

Используемые для покрытия жала материалы и их особенности
Прежде, чем начинать рассматривать, как очистить жало паяльника, следует сказать пару слов о том, из чего они сделаны. В качестве основных материалов используются:
- Медь. Традиционный материал, обладающий хорошей проводимостью. Именно из меди делались первые жала для паяльников. Этот металл находится и в их сердцевине, и по краям. Широко используется она и сейчас. Негативное свойство жал из меди — их высокий износ. Этот материал относительно быстро выгорает и может растворяться в припое.
- Никель. Добавление этого металла используется для придания повышенной прочности готовым изделиям. Он отличаются устойчивостью к химическому воздействию, благодаря чему используются жала с никелевым покрытием долго. Но и они имеют недостаток — невысокий показатель адгезии. Из-за этого никелевый наконечник плохо удерживает припой. А саму пайку приходится проводить, подавая расходник к месту обработки, предварительно прогретому с помощью жала.
- Серебро. Адгезия этого материала выше всяких похвал. Но такое покрытие обладает невысокой теплопроводимостью. Дополнительно, серебро обладает высокой стоимостью и может растворяться в припое. Очень быстро покрытие сходит и обнажает медную основу.
- Керамика. Прочный и не подверженный коррозии вариант. Но по теплоемкости керамический паяльник существенно уступает аналогичному изделию из меди.
- Латунь. Износоустойчивое изделие, не обгорает, обладает хорошей теплопроводимостью и мало подвержено окислению. Но отличается пониженной стойкостью к получению механических повреждений.
Для каждого варианта ответ на вопрос, как чистить паяльник, будет отличаться. Не всегда различия будут сильными, но игнорировать их все равно нельзя.
Как залудить паяльник с медным жалом
В большинстве жало паяльника делают из меди. Однако медь окисляется на воздухе. При высокой температуре процесс окисления значительно увеличивается. Плёнка окислов меди обладает плохой теплопроводностью, и припой плохо прилипает к окиси меди, что затрудняет процесс пайки.

Перед тем как залудить жало паяльника, нужно механическим способом снять окись меди. После снятия окиси меди тут же начинают процесс лужения жала паяльника, не дожидаясь окисления меди. Также, если у вас новый паяльник нужно заточить жало стержня под ваши нужды.
Форма жала паяльника может быть скошена с двух сторон до толщины торца в 1 мм. Медное жало может быть также сточено под 45° или другим углом, более удобным для ваших работ. Форму жала выпиливают буквой П, для удобного демонтажа SMD резисторов или конденсаторов. Иногда жало сгибают на 135°, всё зависит от вида работ и удобства при пайке.
Некоторые паяльники снабжаются коническим, несгораемым жалом. Такое жало предназначено для пайки мелких SMD компонентов. Для пайки более крупных радиодеталей, пайки проводов и других элементов такая форма непригодна. Иногда жало покрывают слоем никеля.

Различные формы жала паяльника
Никель меньше подвержен окислению чем медь, но обладает плохой прилипаемостью припоя (адгезия), то есть плохо удерживает припой. Поэтому при пайке таким жалом припой подносят руками к месту соединения элементов. Тонкое покрытие медного жала серебром также удлиняет срок его службы.
Серебро обладает хорошей адгезией, но стоимость паяльника с таким покрытием высока, и со временем серебро растворяется в припое и оголяет медь. В процессе пайки выгорает и окисляется не только жало паяльника, но и весь стержень прочно пригорает к паяльнику.
Снять пригоревший медный стержень проблематично, но необходимо, перед тем как залудить жало паяльника. Потому что окалина на стержне имеет низкую теплопроводность и понижает температуру паяльника. Повышая температуру такого паяльника регулятором температуры, процесс окисления меди значительно увеличивается.
Снимают пригоревший стержень медленным прокручиванием плоскогубцами. Сам паяльник крепят в тисках через деревяшки. Прокручивание стержня чередуют легким постукиванием, для снятия окалины. Такой процесс может занять достаточно много времени. Сильно пригоревший стержень можно смочить водой.
В район прилегания стержня к нагревателю, заливают воду из шприца 1 — 2 кубика (подбирается опытным путем) в разогретый, но выключенный паяльник. После впрыскивания воды стержень прокручивают пассатижами. Этот процесс повторяется несколько раз, пока не снимется стержень паяльника.
После такой процедуры важно проверить сопротивление изоляции паяльника. Сопротивление изоляции проверяют мультиметром в режиме Мом, которое должно соответствовать 1-10 Мом
Замеряют сопротивление изоляции между вилкой электрического шнура корпусом и жалом паяльника. Перед тем как залудить жало паяльника мелким напильником выбирают все неровности рабочей части жала.
Включают паяльник и ждут, пока он не нагреется. В процессе нагрева медного стержня уже появилась окись меди. Поэтому рабочую поверхность горячего жала шлифуют нулевкой, вытирают влажной чистой тряпкой и сразу окунают в канифоль с припоем на деревянной дощечке.
Движениями вперед — назад залуживают жало паяльника. Залуженная рабочая поверхность стержня должна быть ровно покрыта припоем. При неравномерном покрытии рабочей области припоем, процесс лужения повторяют.
Очистка в процессе работы
Правильно облудить паяльник важно не только во время подготовки к работе. Спустя какое-то время пайки может случиться так, что материал снова не будет липнуть к основанию
Это происходит через минут 15. Под слоем лужения обгорает медь. Существует несколько способов как правильно залудить паяльник во время работы.
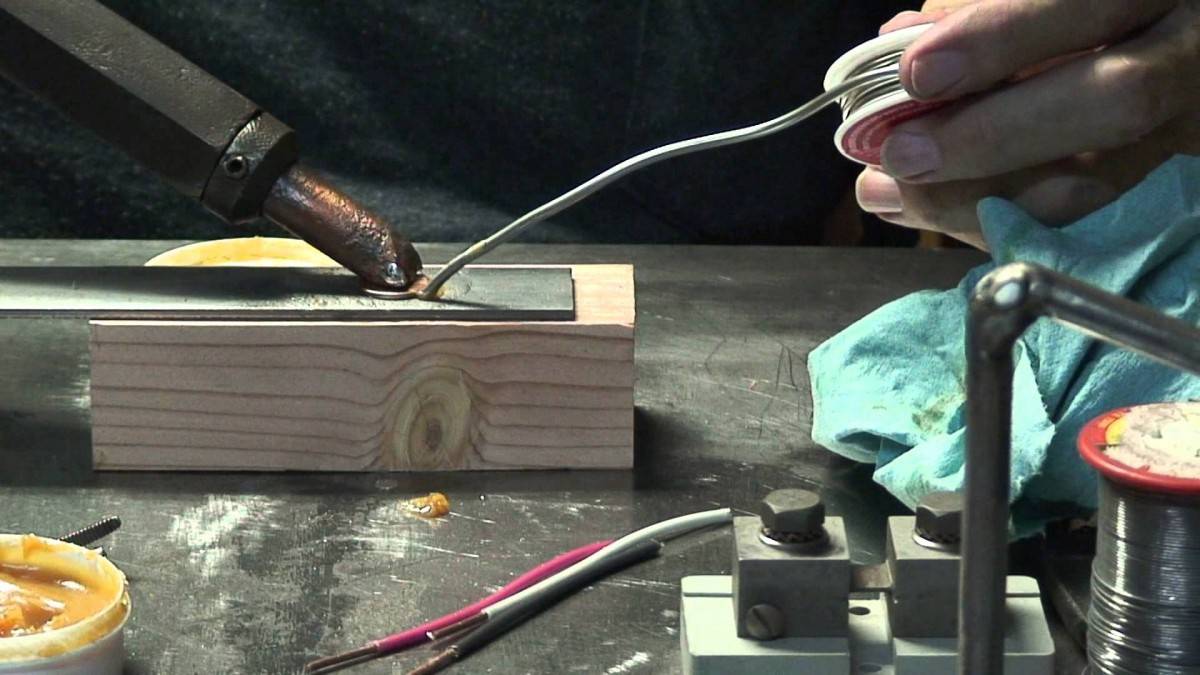
Бруском дерева
Брусок дерева неотёсанный всегда должен находиться под рукой у мастера. Используют хвойные породы, поскольку такая древесина имеет природную канифоль. На древесину наливаю флюс и ложат немного припоя. Как только на жале появляется окалина, натирают его о дерево. Во время этого процесса основание очищается и облуживается.
Губка из металла
 Способ моментального лужения основания паяльника. Заводские паяльные установки оснащены подобным устройством в виде губки из стали в контейнере.
Способ моментального лужения основания паяльника. Заводские паяльные установки оснащены подобным устройством в виде губки из стали в контейнере.
Мастеру удобно пользоваться подобным методом, но его можно улучшить. Низ губки измазывают флюсом — паяльным салом. При неглубоком погружении жала оно будет просто очищаться. А если на основание нанести припой и макнуть его глубоко, до основания губки, то очистка будет совмещена с лужением.
Метод оптимален для современных наконечников с керамическим или никелевым напылением. Даже паяльники с тонким жалом из меди можно так очищать и залуживать. Повреждения устройству сложно нанести даже при сильном нажатии.
Использование канифоли
Способ для традиционного инструмента с простым жалом из меди. Металл быстро окисляется и через 10−15 минут припой уже не подцепить. Если почистить отдельно от флюса, то мастер не успеет донести паяльник — так быстро проходит окисление.
Чистят инструмент из-за этого в канифоли. Под паяльник ложат надфиль, можно воспользоваться стальной проволокой. Затем жалом трут до того момента, пока флюс не расплавится. Припоя не должно быть.
Как залудить паяльник с медным жалом?
Сам процесс покрытия сложностей не вызывает. Любой вид расплавленного припоя – оловянный, свинцовый либо серебряный, отлично ложится на разогретую медь. При одном условии – металл должен быть чистым. А это возможно только в холодном состоянии. Температура является катализатором окисления, снижая адгезию до нуля. А холодный припой не плавится. Круг замкнулся?
Если знать, как очистить жало паяльника, вы сможете восстановить его работоспособность за несколько минут.
Удаление окалины, шлаков, подгоревших остатков канифоли и пластиковой изоляции можно производить и на холодном паяльнике. Правильнее будет вытащить (аккуратно) медный стержень из корпуса, и зачистить его отдельно от нагревателя.
Важно! Та часть стержня, которая находится внутри нагревательного элемента, также окисляется. Подробное видео как восстановить необгораемое жало паяльника. Подробное видео как восстановить необгораемое жало паяльника
Подробное видео как восстановить необгораемое жало паяльника
Это не принципиально, тепло от спирали все равно хорошо передается. Хуже, когда на внутренней части жала появляется окалина. При таком загрязнении теплопередача ухудшается, и электроэнергия расходуется впустую.








Популярное: Классический паяльник своими руками
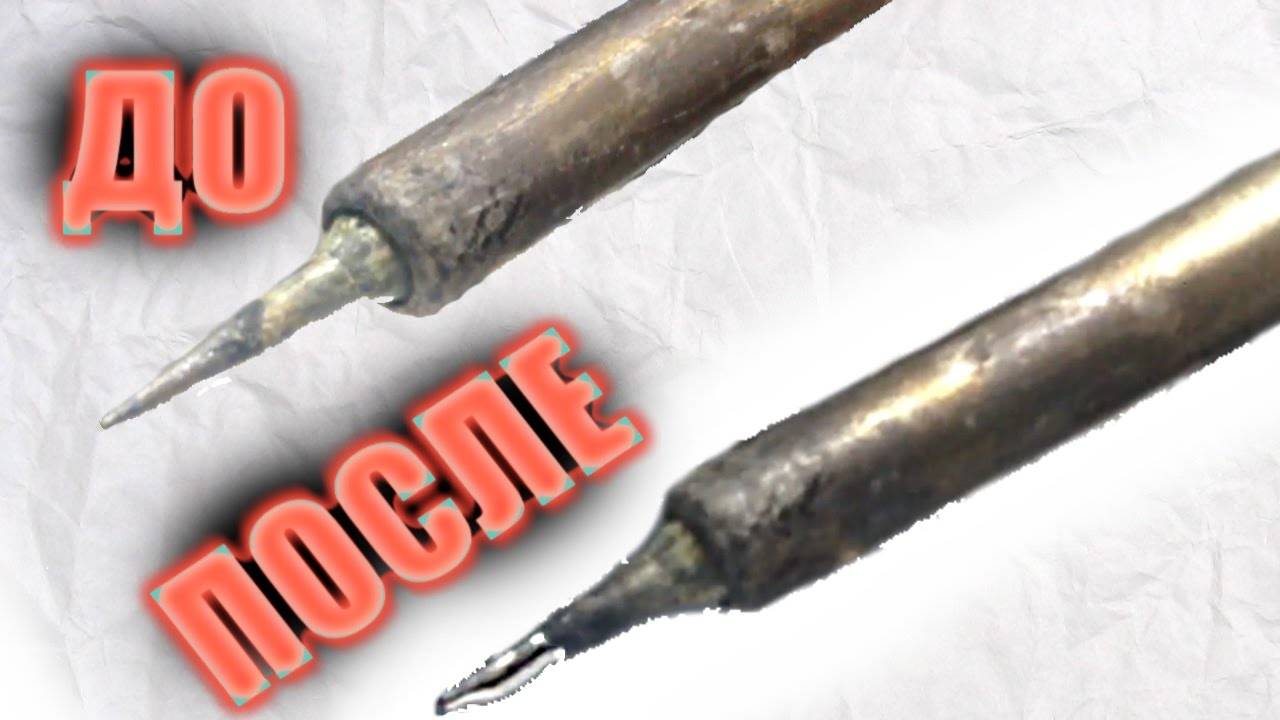
Для начала необходимо зачистить медь до состояния нового изделия. Это можно сделать наждачной бумагой. Сначала крупной, затем нулевкой. После нужно заполировать поверхность, гладкая структура медленнее окисляется. Хотя достаточно и простой наждачки. Грязь и шлаки удалили, и жало тут же покрылось тонким слоем окисла.
Совет: Для того чтобы медь прослужила дольше, и медленнее окислялась, жало можно оковать. Делается это буквально молотком на наковальне. При должной аккуратности вы сможете укрепить поверхность и придать нужную форму кончику медного прутка.
- Следующий этап – правильно залудить жало, пока оно не покрылось шлаками. Нагреваем паяльник до рабочей температуры. Проверенный (но очень дымный) способ – погрузить свежезачищенный кончик в баночку с канифолью и бросить туда же несколько кусочков припоя. Расплавленный флюс не даст меди окислиться, а припой моментально покроет чистое жало. Недостаток – запах и обильный дым;
В квартире такую процедуру не проведешь, разве что на балконе. Затем нужно с усилием обтереть залуженный кончик толстым сукном (чтобы не обжечь пальцы). Расплавленный припой буквально вотрется в медь, и паяльник готов к работе. Только сукно должно быть натуральным, не синтетическим. Иначе материал расплавится и пригорит к жалу.
Такую процедуру проводят после длительного перерыва в работе. Когда грязный и зашлакованный инструмент провалялся полгода в чулане.
Следующий способ не такой дымный, но более трудоемкий. На ровную поверхность кладем сукно, на него кусок канифоли. Заранее готовим пруток припоя. Макаем очищенное жало в канифоль, и с усилием натираем поверхность оловом;
Повторяем процедуру несколько раз. Затем убираем канифоль и натираем паяльник о сукно в лужице расплавленного флюса, закрепляя слой.
Результат близок к идеалу, и практически без дыма и запаха. Можно проделывать в помещении.
Классический метод и профилактика
Предыдущие способы придумали мастера относительно недавно. Наши предки, даже ещё отцы, делали лужение несколько иначе. Для этого требовался напильник с мелкой насечкой, верстак для работы (можно заменить доской), канифоль и максимально тугоплавкий припой.
Порядок действий:
- Зачищают одну грань основания.
- Глубоко погружают инструмент в канифоль и натирают грань о дерево.
- Контакт о дерево проводят на месте, где предварительно заготовлен припой. Процедуру повторяют несколько раз.
- Занимаются второй гранью.
- Залуживают круглую поверхность прута.
Процедура отнимет минут 10, не меньше. Большое количество времени на подготовку окупается тем, что с инструментом можно работать несколько дней без особой подготовки.
Работа продолжительное время спровоцирует перегрев. Повышение температуры усиливает окисление и прут приходится готовить к работе чаще. Дабы избежать лишних процедур следует придерживаться некоторых правил.
Профилактические меры от окисления:
- Максимальную мощность нельзя использовать постоянно.
- Регулятор температуры в паяльной станции следует выставлять на минимально возможное значение.
- Опытные мастера оснащают подставку для паяльника выключателем с ограничителем напряжения — при неиспользовании инструмента нагрев сохраняется, а покрытие не окисляется.
- После каждой пайки следует восстановить покрытие.
Инструмент всегда нужно держать наготове. После продолжительного простоя жало паяльника не лудится из-за сильного окисления. Восстановление адгезии покрытия, особенно из меди, проводят канифолью. После погружения в неё жало натирают тканью х/б. Во время работы паяльник тоже периодически нужно очищать.
Originally posted 2018-07-04 08:12:15.
Как залудить жало у паяльника
Облуживать инструмент нужно перед каждой пайкой. Нужно добиться, чтобы рабочая поверхность была покрыта тонким слоем припоя. Последовательность действий зависит от устройства инструмента.
Лужение медного жала
Перед тем как залудить паяльник со стержнем из меди, его следует осмотреть. Толстый слой нагара удаляется наждачной бумагой. Материал жала мягкий, поэтому усердствовать не надо
Пристальное внимание уделяется заточенной части. Она должна быть совершенно чистая и гладкая
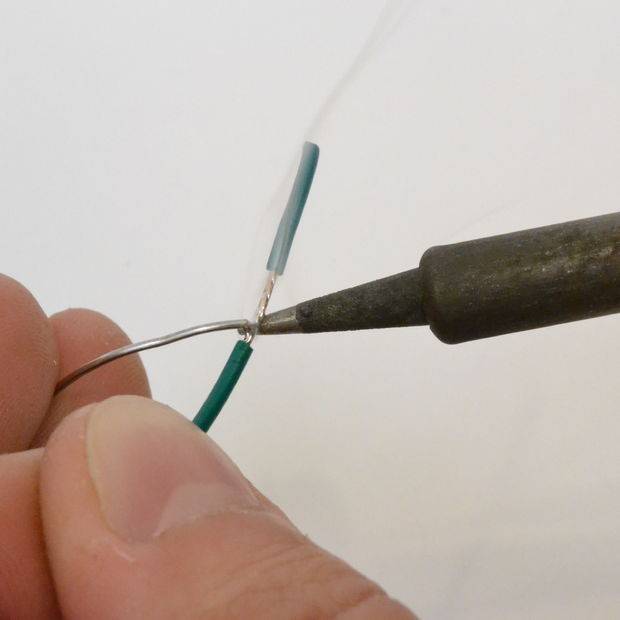
После очистки инструмент разогревается. Чтобы метал не окислился на воздухе, наконечник опускают в канифоль, а потом подводят к припою. К очищенной поверхности сплав хорошо прилипает, набирается небольшая капля. Кончик рабочего органа ещё несколько раз опускают в канифоль для равномерного распределения припоя.
Лишний жидкий сплав удаляют на кусочке картона, покрытого флюсом или влажной губке. Идеально залуженный паяльник должен иметь на рабочей поверхности тонкий слой олова. Для облегчения пайки выпускаю проволоку с канифолью. Процесс лужения с использованием такого материала упрощается. Достаточно подвести жало к проволоке и припой с флюсом равномерно покроет поверхность.
Обработка абразивами керамического рабочего органа приведёт к его повреждению и потере эксплуатационных свойств.
Как лудить электропаяльник во время работы
Через некоторое время пайки инструмент опять начинает плохо набирать припой. Поэтому его необходимо обслуживать и во время работы. Для этого используют различные материалы.
Деревянный брусок в помощь
Обычный шершавый брусочек из дерева хвойных пород поможет быстро удалить появившуюся окалину. Предварительно на его поверхность насыпается (наливается) небольшое количество флюса и ложится кусочек припоя. При необходимости очистки, рабочую поверхность жала прижимают к брусочку и делают возвратно-поступательные движения, одновременно набирая олово.
В металлической губке
Обычная проволочная губка для мытья посуды также облегчает лужение при пайке. Но этот способ требует некоторой подготовки. Для удобства металлическую губку помещают в стаканчик. Её нижнюю часть промазывают густым флюсом. При движении жала по проволочкам происходит очистка от окалины. А если набрать немного припоя и погрузить внутрь губки, то получится залудить. Этот способ подходит для лужения и паяльников со стрежнем из керамики или покрытых никелем.
В канифоли
Данный способ подойдёт для старого паяльника, где установлено жало из мягкой меди. После очистки напильником или наждачкой горячий материал мгновенно окисляется. В таком случае придётся лудить непосредственно в канифоли. Для этого используют вспомогательные предметы из меди или её сплавов: кусочек оплётки кабеля или тонкую пластинку небольшого размера. Сверху ложатся кусочки канифоли и припоя. Жалом трут до тех пор, пока флюс и олово не расплавятся.
Классический способ
В данном случае понадобится тугоплавкий припой. Его преимущество в более медленном испарении с рабочей поверхности. Последовательность выполнения:
- подготовить деревянный брусочек, положить на него припой;
- зачистить одну грань жала напильником (наждачной);
- окунуть в канифоль;
- прижать и провести несколько раз по брусочку, захватывая припой;
- всё повторить для второй грани.
Разогрев и выбор температуры
Начинающим трудно определить, при какой температуре инструмента можно начинать работать. Выбирать степень нагрева следует в зависимости от вида материала:
- пайка микросхем требует разогрева не выше, чем до +250°С, иначе детали могут быть повреждены;
- крупные отдельные радиодетали могут выдержать нагрев до +300°С;
- лужение и соединение медной проволоки может происходить при +400°С или немного ниже;
- массивные детали можно греть на максимальной мощности паяльника (около +400°С).
Многие модели инструментов имеют терморегулятор, и определить степень разогрева легко. Но при отсутствии датчика стоит иметь в виду, что бытовой паяльник удастся разогреть максимально до +350… +400°С. Работу с инструментом можно начинать, если канифоль и припой плавятся в течение 1-2 секунд. Большинство припоев марки ПОС имеет температуру плавления около +250°С.
Даже у опытного мастера не получится правильно паять паяльником, который недостаточно нагрет. При слабом нагреве структура припоя после застывания становится губчатой или гранулированной. Пайка не имеет достаточной прочности и не обеспечивает хороший контакт деталей, а такая работа считается браком.









Специфика отечественных электроприборов
Фото 1. Конструкция паяльника.
Выбираемый паяльник должен соответствовать характеру предстоящих работ. Неслучайно они отличаются своей мощностью. Слабый прибор не сможет достаточно прогревать большие области пайки, а чересчур мощный будет перегревать и сжигать металл.
Принцип выбора подходящего электропаяльника таков: чем объемнее детали, которые предстоит брать в работу, тем более мощный нужен прибор.
Так, монтаж маленьких электронных микросхем осуществляют паяльниками от 4 до 18 Вт. Для работы с печатными платами их мощность варьируется от 25 до 60 Вт. А крупные детали, корпуса или шасси нужно паять только электроприборами от 50 до 120 Вт.
Доработка жала паяльника.
В обычных отечественных паяльниках (см. фото 1) температура, до которой раскаляется жало, не регулируется и может достигать +450˚С. Такая высокая температура зачастую не только не нужна, но и вредна. Прикосновение к канифоли напоминает извержение вулкана. Пайка получается низкого качества, а действующий орган электроприбора, быстро изнашиваясь, выходит из строя.
Для обычных бытовых нужд, конечно, вполне годится простой дешевый паяльник. И приобретать первые навыки пайки лучше, начиная с такого прибора. Но если предстоит выполнять тонкие работы, то имеет смысл приобрести так называемую паяльную станцию.
Как облудить необгораемое жало
Обычное медное жало имеет недостатки: оно понемногу выгорает, требуя частого повторения вышеописанных процедур по очистке. С него невозможно убрать весь припой, что требуется для пайки корпусов некоторых микросхем.
Этих недостатков лишены необгораемые жала, поверхность которых покрыта слоем никеля. Но за ними нужен особый уход. Слой покрытия тонкий, его нельзя царапать. Поэтому никелированные жала нельзя чистить напильником, надфилем и даже наждачной бумагой. Нельзя даже стряхивать с них припой ударами о подставку паяльника. Если слой покрытия будет поврежден, то из-под него будет вымываться медь и жало придет в негодность. Поэтому и облудить его так, как медное, не получится.
Для того, чтобы залудить необгораемое жало, потребуются:
- кусок хлопчатобумажной ткани (можно использовать старое полотенце);
- канифоль;
- припой.
Ткань нужно обильно смочить в воде и отжать, а в баночку с канифолью кинуть небольшой кусочек припоя. Прогреть паяльник, затем энергично потереть его жалом о мокрую ткань, стирая окислы. Затем быстро окунуть его в канифоль, расплавляя в ней кусочек припоя. Жало лудится в среде канифоли, которая растворяет остатки окислов. После этого его нужно протереть о ту же ткань, что использовалась вначале.
Для очистки необгораемых жал в процессе работы предназначены специальные целлюлозные губки, которые продаются в магазинах электроники. Губку перед использованием нужно пропитать водой, отжав излишки. Лучше использовать глицерин, при этом она не будет высыхать. При работе нужно периодически протирать жало паяльника о губку, удаляя окислы и излишки припоя.
Еще можно использовать для этих целей проволочную губку (мочалу) из латуни или меди. Ее также продают в радиолюбительских магазинах. Подойдет и мочалка для мытья посуды из нержавеющей стали, но только мягкая, чтобы не царапала жало.
Но все эти способы могут не помочь, если паяльник с необгораемым жалом перегревается. Его температура не должна превышать 300 ˚С. Поэтому использовать их стоит только в паяльниках, имеющих регулировку температуры со стабилизацией.
Регуляторы мощности здесь не помогут, так как трудно подобрать его режим работы. Температура в зависимости от интенсивности пайки постоянно изменяется, когда паяльник бездействует на подставке, она максимальна, когда плавит припой – понижается. Напряжение в сети тоже может изменяться и влиять на температуру. В керамических паяльниках и паяльных станциях организована регулировка с использованием датчика, встроенного в паяльник. Начальная температура задается пользователем, а устройство управления ее поддерживает без его участия. Также не рекомендуется долго держать нагретое необгораемое жало без припоя.
Еще одно достоинство необгораемых жал, предназначенных для керамических паяльников и паяльных станций – они съемные и легко меняются. Производителями выпускается широкий ассортимент жал различной формы и размеров, предназначенных для выполнения разных видов работ. Владельцам паяльников с нихромовым нагревателем приходится идти на ухищрения, чтобы сделать их универсальными: придумывать какие-то вставки, наматывать на жало толстую медную проволоку. Это не делает процесс пайки удобнее, скорее – наоборот. А если вспомнить, что поменять жало у такого паяльника порой не так-то просто, то об использовании различных форм греющих поверхностей для него стоит позабыть совсем.
Меры безопасности при пайке
Паять правильно- это значит, в том числе, и паять безопасно. Два основных фактора опасности при паяльных работах – это высокая температура и вредные для здоровья газы, выделяющиеся при плавлении паяльной прволокия и кипении флюса. Исходя из этого, меры безопасности должны быть следующими:
- Перед началом работы следует осмотреть оборудование на предмет отсутствия механических повреждений, целостности кабеля питания и вилки, надежности крепления жала.
- Рабочее место должно хорошо вентилироваться, лучше всего – быть оборудованным вытяжной вентиляцией.
- Рабочее место недопустимо захламлять, в рабочей зоне должны быть только те предметы, которые будут паяться прямо сейчас.
- Каждый раз, выпуская электропаяльник из рук, кладите его на специальную массивную подставку, исключающую опрокидывание.
- Следует остерегаться брызг припоя и флюса, для чего надо обязательно использовать защитные очки или прозрачный щиток.
- Для фиксации деталей следует применять только инвентарные приспособления: пинцеты, зажимы, устройство «третья рука».
В случае, если брызги попали на кожу, необходимо промыть пораженное место струей холодной чистой воды и нанести антисептическую заживляющую мазь. При попадании брызг в глаза или на другие слизистые оболочки, а также в случае сильных ожогов следует немедленно обратиться к врачу. При работе следует соблюдать и общие меры электробезопасности, а при использовании газовой паяльной горелки – дополнительные меры пожарной безопасности.
Как залудить необгораемое жало
Традиционное жало, выполненное из красной меди, имеет склонность к постоянному выгоранию и образованию окалины. Достаточно часто требуется зачистить и залудить его. С другой стороны, работа по распайке высокочувствительных к перегреву микросхем и других электронных компонентов требует минимального присутствия припоя на рабочем органе. Даже того минимального тепла, которое запасается к капле припоя, может оказаться достаточно, что бы повредить их.
Для монтажа таких термочувствительных деталей применяются необгораемые наконечники, с нанесенным тонким никелевым слоем. Это покрытие легко оцарапать, и традиционная для медных наконечников зачистка напильником или шкуркой быстро выведет его из строя. Не следует также удалять излишки припоя постукиванием о подставку.
Такие рабочие органы можно залудить следующим способом:
- приготовить кусок хлопковой ткани, канифоль и припой;
- смочить ее холодной водой, слегка отжать;
- в банку с канифолью поместить кусок припоя;
- сильно натереть прогретый паяльник о ткань, добиваясь стирания оксидного слоя;
- быстро окунуть наконечник в канифоль и расплавить в ней олово, давая ему равномерно растечься;
- натереть о хлопковую ткань.
Производители рекомендуют использовать специальные губки из целлюлозы. Их смачивают водой или глицерином и периодически протирать об нее наконечник, чтобы снять окислы и лишнее олово.
Для необгораемых паяльников особо важно соблюдение температурного режима — при его превышении наконечник может выйти из строя. Нужно внимательно следить за температурой, при перерывах в пайке снижать мощность, если прибор оснащен регулятором
Если регулятора нет, паяльник во время перерыва следует выключать. В продвинутых моделях существует функция автоматической регулировки мощности. Она использует информацию от датчика температуры и снижает мощность, если устройству грозит перегрев. Кроме перегрева, для необгораемых наконечников также вредно долго находиться без припоя.
Необгораемые наконечники обладают еще одним преимуществом — их можно легко снять и заменить. Доступны целые наборы сменных рабочих органов, предназначенные для разных видов пайки.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.

Необходимость залудить паяльник возникает, когда расплавленная капля припоя перестает растекаться по разогретой поверхности, прилипать к ней, нет возможности подать к месту пайки достаточную порцию, что мешает качественной работе. Наконечник, получая тепло от нагревателя, окисляется на воздухе. Кроме снижения адгезии припоя к меди, слой термоизолирующего нагара ухудшает распределение тепла. Есть ряд способов, как залудить паяльник в целях периодического обслуживания рабочего инструмента, также такая процедура обязательна для нового жала и окислившегося за время хранения.










Как залудить жало паяльника деревянным бруском?
Если на поверхности есть значительный слой окисла, а механически абразивами или напильниками ее снимать нельзя, хорошо помогает при лужении брусок или дощечка хвойного дерева.
- Брус расположить так, чтобы волокна древесины были сориентированы перпендикулярно движению при натирании.
- Включается питание, на дощечку выкладываются маленькие кусочки канифоли и ПОС.
- Нагревшийся стержень ставится в кусок канифоли, которая образует расплавившуюся лужицу.
- Наконечник накрывает олово. После расплавления начинается движение наконечника поперек волокон, не покидая пределов канифоли.
Слой окисла растворяется горячей канифолью, сплав втирается в поверхность.
Материалы для пайки
Для пайки применяется припой – материал, служащий для соединения металлических поверхностей и имеющий более низкую температуру плавления, чем у материалов соединяемых деталей.
Припой состоит из разных сплавов, куда могут входить олово, свинец, медь, никель и кадмий. Его изготавливают преимущественно в виде прутков и проволоки.
Пайка необходима для создания соединения, уменьшения переходного сопротивления электрического контакта и защиты соединения деталей от окисления.
Припой должен обладать свойством смачивания основы. При этом происходит его диффузия в основной металл, а тот растворяется в припое, образуя промежуточный слой, после застывания соединяющий детали как одно целое.
Для паяльников применяют мягкие припои с температурой плавления от 1910С до 2800С. Их основными компонентами являются олово и свинец в разных соотношениях.
С поверхности соединяемых металлов под пайку необходимо удалять оксиды. Для этого служат флюсы. Кроме того, они способствуют лучшему растеканию припоя и защищают поверхности от действия внешней среды.
Флюс применяется в твёрдом, жидком и пастообразном виде. Он может находиться внутри трубки из припоя.
В качестве флюса применяются:
- канифоль;
- ацетилсалициловая кислота;
- ортофосфорная кислота;
- соли;
- глицерин;
- нашатырь.
Распространённые флюсы для пайки в твёрдом, жидком и пастообразном виде
Флюсы должны обеспечивать низкий ток утечки и не обладать коррозионной активностью.





