

Как облудить подшипник оловом (видео)
Не имеет значения, какая конструкция у металлического изделия (провод или подшипник). Достаточно часто, корректная работа данных изделий зависит от качества соединения и материалов, которыми оно обработано.
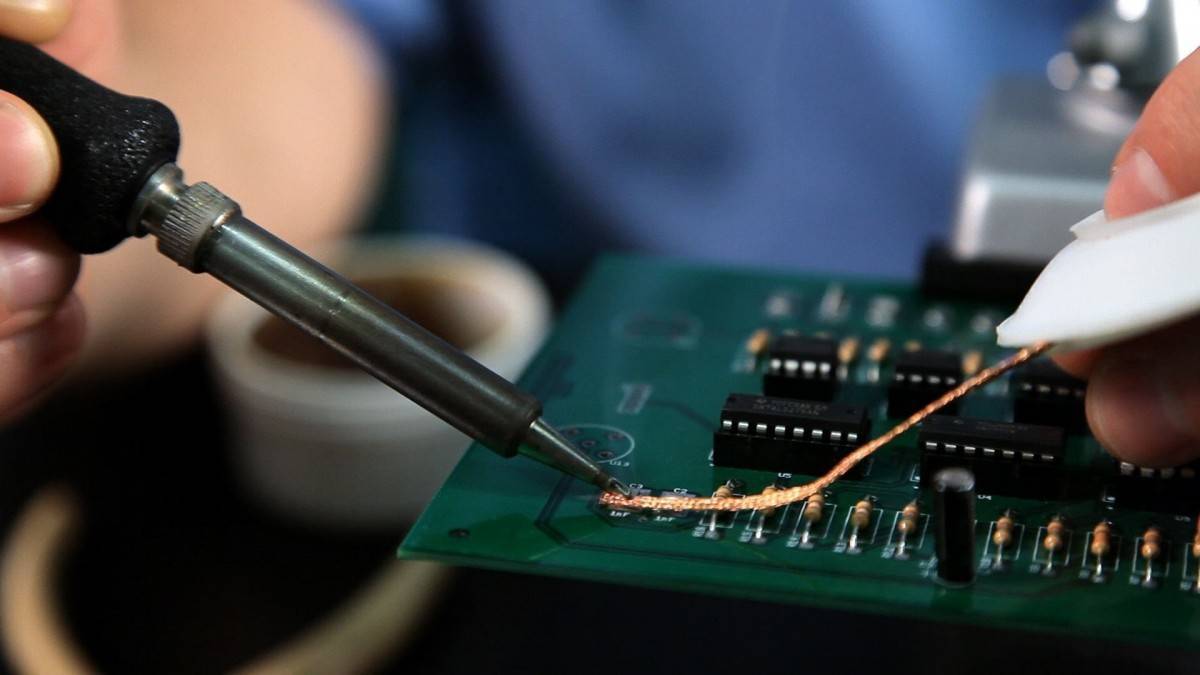
В современном доме, наполненном техникой, часто встречаются простые поломки, которые при должном умении легко устранить самостоятельно. Чаще всего встречается такая поломка, как разъединение контактов и разрыв проводов. В домашних условиях с такой проблемой можно справиться при помощи обыкновенного паяльника.
На множестве сайтов есть инструкции, как правильно выбрать паяльник и самостоятельно паять, как подобрать припой и флюс. Но в большинстве своем в инструкциях опускается такой важный вопрос как правильно залудить паяльник.

Если неправильно подготовить инструмент к работе, то результаты стараний будут совершенно некачественными, а контакты в приборе – ненадежными.
На метод лужения в основном влияет материал, из которого изготавливается непосредственно жало паяльника.
Не обгораемые наконечники
Гораздо лучшие характеристики имеют необгораемые жала. Они тоже выполнены из медных сплавов, но имеют специальное защитное покрытие из никеля или серебра.


Сталь
В редких случаях можно встретить паяльники с жалом, выполненным из стали. Этот материал гораздо более долговечный и прочный по сравнению с медью, но обладает очень плохой теплопроводностью. Это обуславливает весьма малую популярность паяльников со стальными наконечниками.

Керамика
В последнее время все больше набирают популярность паяльники с жалами, изготовленными из керамики. Они обладают завидной теплопроводностью, не покрываются окислами и как следствие, не требуют лужения.
Также благодаря своей плотности, керамический наконечник может быть весьма тонким, что как нельзя лучше подходит для работы с мелкими радиодеталями и создания авторской бижутерии.

Составные наконечники
В продаже можно встретить жала, сделанные сразу из нескольких металлов. При создании таких деталей учитываются все плюсы и минусы каждого из используемых металлов, чтобы полностью отразить его достоинства и нивелировать недостатки.


Порядок действий
Чтобы облудить провод, нужно действовать по следующему алгоритму:
- С помощью специального инструмента, ножа или скальпеля удалить изоляционный слой с проводов, которые потребуется соединить.
- После удаления изоляционного материала токопроводящие жилы зачистить до образования характерного блеска. Для этого можно использовать нож или наждачную бумагу. Если работа предстоит не с литой жилой, а многожильным проводом, каждый проводок распушается и зачищается по отдельности.
- В розетку включается паяльник и очищается от всех загрязнений, которые он любит собирать, особенно старого припоя и пыли. Во время очищения жилы паяльника рекомендуется использовать небольшую наждачную бумагу.
- Требуется разогреть кончик провода. Это можно сделать с помощью паяльника, газовой горелки или обычной зажигалки.
- Когда паяльник разогрелся до рабочей температуры, его жилой прикасаются к припою и канифоли. Рабочая поверхность обильно должна быть покрыта растопленным оловом.
- Следующий этап – горячим паяльником касаться медного проводника. Припой должен равномерно распределяться по жиле. Чтобы нанести припой, используются пассатижи и пинцеты.
- По окончании работ внимательно осматривается кабель или провод. Рабочая поверхность должна быть полностью и равномерно покрыта припоем. Пустые полости или скопления вещества должны отсутствовать. Если обнаружены недочеты в работе, к процедуре приступают повторно.
Технология лужения металла
Процесс лужения разделяют на два этапа:
- Предварительная подготовка поверхности.
- Обработка изделия.
Технология выполнения работ такова, что малейшая небрежность на любом этапе окажет сильное влияние на результат. Некачественная подготовка изделий влияет на адгезию слоя олова, покрывающего металл: он прослужит гораздо меньше положенного срока. При ошибках в процессе обработки металла слой полуды не будет иметь заданной толщины и не сможет справиться с поставленными задачами. Свои нюансы имеются на всех стадиях выполнения работ.
Подготовка изделий
От степени чистоты поверхности зависит прочность антикоррозийной защиты и надежность крепления припоя. Стандартный способ подготовки плоскости – механическая обработка металлическими щетками и специальными насадками на болгарку.
Для финишной обработки применяют мелкозернистые абразивные полотна, чтобы получить максимально гладкую поверхность.
В качестве химических очистителей используют предварительно разогретые натриевые составы. Непосредственно перед проведением обработки проводят процедуру травления с помощью серной кислоты.
Растирание и погружение
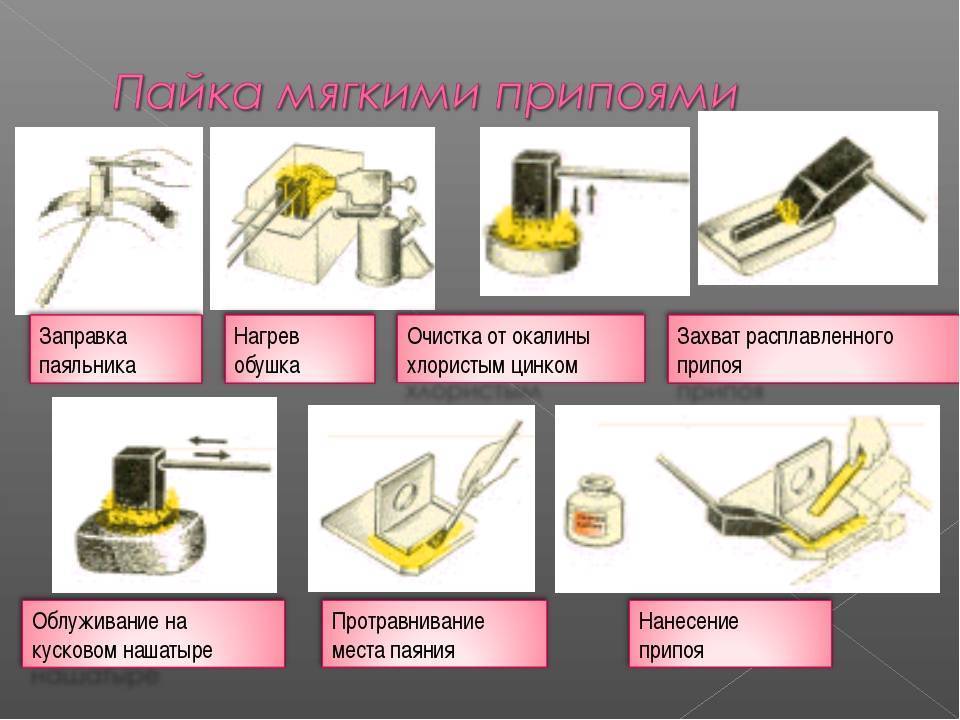
В процессе растирания расплавленного олова по поверхности используют специальный флюс, в состав которого входят хлористый аммоний и цинка хлорид. Алгоритм применения флюса выглядит следующим образом:
- Хлорид цинка наносят на поверхность и разогревают паяльной лампой или иным доступным способом.
- По достижении точки кипения в соль добавляют припой, который расплавляется под воздействием высокой температуры.
- Следом добавляют порошок хлористого аммония.
- Состав равномерно распределяется по рабочей поверхности.
Это интересно: Мангал своими руками — чертежи мангалов из кирпича, из металла
Канифоль и флюсы
Флюс – это жидкое или твердое вещество, которое связывает припой с металлической поверхностью проводов. Также он помогает обезжирить поверхность проводов, а саму припайку спасает от окисления. ЛТИ 120 является наиболее популярной маркой флюса. Данное вещество можно сделать самостоятельно, для этого необходимо канифоль растворить в спирте, в соотношении 60 % на 40 %, тщательно взболтав смесь. Канифоль – это смесь смоляных кислот и их изомеров, на вид оно хрупкое, прозрачное, светло-желтого или темно-красного цвета. Начинающим проще работать с канифолью, так как он более удобен при пайке. Ее цена невысокая, поэтому она становиться удобным расходным материалом. Абсолютно нерастворима в воде, но растворяется в спирте и ацетоне. В зависимости от сорта, расплавляется при температуре не ниже 66-69 ºС. Чаще канифоль используют при пайке медных деталей, а когда процесс более сложный применяют флюс, который подходит ко всем материалам.

Защита места пайки от окисления. Флюс
Флюс служит для защиты места пайки от окисления кислородом воздуха и растворения тончайших пленок окислов на поверхности материала. Для пайки меди наиболее часто используются такие флюсы:
Таблица характеристик наиболее распространенных флюсов для пайки меди и ее сплавов
| Марка флюса | Состав |
| Канифоль | Канифоль сосновая |
| Спиртоканифоль | Канифоль 30-40%, спирт этиловый 60-70 % |
| ЛТИ-120 | Канифоль 20-25%, спирт этиловый 66-73 %, солянокислый анилин 3-7 %, триэтаноламин 1-2 % |
Самый простой и дешевый и беспроигрышный вариант – обыкновенная канифоль. Единственное затруднение при ее использовании, то, что она находится в твердом состоянии и требует навыков при нанесении на спаиваемые детали.





Гораздо удобнее в использовании спиртоканифоль. Она представляет собой раствор канифоли в этиловом спирте. И имеет вид густой желтоватой жидкости со своеобразным запахом. Удобство использования заключается в том, что на место пайки ее можно нанести кисточкой или обмакнуть в баночку с флюсом скрученные проводники.
Более широкие возможности имеет активированный флюс ЛТИ-120. При его применении нет необходимости в зачистке новых проводников. Зачищать нужно только такие, которые имеют темный цвет из-за окисления поверхности. Поскольку имеются определенные трудности в зачистке многожильных проводов, то применение активированного флюса приветствуется.
Все перечисленные флюсы не требуют смывки после окончания пайки, поскольку абсолютно нейтральны по отношению к материалу проводника.
Как правильно залудить медное жало у паяльника
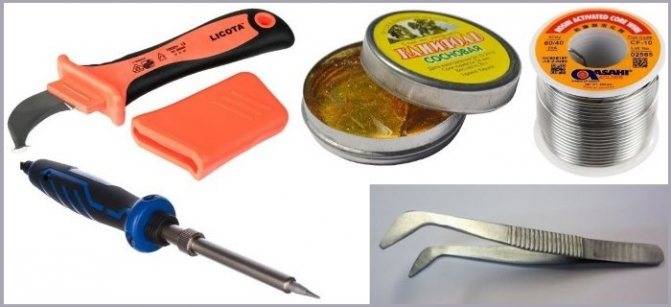
Перед использованием жало нужно залудить. Иначе припой не будет к нему приставать и пайка станет невозможной. Рассмотрим способы, как правильно залудить жало для паяльника. Для этого процесса понадобятся:
- канифоль;
- припой;
- деревянный брусок;
- наждачная бумага с мелким зерном или напильник.
Рабочую поверхность нового жала зачищаем наждачной бумагой, положенной на брусок, до блеска. Если жало побывало в эксплуатации, его поверхность неровная и изрыта кавернами, то перед облуживанием его придется выровнять напильником. Лучше для этого вынуть его из паяльника и зажать в тиски. Если по вышеописанным причинам демонтаж жала невозможен, то можно обойтись и без этого. Считается, что плоскость для пайки лучше формировать не напильником, а отковыванием, постепенно расплющивая кончик жала молотком. Процесс этот более трудоемкий и требует определенных навыков, но в результате припой будет меньше вымывать медь их жала. Выбоины в нем будут образовываться медленнее, и повторное лужение потребуется не скоро.
Теперь устанавливаем жало на место и включаем паяльник в сеть. При этом периодически контролируем нагрев, касаясь канифоли. Как только она начинает плавиться, покрываем ею всю рабочую поверхность. В процессе выгорания канифоли процесс периодически повторяем, ожидая момента, когда температура станет достаточной для плавления припоя. Как только это произойдет, покрываем припоем всю рабочую поверхность жала и стряхиваем с него излишки.
Поверхность нужно полностью залудить. Если есть пропуски, или жало не лудится, значит, окисел был снят некачественно. Чтобы не остужать паяльник и не зачищать поверхность снова, применяем небольшую хитрость.
На брусок кладем наждачную бумагу, а на нее – кусочек канифоли. Плавим его паяльником и зачищаем рабочую поверхность жала наждачкой в среде канифоли. Периодически добавляем припой. Этот метод годится и для того, чтобы оперативно восстановить рабочую поверхность. Как только на ней появляются необлуженные зоны, рекомендуется поправить ситуацию с помощью наждачки и канифоли. Это будет лучше, чем потом выравнивать поверхность напильником.
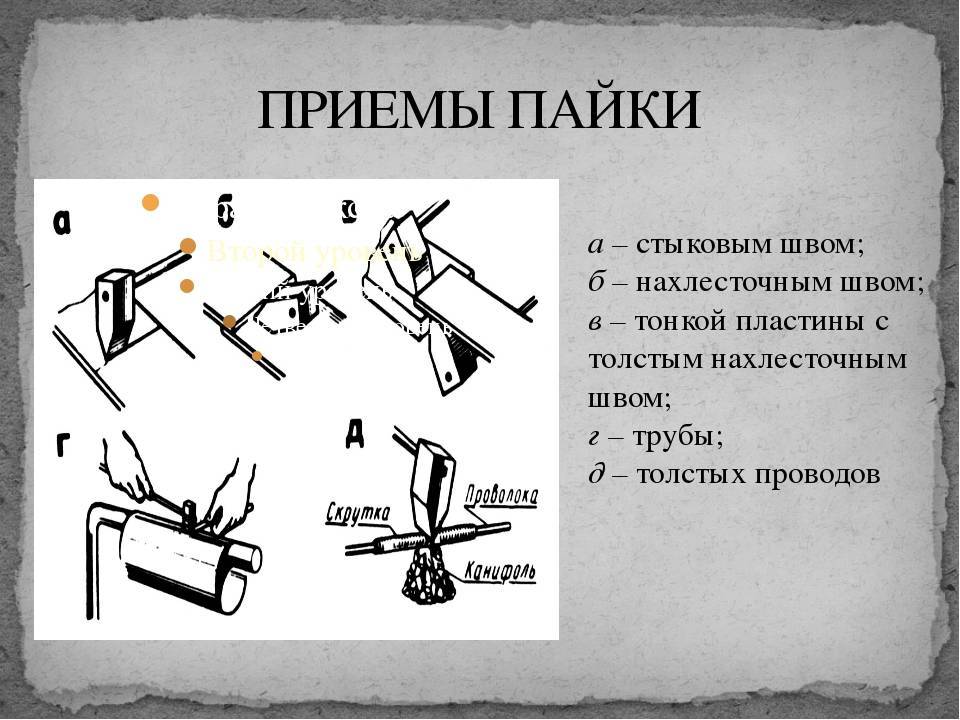
Пайка. Соединение проводов пайкой.
Пайка представляет собой способ соединения металлов с помощью другого, более легкоплавкого металла. По сравнению со сваркой пайка является более простой и доступной. Она не требует дорогостоящего оборудования, менее пожароопасна, а навыки для выполнения хорошего качества пайки потребуются более скромные, чем при осуществлении сварного соединения. Следует отметить, что поверхность металла на воздухе обычно быстро покрывается оксидной пленкой, поэтому ее перед пайкой требуется зачистить. Но зачищенная поверхность вновь может быстро окислиться. Во избежание этого на обработанные места наносят химические вещества — флюсы, повышающие текучесть расплавленного припоя. Благодаря этому пайка получается прочнее.
Пайка также является лучшим способом оконцевания медных многопроволочных жил в кольцо — пропаянное кольцо равномерно покрывается припоем. При этом все проволоки должны полностью входить в монолитную часть кольца, а его диаметр должен соответствовать диаметру винтового зажима.
Процесс пайки проводов и жил кабелей заключается в покрытии разогретых концов соединяемых жил расплавленным оловянисто-свинцовым припоем, который обеспечивает после затвердения механическую прочность и высокую электропроводность неразъемного соединения. Пайка должна быть гладкой, без пор, загрязнений, наплывов, острых выпуклостей припоя, инородных вкраплений.
Для пайки медных жил малых сечений используют трубки припоя, заполненные канифолью, или раствор канифоли в спирте, который перед пайкой наносят на место соединения.
Для создания качественного пропаянного контактного соединения жилы проводов (кабелей) необходимо тщательно облудить, а затем скрутить и обжать. От правильной скрутки в значительной степени зависит качество пропаянного контакта.
После пайки контактное соединение защищается несколькими слоями изоляционной ленты или термоусадочной трубкой. Вместо изоляционной ленты пропаянное контактное соединение можно защитить изоляционным колпачком (СИЗ). Перед этим желательно готовое соединение покрыть влагостойким лаком.
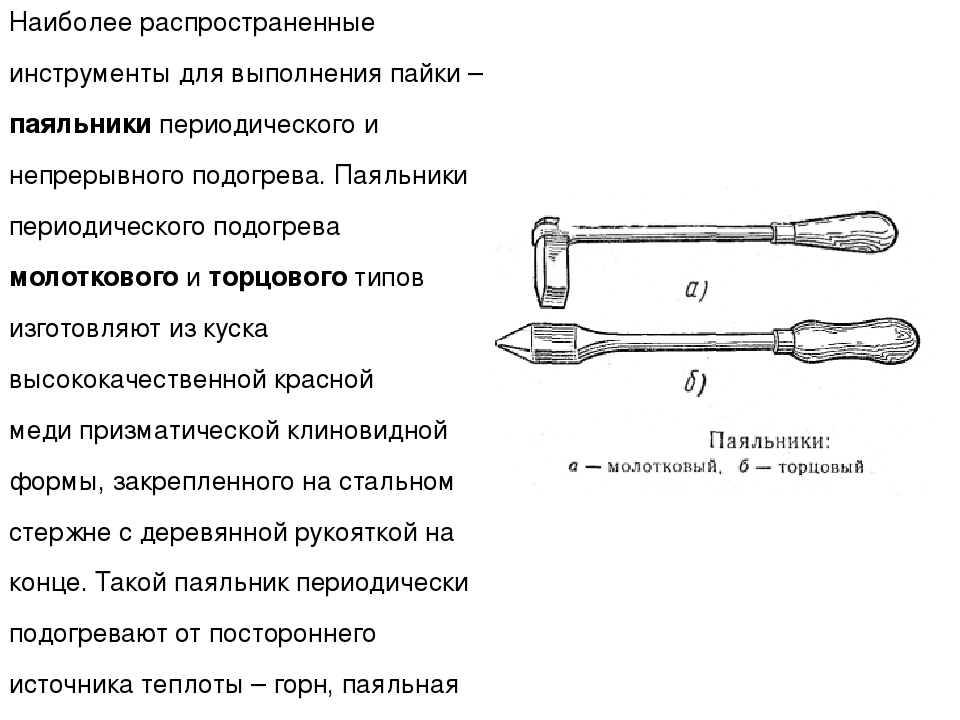
Нагрев деталей и припоя производится специальным инструментом, который называется паяльником. Обязательным условием создания надежного соединения способом пайки является одинаковая температура спаиваемых поверхностей. Большое значение для качества пайки имеет соотношение температуры жала паяльника и температуры плавления. Естественно, что добиться этого можно только при помощи правильно подобранного инструмента.
Паяльники различаются по конструкции и мощности. Для выполнения бытовых электромонтажных работ вполне достаточно обычного электрического стержневого паяльника мощностью 20—40 Вт. Желательно, чтобы он был оснащен регулятором температуры (с термодатчиком) или хотя бы регулятором мощности.
Опытные электромонтажники часто используют для пайки оригинальный способ. В рабочем стержне мощного паяльника (не менее 100 Вт) высверливается отверстие диаметром 6—7 мм и глубиной 25—30 мм и заполняется припоем. В разогретом состоянии такой паяльник представляет собой небольшую лудильную ванночку, которая позволяет быстро и качественно пропаять несколько многожильных соединений. Перед пайкой в ванночку бросается небольшое количество канифоли, которая препятствует появлению оксидной пленки на поверхности проводника. Дальнейший процесс пайки заключается в опускании скрученного соединения в такую импровизированную ванночку.
Лужение
 Известно, что многие металлы легко окисляются. Находясь на поверхности при контакте с воздухом в присутствии влаги, они превращаются в оксиды, затем гидроксиды, постепенно разрушаются.
Известно, что многие металлы легко окисляются. Находясь на поверхности при контакте с воздухом в присутствии влаги, они превращаются в оксиды, затем гидроксиды, постепенно разрушаются.
Еще в давние времена научились защищать металлические изделия нанесением покрытий из стойких металлов. Для лужения олово и его сплавы в большинстве случаев применяли и используют по настоящее время.
Раньше лудили котлы, посуду для приготовления пищи. Сейчас для изготовления кухонной утвари применяют многие металлокерамические композиты, которые не ржавеют. Луженых котлов и кастрюль на рынке почти не бывает.
Постоянно покрывают слоем оловянных сплавов консервные банки. Иначе вместо консервов потребители смогли бы увидеть ржавую массу. Оловянные защитные покрытия применяют в радиоэлектронике. Пайка изделий на такой поверхности проходит без труда.
Существует несколько технологий лужения оловом. Покрытие можно формировать из расплава, раствора, мокрым способом или с применением гальванических ванн. При выборе метода ориентируются на размеры изделия, условия его эксплуатации, наличие производственных условий.
Лужение и пайка
Лужение поверхности позволяет выполнить пайку и существенно упростить данный процесс. Для выполнения работ необходимо подготовить следующие инструменты:
- Горелка или другой источник огня.
- Паяльник.
- Расходные материалы.

Расходными материалами для выполнения работ является флюс, припой и канифоль. Лужение паяльником выполняют путем расплавления припоя горячим наконечником инструмента. Благодаря физическим свойствам олова для этого не требуется интенсивной обработки. Под действием температуры припой становится жидким, стекая на рабочую поверхность, образуя паяльную ванну. Распространение рабочего состава регулируется движением паяльника.
После использования всего состава рабочую плоскость протирают ветошью. Это необходимо сделать сразу же, пока поверхность еще горячая. Данная процедура поможет равномерно распределить состав.
Требуемые инструменты
Работа с проводами – дело несложное, если к нему хорошо подготовиться. Желательно, сделать все заранее, чтобы потом в самый неподходящий момент, не пришлось суетиться. Список инструментов, позволяющих лудить провода или кабель, выглядит следующим образом:
- хорошо заточенный нож;
- медицинский или технический пинцет;
- обычные плоскогубцы;
- паяльник или станция для паяния;
- расходные материалы (флюс, припой).
Вместо ножа сейчас продаются специальные клещи, которые позволяют содрать изоляцию одним движением. Но они не так уж дешево стоят, поэтому многие обходятся ножом или скальпелем.



Все средства и приспособления немудреные, но очень полезные. Под расходными материалами подразумеваются определенный флюсовый состав и припой, подходящий для данного вида проводов.
Этапы
Для того чтобы понять, что значит луженая медь, рассмотрим подробнее основные этапы протекающего процесса. Сначала медную проволоку, которая установлена на специальном механизме подачи, очищают. Суть процесса в пропускании через специальные протирочные щетки, смоченные раствором хлорида цинка (эту соль получают при взаимодействии гранулированного цинка с соляной кислотой).
Далее проволоку опускают в лудильную ванну, где располагается олово в расплавленном виде, в итоге получается медь луженая. Фото готового изделия демонстрирует равномерность нанесенного слоя.
Важно на этом этапе не допускать появления «наплывов» на проволоке, так как они приводят к выбраковке партии из-за возникающих отклонений от заявленного диаметра. На следующем этапе создания луженой проволоки материал пропускают через резиновые щетки (диаметр их не должен превышать 0,14 мм) либо сквозь волочильный механизм с алмазными дисками. Подобная процедура требуется для придания поверхности проволоки безупречной равномерности
Подобная процедура требуется для придания поверхности проволоки безупречной равномерности
На следующем этапе создания луженой проволоки материал пропускают через резиновые щетки (диаметр их не должен превышать 0,14 мм) либо сквозь волочильный механизм с алмазными дисками. Подобная процедура требуется для придания поверхности проволоки безупречной равномерности.
Потом материал охлаждается при пропускании через емкость с холодной водой. Остывшая проволока повторно проходит через волочильный механизм с алмазными дисками, избавляясь от оставшихся «наплывов».
Завершающим моментом является подача проволоки на приемный механизм. Здесь происходит ее фиксация на специальную катушку. Пройдя всю цепочку, проволока абсолютно готова к продаже либо к последующему созданию кабеля разных сечений. До того как луженая проволока отправится к потребителям, ей предстоит пройти процедуру контроля. Суть ее в проведении нескольких операций, которые докажут соответствие ее ТУ 16-505.850-75.

Смотреть галерею
Способы
Для того чтобы пайка алюминия с медью прошла успешно, сначала нужно разобраться в том, какие именно соединения нужно создавать. Например, провода в холодильнике, где применяют такие жилы, опытные мастера скрепляют только припоем, рекомендованным производителями техники. На производстве и в быту также может потребоваться соединение трубчатых элементов именно в неразрывном, герметичном виде. Под это определение подходит только пайка

Можно выделить ряд актуальных способов ее выполнения.
- С применением стальной муфты. В этом случае между стыками алюминиевой и медной деталей устанавливается вставка из черного металла. Пайка осуществляется с каждой стороны отдельно, что позволяет сделать соединение более прочным, исключает возникновение проблем из-за разницы температур плавления. Со сталью и медь, и алюминий хорошо взаимодействуют.
- С применением специализированных припоев. Наиболее ярким примером является материал, выпускаемый брендом Castolin, к которому компания предлагает дополнительно целую линейку флюсов с нужными характеристиками. Стоят такие расходные материалы заметно дороже, встречаются редко. Именно их обычно используют в мастерских по ремонту сложной бытовой техники.
- Поверхностный способ. Он заключается в использовании особого соединения, при котором медная часть вставляется в алюминиевый раструб. По краю широкой части наносится припой, закрывающий зазор. Используются легкоплавкие составы, при работе мастеру нужно захватить как можно большую часть поверхности медной детали. Этот способ применим при работе с трубчатыми элементами.
- Скрутками. Этот метод позволяет использовать общий оловянно-свинцовый припой, но с использованием специальных флюсов для каждого металла. Таким образом исключается возможность окисления, устраняется потеря алюминиевой жилой ее прочности и первоначальных рабочих характеристик. Эта технология пайки проводов считается допустимой, но не рекомендована для применения под высокими сетевыми нагрузками.
- С меднением алюминия. В этом случае на поверхности металла создаются контактные площадки, позволяющие образовать надежное соединение с мало совместимой с ним медью. Кислотный состав не применяется.
Это основные способы, которые используют, чтобы получить соединение медных и алюминиевых элементов путем пайки.
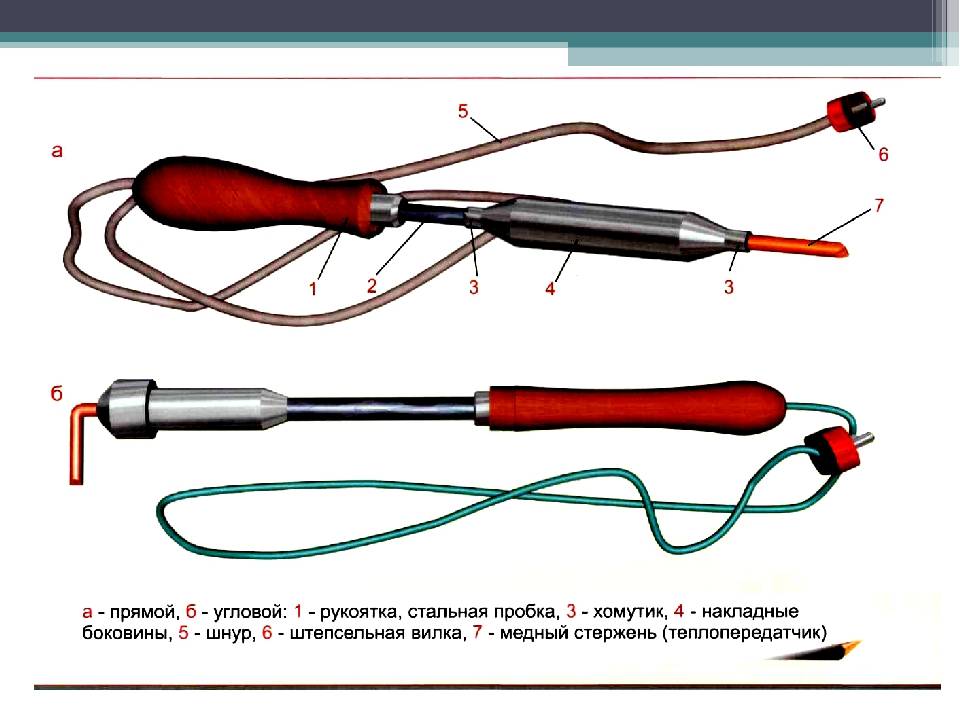
§ 97. ЛУЖЕНИЕ. Инструменты и приспособления, применяемые при лужении. Приемы лужения.
Раздел: БИБЛИОТЕКА ТЕХНИЧЕСКОЙ ЛИТЕРАТУРЫ Короткий путь https://bibt.ru <<�Предыдущая страница Оглавление книги Следующая страница>>
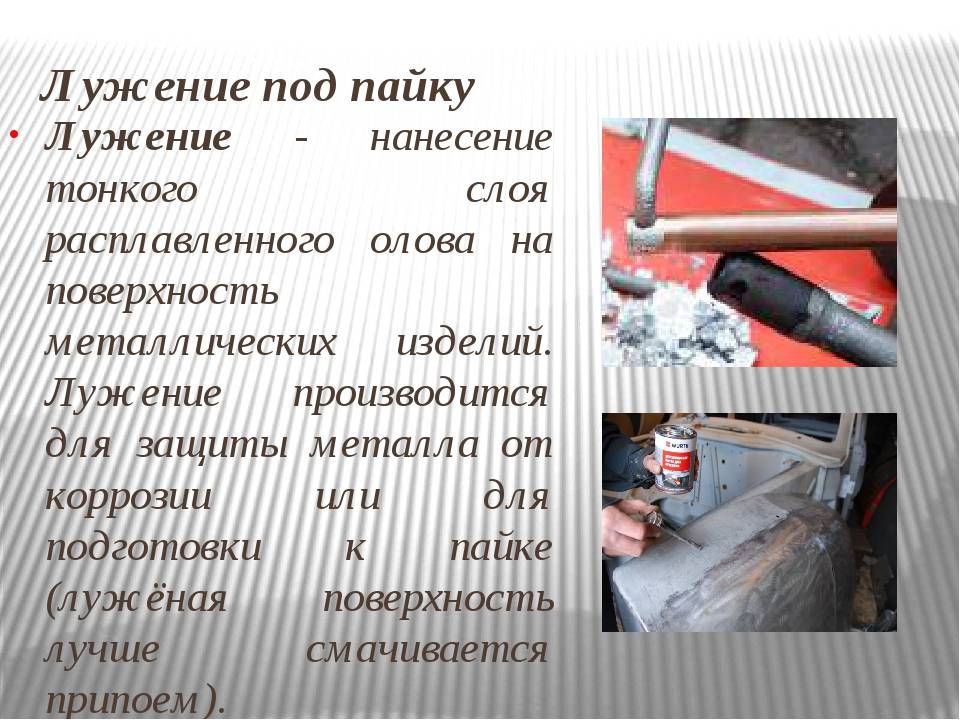
Лужение. Лужением называется процесс покрытия поверхностей изделий тонким слоем расплавленного олова или сплава олова со свинцом.
Металл, наносимый на поверхность изделия, называется полудой.
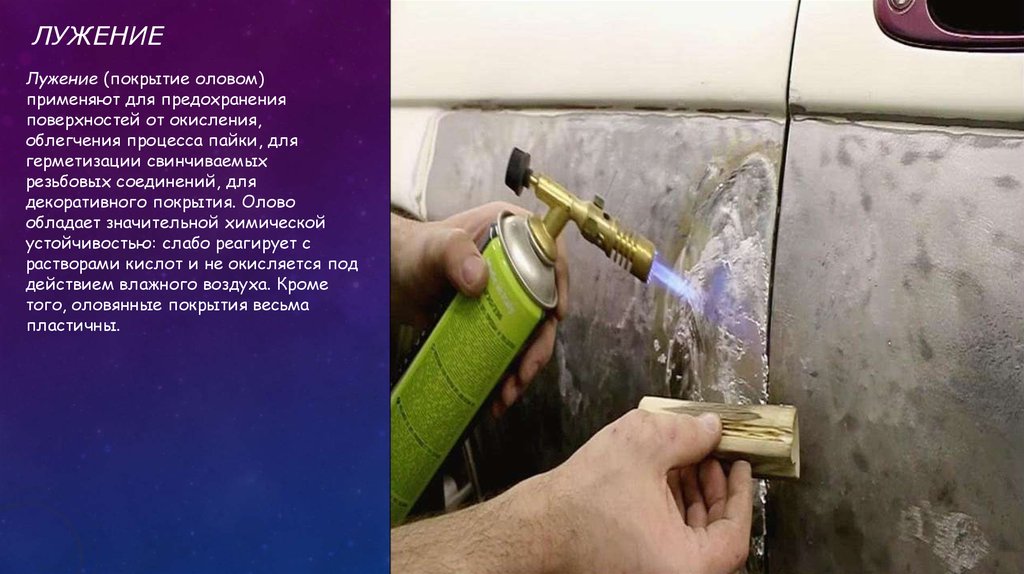
Лужение чаще всего выполняется при подготовке деталей к паянию, а также для предохранения изделий от ржавления (коррозии). Иногда лужение производится для специальных целей, например перед заливкой подшипников.
В качестве полуд применяется чистое олово, а для неответственных деталей олово иногда заменяют более дешевым сплавом, состоящим из 5 частей олова и 3 частей свинца. Сплавы (оловянно-свинцовые) нельзя применять при лужении посуды для пищи.
Лудят двумя способами: натиранием (большие изделия) и погружением (небольшие изделия) в расплавленную полуду.
Процесс лужения состоит из трех основных операций: подготовки поверхности, приготовления полуды и лужения.
Подготовка поверхности к лужению. Поверхность, подлежащая лужению, должна быть тщательно очищена от грязи, окалины, жиров и т. д. Очистка поверхности изделия производится до металлического блеска при помощи шабера, напильника, наждачной бумаги, кордовых щеток и т. д. Большие поверхности для облегчения работы травят разбавленной соляной или серной кислотой.
Обезжиривают и удаляют окисную пленку с поверхности изделия промывкой (протравливанием) в водном растворе соляной кислоты. Затем поверхность промывают чистой водой и протирают насухо. В целях предохранения очищенной поверхности от окисления ее смазывают хлористым цинком и сверху посыпают порошком нашатыря.
При выполнении травления и нейтрализации следует работать в резиновых перчатках, фартуке и защитных очках во избежание ожогов и порчи одежды.
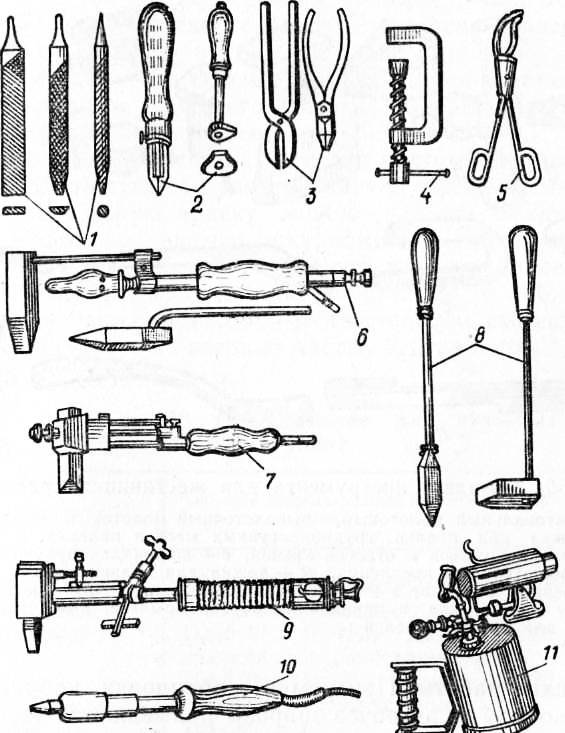
Инструменты и приспособления, применяемые при лужении. При лужении пользуются различными инструментами и приспособлениями, например шаберами различных размеров и форм для очистки поверхностей деталей от ржавчины; паяльной лампой для нагревания деталей небольшого размера; щеткой для очистки поверхностей изделий от грязи; кистью (волосяной) для смачивания деталей кислотой; клещами для поддерживания горячих деталей.
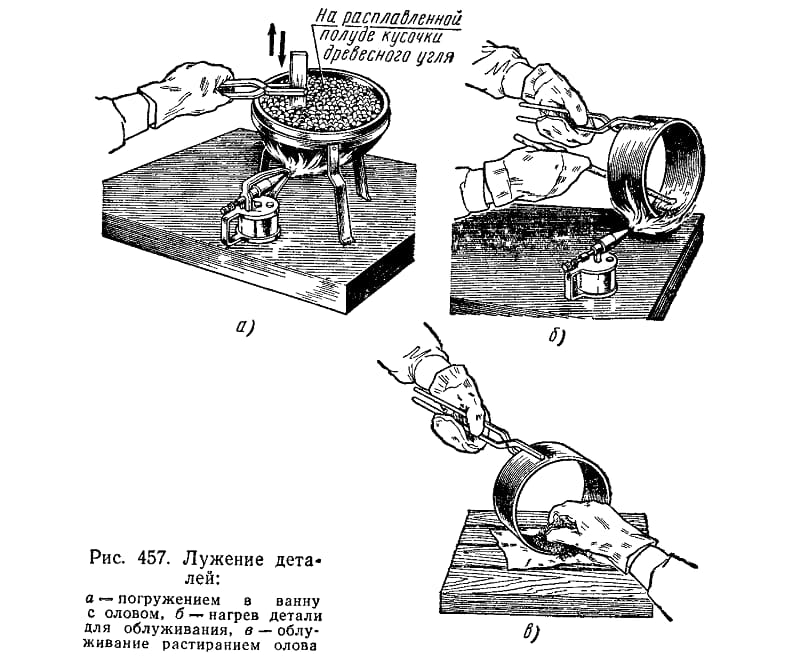
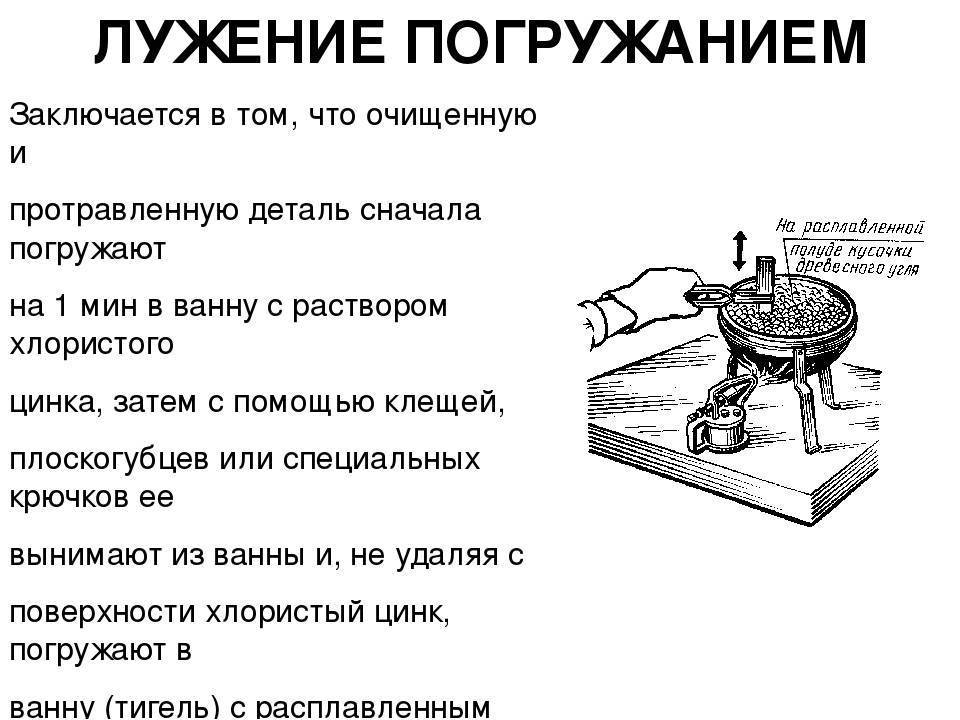
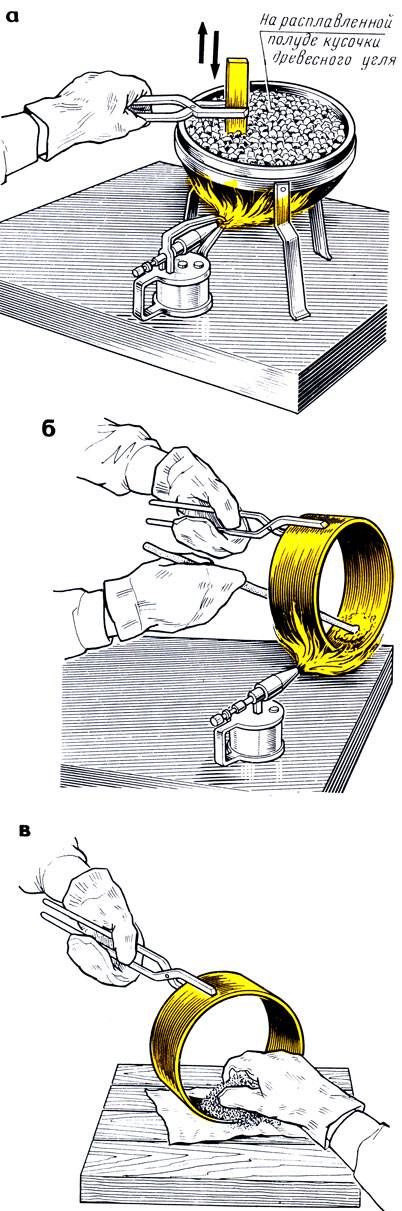
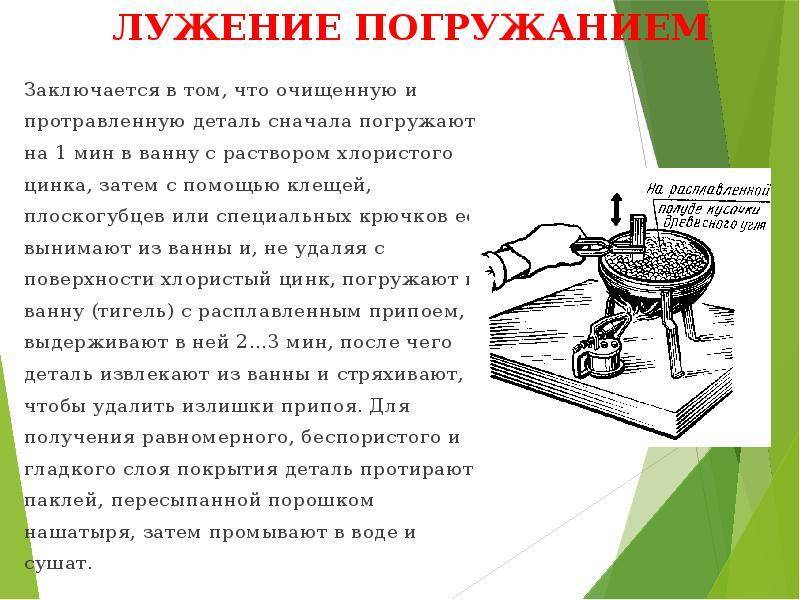
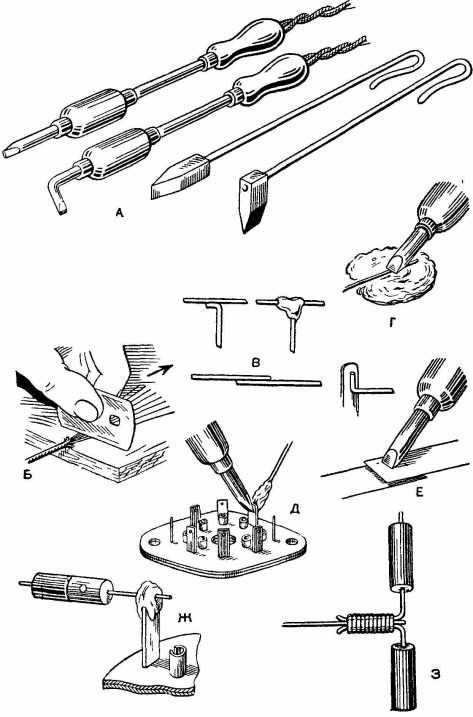
Приемы лужения. Лужение методом погружения в расплавленную полуду заключается в том, что подготовленную к лужению деталь сначала погружают в лудильную ванну с хлористым цинком. Затем клещами вынимают изделие из ванны и, не удаляя хлористый цинк с поверхности, погружают в ванну с расплавленным оловом (рис. 179, а).
Рис. 179. Лужение деталей:
а — облуживание детали погружением в ванну с оловом, б — нагрев детали для облуживания, в — облуживание нагретой детали путем растирания олова
В ванне необходимо держать изделие до полного прогрева (270-300°), после чего его вынимают из ванны, встряхивают для удаления излишнего слоя полуды. Когда изделие остынет, его промывают в воле или растворе извести для удаления хлористого цинка. Затем сушат в чистых древесных опилках.
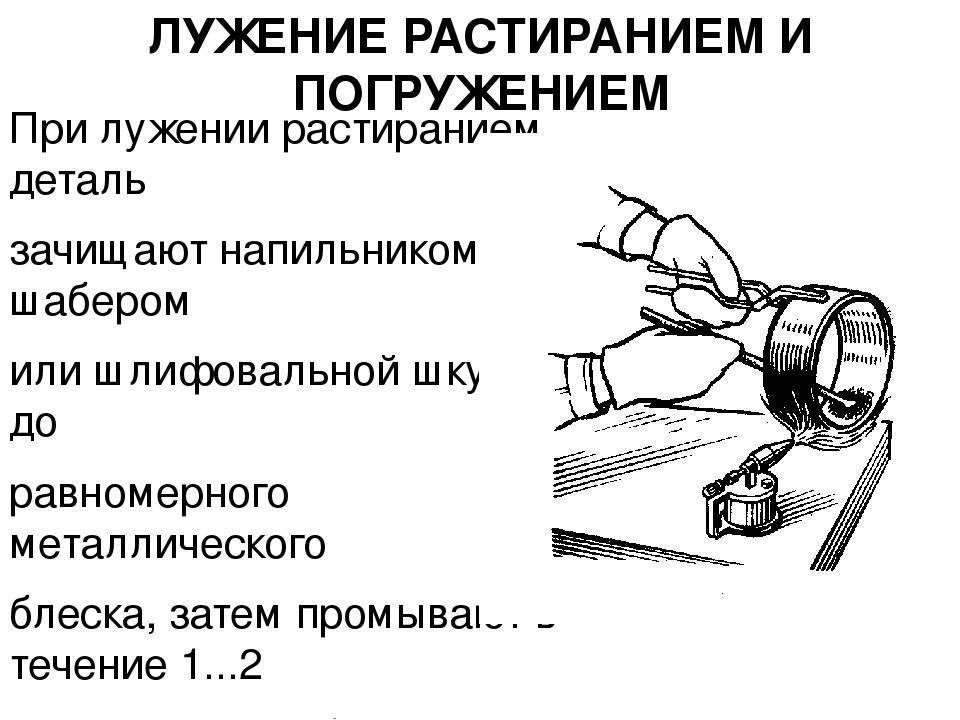
Лужение методом натирания производится после предварительной подготовки изделия (очистки, промывки, травления).
Изделие нагревается медленно и равномерно на древесном угле (рис. 179, б) до температуры 225-250°, затем на нагретую поверхность насыпают припой и, после того как он начнет плавиться, его быстро растирают щеткой или чистой холщовой тряпкой (рис. 179, в) по всей поверхности, удаляя излишний слой полуды.


Если из-за плохой очистки детали олово в каком-либо месте не пристало, это место снова зачищают напильником иди шабером, подогревают, наносят олово и протирают тряпкой или паклей.
Когда изделие остынет, его протирают смоченным песком, промывают водой и сушат.
Во время выполнения операций лужения нельзя вдыхать пары кислоты и нашатыря; горячие детали следует брать клещами; необходимо при погружении деталей пользоваться рукавицами; нужно остерегаться попадания кислоты на тело или одежду.
Перейти вверх к навигации
Подготовка и обслуживание
Чем интенсивнее идет работа, тем скорее жало паяльника выгорает и обрастает чешуйками окалины. Во время продолжительного нагрева до высоких температур медь, из которой сделан наконечник, частично переходит в расплав олова, а частично истирается о паяемые поверхности и контакты.
Происходит физическая и химическая эрозия вещества. Кроме того, под действием тепла происходит окислительная реакция меди с кислородом воздуха. На моделях, позволяющих регулировать температуру, рекомендуется снижать ее при случающихся перерывах в пайке, или просто выключать на это время паяльник.
Последовательность операций по удалению окалины:
- Аккуратно вытащить жало.
- Зачистить слой окалины мелкозернистой абразивной бумагой.
- Нанести на жало графитовый защитный слой, натерев его грифелем простого карандаша, Это замедлит повторное появление слоя окалины.
- Легко постукивая по корпусу электронагревателя и поворачивая его, удалить окалину из углубления для медного стержня.
- Вставить жало обратно в крепление.
Будет интересно Как паять алюминий в домашний условиях
Для обеспечения электробезопасности следует каждый раз перед началом работы осматривать изоляцию сетевого кабеля на предмет отсутствия механических повреждений и оплавлений. Время от времени полезно также измерить величину сопротивления изоляции. Замер проводится между контактами вилки и жалом. Значение должно превышать 10 мом.

Пайка двух проводов
Области и особенности применения
Токсичность и вред хлорного олова стали причиной отказа от него работников медицины. Однако, кроме этой сферы, вещество используют в пищевой и промышленной областях. Хотя, следует отметить, что многие страны уже отказались от применения данного вещества для изготовления продуктов питания.
Пищевая промышленность
В пищевой промышленности хлорид олова используется достаточно давно. В международных стандартах его маркируют кодом Е512. Данная добавка выступает в качестве стабилизатора и эмульгатора. Часто используется для придания кондитерским изделиям устойчивой формы и увеличения сроков их хранения.
Хлорид олова также добавляют в соусы, т.к. он способен соединить и удержать вместе, добавляемые в них ингредиенты, например жиры и воду. Ниже представлен список продуктов, в которых может присутствовать хлорид олова (Е512):
- выпечка длительного хранения, например, кексы, круасаны или рулеты в упаковках;
- консервная продукция;
- джемы, конфитюры и желе;
- соусы, такие как майонез и подобные ему.
 Хлорное олово используют в консервах Несмотря на то, что в большинстве стран, в том числе и в России, использование добавки Е512 запрещено, она может присутствовать в продуктах из других государств. Например, в импортируемых дешевых товарах из стран Южной Америки, Китая, Индонезии, Малайзии на этикетках не всегда пишут реальный состав продуктов. Поэтому, покупая китайские рыбные консервы или аргентинский майонез, есть высокий риск «полакомиться», хоть и малой, но дозой хлорида олова, который весьма вреден для здоровья.
Хлорное олово используют в консервах Несмотря на то, что в большинстве стран, в том числе и в России, использование добавки Е512 запрещено, она может присутствовать в продуктах из других государств. Например, в импортируемых дешевых товарах из стран Южной Америки, Китая, Индонезии, Малайзии на этикетках не всегда пишут реальный состав продуктов. Поэтому, покупая китайские рыбные консервы или аргентинский майонез, есть высокий риск «полакомиться», хоть и малой, но дозой хлорида олова, который весьма вреден для здоровья.
Другие сферы применения
Вторыми в списке тех, кто активно использует в своих целях хлорид олова, являются химическая и легкая промышленность. Вещество применяется для:
- производства стекла и керамики;
- отбеливания соли и сахара;
- обработки и окраски тканей из шелка и синтетики;
- изготовления мыла и косметических отдушек;
- при производстве лаков и красок.
Кроме этого из хлорида олова получают пропитку для обивочных тканей. Благодаря этому с мягкой мебели легко убираются различные загрязнения.
 Хлорное олово используется при производстве лаков и красок
Хлорное олово используется при производстве лаков и красок
Если контакт, не совсем полезного, вещества с кожей будет минимален, то это не приведет к негативным последствиям, а вот употребление с хлоридом олова продуктов питания нужно исключить.





