

Назначение станка по металлу 3В110
Станок предназначен для наружного и внутреннего доводочного шлифования цилиндрических, конических и торцевых поверхностей деталейТехнические характеристики станка 3В110
Предлагаем купить новые или после капремонта аналоги оборудования типа Станок круглошлифовальный универсальный 3В110 по выгодной цене. Подбор подходящей модели можно произвести самостоятельно на нашем сайте в разделе КАТАЛОГ, или получив консультацию у сотрудников коммерческого отдела нашей компании.
Продажа аналогов станка модели 3В110 производится при 100% предоплате при наличии оборудования на складе и 50% предоплате при запуске станка в производство на заводе-изготовителе и оплате оставшихся 50% после сообщения о его готовности к отгрузке. Возможен другой совместно согласованный порядок оплаты.
Гарантия на продукцию, аналогичную изделию — Станок круглошлифовальный универсальный 3В110 составляет:
- новые станки — 12 мес.,
- после капитального ремонта — 6-12 мес..
Предприятия-производители оставляют за собой право на изменение стандартной комплектации и места производства оборудования без уведомления!
Обращаем Ваше внимание на то, что цены, указанные у нас на сайте, не являются публичной офертой, а стоимость оборудования уточняйте у наших менеджеров по продаже станков и кузнечно-прессового оборудования!
Если Вам необходимо купить Станок круглошлифовальный универсальный 3В110 звоните по телефонам:
в Москве в Санкт-Петербурге в Минске +375 (17) 246-40-09 в Екатеринбурге в Новосибирске в Челябинске в Тюмени +7 (3452) 514-886
в Нижнем Новгороде в Самаре в Перми в Ростове-на-Дону в Воронеже в Красноярске
в Нур-Султане;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок круглошлифовальный универсальный 3В110 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта — мы сами Вам перезвоним.
Листогиб своими руками
Чтобы не тратить деньги на покупную модель, можно собрать гибочный станок для листового металла своими руками. Изначально нужно рассчитать размеры, нарисовать чертеж, подготовить расходные материалы, инструменты.

Подготовка и оборудование
Чтобы сделать конструкцию своими руками, нужно подготовить:
- металлические швеллера;
- уголки, зависимо от длины рабочей части;
- дверные петли;
- арматуру или трубы малого диаметра для изготовления ручек;
- металлический лист, прутья для создания каркаса;
- деревянный брус.
Из инструментов нужна болгарка, сварочный аппарат, щётка по металлу.
Этапы сборки
При изготовлении самодельного станка для гибки листового металла своими руками нужно:
- Нарисовать чертёж конструкции. Обозначить размеры, подвижные элементы.
- Изготовить каркас с устойчивыми ножками из швеллеров, металлических прутьев. На рабочем столе закрепить лист металла. Всё скрепляется сварочным аппаратом. Швы зачищаются щёткой, покрываются антикоррозийным составом.
- Закрепить уголки параллельно друг другу. Соединить их петлями. Это подвижный элемент, который нужно закрепить на рабочем столе.
- На одном из уголков нужно наварить трубки, которые будут выполнять роль ручек.
Гибочные машины применяются для изгибания металлических листов под разными углами. Чтобы не покупать дорогое оборудование, можно собрать его самостоятельно. Для этого нужно рассчитать габариты листогиба, подготовить материалы, провести сборку.
Листогиб своими руками. Профессиональный
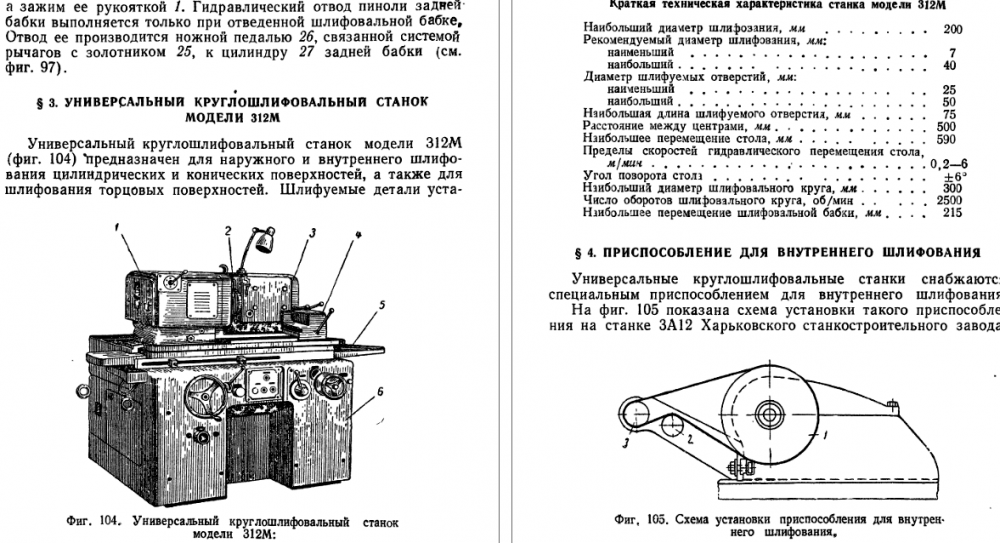
Технические характеристики станка 3Б12
| Наименование параметра | 3Б12 |
| Основные параметры | |
| Класс точности по ГОСТ 8-82 | П |
| Наибольший диаметр обрабатываемого изделия, мм | 200 |
| Наибольшая длина обрабатываемого изделия (РМЦ), мм | 500 |
| Наибольший диаметр шлифования, мм | 200 |
| Наименьший диаметр шлифования, мм | 8 |
| Рекомендуемый диаметр шлифования, мм | 20..60 |
| Наибольшая длина шлифования, мм | 450 |
| Диаметр шлифуемого отверстия, мм | 25..50 |
| Расстояние от оси шпинделя передней бабки до зеркала стола — высота центров, мм | 120 |
| Станина и столы станка | |
| Наибольшее продольное перемещение стола, мм | 550 |
| Наименьший ход стола между упорами, мм | 4 |
| Ручное замедленное/ ускоренное перемещения стола за один оборот маховика, мм | 1,59/ 31,9 |
| Скорость перемещения стола от гидросистемы, м/мин | 0,1..5 |
| Наибольший угол поворота верхнего стола по часовой стрелке, град | 6 |
| Наибольший угол поворота верхнего стола против часовой стрелки, град | 7 |
| Цена деления шкалы поворота верхнего стола, град | |
| Цена деления шкалы поворота верхнего стола (конусность), мм/м | |
| Шлифовальная бабка | |
| Наибольшее перемещение шлифовальной бабки от маховика, мм | 110 |
| Перемещение шлифовальной бабки относительно верхних салазок, мм | 180 |
| Перемещение шлифовальной бабки во время быстрого подвода, мм | 40 |
| Поворот шлифовальной бабки, град | 90 |
| Шлифовальный круг по ГОСТ 2424-67 | |
| Диаметр шлифовального круга — наибольший/ наименьший, м/с | 300/ 200 |
| Диаметр шлифовального круга — посадочный, м/с | 127 |
| Наибольшая высота устанавливаемого круга, мм | 40 |
| Частота вращения шпинделя наружного шлифования, об/мин | 2250 |
| Толчковая подача — периодическая подача с реверсированием стола, мм | 1,2 |
| Цена деления лимба поперечной подачи, мм | |
| Цена деления лимба тонкой поперечной подачи, мм | |
| Величина поперечного перемещения шлифовальной бабки за один оборот маховика, мм | 0,5 |
| Скорость быстрого установочного перемещения шлифовальной бабки, мм/мин | 1,2 |
| Конец шлифовального шпинделя по ГОСТ 2323-67 (конусность 1:5, номинальный диаметр), мм | 50 |
| Приспособление для внутреннего шлифования | |
| Наибольший диаметр заготовки, устанавливаемой в патроне, мм | |
| Наибольшая длина шлифуемого отверстия, мм | |
| Диаметр внутришлифовальной головки, мм | 17 х 20 х 6 30 х 25 х 10 40 х 32 х 16 |
| Число оборотов внутришлифовального шпинделя | 16750 |
| Передняя бабка | |
| Частота вращения изделия (бесступенчатое регулирование), об/мин | 78..780 |
| Угол поворота в сторону шлифовального круга, град | 90 |
| Угол поворота в сторону от шлифовального круга, град | 30 |
| Конус шпинделя передней бабки по ГОСТ 2847-67 | Морзе 3 |
| Задняя бабка | |
| Величина отвода пиноли задней бабки от руки, мм | 25 |
| Конус шпинделя пиноли задней бабки по ГОСТ 2847-67 | Морзе 3 |
| Привод и электрооборудование станка | |
| Количество электродвигателей на станке | 7 |
| Электродвигатель шпинделя шлифовальной бабки 2М, кВт | 3,0 |
| Электродвигатель внутришлифовального шпинделя 7М, кВт | 1,1 |
| Электродвигатель привода изделия 1М, кВт | 1,0 |
| Электродвигатель насоса гидросистемы 3М, кВт | 1,0 |
| Электродвигатель насоса системы смазки шпинделя 4М, кВт | 0,27 |
| Электродвигатель насоса системы охлаждения 5М, кВт | |
| Электродвигатель магнитного сепаратора 6М, кВт | 0,15 |
| Габаритные размеры и масса станка | |
| Габаритные размеры станка (длина х ширина х высота), мм | 2600 х 1750 х 1750 |
| Масса станка с электрооборудованием и охлаждением, кг | 3000 |
Список литературы:
Универсальный круглошлифовальный станок 3Б12. Руководство по эксплуатации 3Б12.00.000 РЭ, 1966
Альперович Т.А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
Альперович Т.А., Константинов К.Н., Шапиро А.Я. Наладка и эксплуатация шлифовальных станков, 1989
Дибнер Л.Г., Цофин Э.Е. Заточные автоматы и полуавтоматы, 1978
Генис Б.М., Доктор Л.Ш., Терган В.С. Шлифование на круглошлифовальных станках, 1965
Кащук В.А., Верещагин А.Б. Справочник шлифовщика, 1988
Куликов С.И. Хонингование, 1973
Лисовой А.И. Устройство, наладка и эксплуатация металлорежущих станков, 1971
Лоскутов В.В. Шлифовальные станки, 1988
Лурье Г.Б. Шлифовальные станки и их наладка,1972
Лурье Г.Б. Устройство шлифовальных станков,1983
Меницкий И.Д. Универсально-заточные станки ,1968
Муцянко В.И. Братчиков А.Я. Бесцентровое шлифование, 1986
Наерман М.С., Наерман Я.М. Руководство для подготовки шлифовщиков. Учебное пособие для ПТУ, 1989
Попов С.А. Шлифовальные работы, 1987
Терган В.С. Шлифование на круглошлифовальных станках, 1972
Шамов Б.П. Типы и конструкции основных узлов шлифовальных станков, 1965
Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Эксплуатация оборудования
Круглошлифовальные станки по металлу нужно уметь эксплуатировать, чтобы добиться максимального эффекта от их работы, не травмировать себя. Правила:
- Прежде чем начинать работу, проверить надёжность крепления шлифовального круга, оценить его состояние. Нельзя использовать абразив с трещинами, сколами, неровностями.
- Проверить подключение к сети. Выставить настройки машины заранее.
- Надеть защитные очки, чтобы стружка не попала в глаза.
- Давать заготовки остыть, если оборудование не имеет водного охлаждения.
- Менять абразив зависимо от требуемого качества обработки.
- Смазывать моторным маслом подвижные элементы оборудование, чтобы оно служило дольше.
- Очищать рабочие поверхности от скапливающихся отходов после обработки.
- Надёжно фиксировать детали зажимами, чтобы они не смещались во время работы.
Не пытаться шлифовать твердые поверхности мелким абразивом на малой мощности.
Круглошлифовальные станки применяются на различных предприятиях. Ими обрабатываются дерево, пластик, камень металл. Зависимо от выбранного вида абразивного материала, проводят разные виды шлифования (грубое, финишное). Можно сделать аппарат самостоятельно. Он подойдёт для шлифовки небольших деталей, заточки инструментов.
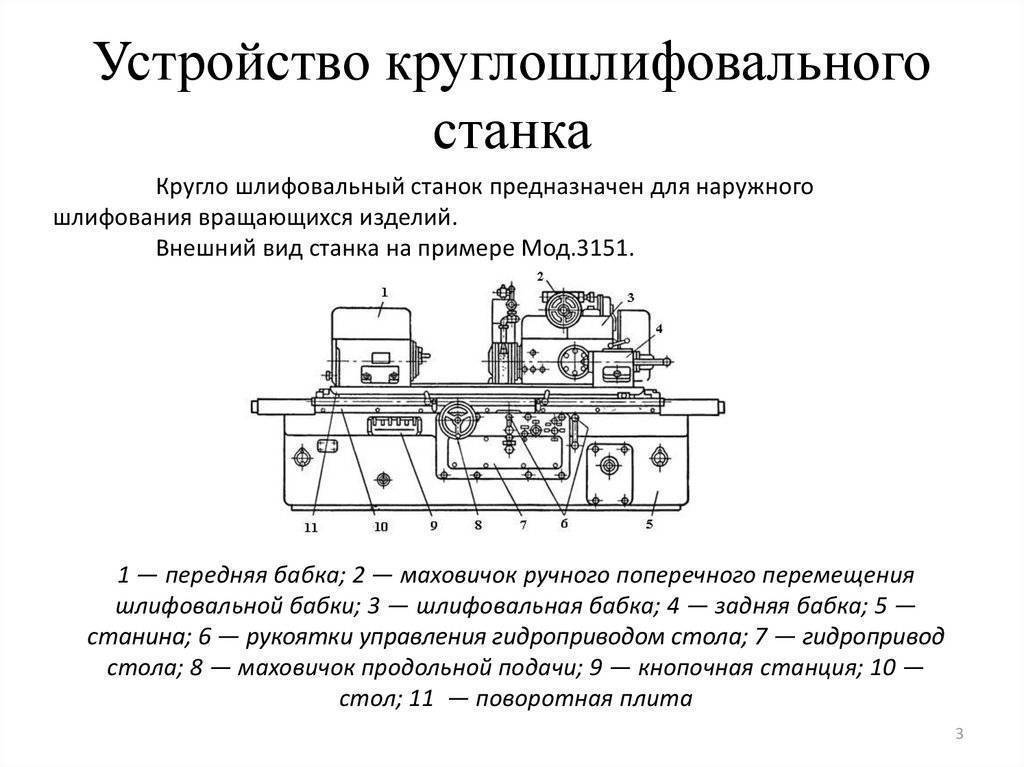
Круглошлифовальный станок – оборудование для проведения обдирочной и чистовой обработки наружной поверхности деталей. Особенности конструкции позволяют работать с заготовками различных форм: цилиндрической, конической, прямой. В качестве рабочего инструмента используют алмазные и шлифовальные круги.
Низкая зернистость обрабатывающего инструмента обеспечивает легкую шероховатость контактной зоны и высокую точность работ. При использовании станков в промышленных целях заготовки проходят первичную температурную и механическую обработку, поэтому величина припуска минимальна.
Возможности станков ограничены рабочими характеристиками. На стандартном оборудовании невозможно работать с деталями, конусность которых превышает 6º. Конструкция современных аппаратов позволяет обрабатывать внешнюю поверхность любых заготовок за счет устройства передней и шлифовальной бабок, способных вращаться вокруг своей оси.
Как правило, круглошлифовальные станки используют на финишном этапе обработки.
Точность обработки длинномеров
В случаях шлифования длинномерных деталей сложно сохранить заданную точность. Вследствие воздействия сил резания возникают деформации прутка, нарушая установленные параметры, вызывая вибрации и колебания. Все эти явления нарушают общую жесткость в системе СИД. Избежать этого можно, устанавливая одну или несколько опорных конструкций – люнетов – по длине заготовки. Структура наиболее часто используемых люнетов содержит в себе одну или две колодки (рис. 4), поддерживающие заготовку, одна из которых уменьшает радиальную (горизонтальную), другая – вертикальную (касательную) нагрузки. Установленный в оправке или в центрах пруток поддерживается в нужном положении посредством вертикальной и горизонтальной колодок, регулируемых винтами, установленными в корпусе люнета.
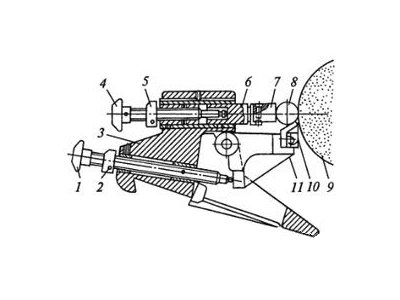
Рис. 4. Люнет с двумя колодками: 1- винт; 2 и 5 – кольца; 3 – корпус люнета; 4 – винт; 6 – пиноль; 7 – колодка; 8 – заготовка; 9 – шлифованный круг; 10 – вертикальная колодка; 11 — рычаг
В процессе шлифования следует проверять и регулировать положение поддерживающих колодок в соответствии с уменьшающимся в процессе обработки диаметром прутка. Регулирование производят обоими винтами, оказывая предпочтение регулированию колодки 7 винтом 4 в горизонтальном направлении – в этом направлении шлифовальный круг оказывает наибольшее давление на обрабатываемую деталь.
Наладку станка перед выполнением операции шлифования ведут по эталону, устанавливая ограничительные кольца, препятствующие движению регулировочных винтов.
Гидравлическая схема круглошлифовального станка 3М151
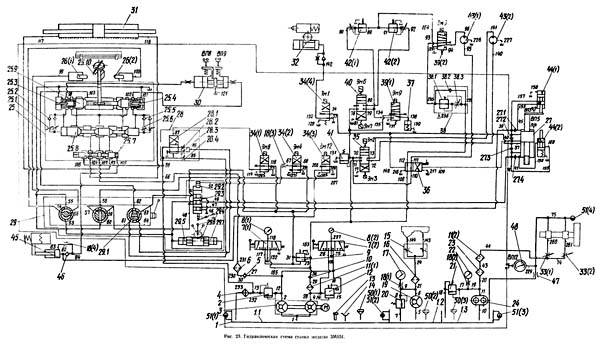
Гидравлическая схема круглошлифовального станка 3м151
Гидросистема станков (рис. 23 и 24) выполняет следующие функции:
- продольное перемещение стола с автоматическим реверсом в конце хода;
- регулируемый по скорости перегон стола при отведенной шлифовальной бабке;
- быстрый подвод и отвод шлифовальной бабки;
- установочный перегон шлифовальной бабки;
- отвод пиноли задней бабки при отведенной шлифовальной бабке;
- блокировка механизма ручного перемещения стола;
- непрерывная форсированная подача шлифовальной бабки до касания круга с изделием;
- черновая и чистовая поперечные подачи шлифовальной бабки (непрерывные при шлифовании врезанием и периодические при продольном шлифовании);
- толчковая микроподача шлифовальной бабки;
- автоматический отвод шлифовальной бабки после получения заданного размера обрабатываемого изделия;
- подача команд на электрический счетчик ходов стола при выхаживании;
- перезарядка механизма подач шлифовальной бабки;
- блокировка пуска стола при врезном шлифовании;
- смазка подшипников шпинделя шлифовальной бабки;
- смазка направляющих стола;
- смазка опоры винта механизма поперечных подач;
- смазка червячной пары механизма поперечных подач.
Обозначения номеров присоединений на гидросхемах станков соответствуют номерам, наклейменным на панелях и промежуточных кронштейнах.
Основная насосная установка гидросистемы станка, насос смазки направляющих стола, насос смазки подшипников шпинделя шлифовальной бабки и большая часть аппаратуры управления размещены в комплектной станции гидропривода, расположенной около станка.
Гидропанель реверса стола, кран управления и дроссели, регулирующие скорость перемещения стола, размещены в окне передней стенки станины. Дроссели, регулирующие скорости черновой и чистовой подач шлифовальной бабки, расположены на механизме поперечных подач.





Основная насосная установка состоит из спаренного лопастного насоса производительностью 12+18 л/мин, установленного на крышке бака комплектной станции гидропривода.
Насос производительностью 18 л/мин совместно с насосом производительностью 12 л/мин служит для привода стола, а насос производительностью 12 л/мин — для привода всех остальных движений станков.
При включении реверсивного перемещения стола насос Q = 12 л/мин включается в систему питания цилиндра стола совместно с насосом Q=18 л/мин. Если гидравлическое перемещение стола не используется, то насос Q=18 л/мин разгружается на слив через проточки золотника 25.7 и далее через теплообменник 4, где происходит охлаждение масла.
Тонкая фильтрация масла, поступающего от насоса Q = 12 л/мин, осуществляется фильтром тонкой очистки 11(1), а грубая фильтрация всего масла — фильтром 6.
Давление в системе привода стола настраивается напорным золотником 2, а давление в системе привода подачи и перегона шлифовальной бабки — напорным золотником 12; оба эти давления контролируются манометром 8(2), присоединенным к системе через золотник 7(2).
Все остальные элементы гидросистемы станков работают на более низком давлении, чем система привода подач шлифовальной бабки.
Понижение давления осуществляется редукционным клапаном 9, а контроль давления — манометром 8(1), присоединенным к системе через золотник 7(1).
Обратные клапаны 5 и 10 предохраняют систему от инерционной разрядки через насосы при выключении гидропривода.
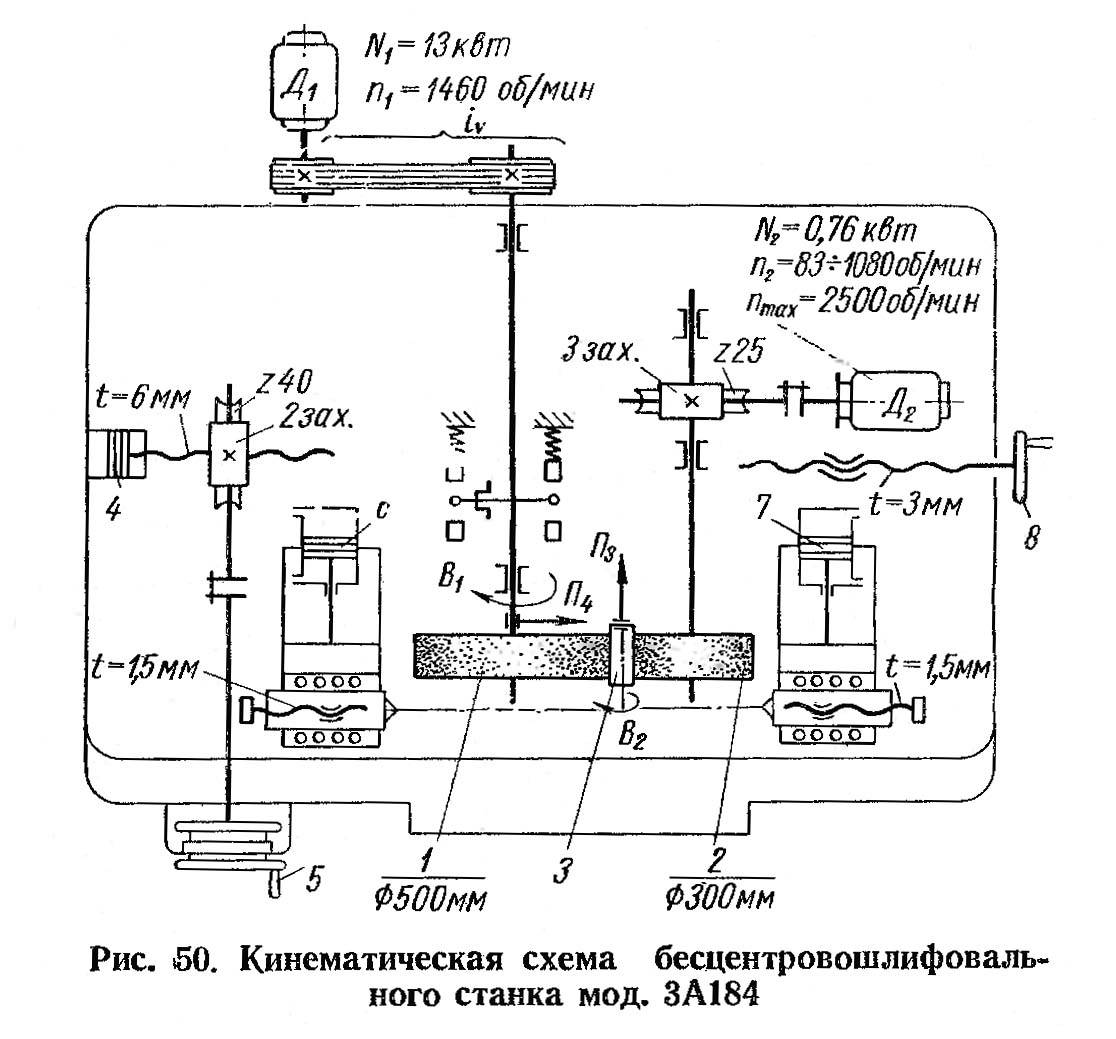
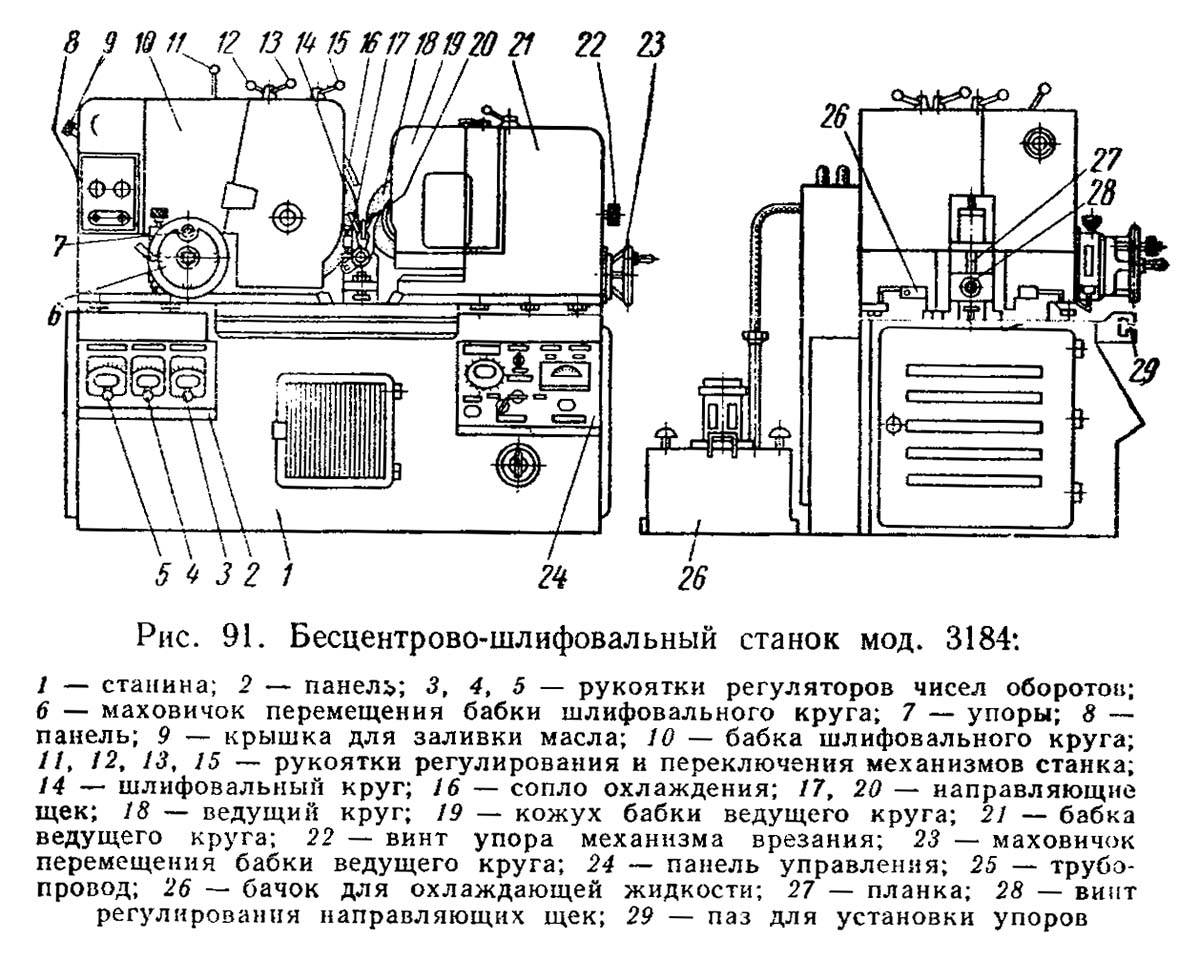
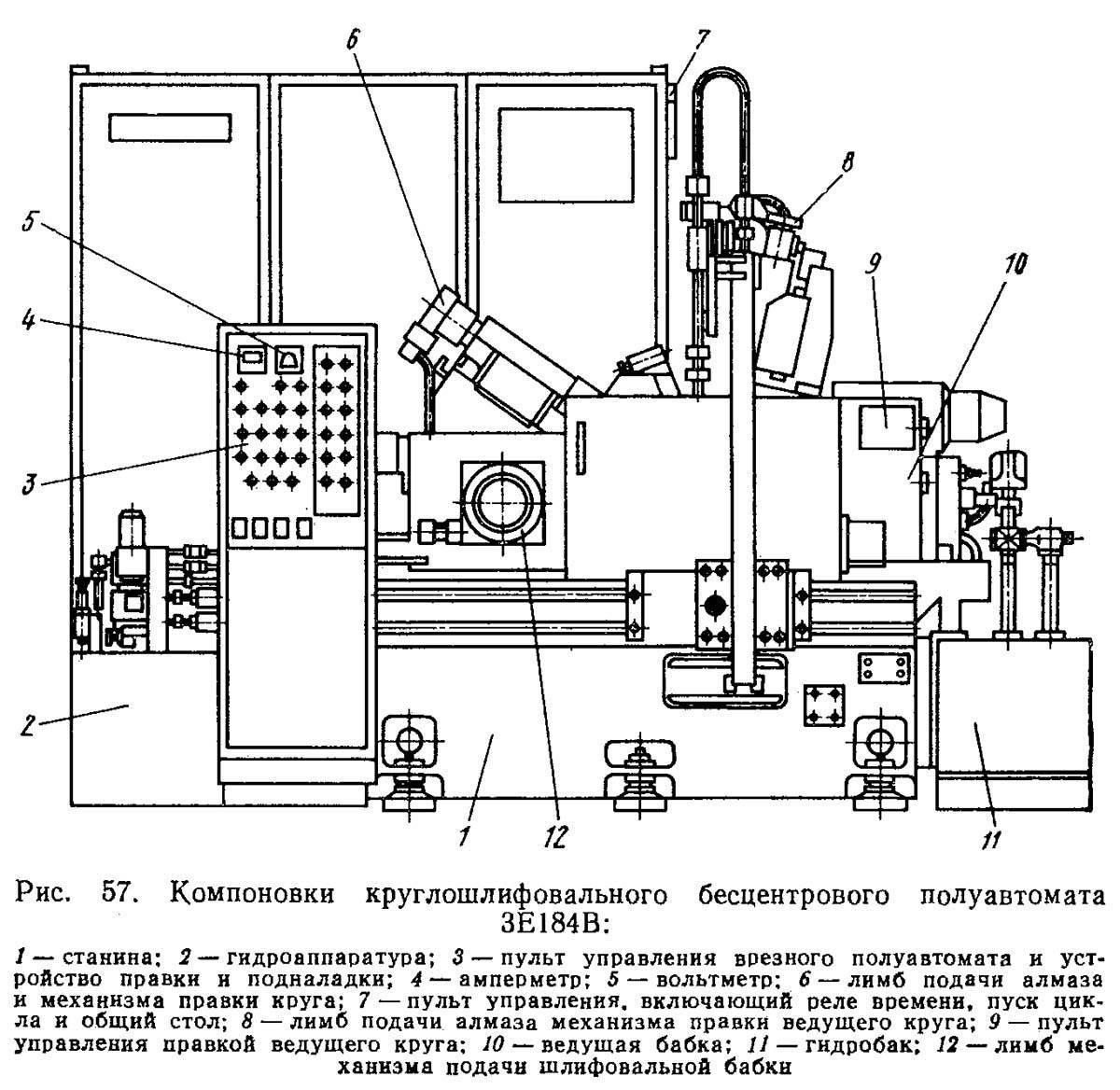
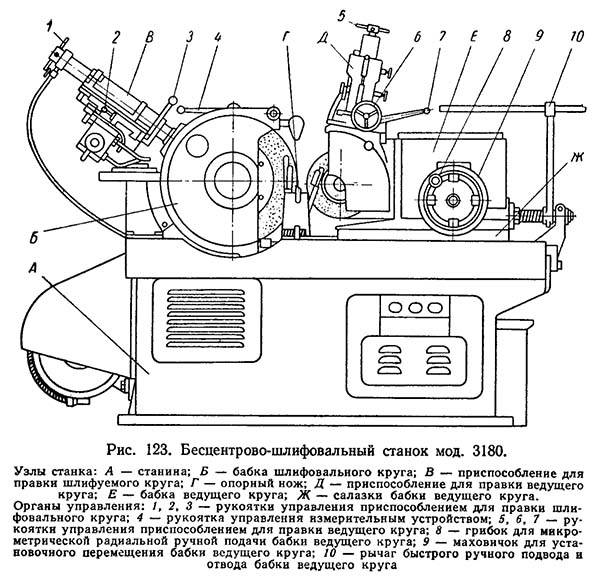
Бесцентровошлифовальные станки
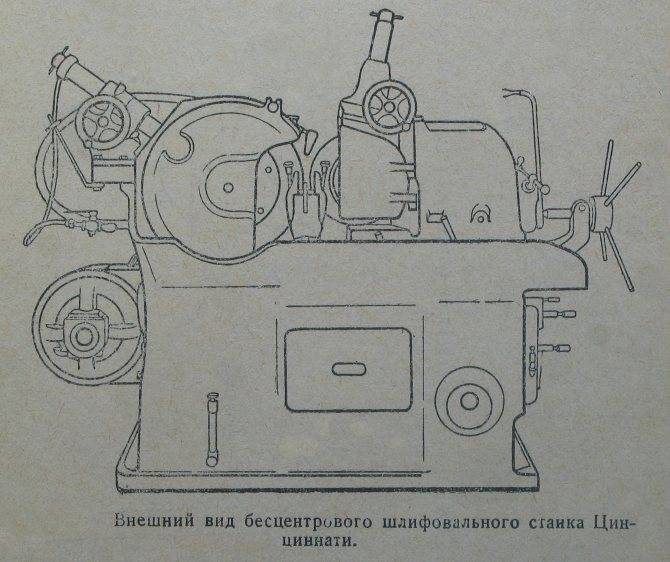
Бесцентрошлифовальные станки используются для серийного и крупносерийного производства деталей из металла. Эти детали должны иметь форму тел вращения. Особенностью этой обработки, что заготовка не крепится в центрах или за хвостовик. По сути заготовка базируется на ноже, а регулировка высоты центра заготовки относительно центров шлифовальных кругов регулируется высотой ножа и расстоянием от заготовки до ведущего круга.

Ведущий круг как правило изготовлен из жесткой резины, а шлифовальный круг из абразива. Правку имеют оба круга.Абразивный круг правится при тех же условия что и на любом другом шлифовальном станке, а ведущий круг только при засаливании и появлении черноты.На качество обработки влияет частота и качество шлифовального круга.
На качество геометрии в значительной степени влияет угол поворота ведущего круга относительно оси. При увеличении угла разворота деталь быстрее проходит обработку и имеет меньшее качество обработанной поверхности, чем когда два круга (резиновый и абразивный) стоят параллельно. При изменении высоты ножа можно убрать конусность или цилиндричность получаемой детали.
Эти станки обладают целым рядом преимуществ
Высокая скорость обработки, позволяющая шлифовать тонкостенные детали даже из мягких металлов;
Особая технология процесса шлифования уменьшает вероятность появления биений;
Высокая точность получения идеальной цилиндричности детали.
Это оборудование применяется для создания автоматизированных линий.

Круглошлифовальные виды станков
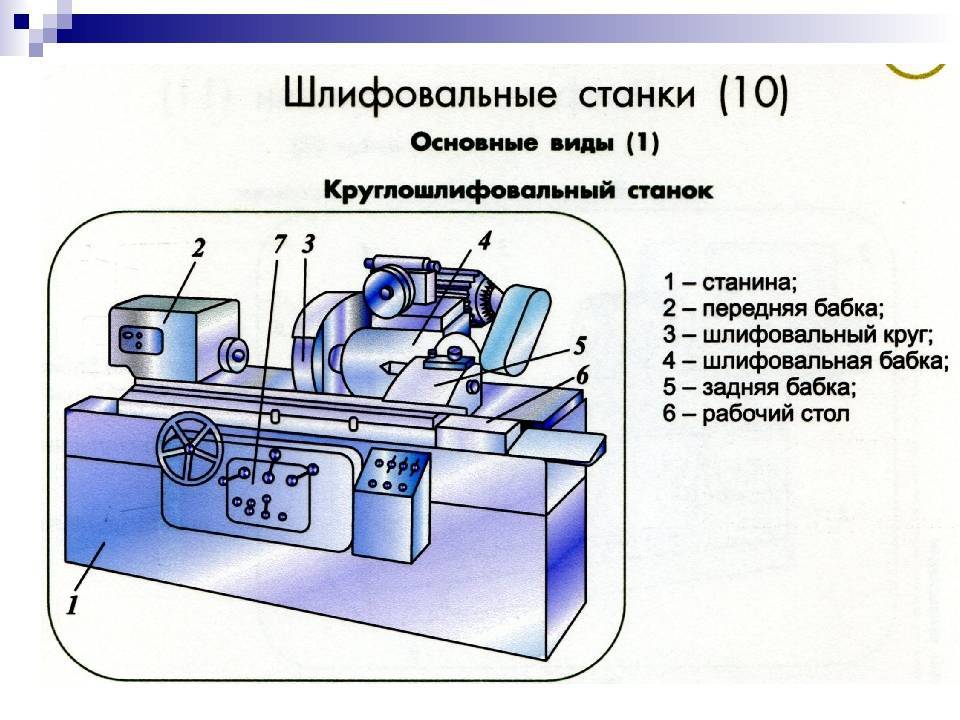
Эти станки предназначены для шлифовальной обработки деталей цилиндрической формы методом продольного и врезного шлифования. Круглошлифовальные станки имеют очень высокая точность обработки. Конструкция его представляет собой что-то среднее между токарным и шлифовальным станком. По сути он похож на точный токарный станок, где вместо резца шлифовальный круг.
У такого станка рабочий стол расположен в горизонтальном положении. Он предназначен для фиксации обрабатываемой металлической детали в центрах. Рядом расположен, так же горизонтально, шлифовальный круг. Такие станки бывают как с ЧПУ так и без.
Процесс обработки деталей на круглошлифовальном станке
Зафиксировать заготовку в центрах. Эту операцию как правило производят вручную;
Произвести настройку нужного положения шлифовальной бабки относительно детали;
Произвести старт вращательно-поступательного движения заготовки нажав на кнопку или рычаг станка;
Снятие станком верхнего припуска с заготовки с последующим смещением шлифовального круга на глубину следующего припуска.
Круглошлифовальный станок может выполнять операции как черновое и чистовое шлифование. Вид операции зависит от скорость вращения шлифовального круга и соответственно припуск на операцию.
Современные станки обладают рядом дополнений:
На одном шпинделе находится 2 или 3 шлифовальных круга. Это позволяет вести разную обработку без останова и замены инструмента. Смена шлифовального круга который будет сейчас обрабатывать происходит путем вращения “головы”.
Станок может иметь щуп для определения начального положения шлифования и проверки полученного размера детали после обработки.
Автоматическая балансировка шлифовального круга, что значительно упрощает наладку и делает процесс шлифования более точным.
Автоматическая правка при достижении определенной нагрузки на шпиндель. Крайне полезное приспособление как при чистовой так и при черновой обработке.
Основные технические характеристки круглошлифовального станка
Возможные максимально допустимые габариты, а также масса обрабатываемой детали;
Возможные диаметры обработки шлифованием, а именно максимальный и минимальный.
Параметры рабочего стола шлифовального станка:
Возможное смещение стола или максимальная длина обработки;
Возможная скорость быстрого хода;
Возможные углы поворота против и по часовой стрелке шпинделя шлифовального круга.
Методы круглошлифовальной обработки
-Продольная обработка
Сама заготовка базируется в центрах и при помощи привода передней бабки она начинает вращаться. В это время механизм подачи рабочего стола подает продольное перемещение заготовки относительно шлифовального круга.


-Глубинная шлифовальная обработка
Используется для шлифования коротких заготовок. За один проход может удалять весь припуск. При этом способе заготовка с помощью рабочего стола перемещается только в направлении шлифовального круга. Шлифование производится только торцом круга. Чем шире круг тем большую длину можно обработать этим методом. Уступами
Это разновидность глубинного шлифования разных поверхностей на разную глубину.
-Профильное
При этом процессе шлифования рабочий стол перемещается по двум координатам. Таким образом можно получить не очень плавные углы при переходе одной обработанной поверхности к другой. При использовании чпу возможно получение радиусов с незначительными ступеньками.
Особенности круглошлифовальных станков
Управление осуществляется вручную с помощью механических, гидравлических приводов. Также многие современные установки оснащены панелью числового программного управления (ЧПУ), которая позволяет автоматизировать большинство производственных процессов. Это не только упрощает задачу рабочего, но и благоприятно сказывается на качестве обработки.
Для допуска к установке (как с панелью ЧПУ, так и без нее) рабочий должен пройти соответствующее обучение. Также он должен пройти инструктирование относительно правил техники безопасности на рабочем месте
Во время работы человек должен соблюдать осторожность, чтобы не повредить деталь и не нанести вред своему здоровью. В зависимости от конструкции различают такие разновидности установок:
- Простой станок. На таких установках можно менять только угол наклона стола, на котором закреплена основная деталь, а шлифовальный диск имеет фиксированное положение. Это позволяет обрабатывать детали конусной формы с малым углом при вершине. Фиксированное расположение диска ухудшает универсальность системы, однако заметно снижает его стоимость. Поэтому в случае небольших производств (автомастерские, домашнее строительство) покупка простого станка может быть оправданным решением.
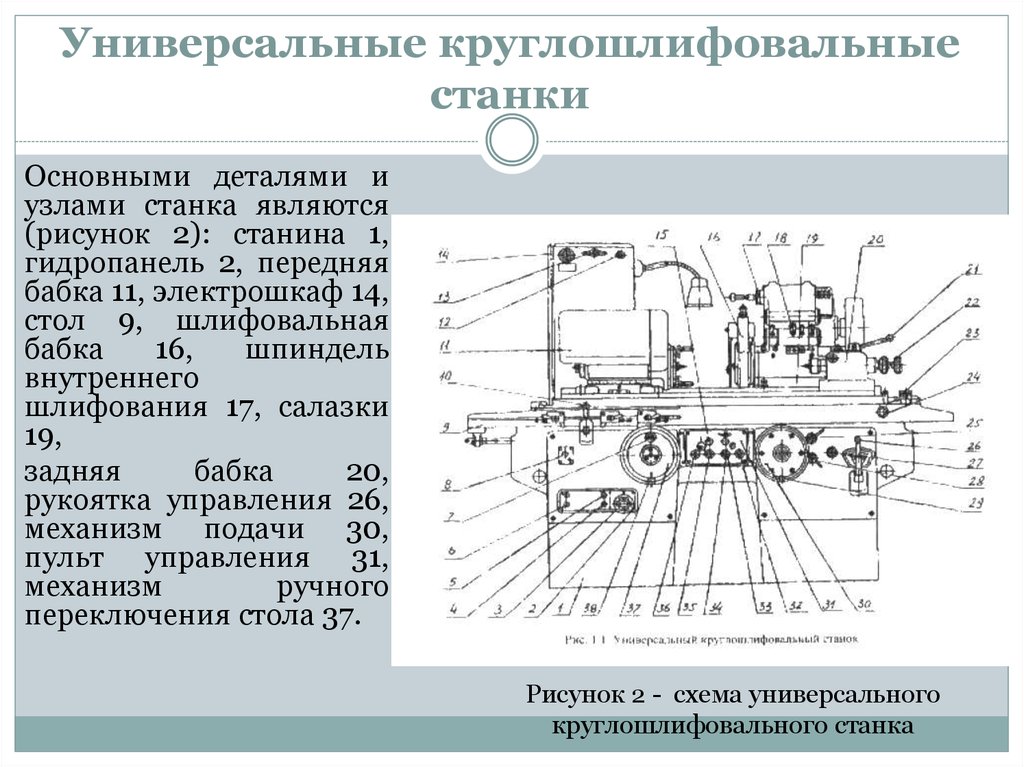
- Универсальный круглошлифовальный станок. На таких системах можно вращать как стол, так и обрабатывающий диск. Это позволяет шлифовать все виды деталей (плоские, конусные, торцевые, переменного диаметра), а также отдельные отверстия внутри заготовок. Универсальный круглошлифовальный станок обычно оснащается ЧПУ, что позволяет заметно увеличить качество обработки. Такие установки дороже простых систем, а обычно их применяют в промышленности (машиностроение, ремонт кораблей или самолетов, производство оружия).

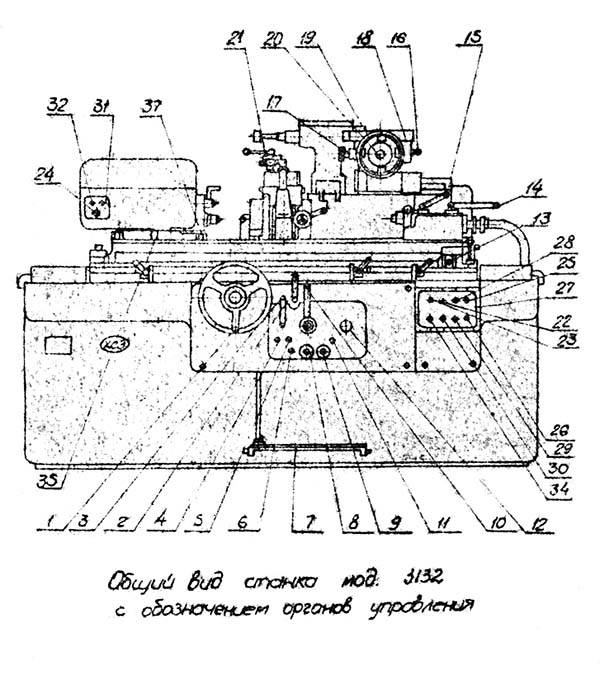
Электропривод ПМУ5м-14с круглошлифовального станка 3132
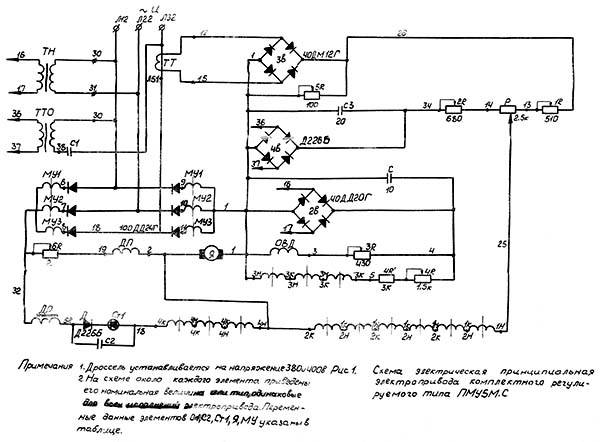
Электрическая схема электропривода ПМУ5м-14с станка 3132
Назначение электропривода ПМУ5м
Электроприводы комплектные регулируемые типа ПМУ 5М С (в дальнейшем именуемые — приводы) предназначены для бесступенчатого регулирования скорости механизмов и машин. Частота питающей сети 50 и 60 Гц.
Приводы рассчитаны для работы в среде невзрывоопасной, не содержащей токопроводящей пыли, агрессивных газов и паров к концентрациях, разрушающих металлы и изоляцию. Температура окружающей среды от плюс 5 градусов С до плюс 40 градусов С, относительная влажность воздуха не более 90 процентов при температуре 20 градусов С и не более 50 процентов при температуре 40 градусов С. Не допускаются сильные удары, толчки и вибрации.
Устройство и принцип работы электропривода ПМУ5м
Блок питания и регулятор скорости открытого исполнения. Внешние присоединения блока питания осуществляются через клеммные зажимы.
Схема электрическая принципиальная приводов ПМУ 5М С. приведена на рисунке 1.
Регулирование скорости вращения двигателя производится за счет изменения подводимого к якорю выпрямленного напряжения, значение которого определяется индуктивным сопротивлением рабочих обмоток магнитных усилителей W, включенных последовательно с выпрямителями и якорем двигателя.
Индуктивное сопротивление рабочих обмоток магнитных усилителей зависит от степени подмагничивания их сердечников постоянным потоком, создаваемым обмотками управления магнитных усилителей.
Для обеспечения жесткости механических характеристик в диапазоне регулирования привод выполнен в виде замкнутой системы автоматического регулирования с обратными связями по току и напряжению. На обмотки управления магнитных усилителей W1 и W2 подается разность трех напряжений: напряжения на якоре, задающего напряжения с делителя 5R—Р—2R и напряжения токовой обратной, связи с резистора 5R. Делитель напряжения 5R — Р — 2R питается от выпрямителя 4В, цепь обратной связи по току состоит из трансформатора тока ТТ, выпрямителя 3В и резистора 5R. Питание обмотки возбуждения двигателя ОВД и обмотки смещения магнитных усилителей W3 осуществляется от трансформатора ТН через выпрямительный мост 2В.
При величине задающего напряжения большей напряжения на якоре (движок регулятора Р находится в точке 14) ток в обмотках управления увеличивается и подмагничивает сердечники магнитных усилителей. Соответственно напряжение на выходе магнитных усилителей увеличивается и, следовательно, возрастает скорость двигателя. При перемещении движка регулятора скорости в сторону точки 13 скорость вращения двигателя снизится, так как задающее напряжение станет меньше напряжения на якоре.
Для стабилизации задающего напряжения в схему привода включен феррорезонансный стабилизатор, состоящий из трансформатора ТТО и конденсатора С2. В установившемся режиме стабилизатор обеспечивает постоянство задающего напряжения.
Кроме того, при включении блока в сеть, вследствие всплеска тока в стабилизаторе, происходит медленное нарастание задающего напряжения, что приводит к некоторому снижению пускового тока.
Значительное снижение величины пускового тока до 4 JH. достигается с помощью узла токоограничения, состоящего из диода Д, стабилитрона СТ I, дросселя ДР.
При пуске двигателя напряжение, снимаемое с резистора 6R, открывает стабилитрон СТ1. При этом в обмотках управления VV4 протекает ток в направлении запирания магнитного усилителя.
Технические характеристики электропривода ПМУ5м
Источник питания – БСА1045-0002
Двигатель ПС-53А 0,75 кВт
Регулятор РПП 21 0,05 Квт
ТУ16-530.116-71
- Номинальное напряжение питания – 380 В
- Номинальная мощность привода – 0,75 кВт
- Допустимый ток нагрузки, не более – 4 А
- Диапазон регулирования скорости – 1:10
- Минимальная скорость вращения – 220 об/мин
- Максимальная скорость вращения – 2200 об/мин
- Масса блока – 65 кг
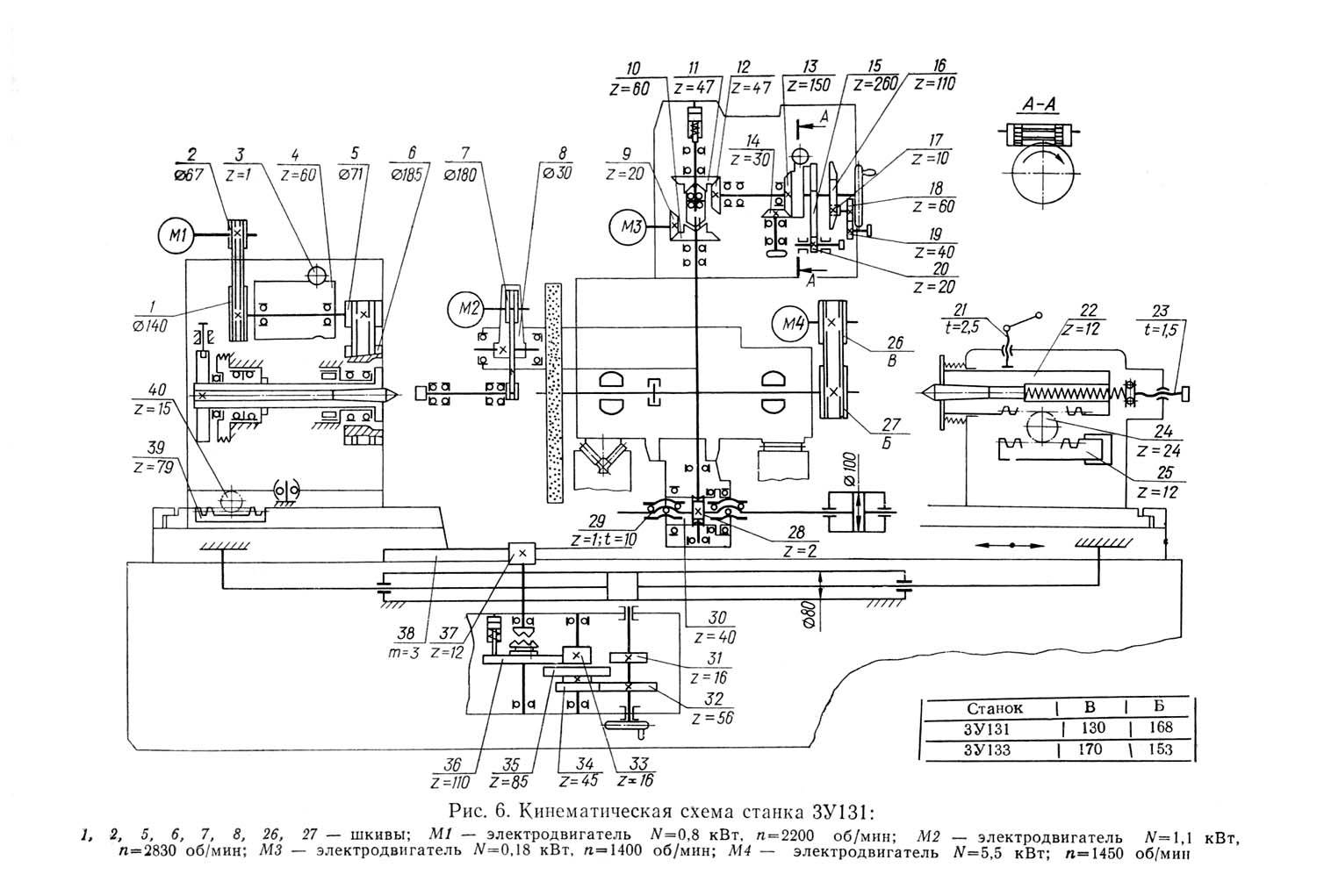
3У131 станок круглошлифовальный универсальный полуавтомат. Назначение и область применения
Разработчик круглошлифовального станка 3У131 Опытно-конструктМоскваое бюро шлифовальных станков (ОКБ ШС), Харьковского станкостроительного завода им. С. В. Косиора, основанного в 1936 году.
Шлифовальный станок 3У131 предназначен для наружного и внутреннего шлифования цилиндрических и конических поверхностей, а также плоских фланцевых поверхностей изделий в условиях единичного и мелкосерийного производства.
Шлифование на станках 3У131 может производиться в неподвижных центрах или патроне. Верхняя часть стола, шлифовальная и передняя бабки станков выполнены поворотными.
Принцип работы и особенности конструкции станка
Гидравлический привод продольного перемещения стола обеспечивает плавное регулирование скорости перемещения и изменение величины задержек в крайних положениях стола. Имеется механизм ручного перемещения стола.
Шпиндель шлифовальной бабки смонтирован в самоустанавливающихся гидродинамических подшипниках, которые обеспечивают устойчивое положение шпинделя при больших нагрузках.
Шлифовальная бабка перемещается на роликовых направляющих. В механизме подач шлифовального круга применена винтовая пара качения, что обеспечивает высокую точность подачи.
Станки 3У131 комплектуются механизмом балансировки шлифовального круга на ходу и прибором для замера величины вибрации.
Обработка изделия на станках может проводиться продольным шлифованием с ручной или автоматической подачей круга при реверсах стола или врезным шлифованием с ручной подачей круга. Обеспечивается высокая точность и чистота обработки.

Станки комплектуются скоростными точными внутришлифовальными шпинделями.
Резервуары для масла и охлаждающей жидкости вынесены за пределы станины для устранения тепловых деформаций. Обеспечивается очистка масла и охлаждающей жидкости.Надежная блокировка исключает включение приводов вращения шпинделя шлифовального круга и перемещения стола при отсутствии смазки, а также отвод пиноли задней бабки при подведенной шлифовальной бабке.
Станки удобны в управлении и обслуживании. Пуск перемещения стола, включение вращения охлаждения изделия и быстрый подвод шлифовального круга к изделию производится одной рукояткой. Отвод пиноли задней бабки осуществляется от гидравлики с помощью педали.
Станки комплектуются навесными индикаторными скобами для замера шлифуемого диаметра изделия.
Высокая жесткость станков, достаточные размеры шлифовального круга и мощный привод обеспечивают высокую производительность.
Шпиндель передней бабки неподвижный. Изделие приводится во вращение электродвигателем постоянного тока через клиноременные передачи, что дает возможность бесступенчато регулировать вращение изделия.
Шпиндель шлифовальной бабки установлен и двух подшипниках скольжения специальной конструкции с принудительной проточной смазкой. Корпус шлифовальной бабки смонтирован на роликовых направляющих.
Алмазная правка шлифовального круга производится прибором правки, установленным на задней бабке, или прибором для автоматической правки, поставляемым по особому заказу за отдельную плату.
Класс точности станков по ГОСТ 11654—65:
- модель ЗУ131 – П
- модель ЗУ131В – В
Шероховатость обработанной поверхности по ГОСТ 2789—59 на станке модели ЗУ131:
- наружная поверхность – V10
- внутренняя поверхность – V 9
- торцевая поверхность – V 8
Шероховатость обработанной поверхности по ГОСТ 2789—59 на станке модели ЗУ131В:
- наружная поверхность – V11
- внутренняя поверхность – V10
- торцевая поверхность – V9
Технические характеристики круглошлифовального универсального станка 3у131
Разработчик – Харьковское конструктМоскваое бюро шлифовальных станков ОКБ ШС.
Изготовитель – Лубенский станкостроительный завод.
Основные параметры станка – в соответствии с ГОСТ 11654-90 Станки круглошлифовальные. Основные параметры и размеры. Нормы точности.
- Наибольший диаметр обрабатываемой заготовки – Ø 280, мм
- Наибольшая длина обрабатываемой заготовки – 710 мм
- Высота центров – 185 мм
- Максимальная масса заготовки – 55 кг
- Размеры шлифовального круга – 450..600 х 305 х 50 мм
- Мощность электродвигателя – 5,5 кВт
- Вес станка полный – 6,2 т
Модификации круглошлифовального станка 3У131
- 3у131 – базовая модель, наибольший размер изделия Ø 280 × 710 мм, класс точности П по ГОСТ 11654—65;
- 3у132 – наибольший размер изделия Ø 280 × 1000 мм, класс точности П по ГОСТ 11654—65;
- 3у133 – наибольший размер изделия Ø 280 × 1400 мм, класс точности П по ГОСТ 11654—65;
- 3у131в, 3у132в, 3у133в – класс точности В по ГОСТ 11654—65;
- 3у131вм, 3у132вм, 3у133вм – класс точности В по ГОСТ 11654—65;
Станки могут быть применены в условиях мелкосерийного, серийного и крупносерийного производства.





