

Основные сведения
Круглошлифовальный станок — это устройство для автоматической шлифовки металлических изделий. Установка имеет вид большого стола, на который установлено дополнительное шлифовальное оборудование. Принцип работ круглошлифовальных станков прост. С помощью бабок или лафета в рабочей зоне устанавливается обрабатываемая металлическая деталь. После этого запускается шлифовальный круг, который вращается вокруг своей оси. Круг приближается к обрабатываемой детали, что приводит к зачистке металлической заготовки.
С помощью круглошлифовального станка можно обрабатывать цилиндрические, конические и торцевые заготовки, а также крупные отверстия. По конструкции различают центровые и бесцентровые модели. У центровых моделей заготовка закрепляется с помощью специальных бабок-пазов. Бесцентровых моделей заготовка фиксируется в рабочей зоне станка с помощью прижимного лафета. Круглошлифовальный станок выполняет такие задачи — абразивная затирка поверхности заготовки, удаление лишнего слоя металла, устранение неровностей на поверхности металла.
Элементы круглошлифовальных систем
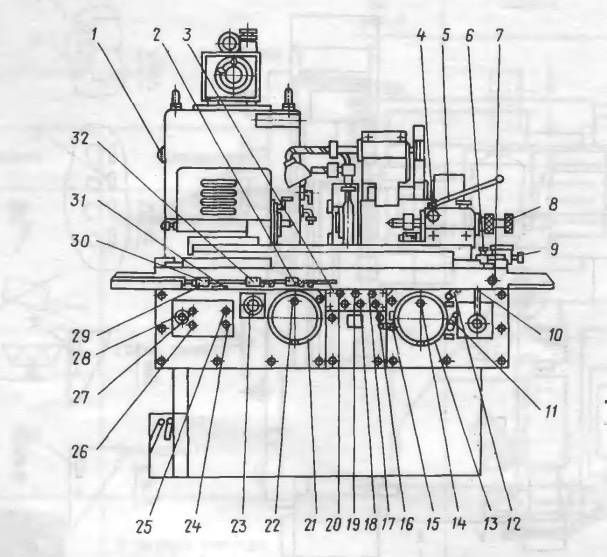
- Рабочий стол. Выступает в качестве основы, на которую крепятся все основные элементы. У рабочего стола могут иметься небольшие колесики, которые используются для транспортировки установки. Рабочий стол делают из прочных металлических сплавов, как и другие элементы шлифовальной системы.
- Пазы-бабки (центровые модели). Используются для крепления деталей на рабочем столе. Пазы могут вращаться вокруг своей оси, что позволяет обрабатывать заготовку по всей своей площади + улучшает качество шлифовки. Некоторые пазы могут перемещаться также в продольном направлении, что позволяет изменять положение детали на рабочем столе прямо во время обработки. Пазы-бабки могут быть подвижными — это позволяет изменить угол расположения заготовки на рабочем столе. За счет этого становится возможным шлифовка конических заготовок.
- Лафет (бесцентровые модели). Лафет также используется для крепления деталей на рабочем столе. Основное отличие от пазов-бабок заключается в том, что лафет не имеет своей оси вращения (его можно перемещать только в горизонтальном направлении). Для обработки заготовки с разных сторон выполняется поворот самой заготовки на лафете.
- Абразивный диск-колесо. Расположен в перпендикулярном направлении относительно расположения заготовки на рабочем столе. Во время работы выполняет роль абразива, с помощью которого выполняется обработка. Абразивные диски бывают разной формы. Простые станки имеют фиксированное расположение диска. Универсальный круглошлифовальный станок имеет подвижное диск-колесо, что делает установку более универсальной.
- Привод. Используется для перемещения абразивного диска-колеса во время работы системы. Привод может быть механическим, гидравлическими и электрическим. Крупные системы обычно оборудованы электрическим приводом, что упрощает процедуру перемещения диска во время работы. Небольшие станки имеют механический или гидравлический привод, что позволяет снизить потребление электричества.
- Электродвигатель. Выполняет роль источника энергии, с помощью которого выполняется питание всех основных элементов установки (вращающиеся пазы-бабки, абразивный диск-колесо и другие). Если станок оборудован электрическим приводом, то двигатель также питает и этот элемент. Электродвигатели обычно имеют мощность в пределах от 5 до 15 киловатт, хотя встречаются и более мощные установки. Современные электродвигатели обычно имеют дополнительные защитные элементы, позволяет избежать перегрева системы.
- Охладительная система. Во время обработки происходит серьезный нагрев заготовки за счет трения. Чтобы избежать перегрева заготовки, многие современные станки оборудуются охладительной системой. Она имеет вид небольших краников, которые устанавливаются в активной зоне. Краники подключены к хладагенту (в качестве хладагента обычно выступает вода). Во время обработки детали происходит активация краников, что приводит к распылению хладагента в активной зоне.
Технические особенности круглошлифовального станка 3М151
Модель круглошлифовального станка 3М151 предназначена для наружного шлифования торцовых, конических и цилиндрических поверхностей вращающихся тел. Уже в самом названии станка заложены некоторые сведения о его характеристиках. Например, цифра «3» означает, что эта модель относится группе шлифовальных установок, цифра «1» указывает на то, что станок относится к типу круглошлифовальных установок, а буква «М» говорит о том, что конструкция станка модернизирована.
Рабочий процесс начинается с закрепления в патроне или в центрах станка обрабатываемой детали. Процесс обработки состоит сразу из нескольких взаимонаправленных движений – вращения шпинделя круга, вращения обрабатываемой заготовки и продольного перемещения стола, которое обеспечивает непрерывную или периодическую подачу на толщину срезаемого слоя. Если длина детали меньше ширины круга, то ее шлифуют методом врезания без продольного перемещения.
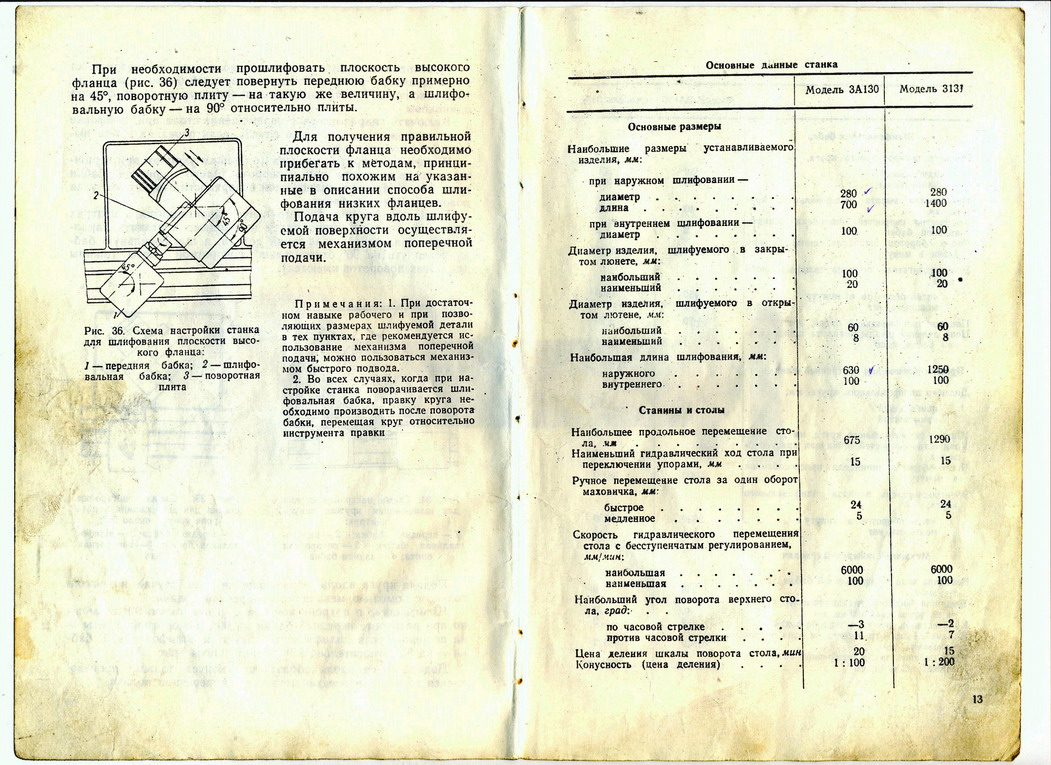
Передняя и задняя бабки, в центрах которых крепится обрабатываемая деталь, расположены на поворотной плите стола. Ось центров бабок будет располагаться параллельно направляющим стола при обработке цилиндрических деталей и под углом при шлифовании конических деталей. Угол наклона оси при этом будет соответствовать половине угла конусности обрабатываемой детали.
Технические характеристика станка круглошлифовального 3М151:
- Диаметр шлифовальных кругов – от 450 до 600 мм.
- Частота вращений шлифовального круга – 1590 об/мин.
- Частота вращений заготовки – от 50 до 500 об/мин.
- Тип двигателя привода шлифовального круга – электрический.
- Мощность двигателя привода шлифовального круга — 10 кВт.
- Тип привода стола – гидравлический.
- Максимальная скорость перемещения стола – 5 м/мин.
- Врезная подача – от 0,01 до 3 мм/мин.
- Максимальные размеры обрабатываемой заготовки – 200 мм (диаметр), 700 мм (длина), 125 мм (высота центров).
Купить круглошлифовальный станок 3М151, как и любое другое металлообрабатывающее оборудование, вы всегда сможете в компании «ПитерМаш».
Пресс для обжима буртов бандажей, усилие до 800 кН модели ПБ 7730М, предназначен для обжима буртов бандажей колес и колесных пар тепловозов, электровозов и вагонов железнодорожного транспорта
По Техническому Заданию заказчика прессы для обжима буртов бандажей модели ПБ, могут быть изготовлены в различной комплектации и усилия обжима, при этом могут измениться габаритные размеры и масса пресса.
Компания ПитерМаш поздравляет с наступающим Новым годом и Рождеством наших партнёров и заказчиков!
Подводя итоги уходящего года мы с удовлетворением отмечаем положительный рост в плане расширения сферы деятельности и присутствия компании на рынке. Мы испытываем чувство гордости за возможность работы с нашими уважаемыми Заказчиками, совместно решая интересные и непростые производственные технологические задачи.
Сервисной службой компании ПитерМаш произведены работы четырёх единиц токарных станков.
Комплектация станков включала дополнительные устройства для сверления и фрезерования,системы автоматического измерения инструмента и привязки деталей. Помимо стандартных работ по запуску оборудования, проведен инструктаж персонала по работе и обслуживанию станков.
Заказчик: Акционерное общество специализируется на производстве коммунального оборудования, Вологодская область
От всей души поздравляем всех машиностроителей с профессиональным праздником!
Экономика страны немыслима без машиностроения – важнейшей отрасли обрабатывающей промышленности.
Желаем всем работникам машиностроения свершений во всех начинаниях, смелых идей, новых изобретений, а также здоровья и исполнения желаний!
Компания ПитерМаш осуществила поставку радиально-сверлильного станка 2А554 Заказчик: Предприятие в сфере изготовления пресс-форм для вулканизации изделий шинного производства, пресс-форм для изделий из пластмасс, штамповой оснастки, различных видов инструмента г. Ярославль
Источник
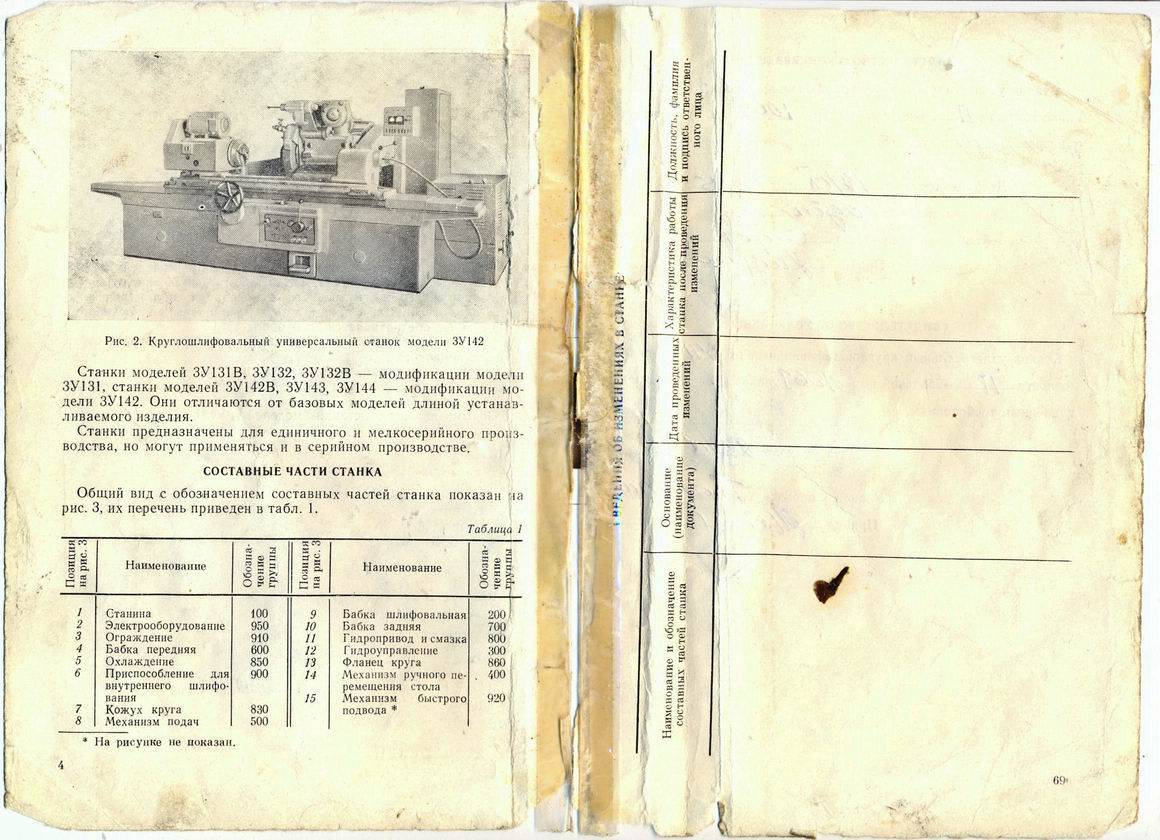
3У131 станок круглошлифовальный универсальный полуавтомат. Назначение и область применения
Разработчик круглошлифовального станка 3У131 Опытно-конструктМоскваое бюро шлифовальных станков (ОКБ ШС), Харьковского станкостроительного завода им. С. В. Косиора, основанного в 1936 году.
Шлифовальный станок 3У131 предназначен для наружного и внутреннего шлифования цилиндрических и конических поверхностей, а также плоских фланцевых поверхностей изделий в условиях единичного и мелкосерийного производства.
Шлифование на станках 3У131 может производиться в неподвижных центрах или патроне. Верхняя часть стола, шлифовальная и передняя бабки станков выполнены поворотными.
Принцип работы и особенности конструкции станка
Гидравлический привод продольного перемещения стола обеспечивает плавное регулирование скорости перемещения и изменение величины задержек в крайних положениях стола. Имеется механизм ручного перемещения стола.
Шпиндель шлифовальной бабки смонтирован в самоустанавливающихся гидродинамических подшипниках, которые обеспечивают устойчивое положение шпинделя при больших нагрузках.
Шлифовальная бабка перемещается на роликовых направляющих. В механизме подач шлифовального круга применена винтовая пара качения, что обеспечивает высокую точность подачи.
Станки 3У131 комплектуются механизмом балансировки шлифовального круга на ходу и прибором для замера величины вибрации.
Обработка изделия на станках может проводиться продольным шлифованием с ручной или автоматической подачей круга при реверсах стола или врезным шлифованием с ручной подачей круга. Обеспечивается высокая точность и чистота обработки.
Станки комплектуются скоростными точными внутришлифовальными шпинделями.
Резервуары для масла и охлаждающей жидкости вынесены за пределы станины для устранения тепловых деформаций. Обеспечивается очистка масла и охлаждающей жидкости.Надежная блокировка исключает включение приводов вращения шпинделя шлифовального круга и перемещения стола при отсутствии смазки, а также отвод пиноли задней бабки при подведенной шлифовальной бабке.
Станки удобны в управлении и обслуживании. Пуск перемещения стола, включение вращения охлаждения изделия и быстрый подвод шлифовального круга к изделию производится одной рукояткой. Отвод пиноли задней бабки осуществляется от гидравлики с помощью педали.
Станки комплектуются навесными индикаторными скобами для замера шлифуемого диаметра изделия.
Высокая жесткость станков, достаточные размеры шлифовального круга и мощный привод обеспечивают высокую производительность.
Шпиндель передней бабки неподвижный. Изделие приводится во вращение электродвигателем постоянного тока через клиноременные передачи, что дает возможность бесступенчато регулировать вращение изделия.


Шпиндель шлифовальной бабки установлен и двух подшипниках скольжения специальной конструкции с принудительной проточной смазкой. Корпус шлифовальной бабки смонтирован на роликовых направляющих.
Алмазная правка шлифовального круга производится прибором правки, установленным на задней бабке, или прибором для автоматической правки, поставляемым по особому заказу за отдельную плату.
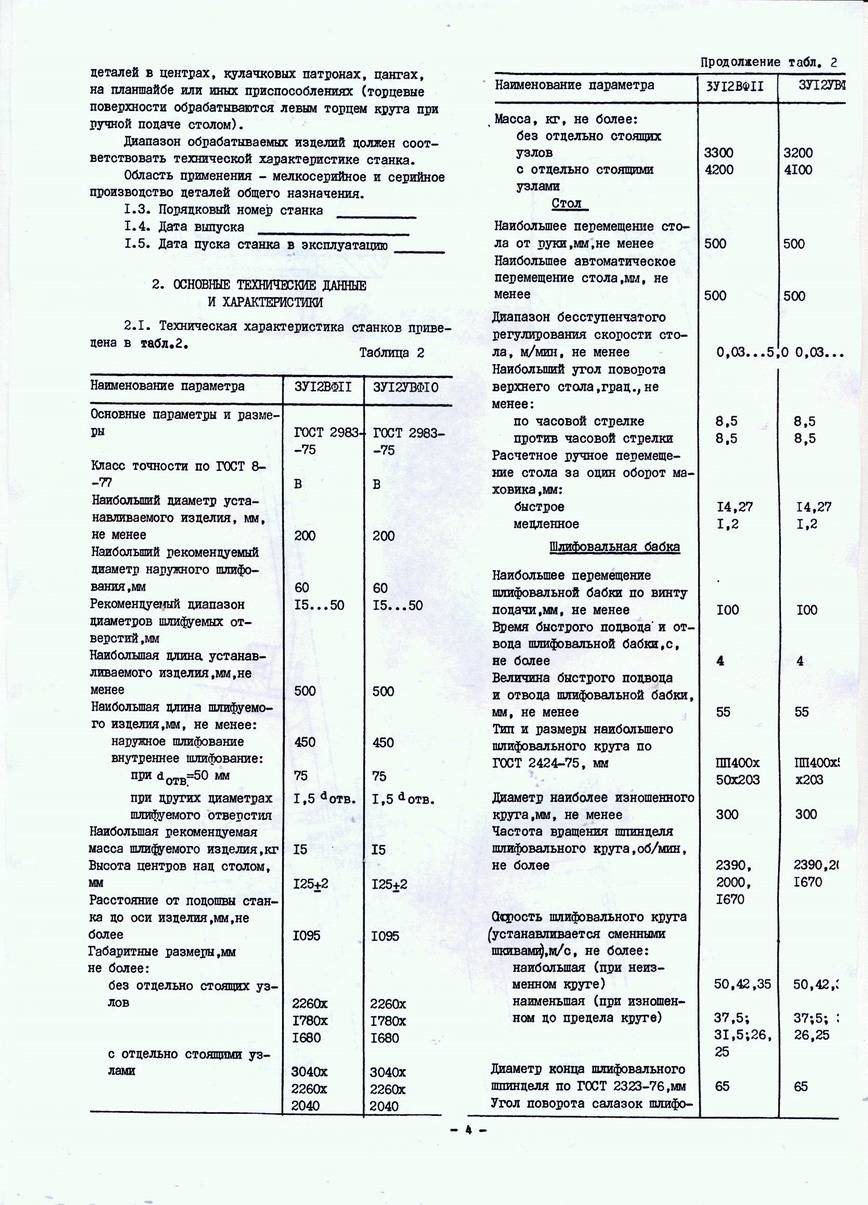
Класс точности станков по ГОСТ 11654—65:
- модель ЗУ131 – П
- модель ЗУ131В – В
Шероховатость обработанной поверхности по ГОСТ 2789—59 на станке модели ЗУ131:
- наружная поверхность – V10
- внутренняя поверхность – V 9
- торцевая поверхность – V 8
Шероховатость обработанной поверхности по ГОСТ 2789—59 на станке модели ЗУ131В:
- наружная поверхность – V11
- внутренняя поверхность – V10
- торцевая поверхность – V9
Технические характеристики круглошлифовального универсального станка 3у131
Разработчик – Харьковское конструктМоскваое бюро шлифовальных станков ОКБ ШС.
Изготовитель – Лубенский станкостроительный завод.
Основные параметры станка – в соответствии с ГОСТ 11654-90 Станки круглошлифовальные. Основные параметры и размеры. Нормы точности.
- Наибольший диаметр обрабатываемой заготовки – Ø 280, мм
- Наибольшая длина обрабатываемой заготовки – 710 мм
- Высота центров – 185 мм
- Максимальная масса заготовки – 55 кг
- Размеры шлифовального круга – 450..600 х 305 х 50 мм
- Мощность электродвигателя – 5,5 кВт
- Вес станка полный – 6,2 т
Модификации круглошлифовального станка 3У131
- 3у131 – базовая модель, наибольший размер изделия Ø 280 × 710 мм, класс точности П по ГОСТ 11654—65;
- 3у132 – наибольший размер изделия Ø 280 × 1000 мм, класс точности П по ГОСТ 11654—65;
- 3у133 – наибольший размер изделия Ø 280 × 1400 мм, класс точности П по ГОСТ 11654—65;
- 3у131в, 3у132в, 3у133в – класс точности В по ГОСТ 11654—65;
- 3у131вм, 3у132вм, 3у133вм – класс точности В по ГОСТ 11654—65;
Станки могут быть применены в условиях мелкосерийного, серийного и крупносерийного производства.
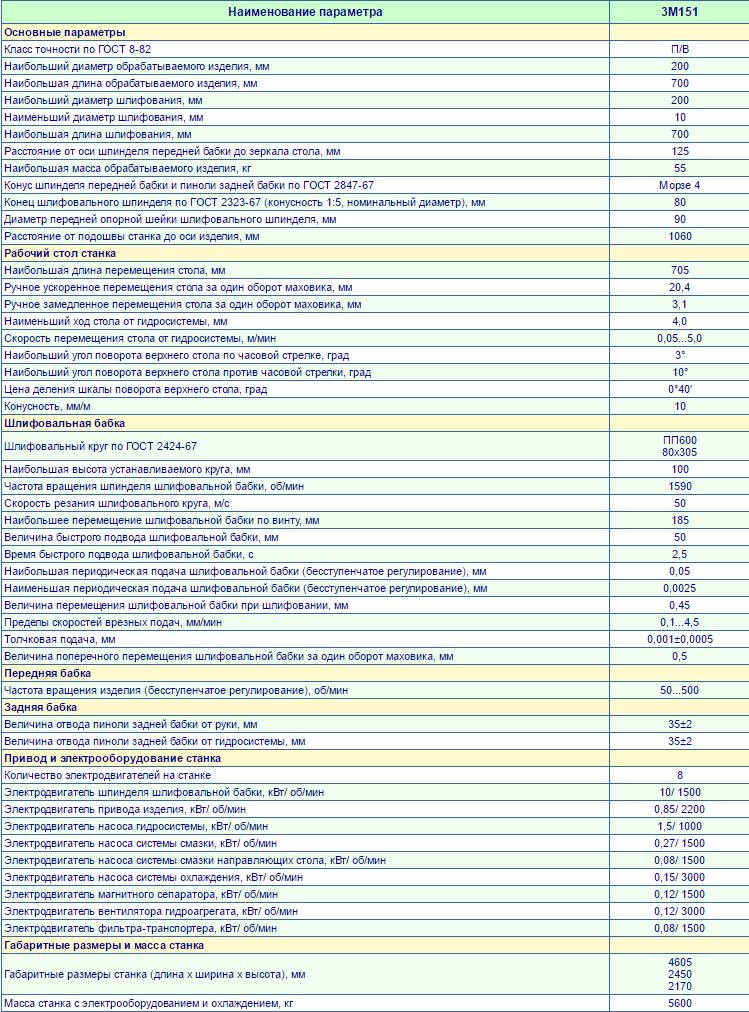
1 Станок круглошлифовальный 3М151 – характеристики, общее описание
Агрегат предназначен для использования в условиях серийного, единичного и крупносерийного производства. Он позволяет осуществлять:
- врезное и продольное шлифование металла (изделий из него) в полуавтоматическом режиме до упора, а также с контролирующим устройством диаметрального параметра детали;
- врезное и продольное шлифование при ручном режиме;
- наружное шлифование конических и цилиндрических поверхностей заготовок.
На станке могут обрабатываться изделия с:
- максимальным сечением шлифования 200 мм;
- максимальной длиной 700 мм;
- массой до 55 кг.

Другие важные технические параметры установки:
- дистанция от оси детали до подошвы агрегата – 1060 мм;
- дистанция от зеркала до оси шпинделя – 125 мм;
- сечение опорной (передней) шлейки шпинделя – 90 мм;
- конусность стола – 10 мм/м;
- угол поворота (максимально допустимый) стола – 10° (по часовой стрелке), 3° (против часовой стрелки);
- деление шкалы поворота рабочей поверхности – 0°40′;
- скорость движения стола от гидравлического механизма – 0,05–5 м/мин;
- ручное перемещение стола: 3,1 мм (замедленное), 20,4 мм (ускоренное);
- длина передвижения рабочей поверхности – 705 мм;
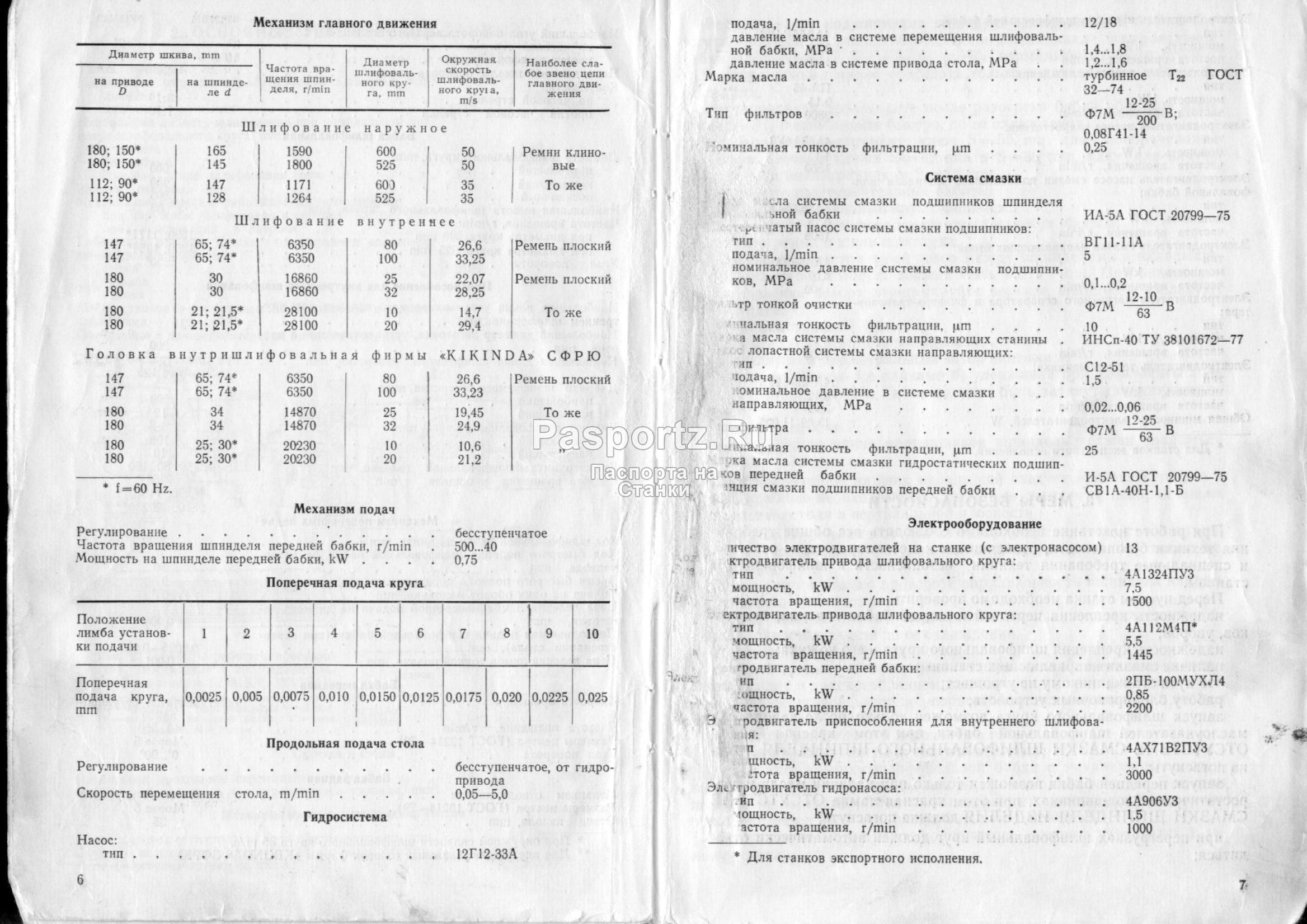
- шлифовальная бабка: скорость резки круга – 50 м/с, допустимая его высота – 100 мм; толчковая подача – 0,001±0,0005; вращение шпинделя (частота) – 1590 об/мин; подача (периодическая) бабки – 0,025 мм (минимум), 0,05 мм (максимум); передвижение по винту – 185 мм (наибольшее значение).

На станке смонтировано восемь двигателей, от коих работает:
- шпиндель – скорость электродвигателя – 1500 об/мин, мощность – 10 кВт;
- насос смазочной системы направляющих стола – 1500 об/мин, 0,08 кВт;
- привод изделия – 2200 об/мин, 0,85 кВт;
- фильтр-транспортер – 1500 об/мин, 0,08 кВт;
- насос гидравлической системы – 1000 об/мин, 1,5 кВт;
- магнитный сепаратор – 1500 об/мин, 0,12 кВт;
- система смазки – 1500 об/мин, 0,27 кВт;
- вентилятор гидроустановки – 3000 об/мин, 0,12 кВт.
Общий вес установки с охлаждающей системой и комплексом электрического оборудования составляет 5600 кг при размерах 2170х2450х4605 мм (высота, ширина, длина).
Стоимость ремонта
Предприятия и мастерские предлагают разноплановые услуги по ремонту, модернизации и техническому обслуживанию шлифовальных станков. Стоимость ремонта напрямую зависит от объёма и сложности предполагаемых работ по устранению неисправностей, а также от типа и модели станка. Так, за восстановление работоспособности круглошлифовального станка нужно будет отдать от 20 тысяч рублей до полутора миллиона, стоимость ремонта внутришлифовального станка колеблется от 30 тысяч до 270 тысяч рублей, а за налаживание плоскошлифовального станка 50 000 рублей. Мы устанавливаем фиксированную стоимость за час работы — в среднем 3 тысяч рублей.
Исправно работающий станок — необходимое условие для качественной и точной шлифовки изделий. Следите за состоянием агрегата и вовремя обращайтесь к мастерам при обнаружении поломки.
Технические особенности круглошлифовального станка 3М151
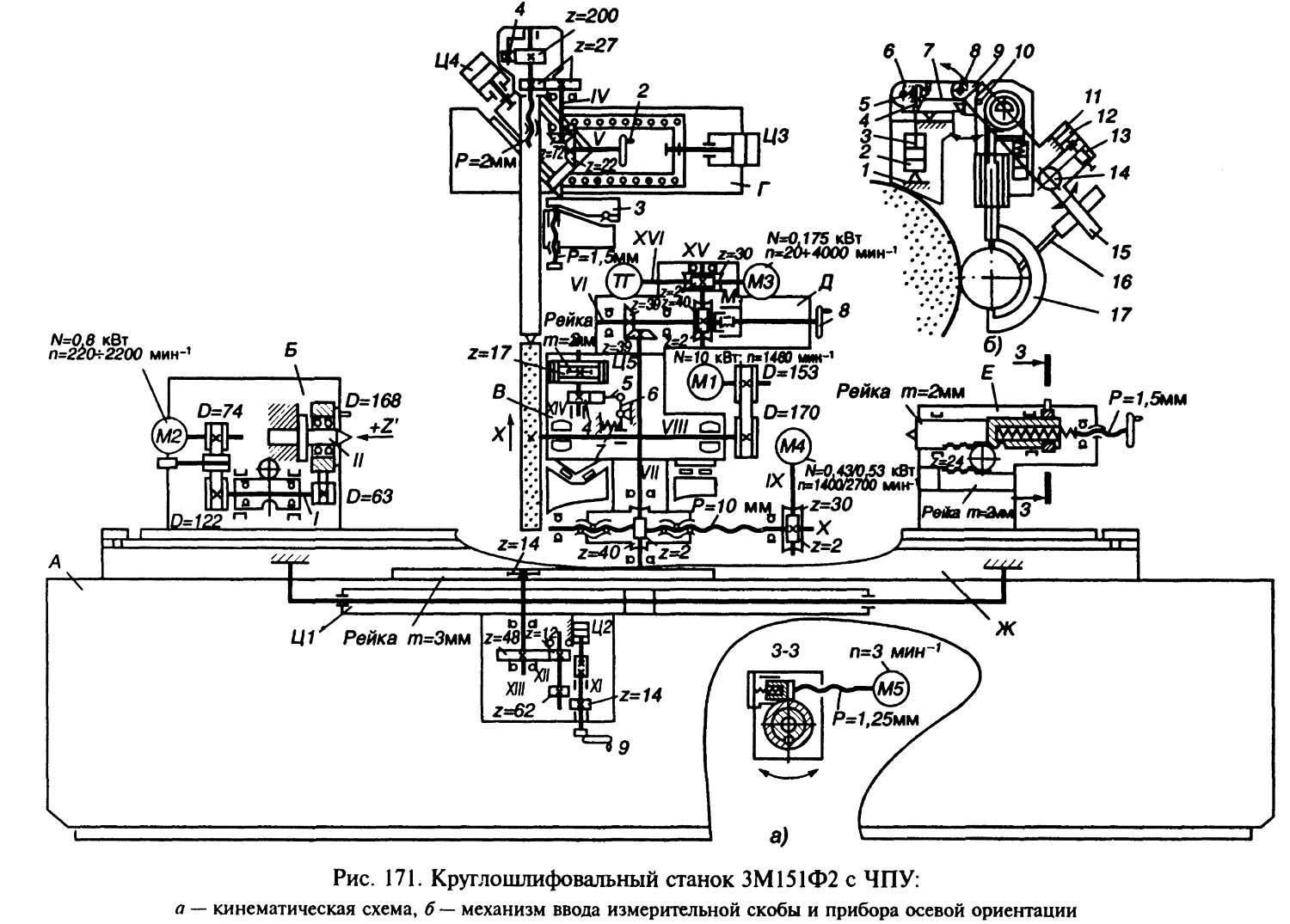
Модель круглошлифовального станка 3М151 предназначена для наружного шлифования торцовых, конических и цилиндрических поверхностей вращающихся тел. Уже в самом названии станка заложены некоторые сведения о его характеристиках. Например, цифра «3» означает, что эта модель относится группе шлифовальных установок, цифра «1» указывает на то, что станок относится к типу круглошлифовальных установок, а буква «М» говорит о том, что конструкция станка модернизирована.
Рабочий процесс начинается с закрепления в патроне или в центрах станка обрабатываемой детали. Процесс обработки состоит сразу из нескольких взаимонаправленных движений – вращения шпинделя круга, вращения обрабатываемой заготовки и продольного перемещения стола, которое обеспечивает непрерывную или периодическую подачу на толщину срезаемого слоя. Если длина детали меньше ширины круга, то ее шлифуют методом врезания без продольного перемещения.
Передняя и задняя бабки, в центрах которых крепится обрабатываемая деталь, расположены на поворотной плите стола. Ось центров бабок будет располагаться параллельно направляющим стола при обработке цилиндрических деталей и под углом при шлифовании конических деталей. Угол наклона оси при этом будет соответствовать половине угла конусности обрабатываемой детали.
Технические характеристика станка круглошлифовального 3М151:
- Диаметр шлифовальных кругов – от 450 до 600 мм.
- Частота вращений шлифовального круга – 1590 об/мин.
- Частота вращений заготовки – от 50 до 500 об/мин.
- Тип двигателя привода шлифовального круга – электрический.
- Мощность двигателя привода шлифовального круга — 10 кВт.
- Тип привода стола – гидравлический.
- Максимальная скорость перемещения стола – 5 м/мин.
- Врезная подача – от 0,01 до 3 мм/мин.
- Максимальные размеры обрабатываемой заготовки – 200 мм (диаметр), 700 мм (длина), 125 мм (высота центров).
Купить круглошлифовальный станок 3М151, как и любое другое металлообрабатывающее оборудование, вы всегда сможете в компании «ПитерМаш».
Пресс для обжима буртов бандажей, усилие до 800 кН модели ПБ 7730М, предназначен для обжима буртов бандажей колес и колесных пар тепловозов, электровозов и вагонов железнодорожного транспорта
По Техническому Заданию заказчика прессы для обжима буртов бандажей модели ПБ, могут быть изготовлены в различной комплектации и усилия обжима, при этом могут измениться габаритные размеры и масса пресса.
Компания ПитерМаш поздравляет с наступающим Новым годом и Рождеством наших партнёров и заказчиков!
Подводя итоги уходящего года мы с удовлетворением отмечаем положительный рост в плане расширения сферы деятельности и присутствия компании на рынке. Мы испытываем чувство гордости за возможность работы с нашими уважаемыми Заказчиками, совместно решая интересные и непростые производственные технологические задачи.
Сервисной службой компании ПитерМаш произведены работы четырёх единиц токарных станков.
Комплектация станков включала дополнительные устройства для сверления и фрезерования,системы автоматического измерения инструмента и привязки деталей. Помимо стандартных работ по запуску оборудования, проведен инструктаж персонала по работе и обслуживанию станков.
Заказчик: Акционерное общество специализируется на производстве коммунального оборудования, Вологодская область
От всей души поздравляем всех машиностроителей с профессиональным праздником!
Экономика страны немыслима без машиностроения – важнейшей отрасли обрабатывающей промышленности.
Желаем всем работникам машиностроения свершений во всех начинаниях, смелых идей, новых изобретений, а также здоровья и исполнения желаний!
Компания ПитерМаш осуществила поставку радиально-сверлильного станка 2А554 Заказчик: Предприятие в сфере изготовления пресс-форм для вулканизации изделий шинного производства, пресс-форм для изделий из пластмасс, штамповой оснастки, различных видов инструмента г. Ярославль
Источник
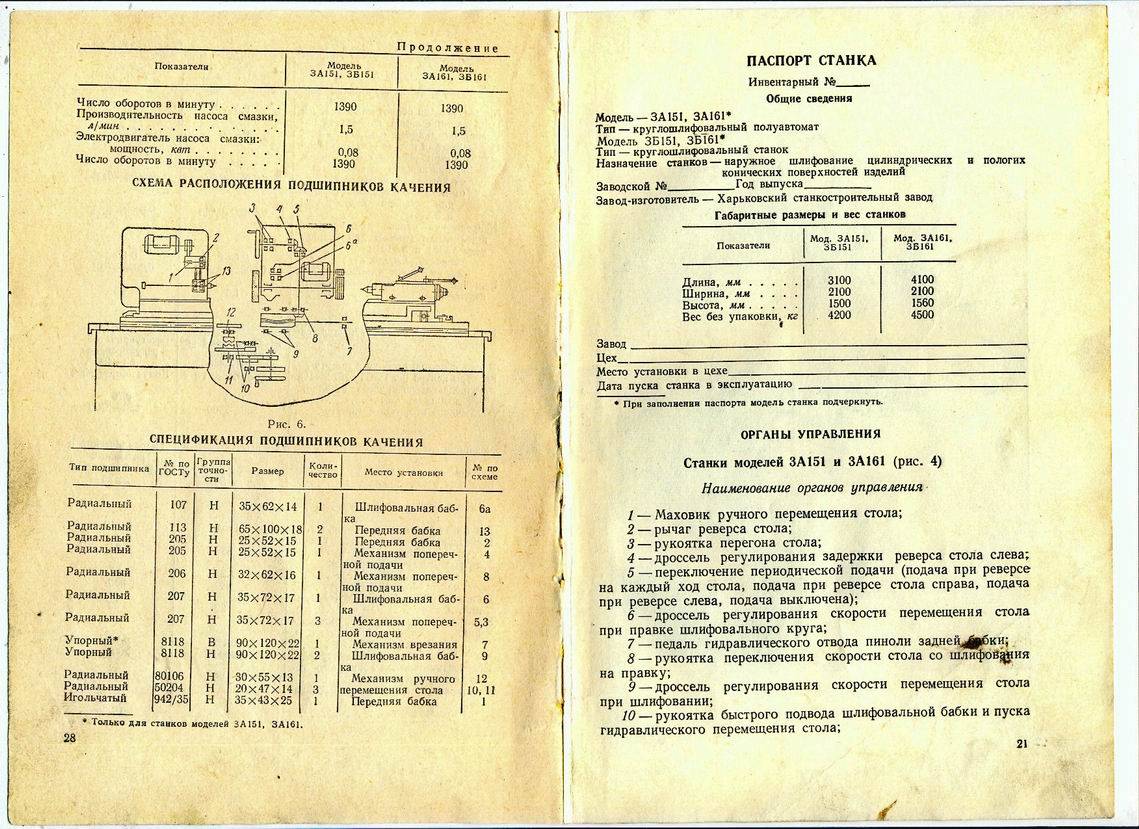
Сведения о производителе круглошлифовального станка полуавтомата 3Б161
Производитель круглошлифовального станка полуавтомата 3Б161 — Харьковский станкостроительный завод в настоящее время ОАО «Харьковский станкостроительный завод» (ВАТ «Харверст»)
Завод основан 29 января 1936 года и специализируется на производстве универсальных и специальных круглошлифовальных станков
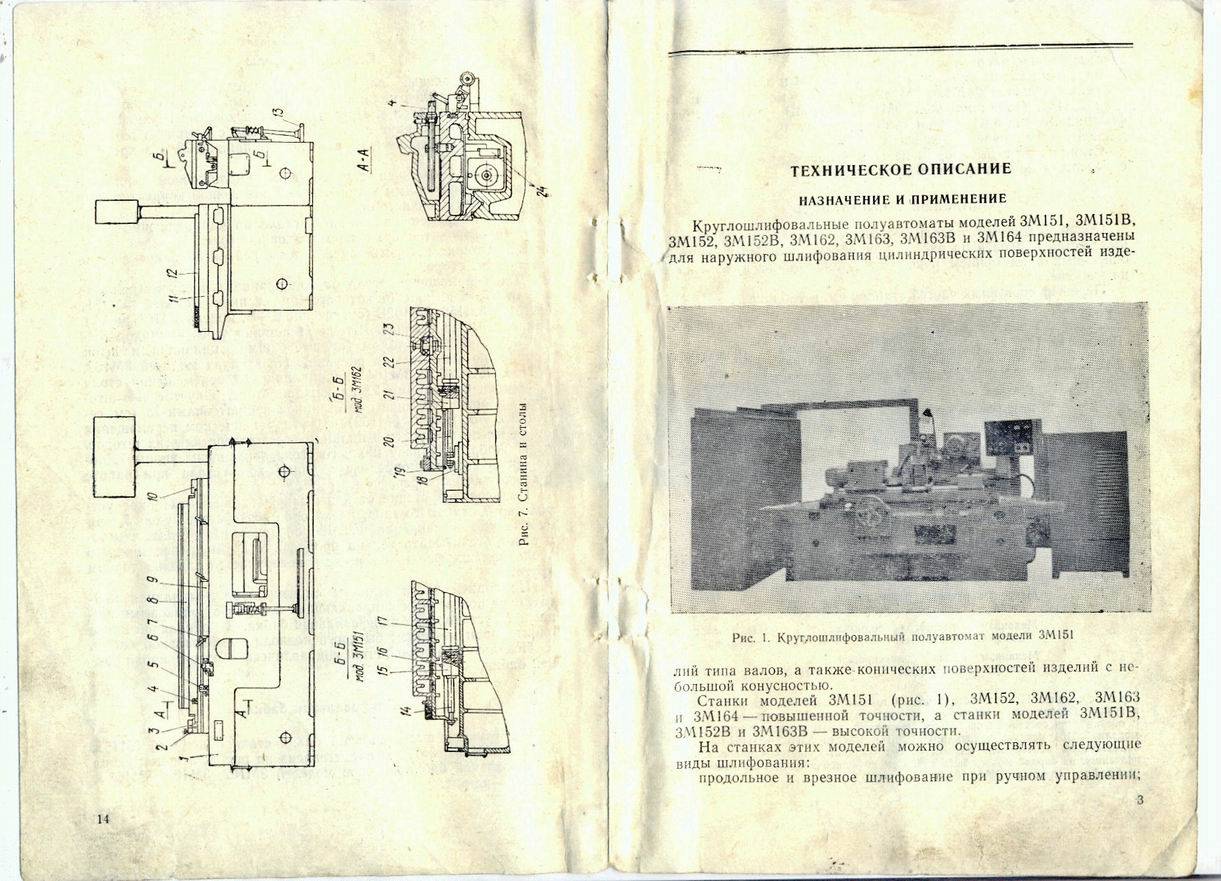
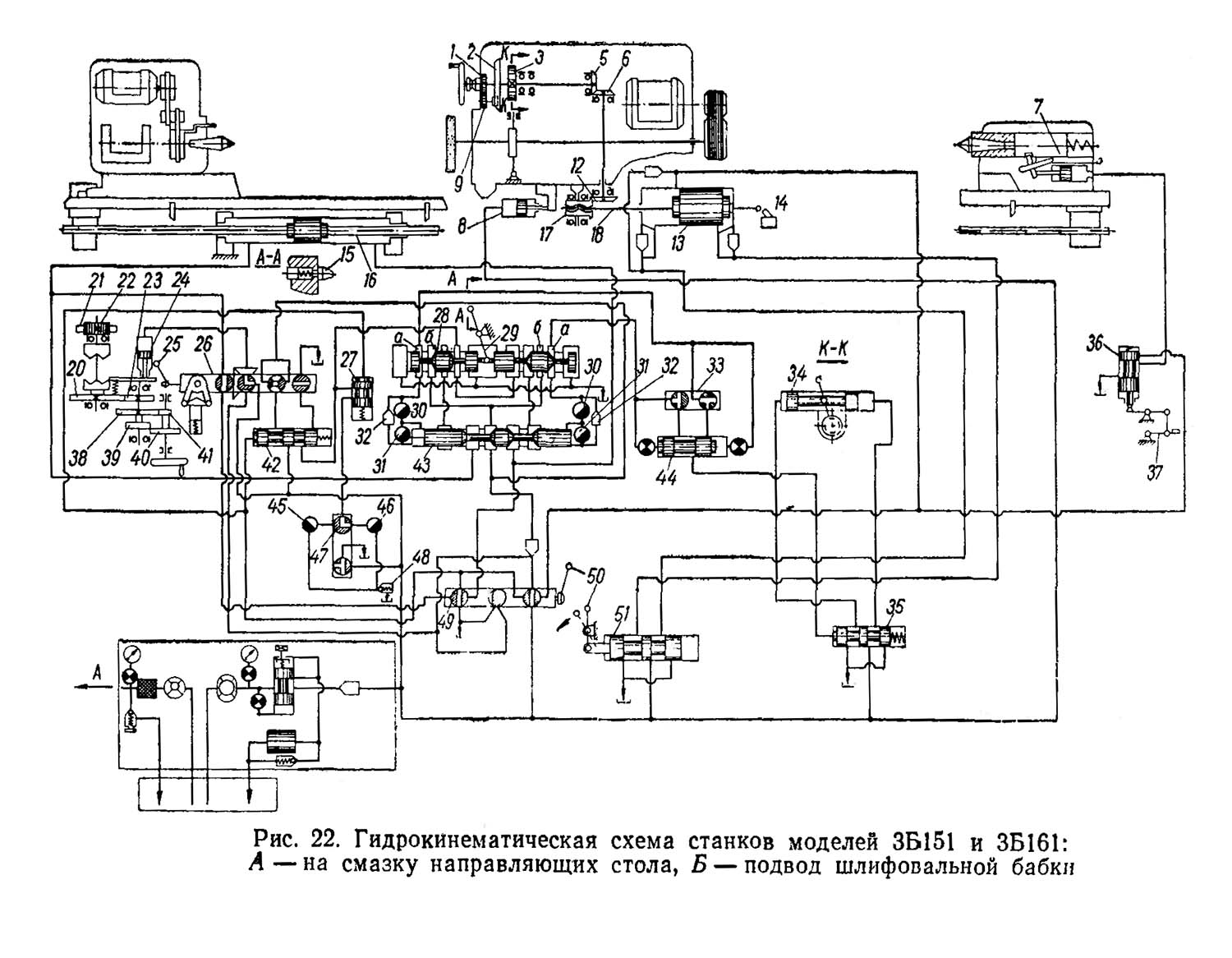
Отличия станков моделей 3А151, 3А161, 3Б151, 3Б161
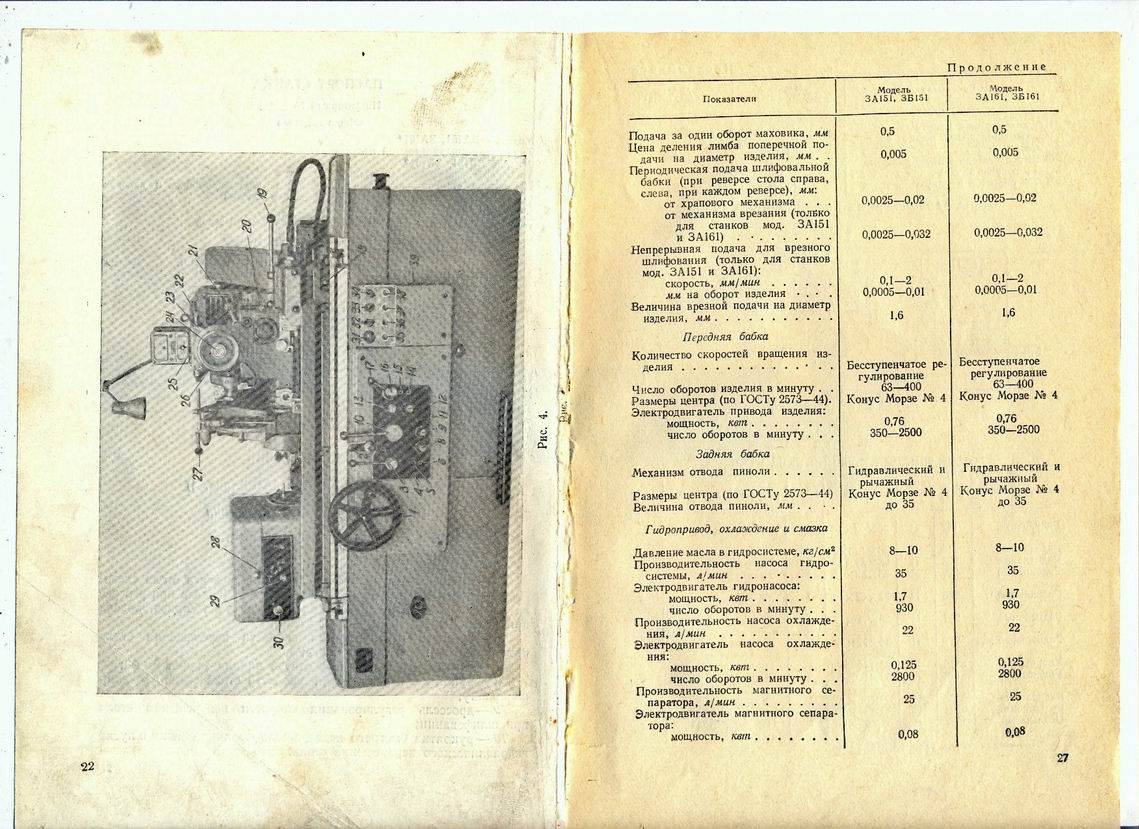
Станки 3А151 и 3А161 имеют гидравлический механизм врезания с полуавтоматическим циклом работы и предназначены как для врезного так и продольного шлифования, и рассчитаны главным образом на работу в условиях серийного и массового производств, но могут также использоваться в единичном производстве.
Станки моделей 3А151 и 3А161 рекомендуется применять для врезного и продольного шлифования мелких, средних и крупных партий одинаковых деталей диаметром от 10 до 40 мм. Для этого они должны быть настроены на продольное шлифование при автоматической поперечной подаче или на врезное шлифование до упора с полуавтоматическим циклом работы. При наличии прибора активного контроля (он поставляется со станками по особому заказу и за отдельную плату) управление циклом шлифования производится автоматически в зависимости от действительного размера изделия.
На станках моделей 3А151 и 3А161 можно выполнять следующие виды обработки:
- продольное и врезное шлифование при ручном управлении;
- продольное шлифование с автоматической поперечной подачей, осуществляющейся при реверсе стола;
- врезное шлифование до упора при полуавтоматическом цикле работы.
На станках этих моделей предусмотрена возможность установки приборов активного контроля, которые поставляются с ними по особому заказу и за отдельную плату.
Станки моделей 3Б151 и 3Б161 не имеют гидравлического механизма врезания. Они предназначены в основном для выполнения продольного шлифования и снабжены механизмом автоматической поперечной подачи, осуществляющейся при реверсе стола. На них можно выполнять также врезное и продольное шлифование при ручной поперечной подаче.
Станки моделей 3Б151 и 3Б161 рассчитаны на работу в условиях серийного и единичного производства.
Станки моделей 3А161 и 3Б161 имеют больший габарит рабочего пространства (Ø 280 х 1000 мм) по сравнению с моделями 3А151 и 3Б151 (Ø 200 х 700 мм).
Электрооборудование круглошлифовального станка 3М194
Размещение электрооборудования на станке 3М194
Общие сведения
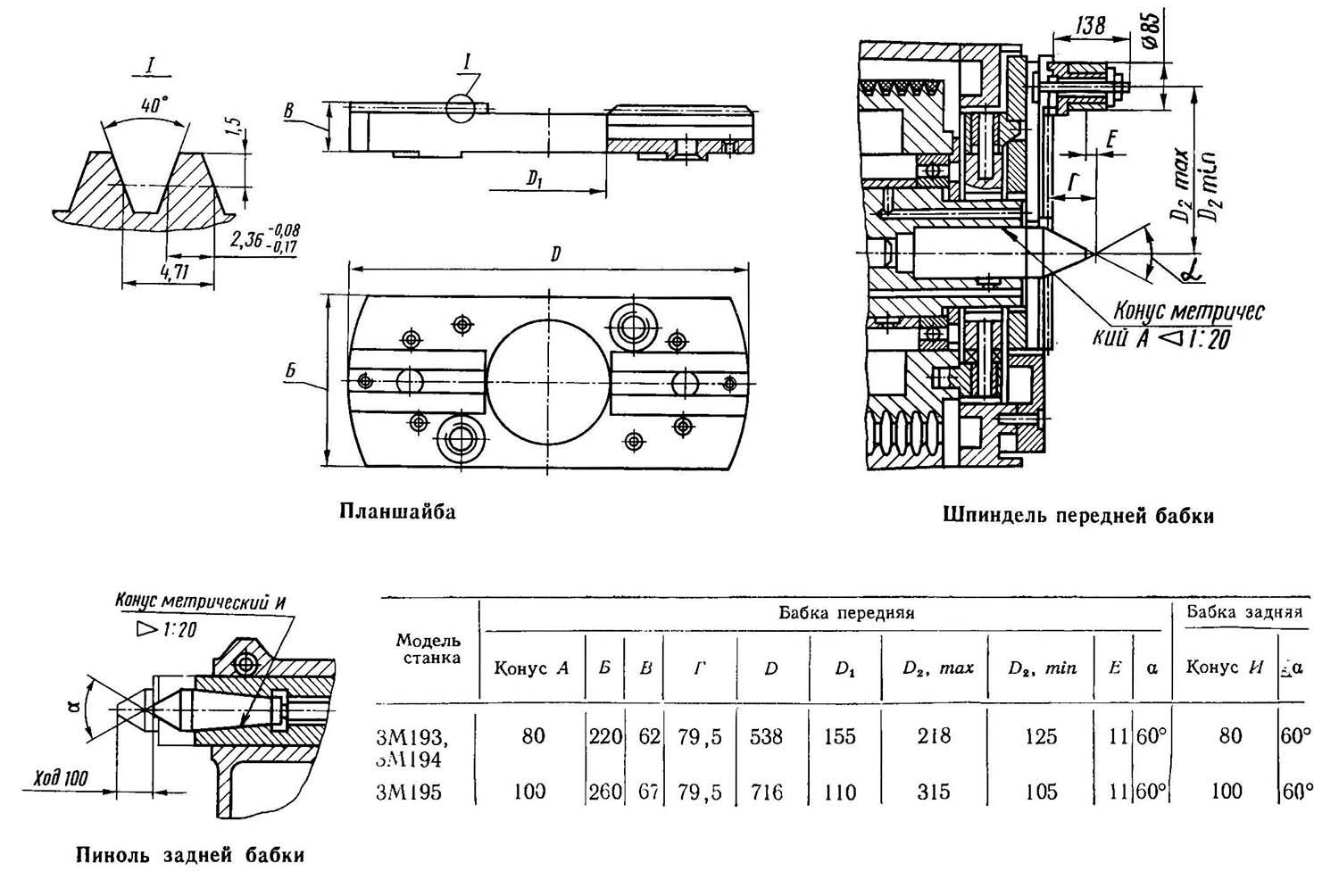
Круглошлифовальные станки моделей 3М193, 3М194, 3М195, 3М196 и 3М197 предназначены для наружного шлифования цилиндрических поверхностей изделий типа валов, а также конических поверхностей с небольшой конусностью.
Базовыми являются станки 3М197 и 3M194.
Станки моделей 3М195, 3М196 – модификация модели 3M197.
Станок модели 3М193 – модификация модели 3М194. Они отличаются от базовых моделей длиной устанавливаемого изделия.
Станок с электрооборудованием изготавливается в климатическом исполнении УХЛ4 по ГОСТ 15150-69. Станок может быть изготовлен и в климатическом исполнении Т4 со ГОСТ 15150-69.
Станок изготавливается с электрооборудованием для работы от сети трехфазного переменного тока частотой 50 Гц и напряжением 380 В.
По особому заказу станок может быть изготовлен с электрооборудованием на иную частоту и напряжение питающей сети.
Подключение станка к сети питания и защитного заземления рекомендуется производить проводами следующих (по меди) сечений:
- питающие напряжение 380-440 В – 50 мм2;
- питающие напряжение 220В – 90 мм2;
- заземление при 380-440 В – 25 мм2;
- заземление при 220 В – 50 мм2.
Питание силовых цепей электродвигателей постоянного тока Мl, М2, М3 осуществляется от преобразователей U1, U2, U3.
Питание цепей управления осуществляется:
- Напряжением переменного тока 110В от однофазного понижающего трансформатора (ТС2);
- напряжением постоянного тока 24В от источника выпрямленного напряжения.
Питание цепей сигнальных ламп местного освещения станка осуществляется переменным напряжением 24В от отдельной обмотки трансформатора ТС2.
Суммарная установленная мощность электрооборудования станка 60 кВт (для 3M193, 3M194 – 55,6 кВт).
Функциональное назначение, наименование и техническая характеристика элементов электрооборудования указаны на схеме электрической принципиальной (приложение I) и перечне элементов (приложение 2).
Электрооборудование установлено на станке и отдельно стоящих устройствах, входящих в состав станка.
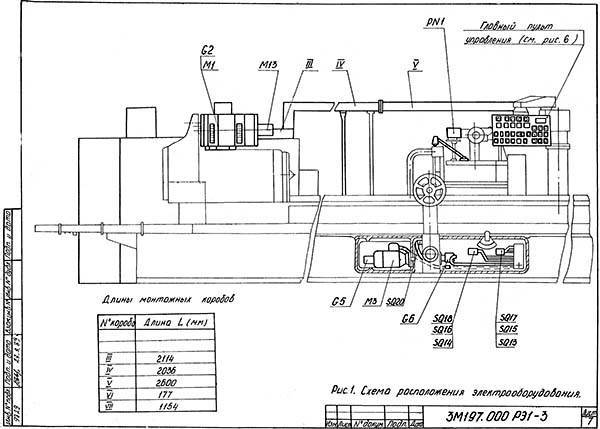
Расположение электрооборудования показано на рис. 1,2,3.
Шкаф управления расположен отдельно от станка. Расположение электрооборудования в шкафу показано в прилагаемой к нему технической документации.
На боковую стенку шкафа управления выведена рукоятка привода вводного выключателя QFI для подключения станка к сети переменного тока.
Для ввода проводов от сети, в боковой стенке монтажного короба предусмотрено отверстие.
Расположение шкафа и вводного отверстия доказано на рис. 2.
Привод механизмов станка осуществляется двигателями:
- М5, М6*, М7, М8, М9, М10*, М11, М12, M13, M14, М15** – трехфазные асинхронные двигатели с короткозамкнутым ротором;
- M1, M2, М3 – двигатели постоянного тока получающие питание от тиристорных преобразователей U1, U2, U3 соответственно.
Диапазон регулирования частоты вращения для электродвигателей:
- Ml – 170…1700 об/мин
- М2 – 530…1250 об/мин
- М3 – 20… 1500 об/мин
На сборочных единицах и устройствах станка установлены путевые выключатели SQI, SQ2, SQ3*, SQ4…SQ8, SQ11….SQ18, SQ20..SQ22, SP1, SP2, SP6.
Функциональное назначение и состояние выключателей в положениях механизмов станка приведено в таблице 3 на схеме электрической принципиальной (приложение I).
Органы электрического управления, информации и электроизмерительные приборы расположены на 4-х пультах.
Расположение их показано на рис. 6…9, а функциональное назначение приведено в разделе 8.
Для контроля уровня вибрации на станке установлен виброизмерительный прибор PN1.
На шлифовальной бабке станка установлен светильник местного освещения ЕL1.
Для централизованной смазки механизмов станка и управления некоторыми движениями станка применена комплектная станция гидропривода Г48-3М197.
Схема и описание работы прилагается в инструкции по эксплуатации устройства.
Ключевые особенности
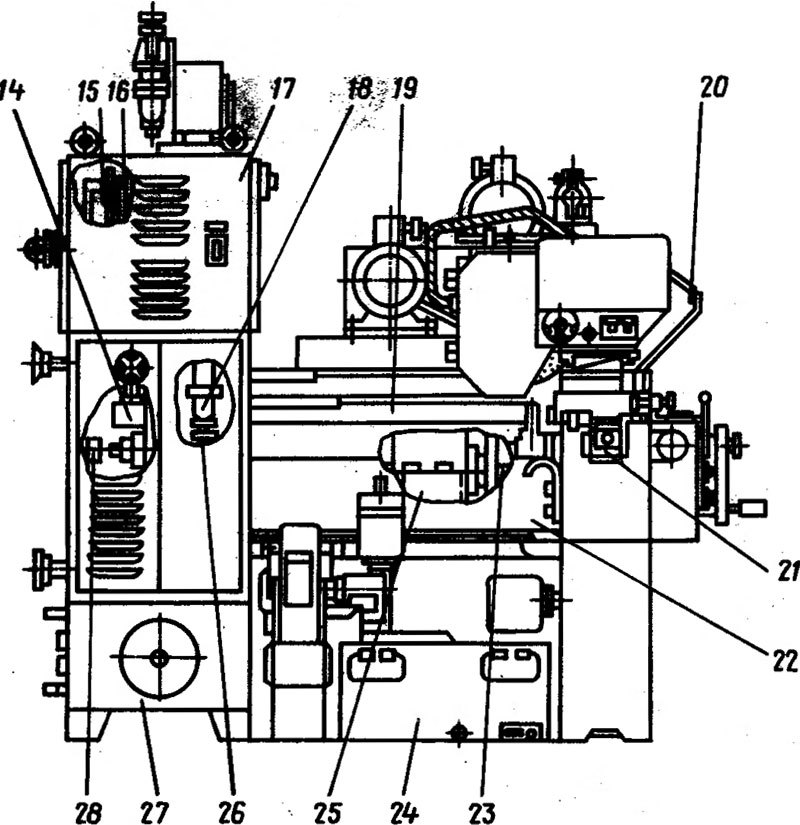
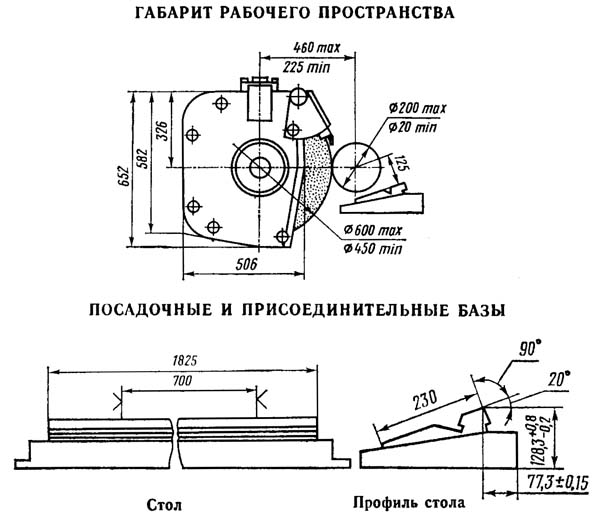
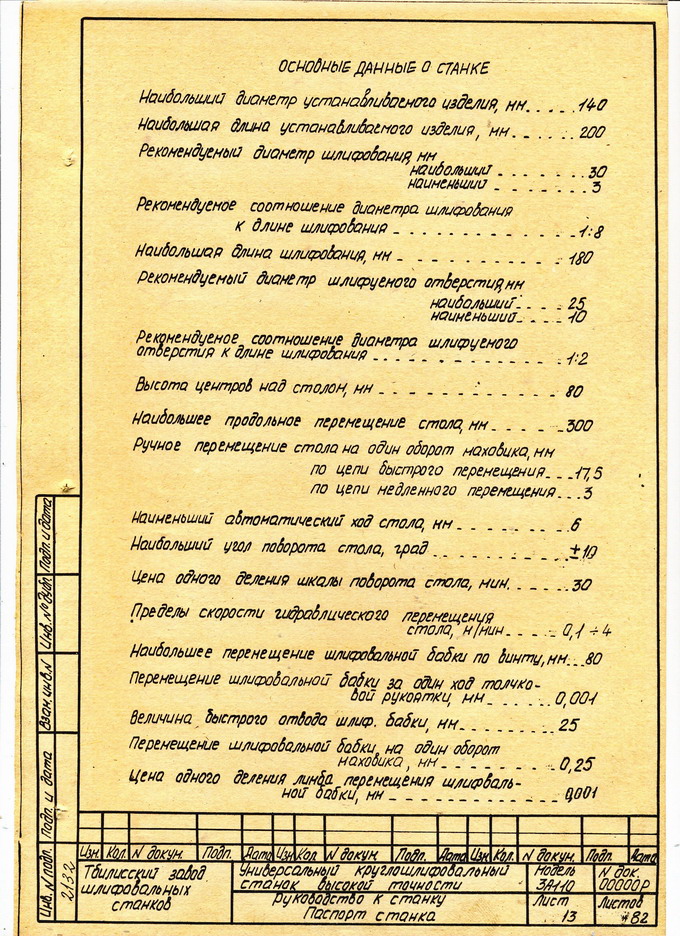
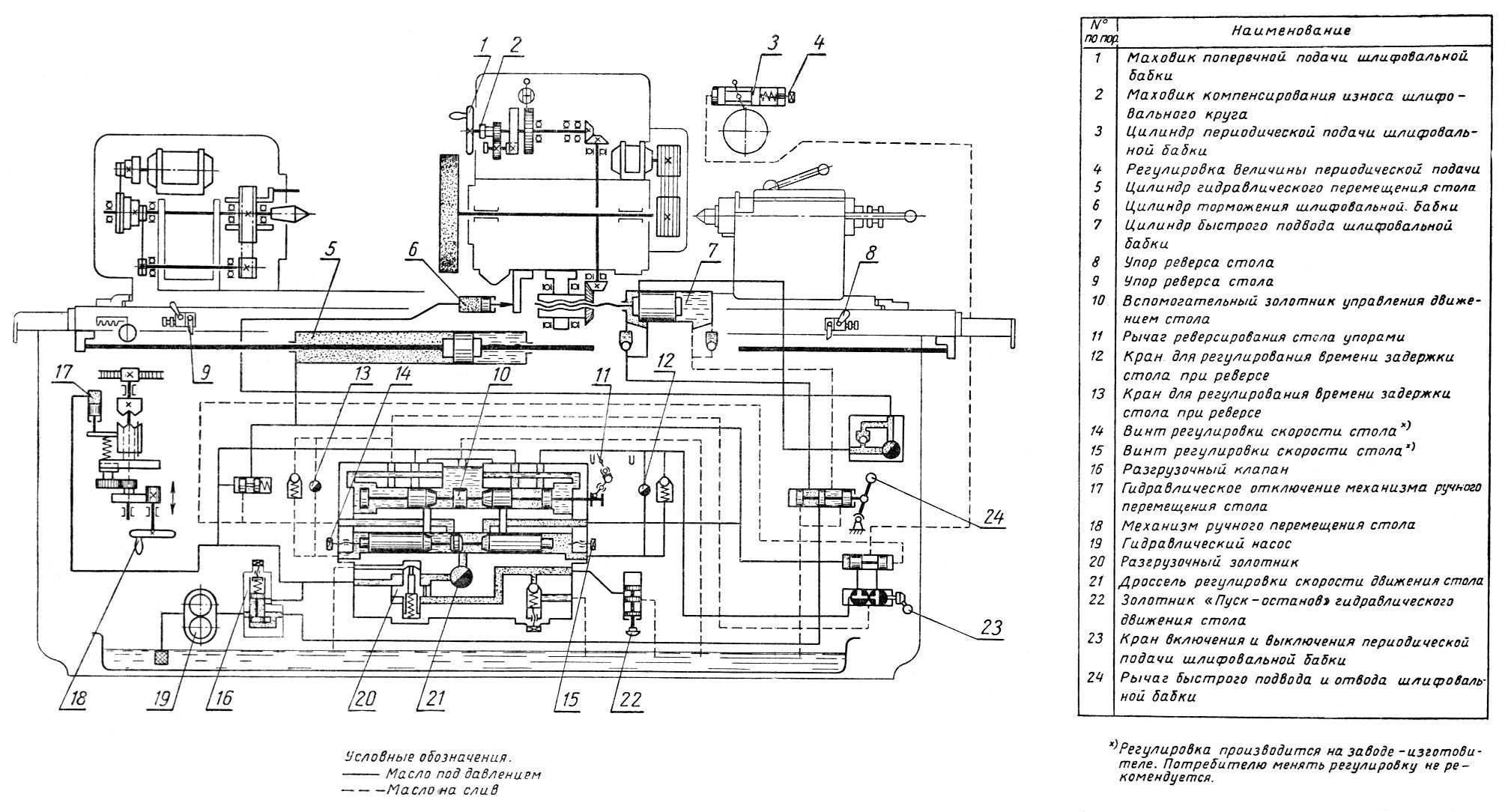
Существует довольно много различных вариантов исполнения круглошлифовальных станков, которые позволяют проводить обработку цилиндрических и конических поверхностей. Вариант исполнения с шлифовальной бабкой 3м151 используется довольно часто, в паспорте указаны все важные технические характеристики, а также в схеме указываются важные моменты расположения элементов конструкции.
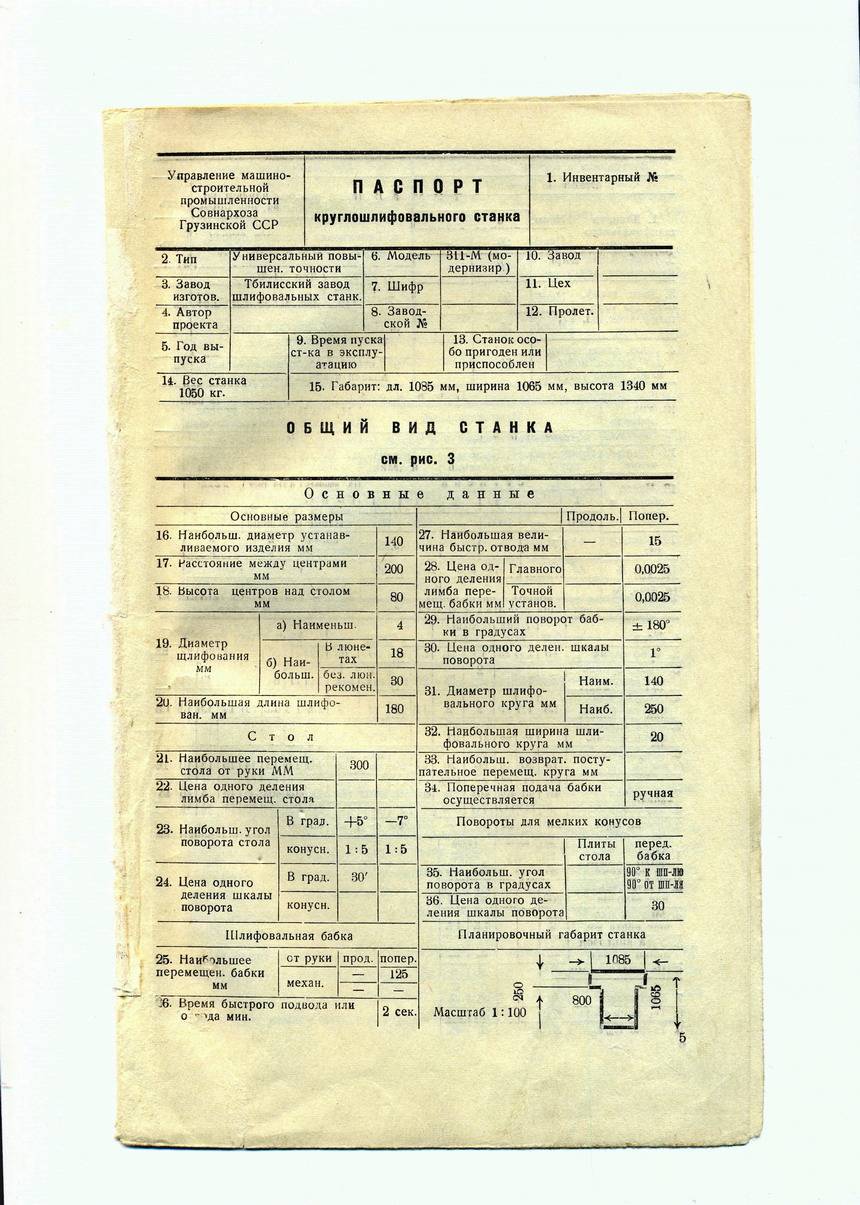
Круглошлифовальный станок модели 3м151 используются для обработки наружной цилиндрической поверхности. Зачастую обработке на станке 3м151 подвергают изделия типа вал. При этом также могут подвергать обработке конические заготовки при смещении шлифовальной бабки. Паспорт станка содержит информацию о том, какой конусности может быть поверхность. Стоит отметить, что круглошлифовальный станок модели 3м151 имеет повышенную точность. При его использовании можно осуществлять следующие типы работ:
- схема конструкции обуславливает возможность проведения продольного и поперечного шлифования при использовании ручной подачи. в паспорте указывается максимальная продольная и поперечная ручная подача;
- модель 3м151 может использоваться для врезного и продольного шлифования при полуавтоматическом цикле работы;
- некоторые варианты исполнения имеют систему ввода программы обработки заготовки, работа проводится в автоматическом режиме.
Производство модели 3м151 началось в прошлом тысячелетии. Информация с паспорта и схемы определяет возможность использования модели 3м151 в мелкосерийном, серийном и крупносерийном производстве. За многие годы использования оборудования было отмечено то, что установленная шлифовальная бабка позволяет проводить снятие металла с конической поверхности с большой точностью.
https://youtube.com/watch?v=WShWUVWIlZw
Круглошлифовальные центровые станки
Круглошлифовальные центровые станки применяют для обработки наружных поверхностей деталей типа тел вращения с прямолинейными образующими, цилиндрические и конические поверхности. В качестве технологических баз используют центровые отверстия или наружные цилиндрические поверхности. В зависимости от направления поступательного движения подачи различают следующие способы шлифования:
- Врезное шлифование – обеспечивается движением продольной подачи в одном направлении, перпендикулярном к оси обрабатываемой заготовки, которая шлифуется при ее вращении.
- Осциллирующее шлифование: шлифовальный круг или заготовка наряду с вращательным движением совершает возвратно-поступательное движение, предназначенное для обработки поверхностей значительной длины, превышающей высоту шлифовального круга. В конце каждого прохода круг подают на установленную глубину шлифования.
- Шлифование уступами (комбинация врезного и осциллирующего шлифования): отдельные участки поверхности (уступы) заготовки обрабатывают последовательно врезанием круга, уступы при этом должна перекрывать друг друга. Оставшуюся часть припуска снимают осциллирующим шлифованием.
- Глубинное шлифование может быть как с продольной так и с поперечной подачей. При шлифовании с продольной подачей весь припуск снимают за один проход круга. Последний правят ступенькой или на конус. При шлифовании с поперечной подачей заготовке сообщают медленное вращение. За время одного оборота заготовки снимается весь припуск.
Круглое наружное шлифование (рис. 3,а) осуществляют сочетанием следующих движений: вращение шлифовального круга 1 (главное движение Vк резания), вращение шлифуемой заготовки 2 вокруг своей оси (круговая подача V3), прямолинейное возвратно-поступательное перемещение заготовки или шлифовального круга вдоль своей оси (продольная подача Sпр); поперечное перемещение шлифовального круга на заготовку (или наоборот) (поперечная подача Sп или подача на глубину резания). При шлифовании с продольной подачей Sпр поперечная подача Sп осуществляется периодически (в конце каждого двойного или одинарного хода стола станка). При круглом наружном шлифовании методом врезания (рис. 3, б) высота круга равна или больше длины шлифуемой заготовки, поэтому нет необходимости в продольной подаче, а поперечная подача производится непрерывно в течение обработки. .
Промышленность выпускает круглошлифовальные станки классов точности П, В и А. Для них регламентированы допуски на геометрическую точность и шероховатость шлифуемых поверхностей. Станки обеспечивают круглость 0,3 мкм на образце диаметром 100 мм и шероховатость Rа=0,04 мкм. На современных прецизионных круглошлифовальных станках цикл шлифования автоматизирован. Автоматическое управление режимами обработки обеспечивает стабильное качество шлифуемых поверхностей.
Применение
При рассмотрении шлифовального оборудования следует отметить то, какие работы можно проводить при его использовании. Особенности бабки, крепежных и других элементов определяют следующие возможности:
- шлифовальное оборудование может использоваться для снятия небольшого количества металла для достижения определенной шероховатости поверхности. стоит отметить, что 3м151 предназначена именно для выполнения подобной работы. электрическая схема управления позволяет проводить работу с высокой точностью. документы, связанные с технологическим процессом, содержат информацию о том, какой класс шероховатости должна иметь поверхность. этот момент определяет возможность использования 3м151 для получения необходимой детали;
- для образования канавок и выемок. при сильной поперечной подаче и при правильном подборе абразивного материала можно провести врезание на большую глубину. В паспорте указана возможная максимальная поперечная подача. однако стоит не забывать о том, что абразивный материал может нагреваться при значительной поперечной подаче;
- модель 3м151 может использоваться также для изменения формы поверхности. при большом усилии и продольном перемещении абразивного круга можно провести снятие большого слоя металла, что приведет к появлению волнистости , а также изменению формы тела вращения.
При правильной установке бабки можно провести грубую и чистовую обработку. Тип установленного абразивного материала также определяет возможность проведения той или иной обработки.





