

Правила нарезания резьбы с помощью плашек
Нарезание резьбы плашкой вручную требует соблюдения определённых правил. Зная принципы работы с инструментом можно создать качественное, долговечное соединение. Для того чтобы работать с приспособлением для создания резьбового соединения нужно использовать плашкодержатель. Правила проведения работ:
Определить точный диаметр трубы, выбрать оснастку по маркировке, указываемой на её поверхности.
Подготовить обрабатываемую деталь. Снять фаску с помощью напильника. Угол фаски должен быть не более 45 градусов. Больший угол сделает соединение некачественным.
Чтобы режущие кромки прослужили дольше, при работе нужно использовать смазку. Это может быть моторное масло. Им смазывают режущие части, заготовку.
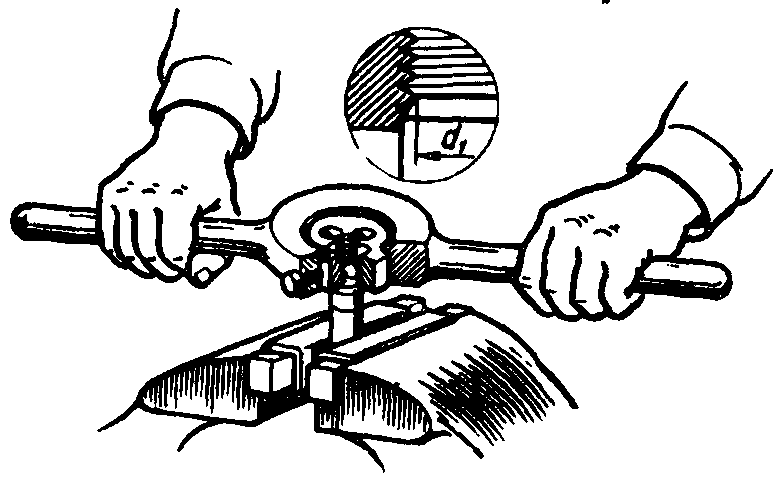
Плашкодержатель нужно повернуть по часовой стрелке на два витка, затем сделать 1 виток в обратную сторону. Когда режущие кромки движутся назад, появляющаяся стружка выходит наружу, не забивается в готовых витках
Важно удерживать инструмент с воротком строго вертикально, чтобы резьба получилась ровной.
После создания первых 3–4 витков нужно уменьшить ход плашки в обратную сторону. Будет достаточно сделать два поворота по часовой стрелке и половину оборота против часовой
Нельзя продолжать работу если оснастка перегрелась, нужно делать перерывы.
Когда было сделано нужное количество витков, качество готовое соединение нужно проверить. Для этого нужно взять гайку выбранного диаметра, попробовать накрутить её на трубу. Первые разы гайка будет накручиваться медленно, с затруднениями. Постепенно эти проблемы исчезнут. Неровная резьба может стать причиной разрушения соединения при его эксплуатации.
Плашки используются для создания наружной резьбы на деталях цилиндрической формы
Важно правильно выбирать диаметр, знать правила работы с оснасткой. Внутренняя часть круглых деталей обрабатывается с помощью мечиков
Оснастка подходят как для работы вручную, так и для промышленного оборудования.
Как правильно нарезать резьбу плашками и метчиками – инструкция
Часто во время выполнения домашнего ремонта возникает необходимость сделать резьбу — наружную или внутреннюю. Чтобы не привлекать к этому специалистов, а выполнить самостоятельно – нужно приобрести специальный инструмент. Для нарезания плашками и метчиками не потребуется особых навыков или умений. Достаточно знать их виды и технические параметры.
Немного об особенностях инструмента
На первом этапе следует определиться с типом резьбы. Она разделяется на 2 основные вида: метрическая и дюймовая. Чаще всего используется первая с левым направлением. Чтобы не замерять расстояние между канавками, узнать тип можно по форме. Метрическая резьба в сечении представляет собой равносторонний треугольник, а дюймовая – равнобедренный.
Виды резьбы
В каких изделиях используется определенный тип резьбы? В крепежных изделиях используется метрический вид, а в водопроводах – дюймовый. Помимо этого нужно учитывать следующие факторы, влияющие на проведение процесса нарезания соединительных элементов.
- Если резьба предназначена для соединения с уже готовой деталью – ее геометрические размеры должны быть соответствующими.
- При изготовлении крепежных узлов полностью — рекомендовано использовать метрический тип.
- Диаметр заготовки должен отличаться от размера резьбы. Для наружной – в меньшую сторону, для внутренней – в большую.
Наружная
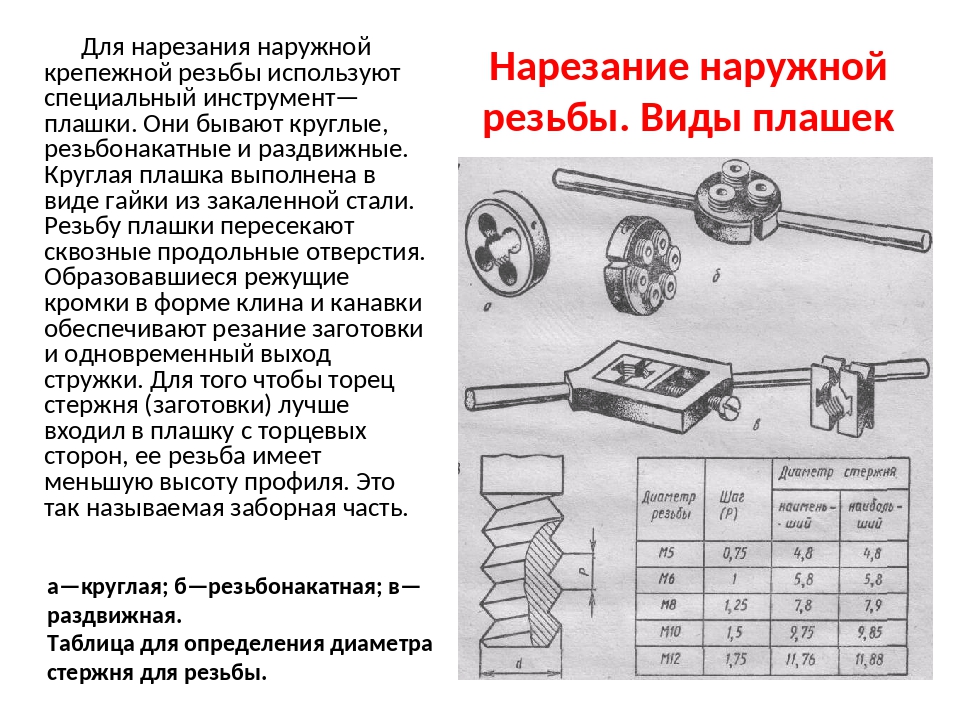
Плашка представляет собой гайку с внутренними прорезями и наружными фиксаторами для поворота инструмента. Она может быть различной формы — круглой, квадратной или шестиугольной. Если работа проводится в домашних условиях – понадобятся тиски для фиксации детали.
Плашкодержатель и плашки
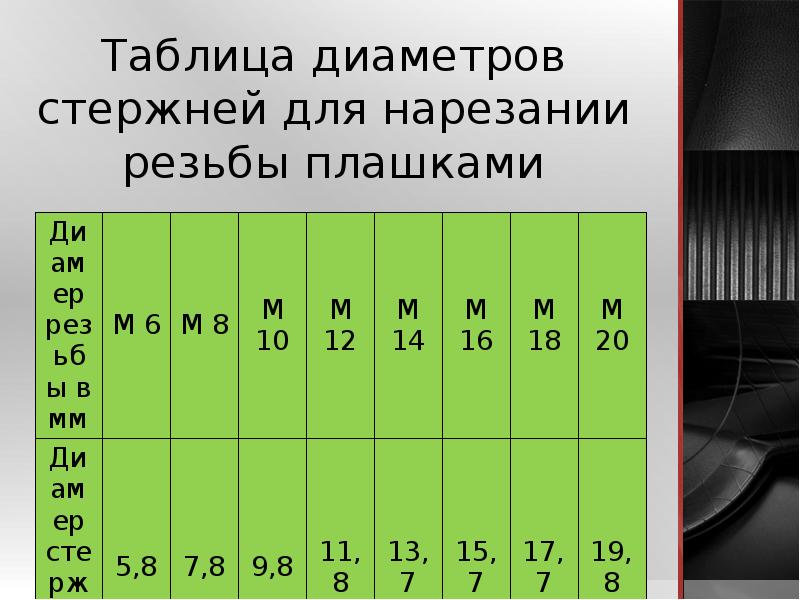
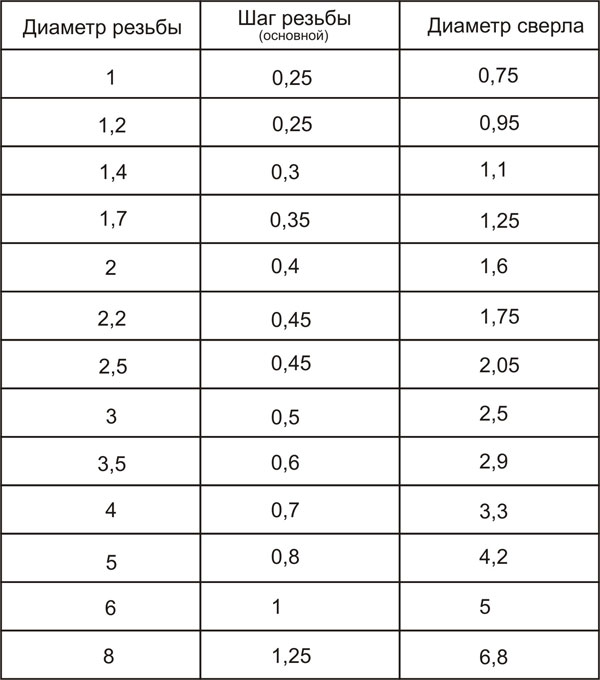
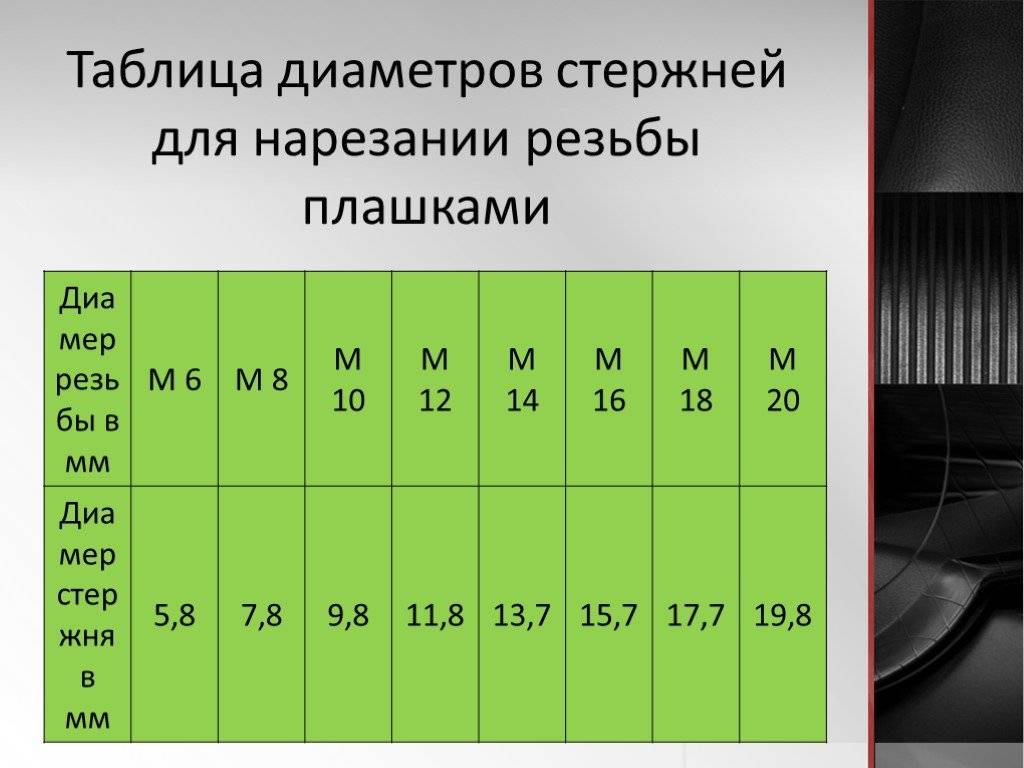
Перед выполнением работы главное – правильно подобрать диаметр заготовки. Он должен быть на 0,2-0,3 мм меньше, чем размер будущей резьбы. Для метрической можно воспользоваться данными из таблицы.
Заготовку следует предварительно подготовить. Если ее сечение не представляет собой круг – нужно выполнить обточку. Затем на торцевой части снимается конусная фаска для наметки первого витка резьбы.
Далее нужно следовать точно по инструкции:
Закрепив заготовку в тисках, проверяется правильность ее расположения. Установка плашки в плашкодержатель. Ее поверхность должна находиться в одной плоскости с поверхностью торца заготовки. Первый виток выполняется с небольшим усилием
Важно выполнять повороты в правильном направлении. Дойдя до нижней границы – плашку нужно проворачивать в обратном направлении
Нарезание наружной резьбы
Одного такого прохода будет недостаточно для формирования резьбы с хорошей геометрией. Рекомендуется повторить процедуру 3-4 раза, пока плашка не будет свободно закручиваться на заготовку. Для проверки качества следует закрутить гайку соответствующего диаметра. Если будет наблюдаться усилие – можно обработать наружную часть заготовки наждачной бумагой мелкой зернистости.
Внутренняя
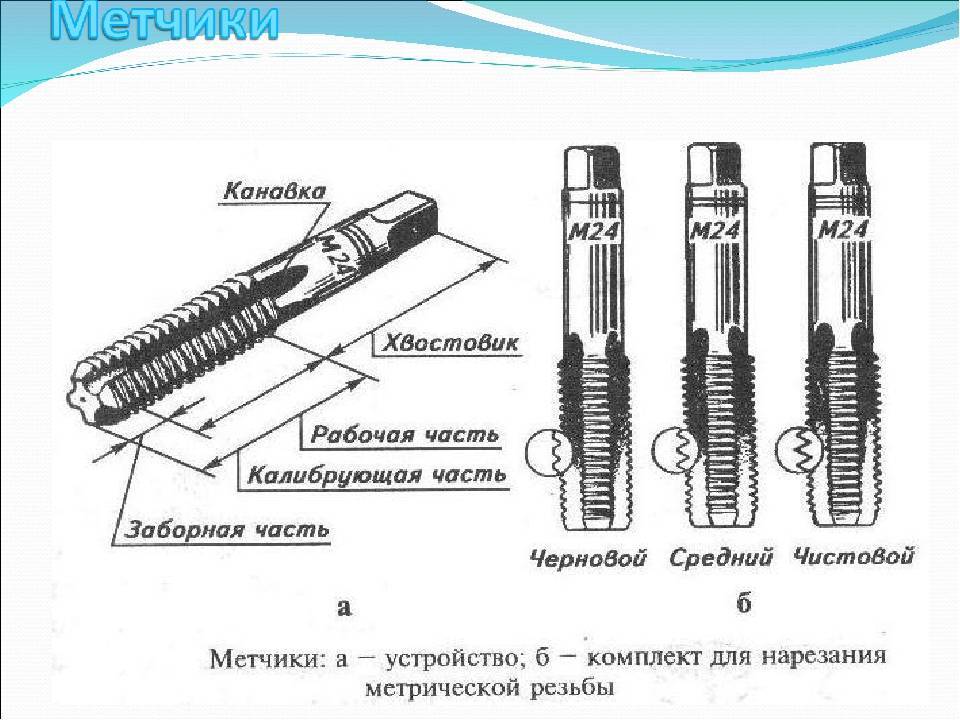
Для формирования внутренней резьбы необходимо использовать метчики. Они представляют собой цилиндр с наружной насечкой. Если необходима обработка небольших деталей, диаметром до 20 мм – можно использовать ручной вид метчика. Для больших размеров необходима механическая обработка с использованием станка.
Работа с метчиком
Лучше всего использовать полный комплект метчиков. Он включает в себя три детали, которые предназначены для чернового, промежуточного и окончательного формирования резьбовых отверстий. Если в домашнем наборе есть дрель — рекомендуется приобретать метчики с хвостовым креплением.
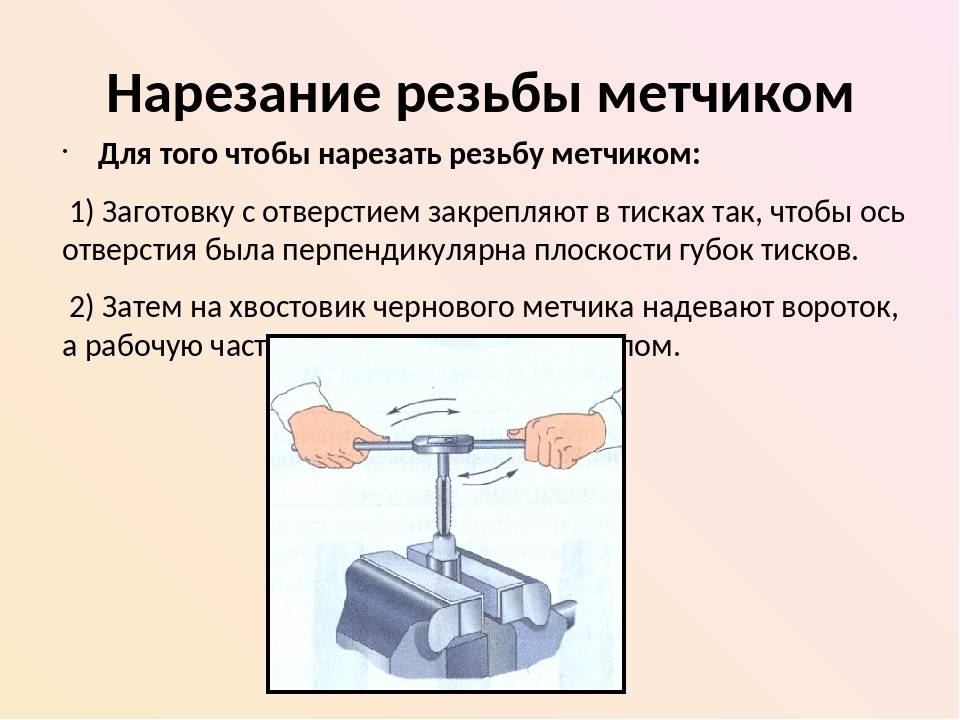
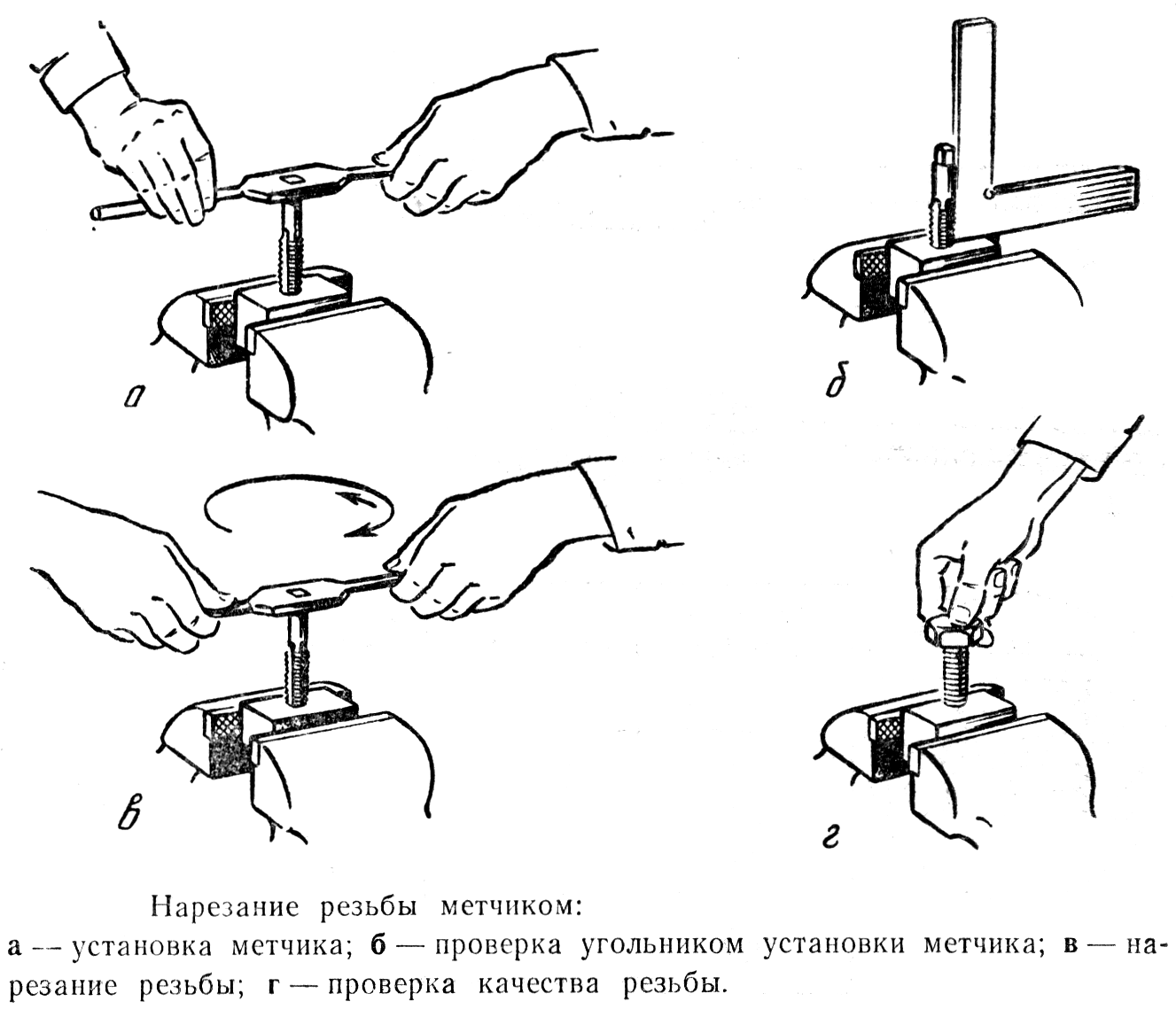
Заготовку следует зафиксировать. Если это крупногабаритная деталь – это можно сделать с помощью струбцин. Для небольших изделий используют тиски. Закрепив деталь, проверяется ее расположение относительно метчика. Ось последнего должна быть строго перпендикулярна плоскости заготовки. Первый проход будет делаться с большим усилием. Не нужно забывать, что для этого нужно использовать метчик для грубой обработки. Сформировав первичную резьбу, применяется метчик для промежуточной. И только после него можно приступать к окончательной обработке.
Для уменьшения трения специалисты используют солидол или аналогичное ему средство. Таким образом можно избежать механического повреждения детали. Сформировавшаяся резьба должна иметь одинаковую геометрию по всей протяженности. В противном случае возможна потеря прочности соединения.
Как нарезать внутреннюю резьбу?
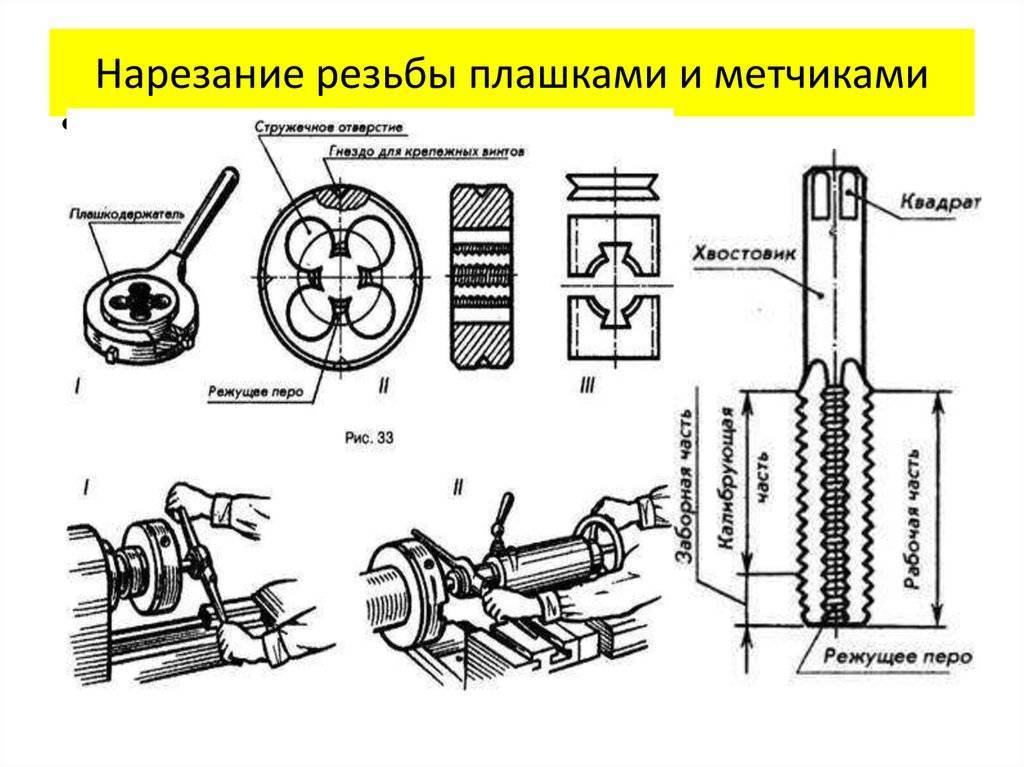
В некоторых случаях требуется внутренняя резьба, которая также может быть нарезана при применении ручного инструмента. Зачастую для подобной работы выбирается метчик, который состоит из трех основных частей:
- Заборной.
- Калибрующей.
- Хвостовой.
Заборная применяется непосредственно на момент резки, калибрующая направляет инструмент и обеспечивает его вертикальное положение. Хвостовая часть требуется для того, чтобы закреплять плашку в специальном держателе.
Внутреннюю резьбу можно образовать следующим образом:
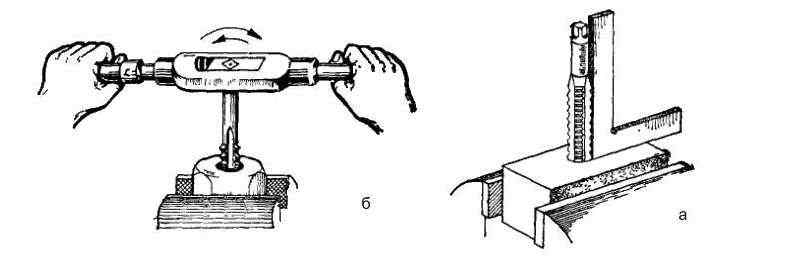
- Труба закрепляется в вертикальном положении.
- Метчик обрабатываемая заготовка смазываются.
- Приспособление размещают строго вертикально, после чего делается несколько вращений по часовой стрелке, и один против.

На момент работы следует время от времени добавлять масло. За счет этого обеспечивается плавный ход инструмента.
Как правильно нарезать резьбу плашками и метчиками – инструкция
Часто во время выполнения домашнего ремонта возникает необходимость сделать резьбу — наружную или внутреннюю. Чтобы не привлекать к этому специалистов, а выполнить самостоятельно – нужно приобрести специальный инструмент. Для нарезания плашками и метчиками не потребуется особых навыков или умений. Достаточно знать их виды и технические параметры.
Немного об особенностях инструмента
На первом этапе следует определиться с типом резьбы. Она разделяется на 2 основные вида: метрическая и дюймовая. Чаще всего используется первая с левым направлением. Чтобы не замерять расстояние между канавками, узнать тип можно по форме. Метрическая резьба в сечении представляет собой равносторонний треугольник, а дюймовая – равнобедренный.

Виды резьбы
В каких изделиях используется определенный тип резьбы? В крепежных изделиях используется метрический вид, а в водопроводах – дюймовый. Помимо этого нужно учитывать следующие факторы, влияющие на проведение процесса нарезания соединительных элементов.
- Если резьба предназначена для соединения с уже готовой деталью – ее геометрические размеры должны быть соответствующими.
- При изготовлении крепежных узлов полностью — рекомендовано использовать метрический тип.
- Диаметр заготовки должен отличаться от размера резьбы. Для наружной – в меньшую сторону, для внутренней – в большую.
Наружная
Плашка представляет собой гайку с внутренними прорезями и наружными фиксаторами для поворота инструмента. Она может быть различной формы — круглой, квадратной или шестиугольной. Если работа проводится в домашних условиях – понадобятся тиски для фиксации детали.

Плашкодержатель и плашки
Перед выполнением работы главное – правильно подобрать диаметр заготовки. Он должен быть на 0,2-0,3 мм меньше, чем размер будущей резьбы. Для метрической можно воспользоваться данными из таблицы.
Заготовку следует предварительно подготовить. Если ее сечение не представляет собой круг – нужно выполнить обточку. Затем на торцевой части снимается конусная фаска для наметки первого витка резьбы.



Далее нужно следовать точно по инструкции:
Закрепив заготовку в тисках, проверяется правильность ее расположения. Установка плашки в плашкодержатель. Ее поверхность должна находиться в одной плоскости с поверхностью торца заготовки. Первый виток выполняется с небольшим усилием
Важно выполнять повороты в правильном направлении. Дойдя до нижней границы – плашку нужно проворачивать в обратном направлении

Нарезание наружной резьбы
Одного такого прохода будет недостаточно для формирования резьбы с хорошей геометрией. Рекомендуется повторить процедуру 3-4 раза, пока плашка не будет свободно закручиваться на заготовку. Для проверки качества следует закрутить гайку соответствующего диаметра. Если будет наблюдаться усилие – можно обработать наружную часть заготовки наждачной бумагой мелкой зернистости.
Внутренняя
Для формирования внутренней резьбы необходимо использовать метчики. Они представляют собой цилиндр с наружной насечкой. Если необходима обработка небольших деталей, диаметром до 20 мм – можно использовать ручной вид метчика. Для больших размеров необходима механическая обработка с использованием станка.
Работа с метчиком
Лучше всего использовать полный комплект метчиков. Он включает в себя три детали, которые предназначены для чернового, промежуточного и окончательного формирования резьбовых отверстий. Если в домашнем наборе есть дрель — рекомендуется приобретать метчики с хвостовым креплением.
Заготовку следует зафиксировать. Если это крупногабаритная деталь – это можно сделать с помощью струбцин. Для небольших изделий используют тиски. Закрепив деталь, проверяется ее расположение относительно метчика. Ось последнего должна быть строго перпендикулярна плоскости заготовки. Первый проход будет делаться с большим усилием. Не нужно забывать, что для этого нужно использовать метчик для грубой обработки. Сформировав первичную резьбу, применяется метчик для промежуточной. И только после него можно приступать к окончательной обработке.
Для уменьшения трения специалисты используют солидол или аналогичное ему средство. Таким образом можно избежать механического повреждения детали. Сформировавшаяся резьба должна иметь одинаковую геометрию по всей протяженности. В противном случае возможна потеря прочности соединения.
Виды плашек для нарезания резьбы – технические характеристики и свойства плашек

Болтовое соединение можно по праву назвать самым распространенным видом крепежа. Но даже самая качественная резьба со временем приходит в негодность. Выходом из такой ситуации может быть обращение к слесарю или самостоятельное нарезание резьбы.
В обоих случаях для этого потребуется набор плашек или лерок – ручных инструментов для нарезания наружной резьбы. С их помощью можно быстро восстановить износившийся метиз или получить ответную деталь для уже имеющейся шпильки или болта.
Классификация плашек
В магазинах и мастерских можно найти достаточно много разновидностей плашек. Рассмотрим общую классификацию инструментов по конструктивному исполнению, типу формируемой резьбы и направлению витков.
Конструкция
Первым признаком, отличающим одну лерку от другой, является конструкция корпуса. В соответствии с этим выделяют:
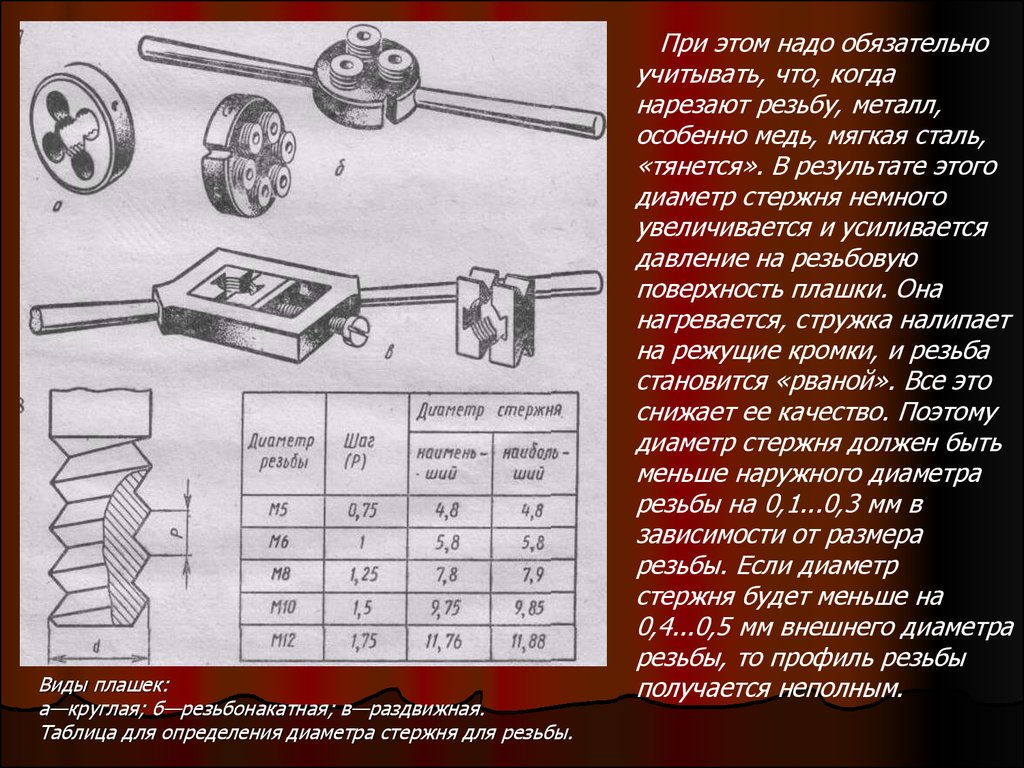
- Круглые плашки. Корпус представляет собой цельное кольцо, через которое проходит обрабатываемая заготовка. Благодаря высокой жесткости получается качественная резьба с хорошим профилем витков.
- Раздвижные плашки, состоящие из двух частей, предназначены для получения резьбовых поверхностей различного диаметра.
- Разрезные – разбег диаметров резьбы составляет 0,1-0,3 мм. Поэтому их целесообразно использовать для неточных резьб.
Направление резьбы
Резьба может быть правой (нитки нарезаны по часовой стрелке) или левой (против часовой). Так же различают и плашки:
- Правые. Используют для резьбонарезания на болтах, осях, винтах.
- Левые. Используются сравнительно реже в специфичных автомобильных элементах, вращательных механизмах и там, где правосторонняя нарезка раскрутится. На фото плашек можно увидеть маркировку латинские буквы «LH».
Профиль
По профилю различают метрические, трубные дюйм-плашки, трапецеидальные резьбонарезные инструменты. Каждая разновидность имеет свои особенности:
Метрические. Как следует из названия, нарезают метрическую резьбу. Обозначаются буквой «М», после которой идет цифра, указывающая на диаметр резьбы в миллиметрах. Стандартами предусмотрены размеры до 68 мм, каждому соответствует мелкий или крупный шаг. Размеры, примеры обозначения, правила приемки таких плашек по ГОСТ 9740.
Трубные цилиндрические. Визуально легко определить по букве «G» на корпусе. Резьба такого типа измеряется с помощью английской единицы – дюйм, составляющей 25,4 мм.
Так, обозначение G 1/2” значит, что перед нами лерка для трубной резьбы на полдюйма. Нашли широкое применения для патрубков отопительного оборудования и систем водоснабжения. Диапазон размеров от G 1/8” до G 2”.
Трапецеидальные. Сечение ниток представляет собой равностороннюю трапецию. Распространены в силовых парах, преобразующих вращение в поступательное перемещение. Самый простой пример – ходовой винт и гайка станочных и слесарных тисков.
Плашкодержатели
Чтобы нарезать резьбу, одной лерки недостаточно. Понадобится еще вспомогательное устройство для зажима и удержания корпуса плашки – плашкодержатель.
Одно приспособление рассчитано сразу на несколько типоразмеров – для мелких, средних и больших резьб. Плашка устанавливается внутрь держателя и фиксируется винтом.
Материал
Для изготовления применяют быстрорежущие стали Р6М5 и Р18. Они оптимальны по соотношению «цена-качество», имеют длительный период стойкости и хорошо справляются с бытовыми задачами и мелким ремонтом.
Для производственных условий больше подойдут инструменты с твердосплавными режущими кромками. С их помощью можно получить резьбу на высоколегированной стали.
Как нарезать резьбу плашками
Нарезание резьбы метчиками и плашками – дело не хитрое, если знать несколько нюансов.
Подберите из набора плашек тот типоразмер, который будет соответствовать диаметру, шагу, направлению и виду резьбы. Подготовьте деталь к нарезке. Сточите небольшую фаску (притупление) на торце напильником. Это необходимо для лучшего врезания инструмента. Для этой же цели можно смазать заходной участок маслом.
Вставьте плашку в держатель, закрепите винтом от проворачивания. Установите инструмент на деталь и выполните 2 оборота, второй рукой слегка нажимая на плашку.
После того, как кромки врезались в металл, выполняйте вращательно-поступательное движение (2-3 оборота вперед и пол-оборота назад) до конца резьбового участка.
Постоянно контролируйте положения плашкодержателя по отношению к детали. Он должен находиться перпендикулярно, без наклона. Проверить правильность нарезанной резьбы можно путем свинчивания с ответной деталью или с помощью резьбового калибра.
Классификация метчиков и их сфера применения
Для нарезания резьбы на протяжении достаточно длительного периода использовали токарные или сверлильные станки. Они предназначены для вращения заготовки или инструмента. Рабочим инструментом практически во всех случаях становится метчик.
Классификация подобного инструмента проводится по ряду различных признаков:
- По способу приведения во вращение выделяют машинные или машинно-ручные метчики. Особенностью машинно-ручной разновидности инструмента можно назвать наличие квадратного хвостовика, который подходит для державки с двумя ручками. За счет подобной державки можно повернуть инструмент и нарезать резьбу. Что касается машинной разновидности рассматриваемого инструмента, то он устанавливается в патроне различных станков, может иметь хвостовик самых различных форм и размеров.
- Выделяют универсальные и комплектные метчики — по признаку, связанному с особенностями применения. Универсальный вариант исполнения имеет рабочую часть, которая разделена на несколько участков. Они отличаются друг от друга геометрической формой, первый предназначен для черновой обработки, второй и последующий — для доведения поверхности до подходящего состояния. Комплектный вариант рассчитан на поэтапное использование нескольких метчиков. Как правило, комплект для нарезания резьбы в обычном металле представлен тремя инструментами, для обработки твердых сплавов — пятью.
- Проводится классификация метчиков по признаку того, какого типа отверстие обрабатывается: глухое или сквозное. Для работы со сквозными отверстиями используется инструмент с удлиненным конусным наконечником, который является продолжением рабочей части. Подобного рода форму зачастую имеют метчики универсального предназначения. Если нужно провести нарезание резьбы в глухом отверстии, то применяется инструмент, который имеет срезанный наконечник, напоминающий фрезу. За счет подобной формы можно проводить нарезание резьбы на всю длину отверстия.
- Инструмент для нарезания резьбы также классифицируется по виду рабочей поверхности. Примером можно назвать винтовые, прямые или укороченные канавки. В продаже можно встретить вариант исполнения, который также имеет и комбинированную поверхность. Подходит он для обработки металлов с низким показателем твердости. Для твердых сплавов применяется инструмент с режущими элементами, которые расположены в шахматном порядке.
 Как правило, при изготовлении инструмента применяется качественная инструментальная сталь. Она может выдерживать длительную эксплуатацию, при работе не нагреваться. Метчик высокого качества имеет строгую геометрическую форму, выглядит аккуратно. Применяется подобный инструмент зачастую для нарезания метрической резьбы, но есть варианты исполнения для получения дюймовой. Форма основания может быть цилиндрической или конической.
Как правило, при изготовлении инструмента применяется качественная инструментальная сталь. Она может выдерживать длительную эксплуатацию, при работе не нагреваться. Метчик высокого качества имеет строгую геометрическую форму, выглядит аккуратно. Применяется подобный инструмент зачастую для нарезания метрической резьбы, но есть варианты исполнения для получения дюймовой. Форма основания может быть цилиндрической или конической.
Нарезание резьбы
С самими инструментами разобрались, перейдем к вопросу о том, как пользоваться ими правильно.
С подобными задачами справится практически любой человек, однако в работе есть несколько деталей и нюансов, на которые следует обратить пристальное внимание. Стандартнее этапы работы мало чем отличаются друг от друга, и не имеет значения используете вы плашки или метчики. В любом случае необходимо:
В любом случае необходимо:
Стандартнее этапы работы мало чем отличаются друг от друга, и не имеет значения используете вы плашки или метчики. В любом случае необходимо:
- Подготовить и собрать инструмент.
- Смазать детали и рабочую область.
- Выполнить черновой проход.
- Проверить качество резьбы.
- Выполнить чистовой проход.
- Выполнить финишную проверку.
Есть и нюансы, на которые мы сейчас обратим внимание
Выполнение резьбы плашкой
Чаще всего набор плашек применяют, когда необходимо получить результат в виде трубной резьбы. По крайней мере, в гражданском строительстве.


Дальше ее надо зафиксировать. На этапе фиксации новички очень часто допускают серьезные ошибки. Плашку сложно зафиксировать в идеальном положении. При этом начать нарезку необходимо с применением давления, да еще и комбинируя его с вращательными действиями.
Как вы сами понимаете, тут необходим некоторый навык.
Существенно упростит работу монтаж детали в горизонтальные тиски, а также легкое обтачивание рабочего края. Обточку выполняют напильником.
Дальше работа пойдет легче. На обточенный край плашку фиксируют, проворачивая на несколько десятков градусов в обе стороны. Затем прижимают (работать легче, если деталь находится ниже уровня вашего пояса, тогда проще сконцентрировать давление от собственного тела) и вращают в рабочем направлении.
 Набор инструментов для нарезки резьбы
Набор инструментов для нарезки резьбы
Первые 2-3 оборота необходимо проделать с давлением сверху вниз, дальше плашка затягивается самостоятельно, а от вас требуется только вращать вороток.
Вращение выполняем поступательными движениями. Каждые несколько оборотов в рабочую сторону, чередуют с обратным вращением на 0,5-1 оборота, для лучшего обтачивания резьбы.
Таким образом, выполняет черновой проход. Чистовой проход у вас проблем вызвать не должен, так как деталь уже готова к обработке, а процесс там идентичный
Нюансы работы с метчиками
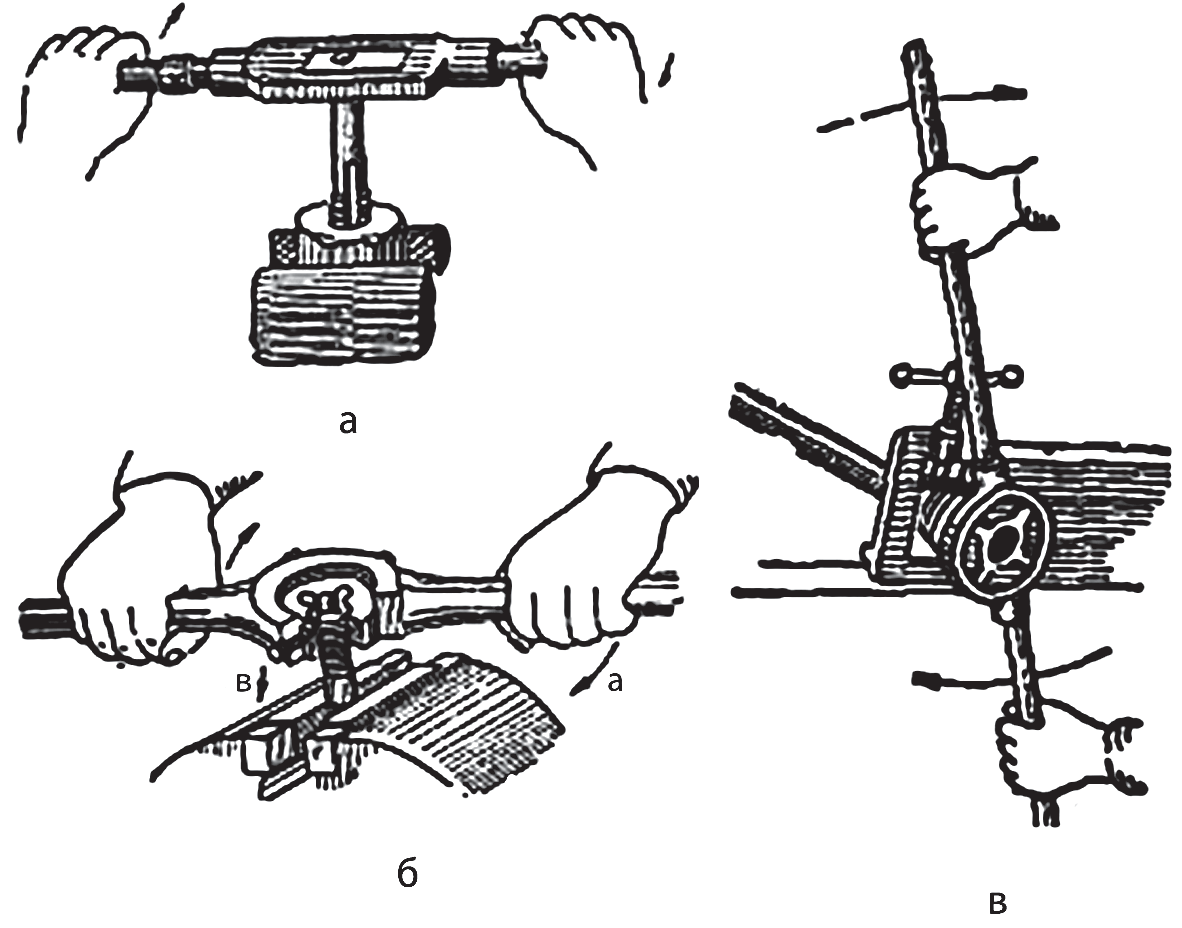
С метчиками работают по той же схеме. Набор инструментов также состоит из черновых и чистовых метчиков. Их точно также нужно фиксировать на держателе, только здесь уже используется не вороток, а своеобразные тиски, что идут в комплекте.
Основное отличие при нарезке резьбы этим инструментом – необходимость применять принудительное давление на протяжении всего времени.
В итоге процесс получается более трудоемким. Правильно будет время от времени удалять стружку из метчика самостоятельно. Без удаления она быстро сточит зубцы и повредит деталь. Желательно также охлаждать метчик.
За счет давления, вращения и взаимодействия со стружкой он быстро нагревается. Идеально для таких задач подходит промышленное масло.
Особенности резьбы
В общем случае нарезать резьбу – значит прорезать винтообразную канавку по поверхности, имеющей цилиндрическую или коническую форму. По расположению поверхности резьба подразделяется на наружную (винт, болт) и внутреннюю (гайка). По своему назначению резьба может быть крепежной или ходовой. Форма профиля может применяться треугольная, прямоугольная и трапецеидальная. Направление может быть левым или правым.
Крепежная резьба в основном выполняется треугольной и изготавливается на деталях крепления. Ходовая со сложным профилем и ручным способом нарезается крайне редко.
Классификация разновидностей резьбы.
К основным параметрам относится:
- наружный диаметр;
- шаг;
- угол подъема;
- угол профиля.
По своему виду наибольший интерес представляют метрическая, дюймовая и трубная резьба. Метрическая обладает треугольным профилем, как крепежная резьба цилиндрического типа с мелким и крупным шагом. Метрическая используется наиболее часто. Основной ее параметр – угол профиля резьбы, который должен быть равен 60º. Трубная имеет цилиндрическую форму и используется для соединения трубчатых деталей.
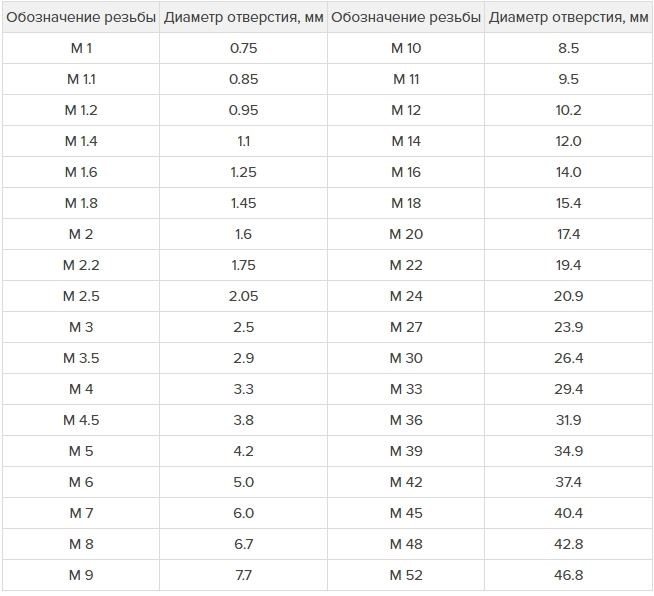
Как правильно нарезать метчиком внутреннюю резьбу – нарезка в металле, чем пользоваться – таблица
14Ноя
Обычно эту процедуру делают на заводе на специализированном оборудовании, но иногда приходится заниматься металлообработкой в домашних условиях. В статье расскажем, как и чем правильно нарезать внутреннюю резьбу в металле, а также поговорим об особенностях метчиков на 6, 8, 12 и 10 мм.
Как производится операция и в чем ее суть
Основная задача слесаря – создать отверстие в металлической толще с последующим образованием ложбинок изнутри. Их требуется сделать так, чтобы витки подходили к болту, шпильке или иному крепежу.
Резьбовой элемент может понадобиться в быту для максимально прочного соединения двух частей. Здесь необходимо добиться максимальной чистоты – чтобы не оставалось стружек, деформаций, сбитых нитей
Также очень важно следовать стандартам ГОСТ по размеру приспособления. Диаметр должен совпадать с винтом, который будет входить внутрь
Важность имеют многие параметры – тип материала, его плотность, а также состояние, например, температура, наличие коррозии. Сперва следует подготовить заготовку – убрать лишние загрязнения
Затем необходимо верно подобрать инструмент, только после этого приступать к металлообработке в два или три этапа – от черновой до финишной.
Имеют значение несколько параметров:
- диаметр отверстия;
- глубина нарезки;
- количество ниток (это заходы, самое распространенное – наличие трех полостей);
- шаг, то есть расстояние между двумя бороздами.
Чем нарезается внутренняя резьба – общая информация
Приспособление называется метчик. Он может быть двух разновидностей – ручным и машинным, в соответствии со способами нанесения борозд. Материал, который подвергается обработке, – это металл, но не только он. Также есть облегченные модели, они создают нарезку в пластике или дереве. Последний вариант нельзя назвать самым распространенным.
На заводах применяется механизированная техника – металлические сверла делают сквозные отверстия (или несквозную полость), после лезвия наносят несколько витков с заранее определенным шагом. Достоинство такой обработки – высокая точность.
Расчеты производятся с помощью компьютерных программ для автоматизированного проектирования, затем данные вводятся в модуль управления – вручную или с помощью ЧПУ. Второе преимущество – фактически невозможен перекос угла спирали, ошибки.
Инструмент напоминает по форме елочку из-за того, что рабочая поверхность – ребристое лезвие. Конструктивно изделие представляет собой довольно сложную конфигурацию из инструментальной стали.
Такой материал используется из-за его прочности и возможности обрабатывать большинство сплавов, даже чугун.
Не очень хорошо получается работать только с каленым металлом – он имеет внутренние напряжения, поэтому считается хрупким и может крошиться в процессе нарезки.
Особенности применяемой технологии
Провести рассматриваемую работу можно своими руками в бытовых условиях. Для этого нужно учесть нижеприведенные рекомендации:
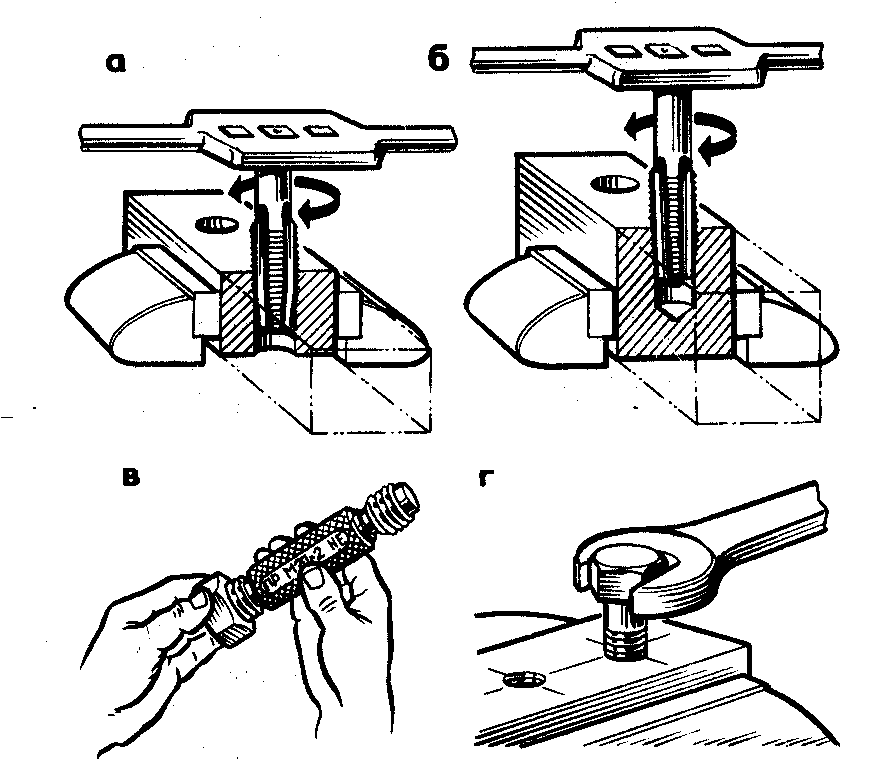
- Перед созданием отверстия рекомендуется сделать небольшое углубление, которое обеспечит правильный заход сверла. Для этого можно использовать керн. При сверлении по металлу рекомендуется выставлять на дрели низкие обороты, что позволит достигнуть высокого качества обработки. До начала сверления можно обработать режущую кромку специальным составом, за счет чего инструмент будет легче входить в металл.
- На момент создания отверстия дрель со сверлом должна располагаться строго перпендикулярно обрабатываемой поверхности. На момент использования метчика режущую кромку следует постоянно смазывать моторным маслом, а также следить за тем, чтобы инструмент был расположен строго параллельно оси созданного отверстия.
- Практически во всех случаях проводится снятие фаски на входе отверстия, размер которой составляет 0,5−1 мм. Для этого можно использовать зенковку или сверло большего диаметра.
- При применении набора метчиков нарезание резьбы нужно начинать с инструмента под № 1. Направление резьбы должно контролироваться строго в самом начале проведения работы, так как в дальнейшем изменить наклон применяемого инструмента будет практически невозможно.
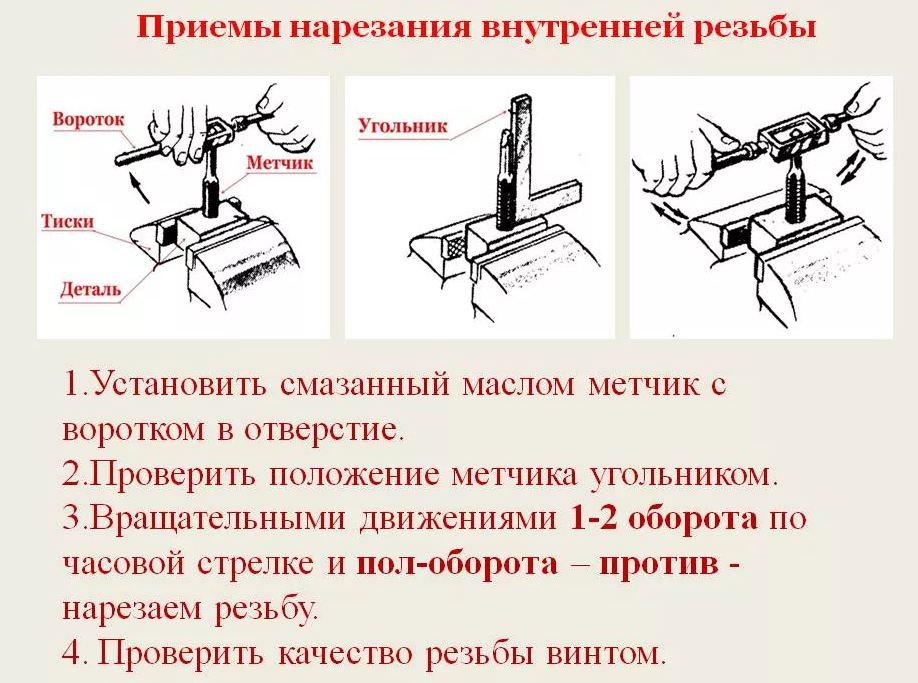
- Для получения качественных канавок рекомендуется делать два оборота по ходу резьбы и один в противоположную сторону. Обратный оборот делается для того, чтобы удалить с режущей кромки стружку, за счет чего ход становится более плавным.
- После применения инструмента № 1 устанавливается второй, после полного прохода — третий. Стоит учитывать, что при большом усилии рекомендуется сделать один или несколько оборотов в обратную сторону, за счет чего стружка удаляется с зоны резания.
Не рекомендуется прикладывать к рукоятке большую нагрузку за счет применения рычага или газового ключа. Не стоит забывать о том, что метчик может лопнуть из-за высокой нагрузки, тогда удалить оставшуюся внутри часть будет достаточно сложно. Во время работы мастер должен чувствовать то, как идет инструмент: легко или с большим усилием. Форма режущей кромки не позволяет проводить удаление стружки с рабочей части на момент вращения по ходу резьбы.
Металл для изготовления
Для различных видов плашек , метчиков, других металлорежущих инструментов используют углеродистые стали популярных марок У10А и У12А. Их закаливают до получения твердости HRC 60-62 единицы. Такой показатель делает их наиболее стойкими при резании металла и других твердых материалов.
Читать также: Закон ома при параллельном соединении резисторов
Намного лучшие показатели красностойкости у инструментальной стали с добавлением легирующих элементов:
Металлорежущие инструменты, изготовленные из подобного материала, например, плашка для нарезания резьбы или метчик протяжка, обладают более высокими режущими свойствами. Обрабатываемость намного лучше, чем у углеродистых сталей. Красностойкость с легирующими добавками также имеет отличные показатели.







Порядок нарезки внешней резьбы на водопроводной трубе
Водопроводные трубы есть практически в каждом жилом и коммерческом помещении. Последовательность действий при нарезании резьбы следующая:
- Подготовка. На подготовительном этапе главное удалить всю грязь и возможную ржавчину, а также убрать все дефекты. В противном случае могут возникнуть трудности с проведением работы.
- Установка заготовки. Труба должна быть расположена строго вертикально, иначе плашка может сместиться в сторону.
- Нарезание. На данном этапе нужно следить за строго вертикальным расположением используемого механизма, так как даже незначительное смещение может привести к существенным проблемам.
- Проверка качества. Данный этап предусматривает навинчивание гайки, за счет чего и проверяется чистота витков и точность их расположения.

При применении токарного станка провести создание витков можно за один продольный проход. Однако, токарно-винторезные станки не лучшим образом подходят для рассматриваемой задачи.
Что такое метчик?
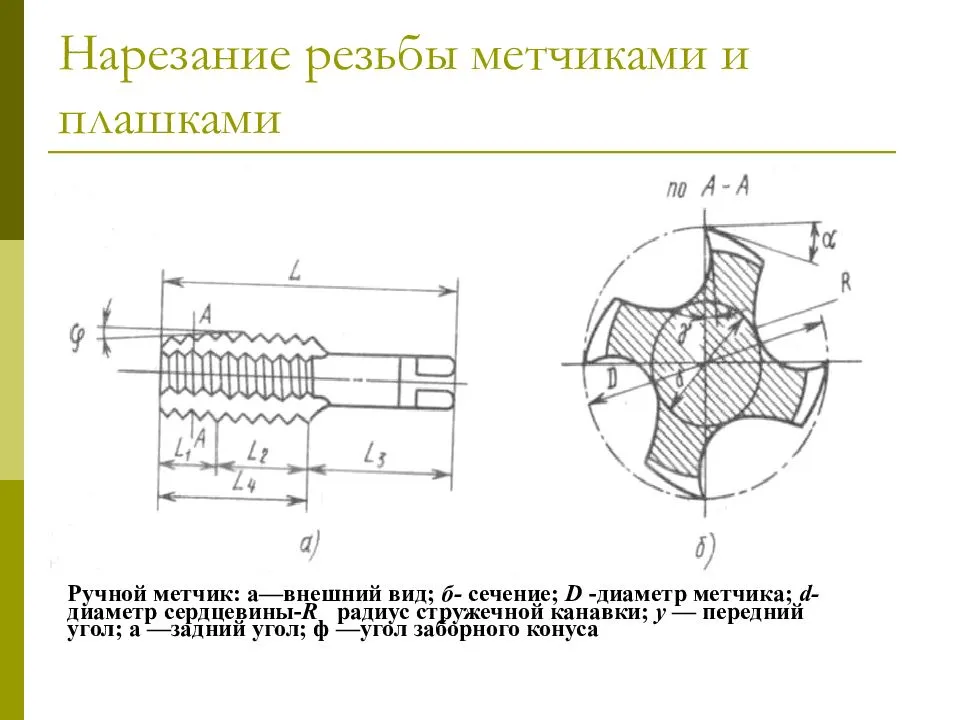
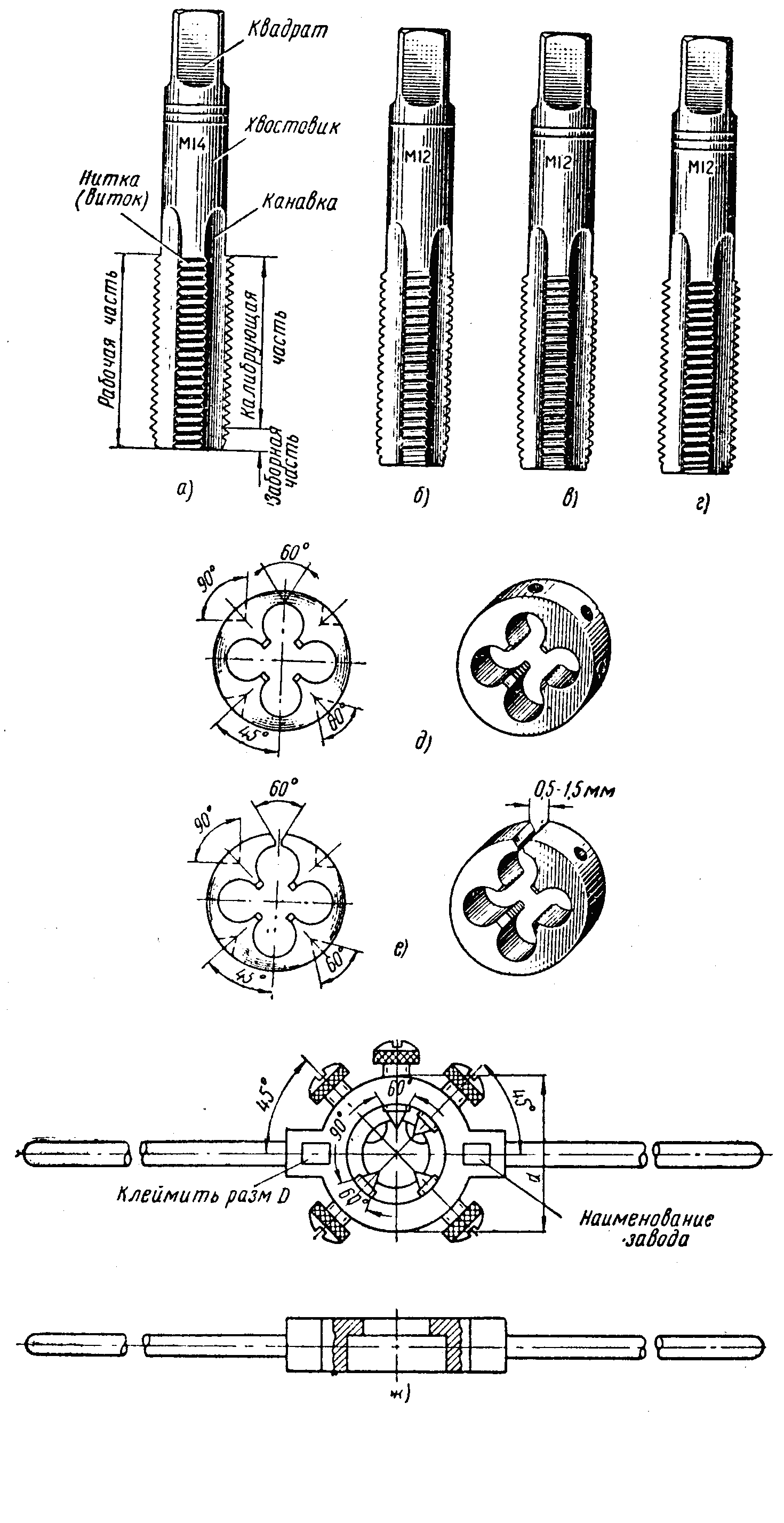
В общем случае метчик представляет собой стержень с режущими кромками, образованными прямыми или винтообразными прорезями. Его главное предназначение – создание внутренней резьбы. Метчик включает рабочую и хвостовую части. Рабочая часть, соответственно, содержит режущую и калибрующую зону. Рабочая часть выполнена, обычно, в виде продольных стружечных канавок (иногда – в виде винтовых канавок). Режущая зона имеет коническую форму, калибрующая зона – цилиндрическую. Хвостовик выполнен в виде цилиндра с квадратом на конце.
Чертеж метчика.
На режущей поверхности рабочей части выполнены зубья определенной формы, задающей параметры резьбы. Выделяются следующие параметры заточки зубьев: задний угол (6-10º), передний угол (для стали – 5-15º, для бронзы – 0-5º, для легких сплавов – 25-30º). Метчики производятся с разной точностью обработки их поверхности, что определяет класс точности при нарезании резьбы.
Метчики подразделяются по форме – цилиндрические и конические; по назначению – ручные, машинные и гаечные; по комплектности – одиночные и комплексные (набор из 3-4 штук для последовательного изготовления резьбы с повышенным шагом). Основным материалом для метчиков является сталь У10А и У23А.
Выбор метчика производится по следующим параметрам: шаг и глубина, диаметр отверстия для нарезания, тип отверстия (глухое, сквозное), класс точности. Кроме того, по обрабатываемому материалу метчики подразделяют на типы: для легких сплавов, для нержавеющих сталей, для углеродистой стали и чугуна.
Лерки для машинного формообразования резьбы
В отличие от ручного инструмента, плашки при получении резьбы на специализированных автоматах совершают возвратно-поступательно перемещение, в то время как заготовка – винтовое. Такие лерки подразделяются на подвижную, которая закрепляется в ползуне станка, и неподвижную, устанавливаемую на его столе.
Рабочая зона неподвижных лерок состоит из трёх основных частей:
- Заборной, при помощи которой выполняется захват стержневой заготовки;
- Профилирующей, где и осуществляется само накатывание резьбы;
- Калибрующей, на участке которой выполняется калибровка основных параметров резьбы и плавный выход изделия из зоны резьбообразования.
Такая конструкция исключает резкое колебание усилия, неизбежное ввиду особенностей работы оборудования: высокая производительность (до 400 оборотов в минуту) и наличие стадии холостого хода, когда ползун с плашкодержателем возвращается в исходное положение за следующей заготовкой.
Подвижная плашка обладает более простой конструкцией. Её приёмная часть по длине составляет примерно 30…35% от диаметра исходной заготовки, при этом подъём профиля до основного уровня профилирования происходит под углом 4…7 °, При этом длина подвижной лерки всегда больше: это исключает случайный захват накатанной заготовки при обратном ходе ползуна.
Машинными лерками можно нарезать не только обычные виды резьб, но и специальные профили, например, для головок пресс-маслёнок, а также резьбу под саморезы и шурупы. С этой целью на формообразующей части лерки выполняют специальный гребень, в канавках которого формируется необходимое заострение конца крепёжной детали.
С целью исключения трещин при продолжительной эксплуатации лерок для машинного формообразования резьбы их твёрдость должна быть несколько ниже, чем ручных – в пределах 56…58 HRC.
Машинные лерки изготавливаются обычно теми же компаниями, которые производят и само резьбонакатное оборудование. Котируются инструменты итальянского (от торговых марок Sima и Sacma) японского (Sakamura) и бельгийского производства (Malmedie). Имеющегося в продаже инструмента производства КНР и Тайваня лучше избегать: хотя его цена и намного ниже, но стабильность эксплуатационных характеристик и механических свойств вызывают большие сомнения.





