II, A-III с диаметром до 40 мм и полосовой стали с пределом прочности до 470 МПа. Стандартная комплектация включает сварную металлическую станину с закрепленным неподвижным ножом и кулисный механизм, трехфазный привод, ножевую балку для обеспечения функционирования в дистанционном режиме, пусковое устройство и защитный кожух. СМЖ 172 ценится за эффективность и возможность непрерывной рубки в 2 смены, устойчивость корпуса, высокий класс легированной стали режущих элементов, гарантию безопасности оператора и простоту управления. Эту модель рекомендуют купить для предприятий по изготовлению ЖБИ и сборного ж/б, и единичных работ на стройплощадках с крытыми навесами.
2. VEKTOR GQ40.
Высокопроизводительный агрегат для резки от 1 до 3 прутьев с диаметром до 40 мм за раз. Конструкционным отличием является высокая скорость хода ножа (32 в минуту), гарантирующая хорошую точность. Положительно оценивается надежность захвата, сравнительно низкий уровень шума (в пределах 85 Дб, в этом плане в разы выигрывает у аналогов), наличие колес, упрощающих перемещение по площадке, и устойчивость литого чугунного корпуса под ударными нагрузками. Трехфазный электродвигатель позволяет разрезать металлопрокат в непрерывном режиме до 4 ч.
3. SIMA COMBI 30/35.
Комбинированный многофункциональный станок для рубки и гибки арматуры, изготовления хомутов и спиралей с высокой степенью защищенности двигателя и места оператора. Энергию в нем обеспечивает редуктор https://arsenal-zapchast.ru/transmissiya/reduktory-khoda/, подключенный к вентилируемому трехфазному электроприводу с надежной тормозной системой. Благодаря слаженной работе механизма позволяет разрезать элементы с диаметром до 26 мм, изгибать прокат с сечением до 32 мм и обрабатывать до 10 деталей за 1 минуту.
4. Stalex МS-32.
Компактный ручной станок с корпусом из стали, включающий перемещаемый вал и жестко фиксирующие заготовки зажимы. Советуют приобрести для использования непосредственно на строительных и производственных площадках. Благодаря специальным отверстиям на ножках инструмент фиксируется на любой опорной поверхности, модель имеет съемную рукоятку и не нуждается в дополнительном обслуживании. Используется для перекусывания вытянутого проката с сечением до 32 мм, стальных пластин 28×28 и 40×14 мм.
5. Winner MS-20.
Мобильный ручной механизм, закрепляемый на верстаках и используемый для резки арматурных прутьев с диаметром до 20 мм, полос 30×8 и квадратов 18×18. К преимуществам относят низкий вес, устойчивость к нагрузкам и хорошую закалку ножей. Стоит купить при ведении работ на площадках без электричества или для разовых производственных целей, инструмент имеет надежную антикоррозийную защиту и рассчитан на длительный срок службы.
6. ALBA COMBI 32/36.
Универсальный комбинированный с корпусом из литой стали, позволяющий разрезать любые металлические заготовки с сечением от 16 до 29 мм и сгибать в пределах 32. При рубке оборудование может функционировать как в автоматическом программируемом, так и ручном, задаваемом оператором темпе, при выполнении функций изгиба требуемый угол регулируется изменением положения стопорного механизма. Модель не имеет колес для перемещения по площадке, она предназначена для стационарной работы. Безопасность оператора при ее запуске обеспечивается устройством защиты режущего механизма и возможностью остановки в любой момент времени.
Стоимость инструмента
Станки марки СМЖ 172 и их модификации выпускают Астраханский СЗ, компании «ПромСтройМаш» и «Строительные машины», также среди российских агрегатов хорошие отзывы имеет продукция Кувандыкского ЗКПО, ВПК «Индустрии» и ООО «Унитех». Зарубежные бренды прежде всего поставляет Китай (Vektor, Stalex, Grost), Испания (Alba, Sima), Чехия (Zitrek) и Италия (ручные механизмы Kapriol и электрические Icaro). Стоимость зависит от производительности, класса и толщины обрабатываемого металлопроката, качества среза, степени защищенности и дополнительных функций. Ножи и запасные детали находятся в свободном доступе и покупаются отдельно.
| Наименование | Мощность, кВт | Габариты, мм | Вес, кг | Цена, рубли |
| СМЖ 172А, Строительные Машины, Россия | 3 | 1100×430×790 | 435 | 107 120 |
| VEKTOR GQ40, Китай | 1190×450×680 | 380 | 97 400 | |
| SIMA COMBI 30/35, Испания | 4 | 1200×990×1050 | 429 | 476 850 |
| Stalex МS-32, Китай | Ручной привод | 510×280×430 | 50 | 14 800 |
| Winner MS-20, Тайвань | 410×370×200 | 22 | 6 500 | |
| ALBA COMBI 32/36, Испания | 3 | 950×730×933 | 305 | 574 600 |
Инструкция по подключению и работе, какое масло заливается в редуктор, настройка, принцип работы, как гнуть
- Перед началом работы в червячный редуктор нужно залить масло. Вполне подойдет обычное машинное масло, хотя некоторые производители рекомендуют именно специальные составы.
- Станок нужно подсоединить к сети, после чего произвести стартовый запуск, чтобы посмотреть, правильно ли выполнено подключение. Должна загореться контрольная панель и датчики энергоснабжения.
- Затем нужно закрепить деталь между осевым валиком и сгибочными поршнями, установить режим работы — механический либо автоматический.
- По завершению работы станок сигнализирует звуком о том, что деталь можно извлечь.
ВНИМАНИЕ! Перед началом работы осмотрите заготовку, которую собираетесь изогнуть на наличие трещин или неровностей, ведь, если заготовка дефектная, то при поломке может произойти перепад давления или нарушение в работе потенциометра станка, которые приведут к дальнейшей поломке. Простой пример:. Простой пример:
Простой пример:
Установка рассчитана на работу под указанным давлением и в течение определённого времени. Если заготовка ломается, давление применять больше некуда, а потенциометры станка не чувствуют сопротивление и не отдают нужные команды об остановке. Таким образом накапливаются ошибки в системе, и при следующем запуске станок будет работать неправильно. Некоторые современные машины имеют систему защиты от таких аварий, тем не менее вылет или поломка заготовки может привести к механическим повреждениям или травме оператора.
Обзор гибочного станка СГА-1: конструкция, модели, характеристики
Проектированием и изготовлением гибочных станков занимается несколько промышленных предприятий. Но наиболее удачной в техническом плане и востребованной является модель СГА-1. Она изготавливается специализированным , г. Санкт-Петербург.
Конструкция и модели серии СГА-1
Станок был создан для выполнения операций гнутья арматуры под различным углом. Это актуально для производства ж/б конструкций, выполнения строительных работ и т.д. Поэтому данная модель обладает относительно небольшими габаритами и весом, что способствует повышению ее мобильности.
Формирование изделий нужной формы из арматуры происходит методом гибки крюков, которые в дальнейшем служат опорной точкой для изменения конфигурации заготовки. Конструкция станка проста – внутри сварной рамы располагается электродвигатель и червячный редуктор, который сообщает движение верхнему диску. Функцию опоры выполняют стержни, установленные на верхней части оборудования.










Порядок выполнения операций на станке СГА-1 для гибки арматуры.
- Установка прутка между центральным упором и регулирующим роликом.
- Во время вращения центральный упор заклинивает заготовку и происходит формирование угла.
- Затем следует включить реверс диска, чтобы освободить пруток.
- Для формирования сложных конструкций используются остальные неподвижные упоры.
Для изменения скорости вращения рабочего диска можно изменить передаточное число в коробке передач. Это осуществляется после установки нужной пары шестерен. Удаление окалины, которая формируется на поверхности стального прутка, происходит через специальную воронку.
Производитель предусмотрел возможность автоматизации работы гибочного станка. Для этого в качестве дополнительной комплектации прилагается электронный блок, с помощью которого можно контролировать процесс гибки арматуры.
Технические характеристики оборудования
Преимуществом этой модели гибочного оборудования является наличие отверстий на поверхности рабочего диска. В них устанавливаются упоры различного диаметра, в результате чего есть возможность формировать изделия нестандартной конфигурации.
Масса снаряженного гибочного станка составляет 380 кг. По сравнению с аналогами эта модель отличается небольшими габаритами, которые составляют 76*79*68 см. Это дает возможность установки оборудования в местах с ограниченным рабочим пространством. Однако следует учитывать, что станок не предназначен для эксплуатации под открытым небом. В его конструкции не предусмотрены меры защиты от влаги. Поэтому при работе на стройплощадках необходимо обустраивать навес.
Основные технические характеристики, которыми обладает станок СГА-1:
- пределы допустимых радиусов гибки варьируются от 20 до 55 мм в зависимости от диаметра стального прутка;
- скорость вращения рабочего диска может составлять от 3,4 до 14 об/мин;
- номинальная мощность электродвигателя – 3 кВт. Его необходимо подключать к трехфазной электросети 380 В.
Дополнительно следует учитывать максимально допустимый диаметр обрабатываемой арматуры. Это напрямую зависит от ее класса. Для выбора режимов гибки оборудования необходимо знать следующие параметры максимального сечения прутка:
- А-I – 40 мм;
- А-II – 36 мм;
- А-III – 32 мм.
Перед обработкой арматуры, изготовленной из нестандартных сплавов, следует провести расчеты их характеристик. Это же касается формирования радиусов для профильных труб круглого или прямоугольного сечения. Однако последний тип гибки выполнить на этом станке проблематично, так как для этого понадобятся упоры специальной конструкции.
В качестве примера можно посмотреть видео, в котором показана работа станка с электронным блоком управления:
stanokgid.ru
Запчасти, шестерни, ремкомплекты, ремонт
Тоже самое касается и комплектующих
Производители не просто так акцентируют внимание на покупку именно заводских запчастей. Ознакомьтесь с блоком контактов на нашем сайте, в котором собраны проверенные производители и поставщики комплектующих, чтобы быть уверенным в правильной работе приобретенных станков. Компании, занимающиеся ремонтом и сервисом станков представлены тут
Компании, занимающиеся ремонтом и сервисом станков представлены тут.
Подведем итог обзора. Станок СГА-1 является универсальным механизмом для работы с арматурой разного назначения и структуры. Его цена и характеристики позволят запустить производство с нуля и получать чистую прибыль уже через несколько месяцев, учитывая расходы на электроэнергию и обслуживание. Эксплуатация, установка, транспортировка станка не приносит дополнительных неудобств, если заказывать оборудование у сертифицированных производителей, которые были перечислены в статье.
Не пренебрегайте диагностикой и осмотром оборудования, так как один неправильно настроенный станок может повредить всю электронную сеть, если он включён в цепочку производства или вывести из строя рядом стоящее оборудование посредством механического повреждения.
Приводные станки, работающие от прутка
Характерные особенности технологии пластической деформации, которая реализуется на подобном оборудовании — последовательное выполнение переходов отрезки и последующей гибки, поскольку штамповка проводится из непрерывного материала. Поэтому количество переходов на таких станках — не менее двух (в некоторых моделях предусматривается также правка-калибровка отрезанных стержневых заготовок). Неавтоматизированная техника (например, станок для гибки арматуры СГА50) чаще применяется для гибки арматуры диаметром свыше 12…16 мм. Для гибки проволочной арматуры используют специализированные автоматы.
Станки для резки и гибки арматуры рассмотрим на примере гибочно-отрезных станков SB6-12 (КНР), выпускаемых по лицензии немецкой фирмы Schelle. Устройство агрегата включает в себя следующие узлы:

- Приемную кассету.
- Механизм подачи заготовок (роликового типа).
- Привод механизма реза.
- Отрезной ползун.
- Регулируемые упоры и фиксаторы.
- Пневмокомпрессор.
- Ползунки гиба.
- Электродвигатель.
- Компьютерный пульт управления со встроенным дисплеем.
- Сбрасыватель.
Работа станка для гибки арматуры происходит следующим образом. Предварительно оператор набирает программу гиба заготовки, после чего компьютером устанавливается требуемая длина реза исходной заготовки, а также ход гибочного ползунка с учетом пружинения материала и геометрической конфигурации готового изделия. С включением механизма подачи происходит одновременная правка прутка. При подаче до упора включается привод механизма реза, мерная заготовка отрезается и продвигается торцевой частью материала на позицию гибки, где фиксируется. Одновременно компрессором создается давление, необходимое для перемещения гибочного ползунка до полного обжатия материалом матрицы, профиль которой соответствует форме конечной детали. При обратном ходе ползунка сбрасыватель выводит изделие из зоны обработки, после чего оператор удаляет готовую деталь в тару.
Читать также: Как образовалась железная руда
Модель SB6 выполняет плоскую гибку, в то время как станки SB12 способны выполнять и пространственный изгиб материала. Оборудование может функционировать и в полностью автоматическом режиме, тогда функцией оператора является только заправка следующего прутка в кассету.
По подобной схеме может действовать и ручные арматурогибы с функциями отрезки и правки проката.
Дальнейшим развитием данного вида оборудования считаются полностью автоматизированные станки (например, AlbaDesa итальянского производства). Здесь в качестве сортамента исходного материала используется бухта, а процесс штамповки выполняется непрерывно. Производительность увеличивается, а габаритные размеры оборудования наоборот, снижаются (разматыватель бухты компактнее, чем кассета).
В практике производства гнутых арматурных изделий иногда нецелесообразно приобретать автоматизированное оборудование. Гибочный станок для арматуры весьма компактен, прост и отличается значительно меньшей стоимостью. Ограничением данной технологии является необходимость предварительной резки заготовок «в размер».
Типичным представителем данной техники являются отечественные станки для гибки арматуры СГА-1Э. Он предназначен для выполнения различных операций гибки штучных стержней, включая одно- и двухугловую гибку, загибку крюков, круговую гибку и т.д.
Данные станки для гнутья арматуры включают в себя:
- Сварную станину рамного типа.
- Электродвигатель.
- Инструментальную плиту.
- Привод с понижающим червячным редуктором.
- Управляющие кулачки.
- Гибочный диск, снабженный фиксирующим и рабочим пальцами (аналог пуансона).
- Неподвижный упорный палец (аналог матрицы), закрепленный на инструментальной плите.
- Электронный блок управления, которым цикл деформирования полностью автоматизируется.
Станок работает так. Кулачками выставляется требуемая конфигурация детали после штамповки. Мерная заготовка размещается и фиксируется в полости матрицы, после чего включается привод, и гибочный диск выполняет деформирование той части заготовки, которая находится между пальцами. При реверсе гибочного диска (выполняется по достижении требуемого угла гиба, за которым следит датчик угла поворота), рабочий палец высвобождает пруток. Диск останавливается, после чего готовая деталь извлекается из зоны обработки.
У гибочного станка СГА-1 допускается изменять профиль рабочих роликов (например, на квадратный), что делает описанное оборудование достаточно универсальным. Схожий принцип действия имеет и ручной станок для гибки арматуры. Таким образом, все гибочные станки для производства деталей арматуры являются оборудованием ротационного действия.
Меры безопасности
Работа станков смж 172 просит строгого выполнения всех правил безопасности. Не позволяется:
- применять с превышением показателей, установленных техническими спецификами;
- делать работу при плохом освещении, дожде;
- включать оборудование при снятой защите ножей разборном корпусе;
- работать при отсутствующем заземлении корпуса;
- делать техобслуживание, чистку смж, менять ножи при подключенном электрическом питании;
Оператор во время работ должен применять очки для защиты, шумовую защиту слуховых органов, каску.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Станок для резки арматуры СМЖ-172А. Вкладыш в сборе (станки выпуска до 31 декабря 2013г)
Подготовка к эксплуатации
Оборудование устанавливается на бетонное основание, надежно фиксируется, заземляется. Перед работой производится смазка, проверяется натяжение клиноременного механизма. Изначально между ножами должен быть зазор величиной 0,1 ÷ 0,3 мм, при необходимости лезвия регулируются до нужных параметров. Подвижная планка упора устанавливается в необходимое положение, задается режим работы станка. Оператор обязательно должен проверить надежность закрепления защитных кожухов. Плавность движения механизмов проверяется поворотом маховика вручную. После этого следует включить электродвигатель на несколько секунд. Это позволит убедиться в правильном движении маховика, которое должно совпадать с направлением стрелок на торцевой поверхности.










СМЖ 172 Установка для резки арматуры (УРА 40)
Станок СМЖ 172 (УРА 40) состоит из следующих основных узлов
Устройство и работа.
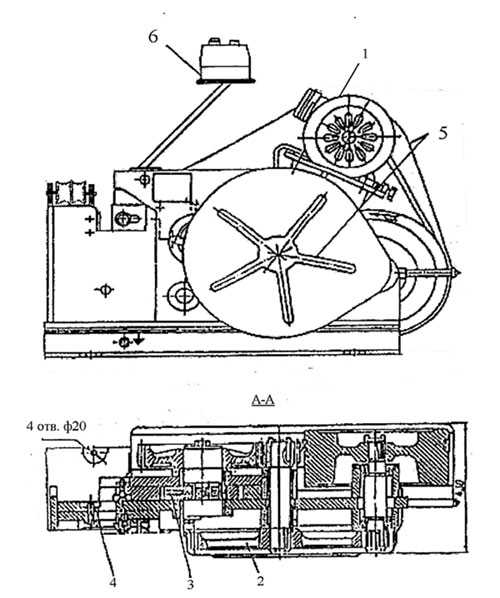
Станина СМЖ-172 в сборе предназначена для монтажа станка и составных его частей и включает в себя:
Основание из листового проката с приваренными к нему двумя швеллерами и с отверстиями под крепление станка на фундаментных болтах, приваренный к основанию вертикальный лист с подшипниковыми опорами и съемной крышкой.
В верхней части станины имеются рабочий зев станины, который обрамлен съемным неподвижным ножом, отбойником, плоскость которого перпендикулярна продольной
оси разрезаемых прутков различных диаметров Упор состоит из двух рифленых планок 3 и 5, одна из которых крепится к станине, а вторая может перемещаться относительно первой и прижимается к ней болтом 4.
Отверстие для подъема и транспортировки станка. Между вертикальным листом станины, и установленной на 3-х штифтах и 5-ти болтах крышкой расположен кулисный механизм в сборе, который состоит из кулисы, эксцентрикового вала и вкладыша. В верхней части кулисы крепится подвижный нож 2 (см. рис.2) взаимозаменяемый с неподвижным ножом станины.
Конструкция ножей позволяет использовать в качестве рабочих четыре режущие кромки. Кулиса совершает качательное движение вокруг пальца, укрепленного в станине.
Движение кулисы осуществляется посредством передачи энергии от электродвигателя через клиноременную передачу, две пары цилиндрических зубчатых колес, закрытых защитными кожухами, и эксцентриковый вал.
Электродвигатель установлен на подмоторной плите, имеющей два болта для регулировки натяжения клиновых ремней.
Включение и выключение электродвигателя производится посредством кнопочной станции.
Входит в комплект и стоимость станка СМЖ-172 (УРА-40)
Поставляется по требованию заказчика за отдельную плату к станку УРА-40





