

Шаг 2: Снимаем родной патрон





Приступайте к монтажу деталей на сверлильный станок.
Сначала снимите родной патрон со станка. Его диаметр больше, чем диаметр отверстия в держателе втулки, поэтому его нужно снять. В набор входит патрон меньшего диаметра, чем родной, поэтому его мы и будем использовать.
Теперь следуйте следующей инструкции:
- Вытяните головку эжектора (у большинства моделей сверлильных станков отсутствует).
- Вытянув головку до упора, возьмитесь рукой за патрон, чтобы он не выпал сам.
- Одной рукой держа патрон, другой возьмитесь за рукоятку подачи шпинделя и немного поверните вниз.
- Теперь с небольшим усилием поднимите ручку вверх. Она ударит по конусу патрона и тот выскочит из шпинделя.
На словах описание выглядит запутанным, но на практике все довольно просто и понятно.
Блог о электронике
Думаю каждый из вас делал корпус для своей электронной поделки. И при изготовлении корпуса часто возникает одна мерзкая проблема — проделать дырку формой отличной от окружности. Например, квадратную, под LED индикатор.
Я раньше долго мучался, высверливал по контуру, затем шлифовал эти зубчики, матерился по поводу того, что сошлифовал лишнее или запорол параллельность. В общем, на все что касается механообработки материала у меня руки из задницы. И с этим ничего не поделать. Но там где не могут руки должна работать голова. И придумалось простое и эффективное решение.
Итак. Надо профигачить в пластиковом корпусе квадратную дырку.
Для начала разметим отверстие. Делать это лучше по бумажному шаблону — надо как можно четче накернить углы. Делаем это на наружней, лицевой, стороне! Затем углы сверлятся насквозь тонким сверлышком
Тут важно взять сверло потоньше. Чем тоньше тем точнее будет наше отверстие. Берем линейку и острый скальпель
Можно канцелярский нож или что под рукой. Главное требование — он должен быть очень острым, жестким и чтобы не болтался. Я делаю такие вещи с помощью резака X-Acto
Берем линейку и острый скальпель. Можно канцелярский нож или что под рукой. Главное требование — он должен быть очень острым, жестким и чтобы не болтался. Я делаю такие вещи с помощью резака X-Acto
По линейке от дырочки до дырочки, точно по размерам нашего отверстия (ни больше ни меньше, точно так!) делаем прорезы. Чем глубже тем лучше, но можно без фанатизма. Т.к. чем глубже режешь тем больше шанс что сорвется лезвие и мы покоцаем наружную поверхность, а это уже не то — некрасиво. Дырочки тут рулят еще тем, что в них заваливается острие скальпеля и край реза дальше дырки не идет. Разметка тут самый важный этап
. От него зависит получится ли все с первого раза идеально или придется подравнивать.
Прорезал, теперь надо раскромсать внутреннюю поверхность дырки на 4ре части, под андреевский флаг. Это уже чем угодно. Я обычно не церемонюсь — беру тупое сверло, которое уже не жалко. Втыкаю его и как фрезой на больших оборотах прогрызаю его бочиной пластик от угла до угла.
Все, получили внутри четыре кусочка. Теперь надо подцепить их от центра и выломать внутрь
Прорез который мы сделали даст нам слабую точку по которой пластик лопнет и выломается. А отверстия с краев не дадут трещине уйти дальше чем надо.
Видите какой четкий и ровный излом получается?
Раз два три четыре — получили точное прямоугольное отверстие которое не надо ни ровнять, ни шлифовать. Ну может чуть чуть, если с разметкой накосячил — как я сейчас :(.
На проковыривание этой дырки у меня ушло не более 10 минут. Это с уборкой мусора и отвлеканием на фотографирование и поиск то скальпеля, то сверлышка.
З.Ы.
Дырку эту я тут проделал чисто ради фоток, на ненужном корпусе, поэтому не смотрите что у ней «горизонт завален» и разметка кривая — я не старался
Особенности фрезерования шпоночных пазов
Шпоночные пазы на валах подразделяют на сквозные, открытые, закрытые и полузакрытые. Они могут быть призматическими, сегментными, клиновыми и др. (соответственно сечениям шпонок). Заготовки валов удобно закреплять на столе станка в призмах. Для коротких заготовок достаточно одной призмы. При большой длине вала заготовку устанавливают на двух призмах. Правильность расположения призмы на столе станка обеспечивается с помощью шипа в основании призмы, входящего в паз стола (рис. 5.24).
Шпоночные пазы фрезеруют пазовыми дисковыми фрезами, пазовыми затылованными (ГОСТ 8543—71), шпоночными (ГОСТ 9140-78) и насадными фрезами. Пазовая или шпоночная фреза должна быть установлена в диаметральной плоскости заготовки.
Фрезерование открытых шпоночных пазов с выходом канавки по окружности, радиус которой равен радиусу фрезы, производят дисковыми фрезами. Пазы, в которых не допускается выход канавки по радиусу окружности, фрезеруют концевыми или шпоночными фрезами.
Гнезда под сегментные шпонки фрезеруют хвостовыми и насадными фрезами на горизонтально- и вертикально-фрезерных станках. Направление движения подачи — только к центру вала (рис. 5.25, а).

Для получения точных по ширине пазов обработку ведут на специальных шпоночно-фрезерных станках с маятниковой подачей (рис. 5.25, б). При этом способе фреза врезается на 0,2. 0,4 мм и фрезерует паз по всей длине, затем опять врезается на ту же глубину и фрезерует паз на всю длину, но в другом направлении.
Для фрезерования шпоночных пазов рекомендуется применять шпоночные фрезы с S_= 0,02. 0,04 мм/зуб при скорости резания v = 15. 20 м/мин; дисковые пазовые фрезы с S_ = 0,03. 0,06 мм/зуб при скорости резания v = 25. 40 м/мин.
Операцией, аналогичной фрезерованию пазов, является фрезерование канавок
на заготовках режущих инструментов. Канавки могут быть расположены на цилиндрической, конической или торцовой части заготовок. В качестве инструмента для обработки канавок применяют одноугловые или двухугловые фрезы.

При фрезеровании угловых канавок на цилиндрической части режущего инструмента с передним углом γ= 0° одноугловыми фрезами вершины зубьев фрез должны проходить через диаметральную плоскость заготовки. Установку фрезы производят с помощью угольника (рис. 5.26, а) по центру вставленного в коническое отверстие шпинделя так, чтобы вершины зубьев фрез и центра совместились, а затем перемещают заготовку в поперечном направлении на величину, равную половине ее диаметра, или по проведенной на торце или цилиндрической поверхности заготовки риске, проходящей через ее диаметральную плоскость (рис. 5.26, б).
Читать также: Почему мерцает лампочка при выключенном выключателе
При обработке угловых канавок с заданным положительным значением переднего угла γ торцовая поверхность одноугловой фрезы должна находиться от диаметральной плоскости на некотором расстоянии х (рис. 5.26, в), которое можно определить по формуле
где D — диаметр заготовки, мм; γ — передний угол,°.
Вершины зубьев двухугловой фрезы при настройке на обработку угловых канавок следует установить в диаметральной плоскости с помощью одного из рассмотренных выше способов, а затем — сместить заготовку относительно фрезы на величину х (рис. 5.26, г), которая зависит от диаметра заготовки D, глубины профиля канавки h, угла рабочей фрезы 8 и переднего угла фрезы γ:
x = D/(2sin(γ+δ) – hsinδ/cosγ).
При γ= 0° x = (D/2 – /0)sinδ.
Заготовка может быть установлена и закреплена одним из следующих способов: в центрах делительной головки и задней бабки или в центрах на оправке.
Угловые фрезы также используют при фрезеровании угловых канавок на конической поверхности. Устанавливают фрезы относительно диаметральной плоскости заготовки так же, как и при фрезеровании угловых канавок на цилиндрической поверхности.









Заготовка при фрезеровании угловых канавок на конической поверхности может быть закреплена в трехкулачковом патроне, на концевой оправке, вставленной в коническое отверстие шпинделя делительной головки или в центры делительной головки и задней бабки. Последний из перечисленных способов установки заготовки используют при небольшом угле конусности.
Сверление квадратных отверстий — сверло Уаттса и принцип треугольника Рёло
О том, как просверлить отверстие круглой формы, знает практически каждый, а про сверло для квадратных отверстий известно далеко не всем. Между тем просверлить отверстие квадратной формы можно как в изделиях из мягкой древесины, так и в более твердых металлических деталях.
Для решения такой задачи используются специальные инструменты и приспособления, принцип действия которых основан на свойствах простейших геометрических фигур.
Принципы действия и конструкция
Для того чтобы просверлить квадратное отверстие, обычно используют сверло Уаттса, в основу конструкции которого положена такая геометрическая фигура, как треугольник Рёло.
Одна из важнейших особенностей такой фигуры, представляющей собой область пересечения трех равных кругов, состоит в следующем: если к такому треугольнику провести пару параллельных опорных прямых, то расстояние между ними будет всегда постоянным.
Таким образом, если двигать центр треугольника Рёло по траектории, описываемой четырьмя эллипсоидными дугами, его вершины будут вычерчивать практически идеальный квадрат, у которого будут лишь несколько скруглены вершины.
Свойство треугольника Рёло
Уникальные свойства треугольника Рёло позволили создать сверла для квадратных отверстий. Особенностью использования такого инструмента является то, что ось его вращения должна не оставаться на месте, а перемещаться по вышеописанной траектории.
Естественно, этому перемещению не должен препятствовать патрон оборудования. При использовании такого сверла и соответствующей оснастки квадратное отверстие получается с идеально ровными и параллельными сторонами, но с немного скругленными углами.
Площадь таких необработанных инструментом уголков составляет лишь 2% от площади всего квадрата.
Изготовление устройства для сверления квадратных отверстий
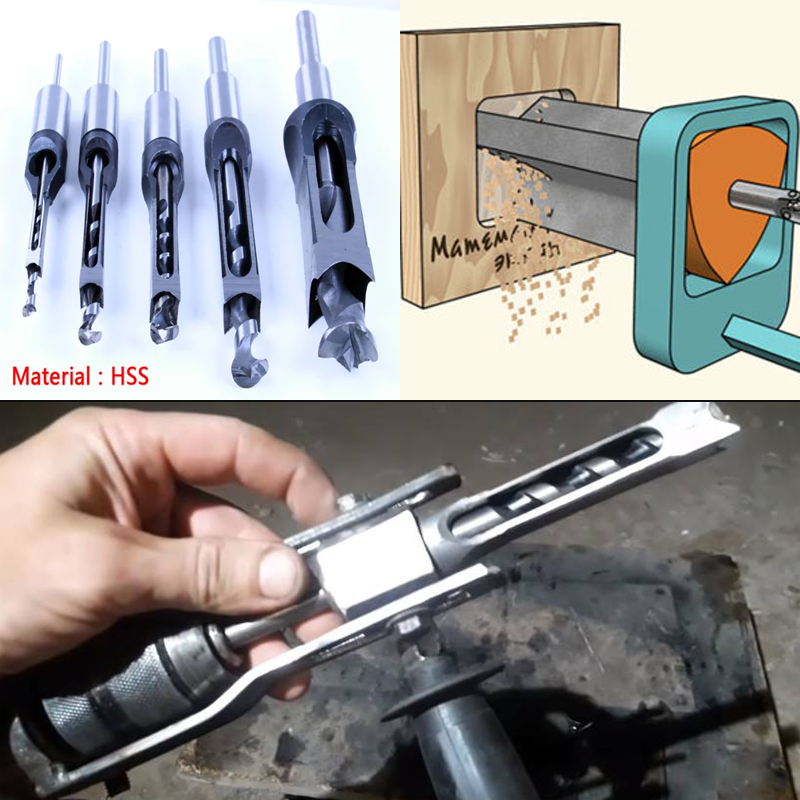
Используя сверла Уаттса, работающие по принципу треугольника Рёло, можно выполнять сверление квадратных отверстий в металлических заготовках даже на обычном станке, не оснащенном специальными насадками. Для того же, чтобы создать квадратное отверстие в деревянной детали, можно использовать и обычную дрель, но для этого ее необходимо оснастить дополнительными приспособлениями.
Изготовить несложное устройство, позволяющее просверлить квадратные отверстия в деревянных заготовках, можно по следующим рекомендациям.
- Для начала, используя лист фанеры или деревянную доску небольшой толщины, необходимо сделать сам треугольник Рёло, геометрические параметры которого должны соответствовать диаметру применяемого сверла Уаттса.
- Сверло надо жестко зафиксировать на поверхности изготовленного треугольника.
- Чтобы треугольник Рёло и закрепленное на нем сверло перемещались по требуемой траектории, необходимо изготовить деревянную направляющую рамку. Во внутренней части рамки следует вырезать квадрат с геометрическими параметрами, полностью соответствующими размерам отверстия, которое вы собираетесь просверлить.
- Рамка при помощи специальной планки фиксируется на дрели, при этом центр треугольника Рёло, помещаемого в направляющую рамку, должен совпадать с осью вращения патрона электроинструмента.
- Для того чтобы сообщить сверлу для выполнения квадратного отверстия крутящий момент, но при этом не создать ограничений для перемещения инструмента в поперечном направлении, хвостовик соединяют с патроном дрели посредством передаточного механизма, работающего по принципу карданного вала грузового автомобиля.
- Деревянную заготовку, в которой необходимо просверлить квадратное отверстие, следует надежно зафиксировать, при этом расположить ее так, чтобы центр будущего отверстия строго совпадал с осью вращения используемого для обработки сверла.
Чертеж деталей приспособления для сверления квадратного отверстия
Таблица 1. Размеры направляющих втулок
Таблица 2. Размеры сверл (нажмите для увеличения)
Собрав такое несложное устройство, надежно зафиксировав все элементы его конструкции и обрабатываемую заготовку, можно включать электрическую дрель и начинать процесс сверления.
Как уже говорилось выше, просверленное при помощи такого устройства квадратное отверстие будет иметь абсолютно ровные и параллельно расположенные стороны, но его угловые участки будут слегка закруглены. Решить проблему с закругленными углами несложно: можно доработать их при помощи обычного надфиля.
Следует иметь в виду, что используют вышеописанное приспособление, не отличающееся высокой жесткостью, для сверления отверстий квадратной формы в деревянных заготовках небольшой толщины.
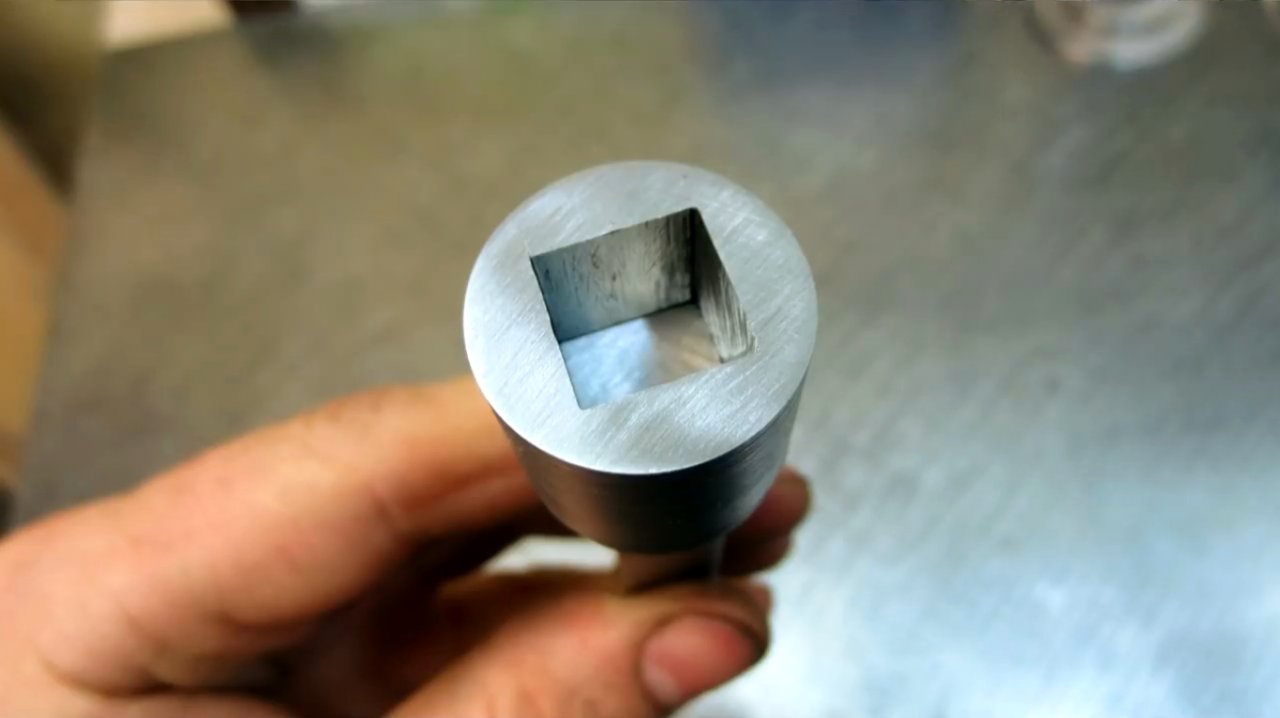
Сверло Уаттса и сделанное с его помощью квадратное отверстие в металлической заготовке
Классификация сверл по типу конструкции
При работе с металлическими деталями, можно выделить 2 основные группы сверлильных приспособлений:
- Плоские (или перовые) буравы — такой инструмент имеет сменные пластины к перовому сверлу, нетребователен к точности угла приложения силы во время выполнения сверлильных работ, конструктивно прост и имеет низкую стоимость, но при этом легко теряет диаметр рабочей поверхности при заточке и конструктивно не имеет желобка для вывода стружки.
- Спиральные сверла – цилиндрические буравы, которые имеют на поверхности своего тела одну или две канавки для отвода стружки.
При работе с металлом важно подобрать соответствующее материалу сверлильное приспособление. Для того, чтобы работа была выполнена качественно, мастеру необходимо уметь отличать сверла по металлу от похожих на них сверл по дереву. Конфигурация буравов для обоих материалов имеет схожие элементы, в обоих случаях инструменты могут иметь диаметр до 80 мм и длину до 600 мм, технология проведения сверлильных работ идентична и, более того, буравчики имеют одинаковую маркировку
Но при всей схожести, инструменты по дереву не всегда подойдут для сверления по металлу, и наоборот
Конфигурация буравов для обоих материалов имеет схожие элементы, в обоих случаях инструменты могут иметь диаметр до 80 мм и длину до 600 мм, технология проведения сверлильных работ идентична и, более того, буравчики имеют одинаковую маркировку. Но при всей схожести, инструменты по дереву не всегда подойдут для сверления по металлу, и наоборот.
Первым отличительным признаком является твердость буравчика: для сверления отверстий в металле выбирается инструмент с более высокой твердостью. Нужно понимать, что твердость буравов по металлу не является постоянным параметром и, в свою очередь, также зависит от прочностных характеристик того материала, по которому будут проводиться сверлильные работы.
Второе отличие – это тип заточки режущих элементов. У приспособления для сверловки по дереву на наконечнике имеется острый носик в виде штыря или уголка, который предупреждает соскальзывание буравчика относительно его заданного положения. Подобная фиксация при работе с металлом не требуется. Угол между режущими кромками также отличается и напрямую зависит от того материала, для которого предназначен бурав.
При проведении сверлильных работ по деревянным деталям и решением мастера использовать инструмент, рассчитанный на выполнение работ по металлу, нужно понимать, что отличительные характеристики, перечисленные выше, могут сыграть ключевую роль в получении качественного отверстия с ровными краями и без подпалин.
Немаловажную роль при получении качественного отверстия играет тот фактор, правильно ли была выдержана технология изготовления бурава. Если в процессе производства сверлильного инструменнта по металлу было что-то нарушено, то ни правильная форма буравчика, ни его соответствующий цвет не смогут обеспечить качественный результат работ и срок службы сверлильного изделия значительно сократится. Информацию о зависимости цвета бурава от того, из чего делают сверла по металлу, можно будет найти в главах ниже.
: Устанавливаем пазовальную насадку




Последний этап достаточно прост.
- У вас должны быть на руках обе части насадки – и квадратное долото, и сверло — каждое сверло идет в паре со своим долотом, смешивание и комбинирование не допускаются.
- Первым устанавливаем квадратное долото. Для этого его нужно просто вставить в нижнюю секцию держателя втулки.
- Вставьте внутренний круглый вал в патрон и закрутите барашек спереди.
- После того, как закрепите долото, закрепляйте сверло.
- Сверло крепится точно так же, как и сверло обычной дрели, за исключением того, что здесь вам нужно правильно соблюсти зазор между торцами долота и сверла.
- Правильный зазор между торцами долота и сверла хорошо иллюстрирует фото 4.
- Наверните патрон вокруг сверла.
Основные характеристики
При использовании перьевых сверл по дереву желательно знать, чем они отличаются от режущих инструментов других типов и какими обладают преимуществами.
Сравнение с инструментами других типов
Как и сверла по металлу, инструменты, предназначенные для обработки дерева, выпускаются в различном конструктивном исполнении и, соответственно, отличаются друг от друга характеристиками и функциональными возможностями. Выбирая такие инструменты, следует иметь представление о достоинствах и недостатках, которыми они обладают.

Таблица 1. Сравнение различных типов сверл по дереву
Перовые сверла, как видно из представленной таблицы, обладают целым рядом достоинств, если сравнивать их с инструментами других типов. Между тем инструмент перьевого типа не рекомендуется использовать для выполнения отверстий большого диаметра (более 60 мм), так как их края могут получиться рваными. Для таких целей лучше использовать сверла корончатого типа, которые выполнены в форме металлического стакана с режущими зубьями, расположенными на его торцевой части.

Перо с резьбовым наконечником больше подходит для работы на станке: сверлит оно быстрее, но отверстие может выйти овальной формы, если не закрепить деталь струбцинами
Благодаря невысокой стоимости перьевых сверл по дереву любой домашний мастер может приобрести их набор. Наличие такого набора в домашней мастерской позволяет легко и быстро подобрать средство для сверления отверстий разных диаметров.
Особенности конструкции
Перовое сверло отличается очень простой конструкцией, элементами которой являются рабочая и хвостовая части.

Конструкция перового сверла
Рабочая часть – это плоская лопатка, в центре которой имеется острый выступ, используемый для центровки выполняемого отверстия. На рабочей части перьевых сверл есть два режущих лезвия, располагающихся с обеих сторон от центрального выступа. Каждое из таких лезвий начинается с кончика центрального выступа и доходит до одного из краев рабочей части. Наклон заточки лезвий перьевых сверл по дереву, если посмотреть на их рабочую часть в поперечном сечении, выполняется в правую сторону. При изготовлении сверл данного типа производители придерживаются определенных соотношений между толщиной и шириной режущей части.
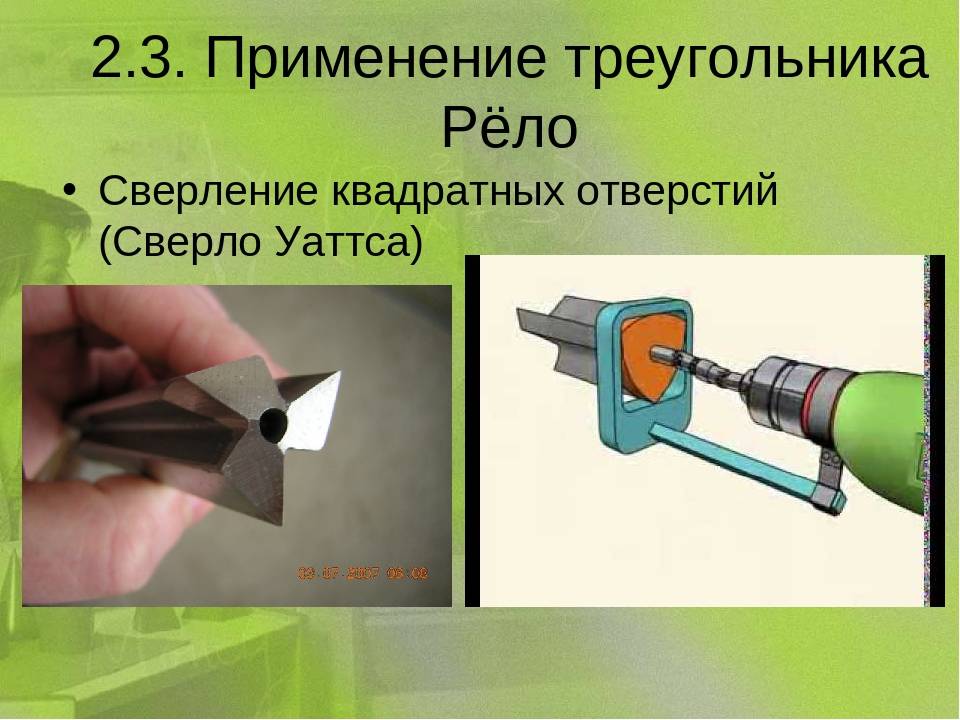










Таблица 2. Соотношение толщины и ширины режущего элемента сверла
Хвостовая часть выполняется в форме шестигранника. Такая форма поперечного сечения позволяет не только надежно фиксировать инструмент в патронах дрелей и шуруповертов, но и использовать для этих целей магнитные переходники и удлинители.
Простота конструкции, которой отличаются сверла, относящиеся к перьевым, отсутствие спиральных канавок, ленточек и других сложных элементов не являются показателями невысокой эффективности этого инструмента.

Перовые сверла с двумя подрезателями входят в древесину плавнее и оставляют меньше заусенцев по краям отверстий
Выбирая сверло перьевого типа, предназначенное для выполнения работ по дереву, следует обращать внимание на несколько параметров:
- правильность формы (перья сверла по дереву, расположенные с правой и левой сторон от центрального выступа, должны быть симметричны и одинаковы по своим линейным размерам);
- степень остроты режущей части (заточка новых перьевых сверл должна выполняться в заводских условиях и соответствовать стандартным требованиям);
- отсутствие видимых дефектов (если на поверхности нового сверла присутствуют видимые дефекты различного характера, это является явным показателем невысокого качества такого изделия, произведенного, скорее всего, в кустарных условиях);
- цвет (по цвету металла можно определить типы дополнительной обработки, которым подвергалось уже готовое изделие).

Таблица 3. Влияние технологии изготовления на цвет перового сверла
Иные способы получения квадратных отверстий в металле
Кроме обработки заготовок сверлами Уаттса для получения квадратных отверстий в металле используют следующие методы и технологии.
- Лазерная резка. Это наиболее эффективный способ получения квадратных отверстий в металле с заданными параметрами. Точность находится на максимальном уровне. Лазерная резка квадратных отверстий производится на сложных и дорогостоящих станках с ЧПУ.
- Применение обычных сверл и напильников. Метод выглядит так.
- На поверхность заготовки наносят разметку (вычерчивается квадрат).
В углах квадрата при помощи керна намечают центры вспомогательных отверстий.
Их высверливают сверлом малого диаметра. При помощи крупного сверла удаляют большую часть материала внутри отверстия. Углы и поверхности будущего квадратного отверстия выравнивают напильником. Использование сварки. Этот метод предполагает высверливание отверстия, диаметр которого равен длине стенки квадрата. Затем мастер вставляет шаблон и заваривает углы. Штамповка. Этот метод получения квадратных отверстий применяют при обработке тонких металлических заготовок. Используются пробивные и вырубные штампы. Проделывание квадратных отверстий в металле при помощи пробойников. Этот метод также применяют при работе с заготовками небольшой толщины. С использованием пробойников в металле проделывают квадратные отверстия размером до 70*70 мм. В продаже имеются специальные комплекты, состоящие из пробойников, матриц, ограничителей, направляющих втулок и пуансонодержателей. Для силового воздействия используют гидравлические домкраты.

Фотография №2: лазерная резка — самая эффективная технология!
Сверление квадратного отверстия
Для удобства работы нужно вырезать из бумаги шаблон квадрата, но меньше нужного отверстия на диаметр основного сверла. К примеру, если нужен квадрат 10х10 мм, при этом в качестве основного будет применено сверло 4 мм, то шаблон вырезается со сторонами 6х6 мм.
Важно! При выборе основного сверла нужно, чтобы его 2 диаметра были немного меньше стороны шаблона. В этом случае отверстия при сверлении не будут накладываться друг на друга и сверло не соскочит с нужной точки
Бумажный квадрат приклеивается на заготовку скотчем
С помощью кернера по его углам и центру наносятся четкие глубокие насечки. После шаблон убирается
Бумажный квадрат приклеивается на заготовку скотчем. С помощью кернера по его углам и центру наносятся четкие глубокие насечки. После шаблон убирается.
Насечки слегка рассверливаются центровочным сверлом.
Далее по угловым меткам нужно сделать сквозные отверстия. В идеале воспользоваться сверлильным станком, поскольку при работе дрелью возможно снижения точности. Если нужно сверлить толстый металл, то обязательно потребуется масло для охлаждения кромки сверла.
После готовности углов, с помощью большого сверла просверливается центральная насечка между ними. Это позволяет выбрать металл посередине. В результате получается размытое квадратное отверстие.
С помощью надфиля, плоского или треугольного напильника отверстие доводиться до правильного квадрата
Особое внимание нужно уделить округлениям по углам, чтобы сточить их под 90 градусов. Желательно, чтобы ширина напильника соответствовала стороне квадратного отверстия, тогда получится провести расточку почти идеально
Данный способ сверления трудоемкий и занимает не меньше получаса, учитывая доводку напильником, но позволяет получать достаточно качественное отверстие
Главное его достоинство в возможности обойтись скудным набором инструментов без необходимости покупки сверла Уаттса
Данный способ сверления трудоемкий и занимает не меньше получаса, учитывая доводку напильником, но позволяет получать достаточно качественное отверстие. Главное его достоинство в возможности обойтись скудным набором инструментов без необходимости покупки сверла Уаттса.
Немного истории с геометрией
Ещё в XV веке легендарный Леонардо да Винчи, изучая свойства геометрических фигур, обратил внимание на так называемые геометрические объекты с равной толщиной. Таких фигур имеется бесконечное множество, но простейшей – помимо окружности — является скруглённый треугольник, который может быть образован следующим образом. Вычерчивается равносторонний треугольник, каждый из углов которого соединяется дугой окружности, проведённой из центра противоположной стороны
Особенностью такого треугольника будет то, что все его стороны будут иметь постоянную ширину, которая равна длине стороны исходного равностороннего треугольника
Вычерчивается равносторонний треугольник, каждый из углов которого соединяется дугой окружности, проведённой из центра противоположной стороны. Особенностью такого треугольника будет то, что все его стороны будут иметь постоянную ширину, которая равна длине стороны исходного равностороннего треугольника.
Практическую пользу из этого факта извлёк Л. Эйлер, который три века спустя продемонстрировал вращение такого скруглённого треугольника: вначале вокруг собственной оси, а затем – с некоторым эксцентриситетом, благо карданный механизм науке и технике того времени был уже известен.
Ещё дальше в практическом использовании данной фигуры пошёл немецкий инженер Ф
Рело, который обратил внимание на то, что траектория углов движущегося треугольника при определённых способах его вращения весьма близка к квадрату. Лишь непосредственно в углах квадрата внешняя поверхность описывает дугу, впрочем, небольшого радиуса. В современной технической литературе подобный треугольник называют треугольником Рело, хотя никаких углов у данной фигуры фактически уже нет
В современной технической литературе подобный треугольник называют треугольником Рело, хотя никаких углов у данной фигуры фактически уже нет.
Пройдёт ещё несколько десятков лет, и англичанин Г. Уаттс придумает приспособление, которым можно обеспечить гарантированную квадратную траекторию для металлорежущего инструмента. Техническое решение для сверла Уаттса было запатентовано в 1916 году, а через год началось серийное производство таких инструментов.








Сверло Уаттса для сверления квадратных отверстий: описание, размеры
Просверлить круглое отверстие в материале любой плотности по силам каждому. А как быть, если необходимо квадратное отверстие? Многим покажется неправдоподобной возможность высверлить квадрат в мягкой податливой древесине или в детали из прочного металла. Справляется с этой непростой задачей сверло Уаттса.
История с геометрией
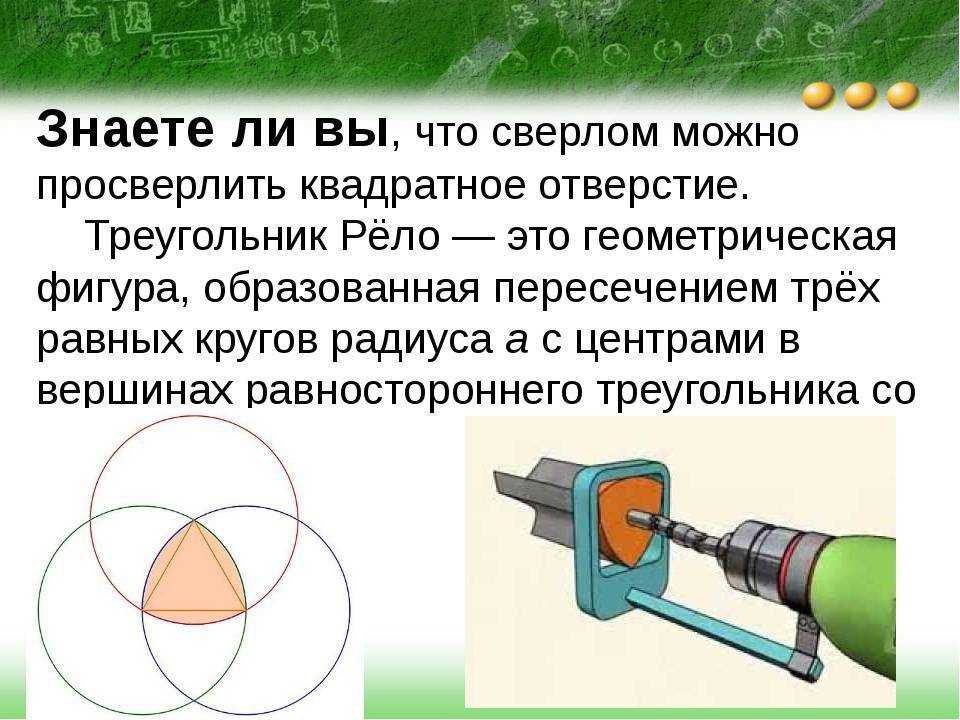
Мастера и сегодня для получения квадратного отверстия просверливают круглую дырочку соответствующего диаметра и специальными инструментами продалбливают уголки. Гораздо быстрее и проще выполнить эту операцию можно «квадратным» сверлом Уаттса. Основой его конструкции является треугольник Рёло – фигура, образованная пересечением трёх одинаковых окружностей. Радиусы этих кругов равны стороне правильного треугольника, и его вершины являются центрами окружностей.
Фигура носит имя немецкого учёного Франца Рёло, так как он первым детально исследовал свойства полученного треугольника и применял их в своих изобретениях. Однако геометрия треугольника Рёло использовалась в форме окон при строительстве церкви Богоматери в Брюгге ещё в XIII веке.
В начале XVI века Леонардо Да Винчи изобразил «карту мира» на четырёх треугольниках Рёло. Эта фигура встречается в его манускриптах и Мадридском кодексе. В XVIII веке треугольник из равных дуг трёх окружностей продемонстрировал известный математик Леонард Эйлер.
В 1916 году английский работающий в США инженер Гарри Уаттс разработал и запатентовал фрезу для квадратных отверстий в «плавающем» патроне.
Уникальное изобретение позволяет получать отверстия почти правильной формы: углы квадрата скруглены небольшим радиусом. Необработанная площадь квадратного отверстия не превышает 2%.
Отличительной чертой треугольного сверла Уаттса является то, что при вращении его центр описывает дугообразные эллипсоидные кривые, а не стоит на месте как у традиционного спирального сверла.
Вершины треугольника при таком движении вычерчивают квадрат с параллельными идеально ровными сторонами. Патрон для такой фрезы имеет оригинальную, не препятствующую движению, конструкцию.
Строение сверла для квадратных отверстий
При сверлении отверстий образуется стружка, и фреза должна иметь канавки для ее отвода. Профиль рабочей части сверла Уаттса представляет собой треугольник Рёло с вырезанными из него тремя половинками эллипсов.
Такая конструкция с канавками для отвода стружек решает одновременно 3 задачи:
- Снижается инерция сверла.
- Уменьшается нагрузка на шпиндель.
- Повышается способность сверла резать.
Обычно квадратные отверстия проделываются на токарных или фрезерных протяжных станках. Сверло для квадратных отверстий фиксируется патроном станка специальным переходником. Для бытового использования квадратной фрезы производители предлагают накладные рамки, соединяющиеся с патроном карданной передачи и сообщающие режущему инструменту эксцентрические перемещения. Глубина отверстия соответствует толщине рамки.
Сталь для сверла
Сегодня качественные свёрла, работающие быстро и долго, производятся из высоколегированных марок стали. В своём составе такие сплавы содержат более 10% легирующих добавок, таких как вольфрам, хром, ванадий и молибден. Различное процентное соотношение элементов и разнообразные методы закалки стали образуют сплавы, различающиеся по уровню твёрдости, вязкости, сопротивлению нагрузке при ударе, стоимости и другим характеристикам.
Свёрла по металлу – самый широко используемый расходный материал для электрооборудования по нескольким причинам:
- Изделия из металла чаще всего нуждаются в отверстиях для скрепления: резьбового соединения, клёпок и прочих видов соединения.
- Свёрла по металлу возможно применять и при работе с более мягкими материалами, например, с древесиной.
- Технология производства этого типа изделий аналогична принципам производства свёрл для различных направлений применения.
В России и многих других странах наибольшим спросом пользуются свёрла из быстрорежущей стали марки Р6М5, имеющей в составе вольфрам и молибден. Существенно повышается прочность и цена изделий при добавлении в сплав кобальта или покрытием свёрл охлаждающим титан-нитридным напылением.
Виды сверл для изделий из металла
Свёрла по металлу используются для проделывания отверстий в изделиях из бронзы, чугуна, меди, стали разных марок, металлокерамики и прочих материалов. Для сверления вязкой труднообрабатываемой стали применяются высокопрочные изделия с добавлением кобальта. При работе спиральными свёрлами стружка отводится по двум продольным канавкам. По форме хвостика такие инструменты делятся на три типа:
- шестигранные,
- конические,
- цилиндрические.





