

Немного истории с геометрией
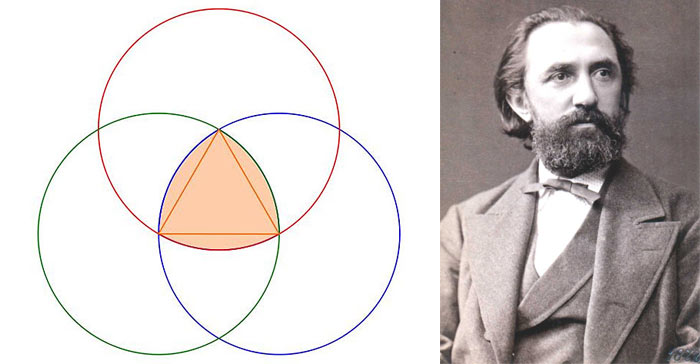
Ещё в XV веке легендарный Леонардо да Винчи, изучая свойства геометрических фигур, обратил внимание на так называемые геометрические объекты с равной толщиной. Таких фигур имеется бесконечное множество, но простейшей – помимо окружности — является скруглённый треугольник, который может быть образован следующим образом
Вычерчивается равносторонний треугольник, каждый из углов которого соединяется дугой окружности, проведённой из центра противоположной стороны. Особенностью такого треугольника будет то, что все его стороны будут иметь постоянную ширину, которая равна длине стороны исходного равностороннего треугольника.
Практическую пользу из этого факта извлёк Л. Эйлер, который три века спустя продемонстрировал вращение такого скруглённого треугольника: вначале вокруг собственной оси, а затем – с некоторым эксцентриситетом, благо карданный механизм науке и технике того времени был уже известен.
Ещё дальше в практическом использовании данной фигуры пошёл немецкий инженер Ф
Рело, который обратил внимание на то, что траектория углов движущегося треугольника при определённых способах его вращения весьма близка к квадрату.
Лишь непосредственно в углах квадрата внешняя поверхность описывает дугу, впрочем, небольшого радиуса. В современной технической литературе подобный треугольник называют треугольником Рело, хотя никаких углов у данной фигуры фактически уже нет
Пройдёт ещё несколько десятков лет, и англичанин Г. Уаттс придумает приспособление, которым можно обеспечить гарантированную квадратную траекторию для металлорежущего инструмента. Техническое решение для сверла Уаттса было запатентовано в 1916 году, а через год началось серийное производство таких инструментов.

Сверло или фреза?
Большинство технической общественности считает, что всё-таки фреза. Тем не менее, производители упорно продолжают называть данный инструмент сверлом для квадратных отверстий, сверлом Уаттса или сверлом, профиль которого соответствует треугольнику Рело.
Что правильнее? Если обратиться к кинематике перемещения такого режущего инструмента (для наглядности можно воспользоваться схемой, приведённой на рис. 1, то можно обнаружить, что съём металла будет производиться только боковой поверхностью, причём плоскостей резания будет не одна, как у обычного сверла, а четыре, что более свойственно фрезам.
Однако одного вращающего движения для получения квадратного отверстия будет недостаточно. Простые математические вычисления (в данной статье не приводятся) показывают: для того, чтобы «сверло» для квадратного отверстия выполняло свою функцию, оно должно при работе описывать не только основное движение вращения режущей кромки, но и качательное движение сверла/фрезы вокруг некоторой оси. Оба движения должны производиться во взаимно противоположных направлениях.

Рисунок 1 – Треугольник Рело: а) – построение; б) последовательность вращения для получения отверстия квадратной формы.
Угловая скорость обоих вращений определяется довольно просто. Если за параметр f принять частоту оборотов вала дрели (либо перфоратора), то для колебательных вращений шпинделя вокруг собственной оси достаточна скорость в 0,625f. В этом случае ось шпинделя как бы зажимается между рабочим валом и приводным колесом, заставляя сверло/фрезу колебаться в зажимном приспособлении с остаточной скоростью
(1 – 0,625)f = 0,375f.
Более точно результирующую скорость вращения фрезы можно установить, пользуясь техническими характеристиками дрели/перфоратора, но ясно, что она будет намного ниже той, на которую изначально рассчитан инструмент. Поэтому получение квадратного отверстия будет происходить с меньшей производительностью.
Сверло для квадратных отверстий
Проблем с образованием круглых отверстий в металле, как правило, не возникает. Сегодня в продаже можно встретить просто огромное количество сверл, некоторые могут применяться для образования квадрата или прямоугольника. Для решения подобной задачи также используются специальные приспособления.
Сверло для квадратных отверстий
Cверло или фреза
Часто квадратные отверстия получают при применении фрез. Подобный инструмент получил крайне широкое распространение, однако в некоторых случаях квадратные отверстия в металле проще получить при использовании сверл. Примером назовем следующие моменты:
- Работа проводится редко, поэтому нужно снизить затраты на приобретении специального инструмента. Фрезы обходятся намного дороже.
- Небольшая площадь обработки. Геометрическая форма распространенных фрез определяет ограничения по их минимальному размеру.
- Нужно получить сквозное отверстие в металле с большой толщиной.
Кроме этого, фрезы устанавливаются в станках, которые обходятся дорого, но и для сверления обычное оборудование не подойдет. Это связано с тем, что сверло должно передвигаться по определенной траектории.
Устройство и принцип работы
Сверло для квадратных отверстий Уаттса создано на основе формы треугольника Рело. Среди особенностей можно отметить:
- Рабочая часть сверла образуются при формировании области пересечения трех равных кругов особой формы.
- Если расположить у треугольников рабочей части сверла несколько параллельных опорных прямых, то расстояние между ними будет одинаковым.
- Во время работы ось сверла должна перемещаться по определенной траектории, за счет чего и получается квадрат или прямоугольник.
Стоит учитывать, что получаемый прямоугольник или квадрат имеет немного закругленные углы. Устройства для сверления квадратных отверстий Уаттса не должно ограничивать передвижение патрона со сверлом, иначе получить рассматриваемую форму не получится. Принципы действия и конструкция рекомендуемого оборудования позволяют создать его своими руками при использовании подручных материалов.
Альтернативные способы получения квадратных отверстий
Получение радиусных дуг приводит к существенному снижению качества получаемого изделия. Именно поэтому часто рассматривается возможность использования других методов получения квадратного отверстия:
- Лазерные установки сегодня получили широкое распространение. Они могут применяться для обработки по заданной траектории, при фокусировании луча происходит нагрев металла, за счет чего образуется требуемая поверхность.
- Метод штамповки применяется на протяжении длительного периода. Он предусматривает использование специального оборудования, которое способно оказывать высокое давление на листовые и другие заготовки. Недостаток метода заключается в высокой стоимости оборудования, а также в возможности получения только неглубоких выемок.
- При применении газовой сварки также можно образовать прямоугольную форму. Однако подобная технология характеризуется невысокой практичностью в применении, получаемые изделия низкокачественные.
В продаже встречаются специальные комплекты пробойников, которые также могут применяться в рассматриваемом случае. Комплект представлен сочетанием следующих элементов:
- Втулка для направления пробойника.
- Специальный держатель.
- Кольцевой ограничитель хода.
- Матрица.
Для того чтобы оказать высокую нагрузку на рабочий инструмент применяется гидравлический домкрат. Подобная технология характеризуется тем, что получаемая фигура имеет чистые и ровные грани, то есть дополнительная механическая обработка для повышения качества поверхностей не требуется.
Пошаговое описание работ
1. Берем швеллер и свариваем прочную раму нашего станка. По ней будет передвигаться платформа. С левой стороны на конце швеллера привариваем маленькую площадку – на нее мы установим мотор станка. Просверливаем два отверстия для болтов. 2. С правой стороны на швеллере привариваем металлическую пластину. По длине она должна соответствовать каретке. С каждой стороны швеллера оставляем выступы по 50–70 мм. На выступающие элементы привариваем уголки размером 30х30 мм. При этом угол направляем вверх – он выступит в качестве рельс каретки нашего станка. 3. На рельсы накладываем аналогичные отрезки уголков, перпендикулярно привариваем рельсы, которые нужны, чтобы обеспечивать поперечное движение. На них накладываем вторые элементы, которые уже приварены к платформе. Платформу собираем из уголка. Для изготовления площадки подойдет фанерный лист. 4. Фиксируем на платформе струбцины. Для их изготовления подойдут трубы, гайки и штыри. 5. Подключаем к мотору электропроводку. 6. Перед тем, как начать пользоваться станком, обрабатываем рельсы солидолом.
Самодельные станки
Самодельный долбежник по дереву, при большом желании изготовить не так сложно. Конечно, он будет сильно уступать заводским аналогам, но со стандартными деревянными изделиями для дачи или дома он вполне справиться, плюс цена такого помощника в разы ниже серийных аналогов.

Ручная фреза для станка.
Долбежник по дереву удобнее всего делать из ручной фрезы. Конечно, за неимением таковой можно использовать электродвигатель соответствующей мощности или мощную электродрель, но в этих случаях не следует рассчитывать на продолжительную и качественную работу, ведь они не приспособлены к постоянной боковой нагрузке на вал.

Малая площадка под фрезу.
Изначально фрезер жестко крепится в горизонтальном положении. Так в процессе работы нам будет хорошо видно фрезу и сам выбираемый паз. Плюс при горизонтальном уровне хода намного проще сделать серию одинаковых отверстий.

Компоновка узлов, вид сбоку.
За основу берется толстая фанера от 10 мм. Размеры платформы варьируются в зависимости от габаритов вашего фрезера. Инструмент устанавливается строго горизонтально, по уровню, от этого зависит точность производимых работ. Для жесткой фиксации, под ручки фрезера подкладываются два одинаковых бруска, вся конструкция прижимается металлическим штырем, как на фото.











Компоновка узлов, вид сверху.
В принципе таким приспособлением уже можно работать, но регулировать глубину и размеры отверстия придется своими руками. Для обеспечения относительной точности и возможности делать одинаковые детали, понадобится небольшое усовершенствование.

Устройство рычага.
Чтобы обеспечить контролируемое поперечное и продольное движение инструмента нужно установить 2 рычага с перпендикулярным направляющим вектором. При условии, что у нас уже есть стационарная станина, нам для обустройства понадобится еще 1 лист фанеры большего размера.

Установка площадок на станину.
На большем листе, позади площадки с фрезером жестко закрепляется брусок с рычагом. На площадке крепится еще один брусок для подвижной фиксации штока. Движение осуществляется через шток между рычагом и площадкой. Таким образом, мы получаем возможность контроля заглубления.

Фиксация бруска струбцинами.
Для обеспечения поперечного движения на станине закрепляется аналогичный рычаг, только теперь он соединяется штоком с большим листом и двигаться будет перпендикулярно. Так как фанера материал тонкий, на большем листе также придется закрепить брусок для штока.
Совершенствовать это приспособление можно путем установления направляющих салазок из тонких деревянных брусков. Вышеуказанный принцип действия можно зеркально перенести на обустройства стола. В этом случае фреза будет базироваться неподвижно, а выборка будет осуществляться за счет движения стола.

Самодельный станок из электродвигателя.
На видео в этой статье показана работа долбежного станка.
Сталь для сверла
Сегодня качественные свёрла, работающие быстро и долго, производятся из высоколегированных марок стали. В своём составе такие сплавы содержат более 10% легирующих добавок, таких как вольфрам, хром, ванадий и молибден. Различное процентное соотношение элементов и разнообразные методы закалки стали образуют сплавы, различающиеся по уровню твёрдости, вязкости, сопротивлению нагрузке при ударе, стоимости и другим характеристикам.

Свёрла по металлу – самый широко используемый расходный материал для электрооборудования по нескольким причинам:
- Изделия из металла чаще всего нуждаются в отверстиях для скрепления: резьбового соединения, клёпок и прочих видов соединения.
- Свёрла по металлу возможно применять и при работе с более мягкими материалами, например, с древесиной.
- Технология производства этого типа изделий аналогична принципам производства свёрл для различных направлений применения.
В России и многих других странах наибольшим спросом пользуются свёрла из быстрорежущей стали марки Р6М5, имеющей в составе вольфрам и молибден. Существенно повышается прочность и цена изделий при добавлении в сплав кобальта или покрытием свёрл охлаждающим титан-нитридным напылением.
Сверление квадратных отверстий — сверло Уаттса и принцип треугольника Рёло
О том, как просверлить отверстие круглой формы, знает практически каждый, а про сверло для квадратных отверстий известно далеко не всем. Между тем просверлить отверстие квадратной формы можно как в изделиях из мягкой древесины, так и в более твердых металлических деталях.
Для решения такой задачи используются специальные инструменты и приспособления, принцип действия которых основан на свойствах простейших геометрических фигур.
Принципы действия и конструкция
Для того чтобы просверлить квадратное отверстие, обычно используют сверло Уаттса, в основу конструкции которого положена такая геометрическая фигура, как треугольник Рёло.
Одна из важнейших особенностей такой фигуры, представляющей собой область пересечения трех равных кругов, состоит в следующем: если к такому треугольнику провести пару параллельных опорных прямых, то расстояние между ними будет всегда постоянным.
Таким образом, если двигать центр треугольника Рёло по траектории, описываемой четырьмя эллипсоидными дугами, его вершины будут вычерчивать практически идеальный квадрат, у которого будут лишь несколько скруглены вершины.
Свойство треугольника Рёло
Уникальные свойства треугольника Рёло позволили создать сверла для квадратных отверстий. Особенностью использования такого инструмента является то, что ось его вращения должна не оставаться на месте, а перемещаться по вышеописанной траектории.
Естественно, этому перемещению не должен препятствовать патрон оборудования. При использовании такого сверла и соответствующей оснастки квадратное отверстие получается с идеально ровными и параллельными сторонами, но с немного скругленными углами.
Площадь таких необработанных инструментом уголков составляет лишь 2% от площади всего квадрата.
Изготовление устройства для сверления квадратных отверстий
Используя сверла Уаттса, работающие по принципу треугольника Рёло, можно выполнять сверление квадратных отверстий в металлических заготовках даже на обычном станке, не оснащенном специальными насадками. Для того же, чтобы создать квадратное отверстие в деревянной детали, можно использовать и обычную дрель, но для этого ее необходимо оснастить дополнительными приспособлениями.
Изготовить несложное устройство, позволяющее просверлить квадратные отверстия в деревянных заготовках, можно по следующим рекомендациям.
- Для начала, используя лист фанеры или деревянную доску небольшой толщины, необходимо сделать сам треугольник Рёло, геометрические параметры которого должны соответствовать диаметру применяемого сверла Уаттса.
- Сверло надо жестко зафиксировать на поверхности изготовленного треугольника.
- Чтобы треугольник Рёло и закрепленное на нем сверло перемещались по требуемой траектории, необходимо изготовить деревянную направляющую рамку. Во внутренней части рамки следует вырезать квадрат с геометрическими параметрами, полностью соответствующими размерам отверстия, которое вы собираетесь просверлить.
- Рамка при помощи специальной планки фиксируется на дрели, при этом центр треугольника Рёло, помещаемого в направляющую рамку, должен совпадать с осью вращения патрона электроинструмента.
- Для того чтобы сообщить сверлу для выполнения квадратного отверстия крутящий момент, но при этом не создать ограничений для перемещения инструмента в поперечном направлении, хвостовик соединяют с патроном дрели посредством передаточного механизма, работающего по принципу карданного вала грузового автомобиля.
- Деревянную заготовку, в которой необходимо просверлить квадратное отверстие, следует надежно зафиксировать, при этом расположить ее так, чтобы центр будущего отверстия строго совпадал с осью вращения используемого для обработки сверла.
Чертеж деталей приспособления для сверления квадратного отверстия
Таблица 1. Размеры направляющих втулок
Таблица 2. Размеры сверл (нажмите для увеличения)
Собрав такое несложное устройство, надежно зафиксировав все элементы его конструкции и обрабатываемую заготовку, можно включать электрическую дрель и начинать процесс сверления.
Как уже говорилось выше, просверленное при помощи такого устройства квадратное отверстие будет иметь абсолютно ровные и параллельно расположенные стороны, но его угловые участки будут слегка закруглены. Решить проблему с закругленными углами несложно: можно доработать их при помощи обычного надфиля.
Следует иметь в виду, что используют вышеописанное приспособление, не отличающееся высокой жесткостью, для сверления отверстий квадратной формы в деревянных заготовках небольшой толщины.
Сверло Уаттса и сделанное с его помощью квадратное отверстие в металлической заготовке
Устройство и принцип работы
Непосредственно применить фрезу/сверло для квадратных отверстий с профилем треугольника Рело нельзя – необходимы канавки для отвода образующейся стружки.
Поэтому (см. рис. 2) профиль рабочей части инструмента представляет собой вышеописанную фигуру, из которой вырезано три полуэллипса. При этом реализуются три цели: снижаются момент инерции сверла, нагрузки на шпиндель, а также повышается режущая способность фрезы.











Рисунок 2 – Фактический профиль рабочей части инструмента
Конструкция инструмента такова. Собственно, рабочая часть включает в себя рабочую поверхность, которой производится съём металла и отводящие стружку канавки. Изготавливается фреза-сверло для квадратных отверстий из стали У8 и закаливается до твёрдости HRC 52…56. При особо тяжёлых условиях эксплуатации используются изделия из легированной стали Х12 с твёрдостью HRC 56…60.
При нормальной подаче СОЖ и из-за сравнительно небольших температур в зоне обработки стойкость инструмента – высокая.
Более сложную конструкцию имеет шпиндель-переходник. Он включает в себя:
- Корпус.
- Зубчатый венец.
- Посадочное место под основной шпиндель (если инструмент устанавливается в инструментальной головке металлорежущего станка, то переходник имеет вид конуса Морзе).
- Приводной шестерни.
- Основного шпинделя.
- Шестерни зацепления с зубчатым венцом.
- Качающейся втулки.

Для бытовых приспособлений производители фрез/свёрл для квадратных отверстий предлагают накладные рамки, которые соединяются карданной передачей с патроном, и сообщают эксцентрические перемещения режущему инструменту. Толщина такой рамки определяет глубину получаемого отверстия.
Для соединения приспособления с патроном станка необходим ещё специальный переходник. Он состоит из:
- Корпуса.
- Плавающего хвостовика.
- Качающегося кольца.
- Сменной втулки под патроны разных металлообрабатывающих станков.
- Крепёжных винтов.
- Опорных шариков.
Для практического применения рассматриваемого инструмента достаточно придать шпинделю основного оборудования подачу в необходимом направлении. Для изготовления квадратных отверстий с применением такой оснастки пригодны фрезерные протяжные и токарные станки.
//www.youtube.com/watch?v=60WbTPNFT-8
Строение сверла для квадратных отверстий
При сверлении отверстий образуется стружка, и фреза должна иметь канавки для ее отвода. Профиль рабочей части сверла Уаттса представляет собой треугольник Рёло с вырезанными из него тремя половинками эллипсов.

Такая конструкция с канавками для отвода стружек решает одновременно 3 задачи:
- Снижается инерция сверла.
- Уменьшается нагрузка на шпиндель.
- Повышается способность сверла резать.
Обычно квадратные отверстия проделываются на токарных или фрезерных протяжных станках. Сверло для квадратных отверстий фиксируется патроном станка специальным переходником. Для бытового использования квадратной фрезы производители предлагают накладные рамки, соединяющиеся с патроном карданной передачи и сообщающие режущему инструменту эксцентрические перемещения. Глубина отверстия соответствует толщине рамки.
Сверло Уаттса для сверление квадратных отверстий
Классификация сверл для квадратных проемов
Оборудование и приспособления для сверления
Для каждого из этапов разработан инструмент для сверления отверстий. На подготовительной стадии применяются следующие инструменты, позволяющие производить точную разметку места положения будущего отверстия. Для этого применяют: керн, специальный шаблон или кондуктор. Керн представляет собой хорошо заточенный стержень из прочной инструментальной стали. С его помощью наносят углубление на поверхности заготовки, в точке, где планируется произвести сверление. Попадая в это углубление, сверло не скользит по поверхности и производится точное сверление.
Для повышения производительности на предприятиях с массовым производством изготавливают специальные шаблоны. Они позволяют производить разметку мест будущих отверстий у однотипных заготовок. Специальные шаблоны применяют для высверливания на цилиндрических поверхностях. Их изготавливают из стальной полоски, согнутой под прямым углом. На одной из поверхностей сверлят небольшое отверстие, которое в дальнейшем позволит керном наносить отметку на цилиндрической поверхности.
Для получения повышенной точности разметки, соблюдения вертикального положения сверла и соблюдения заданного расстояния, между отверстиями применяется инструмент называемый кондуктором. Кроме этого его применяют при сверлении тонкостенных изделий, для которых не возможно сильное механическое воздействие (например, удар молотка по керну).
Кроме этих изделий применяют инструменты и приспособления позволяющие производить сверление дрелью при её жесткой фиксации. С этой целью применяю:
- направляющий фиксатор;
- удерживающая стойка;
- кондуктор для направления движения сверла.
Первые два приспособления изготавливаются под конкретную конструкцию электродрели. Кондуктор позволяет точно направлять сверло к месту будущего отверстия. Его успешно используют для размеров, не превышающих 20 миллиметров. Поэтому при изготовлении отверстий большого диаметра с помощью кондуктора производят предварительное рассверливание.
Все эти проблемы легко решаются при применении сверлильных или токарных станков. Сверлильные станки делятся на три категории:
- универсальные;
- специализированные;
- специальные.
Они классифицируются по следующим признакам:
- конструкцией стола;
- уровню автоматизации;
- количеству имеющихся шпинделей;
- степени точности;
- наличию дополнительных возможностей.
Первая категория станков позволяет решать практически весь спектр задач по производству отверстий. Серьёзным ограничением служит допустимое расстояние, на которое может двигаться патрон с закреплённым сверлом. Это обстоятельство не позволяет производить сверления на большую глубину. В этом случае применяют специализированные станки. Для повышения производительности труда и увеличении количества выпускаемых однотипных деталей конструируют специальные агрегаты. Они способны выполнять перечень необходимых операций с высокой точностью и скоростью.
По конструкции такие станки выпускаются с одним или несколькими шпинделями. Конструкция стола отличается многообразием: обычные, плавающие, подъёмные и другие. Уровень автоматизации определяется способом выполнения операций сверления. Самыми простыми станками являются ручные и механические. Более совершенными являются автоматические и станки с числовым программным управлением.
Кроме сверлильных станков для решения этих задач используют различные токарные станки.
На токарных станка можно выполнять весь перечень операций связанных с получением отверстий: непосредственно само сверление, рассверливание с последующим развёртыванием или зенкованием.
Виды сверл для изделий из металла
Свёрла по металлу используются для проделывания отверстий в изделиях из бронзы, чугуна, меди, стали разных марок, металлокерамики и прочих материалов. Для сверления вязкой труднообрабатываемой стали применяются высокопрочные изделия с добавлением кобальта. При работе спиральными свёрлами стружка отводится по двум продольным канавкам. По форме хвостика такие инструменты делятся на три типа:
- шестигранные,
- конические,
- цилиндрические.

Сверло по металлу с коническим хвостовиком при использовании вставляется напрямую в станок. Для шестигранных и цилиндрических хвостовиков необходим специальный патрон.
Что такое коронка по дереву?
Насадка с напылением для обработки фанеры, ДСП, пластика, металла – известное приспособление, называющееся коронка для сверления дерева и других материалов. Выглядит она как чаша с зубцами, расположенными по краю обода. Надевается на специальный патрон для дрели и вращается благодаря электроинструменту. Глубина отверстия может быть разной, от нескольких миллиметров до нескольких сантиметров. От диаметра фрезы зависит количество зубьев на ней: чем крупнее коронка по дереву, тем большее число зубчиков на ней расположено. Типовой набор кольцевой насадки комплектуется элементами:
- головкой с режущими зубьями;
- хвостовиком;
- центральным сверлом.
Для чего нужна коронка по дереву?
Кольцевая насадка на дрель, с помощью которой легко можно просверлить отверстие любого диаметра, широко применяется в ремонтных работах. Хорошо заточенная профессиональная коронка по дереву для подрозетников позволяет получить аккуратные выемки в стенах, гипсокартоне, деревянных сооружениях необходимого размера. Чистый рез с ровной внутренней поверхностью без сколов и заусенец можно сделать с помощью такой насадки. Центровать поверхность перед сверлением нет необходимости, выпиливание происходит быстро и тихо.
Можно ли коронкой по дереву сверлить металл?
Корончатое сверло прекрасно справляется со своей основной задачей – сверлением отверстий. Специалисты подтверждают, что с его помощью возможно обрабатывать не только древесину. Коронка для отверстий в дереве, выполненная из особенных марок стали с напылением, способна обработать более прочные материалы. С ее помощью легко и просто получить отверстие в цветных металлах любой твердости. Планируя работу со сложными материалами, следует выбирать сверло с маркировками HCS, такая коронка по твердому дереву и металлу легко справится с любой задачей.
https://youtube.com/watch?v=ofHypLFxXE8
инженер поможет — приспособления для долбления

Промышленные предприятия, где изготовление шиповых соединений является составной частью единого процесса серийного производства, оснащены высокопроизводительным оборудованием для работы в напряженных режимах.
Такие специализированные станки слишком дороги, но можно использовать значительно более дешевые долбежные приспособления хорошего качества, которые в качестве насадок устанавливаются на машины с другой специализацией, например сверлильные или строгальные станки. Многие любители столярного дела с удовольствием и пользой применяют такую оснастку в своей работе.










насадка с полым долотом
Сверльный станок можно использовать для изготовления пазов и гнезд, установив в его патроне долбежную насадку с полым долотом. В приспособление входит специальное шнековое сверло, проходящее внутри квадратного полого долота с четырьмя режущими кромками.
При вхождении его в древесину насадка вырезает отверстие строго квадратного сечения, при этом шнековое сверло выбирает отход немного впереди долота, который срезает остатки для получения квадратного гнезда. Чтобы вырезать длинный прямоугольный паз или гнездо, сдвигайте заготовку между рабочими ходами долота. В промышленности применяются большие полые долота, а для домашнего использования выпускаются насадки с возможностью установки долот со стороной квадрата 6- 18 мм.
Выполнение гнезд долбежной насадкой с полым долотом
Установите глуби ну хода сверлильного станка с учетом требуемой глубины гнезда. Опустите рабочий орган, чтобы он вырезал квадратное отверстие вплотную к одному краю паза, затем сдвиньте заготовку и выполните второе квадратное отверстие у другого края паза. Затем выберите отход между ними несколькими ходами долота.
Опускайте долото уверенно и равномерно. Не пытайтесь ускорить темп долбежки при работе с твердыми породами, так как небольшие долота могут расколоться под давлением. Но и не затягивайте процесс, чтобы долото не перегрелось из-за трения между ним и шнеком сверла.
Если выбирается сквозной паз, под заготовку необходимо подложить оструганную деревянную подложку. Это не только предотвратит контакт долота с металлическим столом станка, но и убережет нижнюю сторону заготовки от расщепления при выходе долота из материала.
В качестве технологической альтернативы можно вырезать паз, переворачивая заготовку, с обеих ее сторон.
Заточка шнекового сверла и долота
Долбежные шнековые сверла, так же как и обычные шнековые сверла для ручного коловорота, затачиваются маленьким напильником, или надфилем. Четыре режущие кромки квадратного долота затачиваются одновременно с помощью специального инструмента, похожего на зенкер, но с центральным направляющим кончиком, который удерживает инструмент по центру долота. Долото затачивается посредством вращения этой точильной насадки, установленной в патроне коловорота. Для каждого долота требуется соответствующий ему точильный инструмент.
Фрезерная насадка
Фрезерная насадка включает в себя горизонтально устанавливаемую фрезерную головку для выполнения одинаковых операции. Это приспособление использует при вод другой машины — в частности, строгального или универсального станка — и устанавливается в патрон на конце ножевого блока. Патрон, аналогичный патрону электродрели, может принять головки диаметром 6 — 16 мм с двумя режущими кромками, одна из которых иногда зазубрена. Долбежный стол, на котором фиксируется заготовка, монтируется рядом с патроном.
Сверление квадратных отверстий — Математические этюды
В фильме «Круглый треугольник Рело» рассказывается о фигурах, обладающих постоянной шириной. Именно треугольник Рело — простейшая фигура постоянной ширины — поможет нам в сверлении квадратных отверстий. Если двигать центр этого «треугольника» по некой траектории, то его вершины вычертят почти квадрат, а сам он заметёт всю площадь внутри полученной фигуры.
Границы полученной фигуры, за исключением небольших кусочков по углам, будут строго прямыми! И если продолжить отрезки, тем самым добавив уголочки, то получится в точности квадрат.
Для того, чтобы получилось описанное выше, центр треугольника Рело нужно двигать по траектории, являющейся склейкой из четырех одинаковых дуг эллипсов. Центры эллипсов расположены в вершинах квадрата, а полуоси, повёрнутые на угол $45^\circ$ относительно сторон квадрата, равны $k\cdot(1+1/\sqrt3)/2$ и $k\cdot(1-1/\sqrt3)/2$, где $k$ — длина стороны вычерчиваемого квадрата.
Кривые, скругляющие углы, также являются дугами эллипсов с центрами в углах квадрата, их полуоси повёрнуты на угол $45^\circ$ относительно сторон квадрата и равны $k\cdot(\sqrt3+1)/2$ и $k\cdot(1/\sqrt3-1)/2$.
Площадь незаметённых уголочков составляет всего около 2% от площади всего квадрата!
Теперь, если сделать сверло в виде треугольника Рело, то можно будет сверлить квадратные отверстия с немного скругленными уголками, но абсолютно прямыми сторонами!
Осталось сделать такое сверло… Вернее, само-то сверло сделать несложно, нужно только чтобы оно напоминало в сечении треугольник Рело, а режущие кромки совпадали с его вершинами.
Трудность заключается в том, что, как уже было отмечено выше, траектория центра сверла должна состоять из четырёх дуг эллипсов. Визуально эта кривая очень похожа на окружность и даже математически близка к ней, но всё же это не есть окружность. А все эксцентрики (круг, посаженный на круг другого радиуса со смещённым центром), используемые в технике, дают движение строго по окружности.
В 1914 году английский инженер Гарри Джеймс Уаттс придумывает, как устроить такое сверление. На поверхность он накладывает направляющий шаблон с прорезью в виде квадрата, в котором ходит сверло, вставленное в патрон со «свободно плавающим в нём сверлом». Патент на такой патрон был выдан фирме, начавший изготовление свёрл Уаттса в 1916 году.
С. Г. Гиндикин. Рассказы о физиках и математиках.
Мы же воспользуемся другой известной конструкцией. Прикрепим сверло жёстко к треугольнику Рело, помещённому в квадратную направляющую рамку. Сама рамка фиксируется на дрели. Осталось теперь передать вращение патрона дрели треугольнику Рело.
Помогает решить эту техническую проблему конструкция, которую вы наверняка много раз видели под днищем проезжавших по улице грузовых автомобилей — карданный вал. Эта передача получила своё название в честь Джероламо Кардано.
Теперь у нас всё готово к сверлению. Возьмём фанерный лист и… высверлим квадратное отверстие! Как уже говорилось, стороны будут строго прямыми и лишь уголки немного скруглены. При необходимости их можно подправить надфилем.





