

Резьба по ОСТ-266
- Основные размеры резьбы ГОСТ 6357-81 (BSP) приведены в таблице ниже.
- Коментарий к таблице ниже.
- d — наружный диаметр наружной резьбы (трубы);
- D — наружный диаметр внутренней резьбы (муфты);
- D1 — внутренний диаметр внутренней резьбы;
- d1 — внутренний диаметр наружной резьбы;
- D2 — средний диаметр внутренней резьбы;
- d2 — средний диаметр наружной резьбы.
- При выборе размера трубной резьбы первый ряд следует предпочитать второму.
| Таблица 2 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Обозначение размера резьбы трубной цилиндрической (G), шаги и номинальные значения наружного, среднего и внутреннего диаметров резьбы (по ГОСТ 6357-81), размеры в мм, таблица : | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Достоинства и недостатки резьбовых соединений
Соединения, получаемые с ее помощью, пожалуй, самые распространенные среди разъемных. В отличие от прочих видов разъемных соединений они обладают следующими достоинствами:
- надежностью;
- простотой монтажа и демонтажа;
- низкой стоимостью, которая обусловлена унификацией и массовым изготовлением крепежных деталей. Для производства применяют как точение, так и накатку.
Это соответственно снижает прочностные параметры соединения. Довольно, часто, в узлах, где использована резьба, приходится применять дополнительные устройства для предотвращения самораскручивания. Разумеется, средства стопорения применяют исходя из назначения узла, например, колесо автомобиля.
Замер средней резьбы методом трех проволочек
Замер среднего диаметра с использованием проводов осуществляется значительно точнее, чем микрометром со вставками. Размер проволоки подбирается так, чтобы образующие провода касались винтовой поверхности в зоне собственно среднего диаметра d2. Наибольший диаметр проволоки для метрической резьбы равен dnp=0,577Р. Пересчет из размера М на размер среднего диаметра d2 для метрической резьбы вычисляют по формуле d2=M-1,438dnp (метод измерения является косвенным).
Провода для измерения среднего диаметра производит инструментальная промышленность, выпуская их комплектами из 3 шт. Номинальные размеры проводов зависят от шага и составляют от 0,101 до 3,464 мм. Допустимые отклонения диаметра проводов от номинального размера ±0,5 мкм. Отклонение формы находятся в пределах допуска размера проводов. Особенно строго контролируется огранки поверхности проволоки. Погрешность измерения среднего диаметра с использованием трех проводов невелика и составляет 1,5-2 мкм. Средний диаметр калибров-пробок рабочих и контрольных измеряется только с помощью трех проводов.
Изображение и обозначение резьбы на чертежах
Резьбовая поверхность представлена сложной формой, которая образуется при винтовом движении плоского контура. Подобное соединение сегодня применяется крайне часто. Именно поэтому были приняты определенные стандарты по их обозначению на чертеже. Для упрощения задачи по созданию проектной документации сложный профиль обозначается условно. Обозначение резьбы можно охарактеризовать следующим образом:
Зачастую при отображении разреза применяется тонкая линия, которая немного заходят на штриховку. Для обозначения подобного соединения на выносных размерных линиях указывается тип соединения (к примеру, «М» указывает на метрическую). Следующая цифра отображает диаметральный размер.
В некоторых случаях применяется условное обозначение резьбы, связанное с отображением профиля. Подобная выноска требуется для обозначения угла между отдельными витками.
При создании ответственных и высокоточных изделий указывается допуск размеров
Как правило, для этого отображается выносная полка или обычные размерные линии.
Шероховатость образующейся поверхности также имеет важное значение при создании качественных и ответственных крепежных элементов.
Изображение метрической резьбы
Изображение ходовой резьбы
Изображение крепежной резьбы
Изображение упорной и трапецеидальной резьб
Схематическое обозначение конической резьбы практически не отличается от метрической. В некоторых случаях витки изображаются в оригинальном виде. Однако, изобразить ее довольно сложно, поэтому чаще всего применяется условное обозначение.
Анализ основного механизированного инструмента

Резьбовые соединения составляют до 60-80% всех видов соединений, которые есть в конструкциях машин, тракторов, автомобилей, прицепов. Трудоемкость откручивания и закручивания винтов, болтов, гаек, шпилек и всех других деталей, имеющих нарезную поверхность, на специализированных ремонтных мастерских составляет 26-64% от общей трудоемкости разборочно-сборочных работ, а на СТО этот процент еще выше. Эта информация дает понять необходимость первоочередной механизации при работах с деталями, имеющими резьбу. При разборке механизированный инструмент способствует сохранению значительного количества крепежных деталей, пригодных для повторного использования, сокращает продолжительность выполнения операции в три-пять раз. Происходит увеличение производительности труда приблизительно на 15%. Механизированный инструмент целесообразно использовать при наличии на машине значительного количества крепежных деталей одинаковых размеров, а также, когда не требуется строго соблюдать установленное усилие. При выборе механизированного инструмента для осуществления разборочно-сборочных работ нужно заранее знать моменты затяжки резьбовых соединений. При повторном закручивании деталей эту величину необходимо увеличить на 10-15%. При откручивании заржавевших гаек и винтов крутящие моменты затяжки резьбовых соединений требуется увеличивать в 1,5-2 раза.
Механизированный инструмент (гайковерты, шпильковерты и т. д.) постоянно модернизируется. По типу двигателей он может быть электрическим, гидравлическим и пневматическим, а в зависимости от конструкции – ручным, подвесным, передвижным и стационарным.
Резьбовое соединение – основной способ стыковки двух конструктивных элементов между собой. В сантехнической и строительной практике резьбовые соединения применяются при монтаже трубопроводов, запорно-регулирующей арматуры и подключения к инженерным системам потребляющего оборудования.
В данной статье представлены резьбовые соединения. Мы рассмотрим их разновидности, составляющие части крепежа, способы определения размеров и конфигурации резьбы.
Инструментальный измерительный микроскоп
Применяются две модели инструментальных микроскопов: БМИ и ММИ. Обе они созданы согласно одной принципиальной схеме и имеют отличия друг от друга, прежде всего, в габаритных размерах, наборе принадлежностей и границах измерения. Приборы позволяют измерить все главные элементы профиля внешней резьбы, резьбовых калибров, метчиков, различных фрез и других инструментов. Путем измерения в полярных или прямоугольных координатах на микроскопах также проверяют усилие резьбового соединения, размеры и контур калибров и деталей сложной формы, фасонные резцы, фасонные фрезы, формовые детали штампов и пресс-форм, шаблоны и пр. Все измерения на микроскопе выполняются бесконтактным методом.
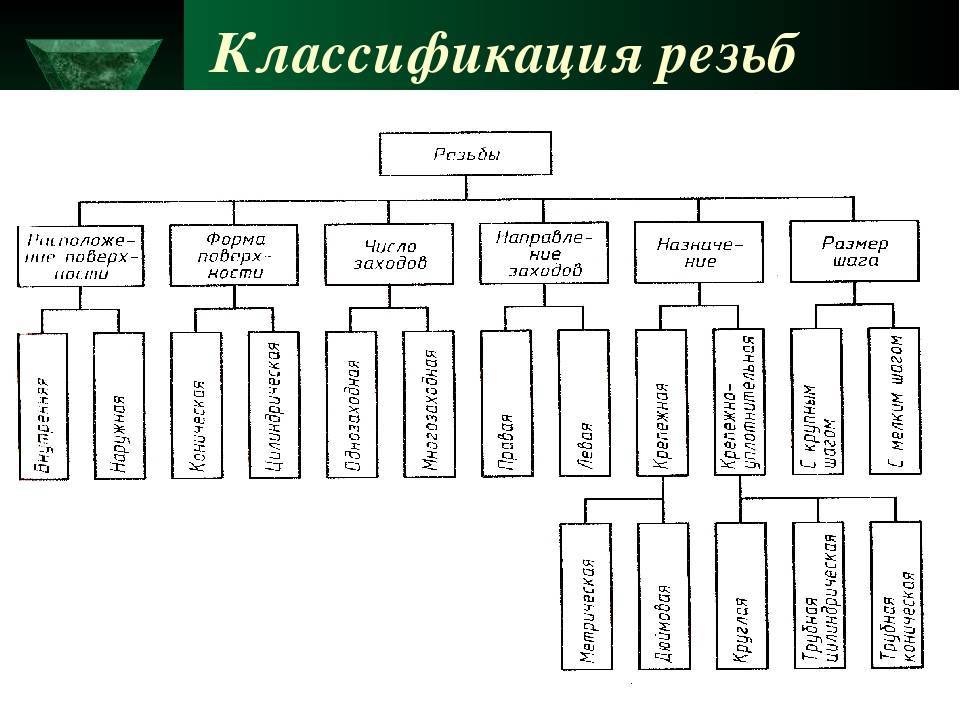
Трубная резьба различается по следующим параметрам:
- Система измерения диаметра: метрическая и дюймовая резьба
- Направление резьбы: правая, левая
- Расположение резьбы: наружная, внутренняя
- Число заходов: однозаходная, многозаходная
- Назначение: крепежная, крепежно-уплотнительная, ходовая, специальная и т.п.
Основными характеристиками резьбы на трубах являются:
- Внешний диаметр
- Внутренний диаметр
- Шаг – расстояние между соседними витками
- Ход — расстояние, на которое переместится крепеж в продольном направлении за один полный оборот. При однозаходной накатке ход равен шагу, при многозаходной — шагу, умноженному на число заходов.
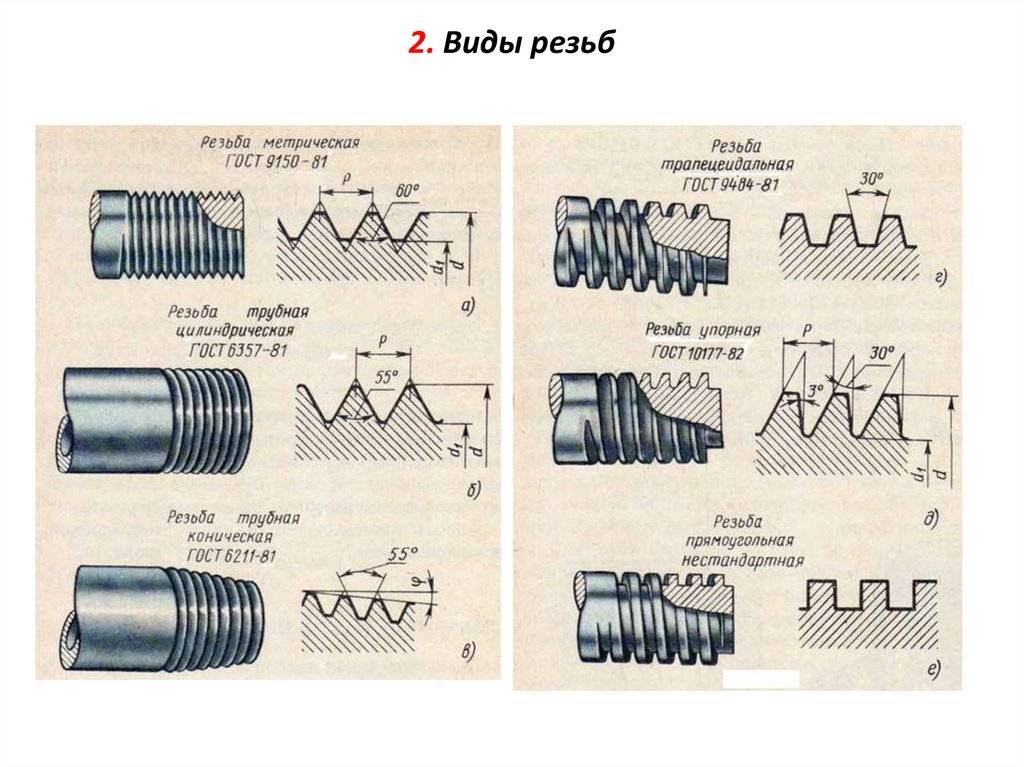
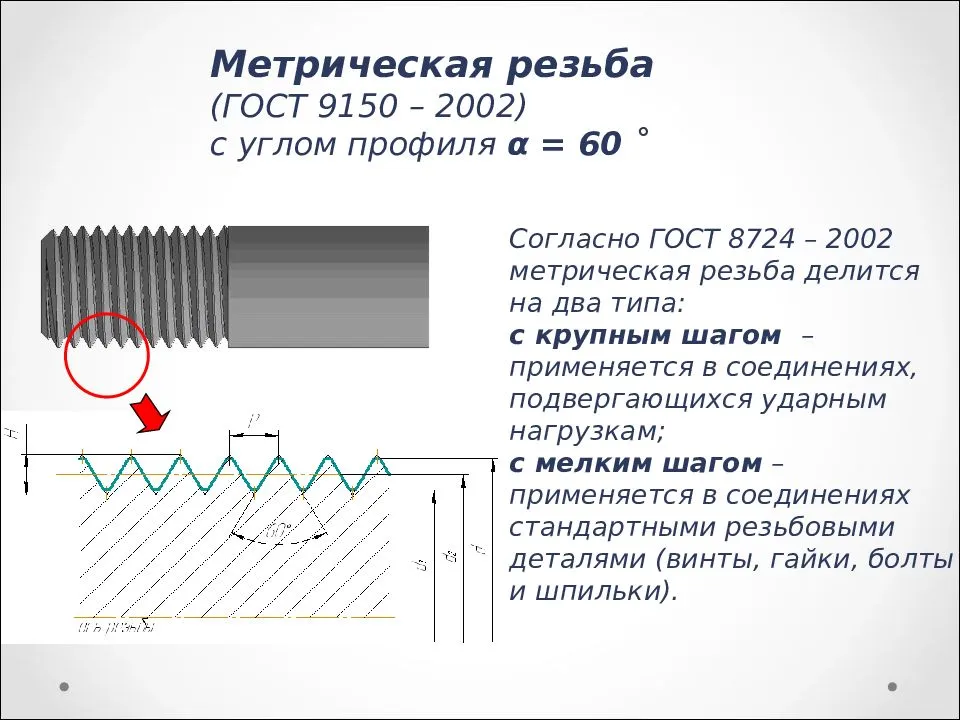
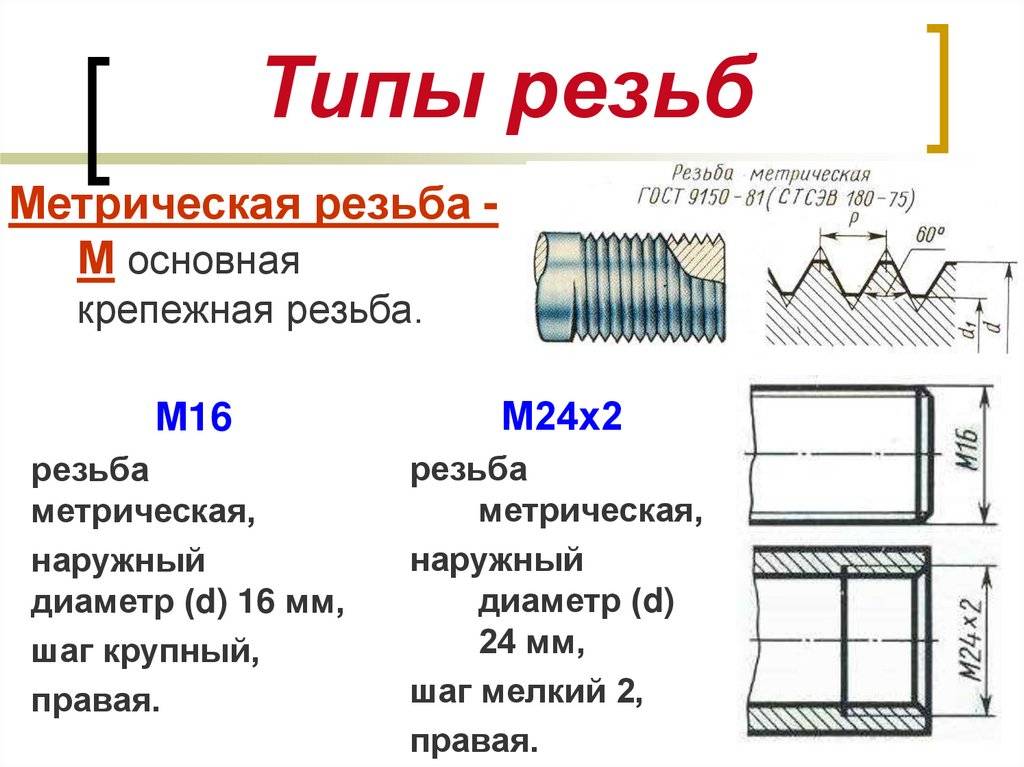
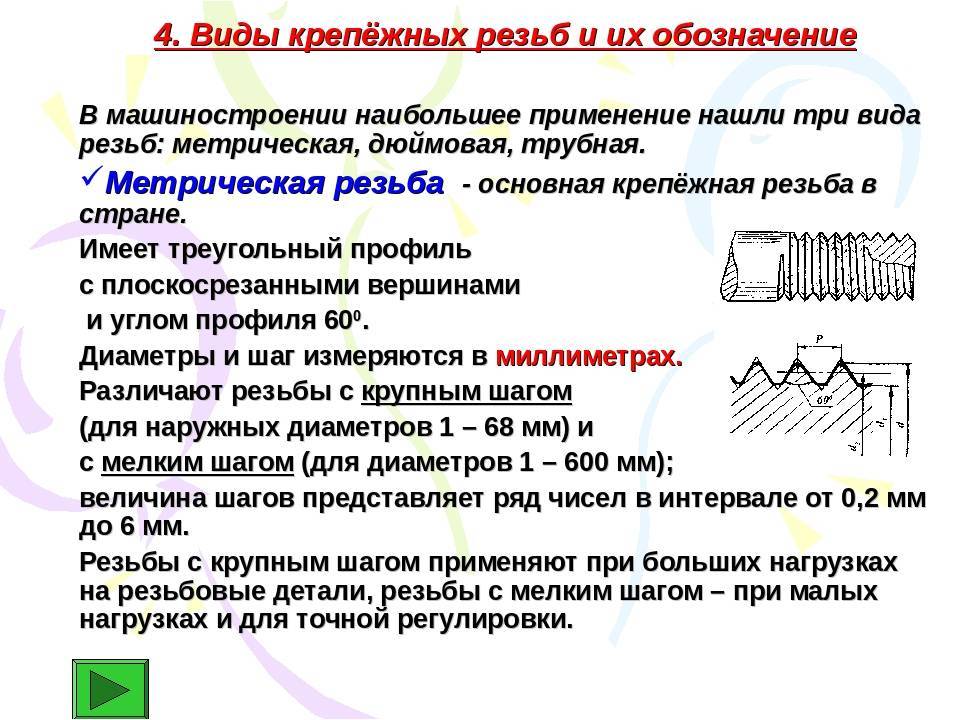
Метрическая резьба
Метрическая резьба характеризуется измерением основных параметров в миллиметрах, по ГОСТу ей соответствует маркировка «М». Широко применяется в диаметрах от 1 до 600 мм и шагом 0,25 до 6 мм. Профиль метрической резьбы представляет собой равносторонний треугольник с углом при вершине в 60° c теоретической высотой Н-0,866025404. Основные размеры метрической резьбы в настоящее время определяются по действующему ГОСТ 24705-2004, принятому Межгосударственным советом по стандартизации, метрологии и сертификации, а также национальными органами по стандартизации Российской Федерации, Азербайджана, Армении, Беларуси, Грузии, Казахстана, Кыргызстана, Молдовы, Таджикистана, Туркменистана, Узбекистана, Украины.

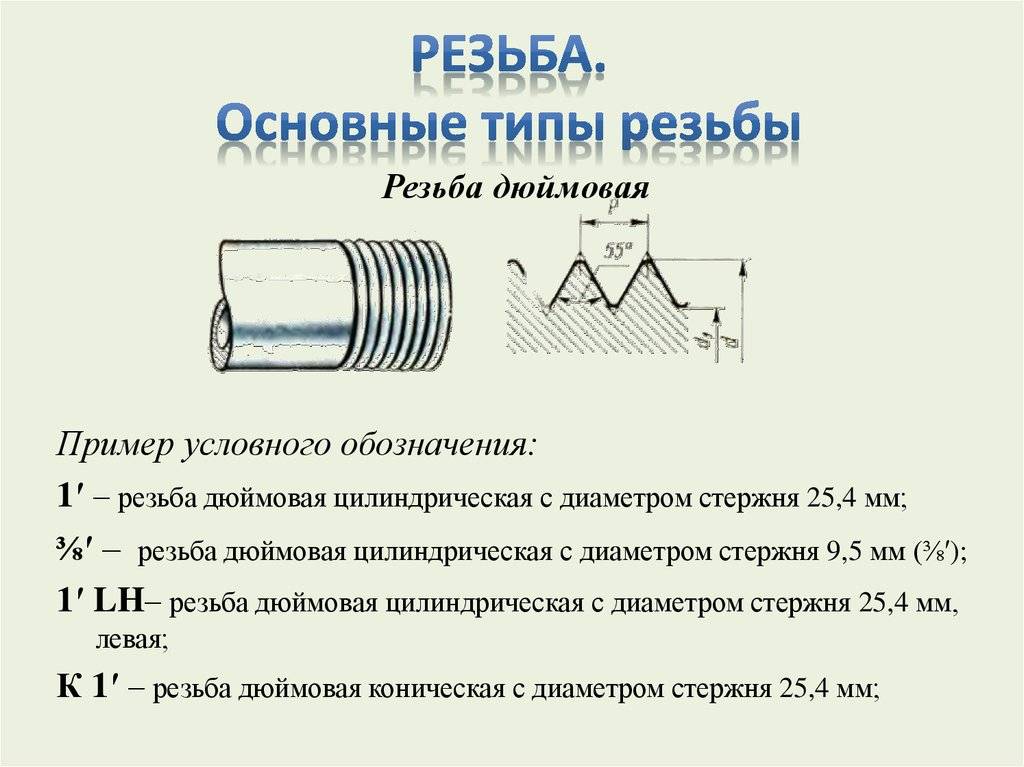
Дюймовая резьба
При дюймовой резьбе все параметры выражаются в дюймах, по ГОСТу обозначается «Тр». Дюймовая резьба основана на британском стандарте резьбы BSW (British Standart Whitworth), запатентованному английским инженером Уитвортом еще в 1841 году, и соответствует стандарту BSPT (British standart pipe thread). Один дюйм равен 2,54 см, а графическим символом дюйма является двойной штрих справа и сверху от числа (1″ = 1 дюйм). При дюймовой трубной резьбе размер обозначает внутренний диаметр трубы, а не наружный. Вариантов шагов — четыре: 28, 19, 14 и 11 ниток на дюйм. Дюймовые профили отличаются более острыми гребнями и впадинами с углами в 55° и теоретической высотой Н=0,960491, при этом вершины зубцов скруглены. Совместить метрическую и дюймовую резьбу в одном соединении невозможно, для этого необходим специальный переходник. Размер трубной дюймовой резьбы определяется по действующему ГОСТ 6357-81 «Основные нормы взаимозаменяемости» .
Резьба на чертеже по ГОСТу
Обозначение резьбы на чертеже должно соответствовать требованиям ГОСТ 2.311-68, который называется «Изображение резьбы». ГОСТ входит в единую систему конструкторской документации (ЕСКД), класс 2 в начале числового наименования данного ГОСТа означает, что документ относится к классификациям и обозначениям изделий в конструкторских документах. ГОСТ был введен в 1968 году и лишь единожды, в 1987 году, в него вносились изменения.
Этот документ содержит указания о том, как выполняется нанесение обозначения резьбы. Резьбовое соединение является разъемным, его характеризуют внутренняя и наружная линии диаметра. Размер чертежа должен соответствовать компоновке и обеспечивать читаемость.
Применение калибров
Пробки со вставками являются главным типом резьбовых пробок, имеют конусный хвостовик. Они изготавливаются диаметром от 1 до 50 мм. Уплотнение резьбовых соединений с внешним диаметром от 50 до 100 мм делают в виде насадок, фиксируемых на концах пластмассовой ручки винтами. Проверку внешней резьбы производят резьбовыми кольцами, изготовленными диаметром от 1 до 100 мм. Проходные кольца нарезаются по всей ширине кольца. Их внешняя поверхность накатывается. Непроходимые кольца обладают укороченной резьбой (оставляют только два три витка с укороченной резьбой). На них создают отличительную проточку посередине внешней накатанной цилиндрической поверхности кольца.

Резьба по ОСТ-266
- Основные размеры резьбы ГОСТ 6357-81 (BSP) приведены в таблице ниже.
- Коментарий к таблице ниже.
- d — наружный диаметр наружной резьбы (трубы);
- D — наружный диаметр внутренней резьбы (муфты);
- D1 — внутренний диаметр внутренней резьбы;
- d1 — внутренний диаметр наружной резьбы;
- D2 — средний диаметр внутренней резьбы;
- d2 — средний диаметр наружной резьбы.
- При выборе размера трубной резьбы первый ряд следует предпочитать второму.
| Таблица 2 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Обозначение размера резьбы трубной цилиндрической (G), шаги и номинальные значения наружного, среднего и внутреннего диаметров резьбы (по ГОСТ 6357-81), размеры в мм, таблица : | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Принципы обозначения
Для определения основных качеств следует разобраться с ее обозначением. Обозначение резьбы на чертежах несколько отличается от тех, которые применяются изготовителем при производстве изделий. Таблицы резьб позволяют только по обозначению определить основные характеристики. К особенностям маркировки можно отнести нижеприведенные моменты:
- Условное обозначение рассматриваемой резьбы G.
- Размер диаметра указывается после буквы. Примером обозначения назовем 1 ½.
- Символ L указывает на то, что витки левосторонние.
- Следующий символ H указывает на класс точности.
- Длина свинчивания представлена цифрами в конце маркировки.
Обозначение конической резьбы на чертеже предусматривает указание класса точности. Символ, обозначающий класс точности, может указываться в технической документации. Создание витков проводится при соблюдении одного из трех классов. Кроме этого, рядом с цифрой может указываться буква «А» и «В»: первая обозначает наружный показатель, вторая внутренний. Первому классу соответствуют самые грубые резьбы, третьему самые качественные.
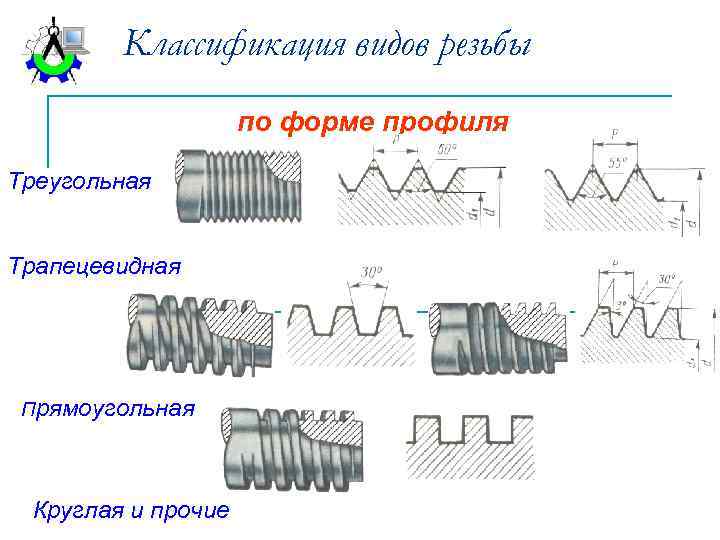
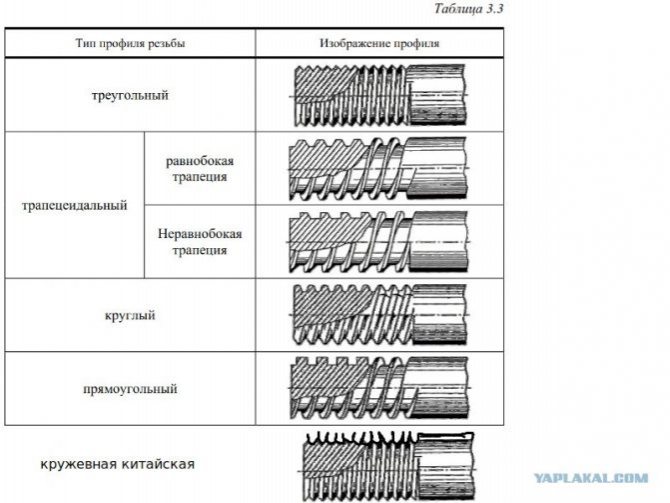
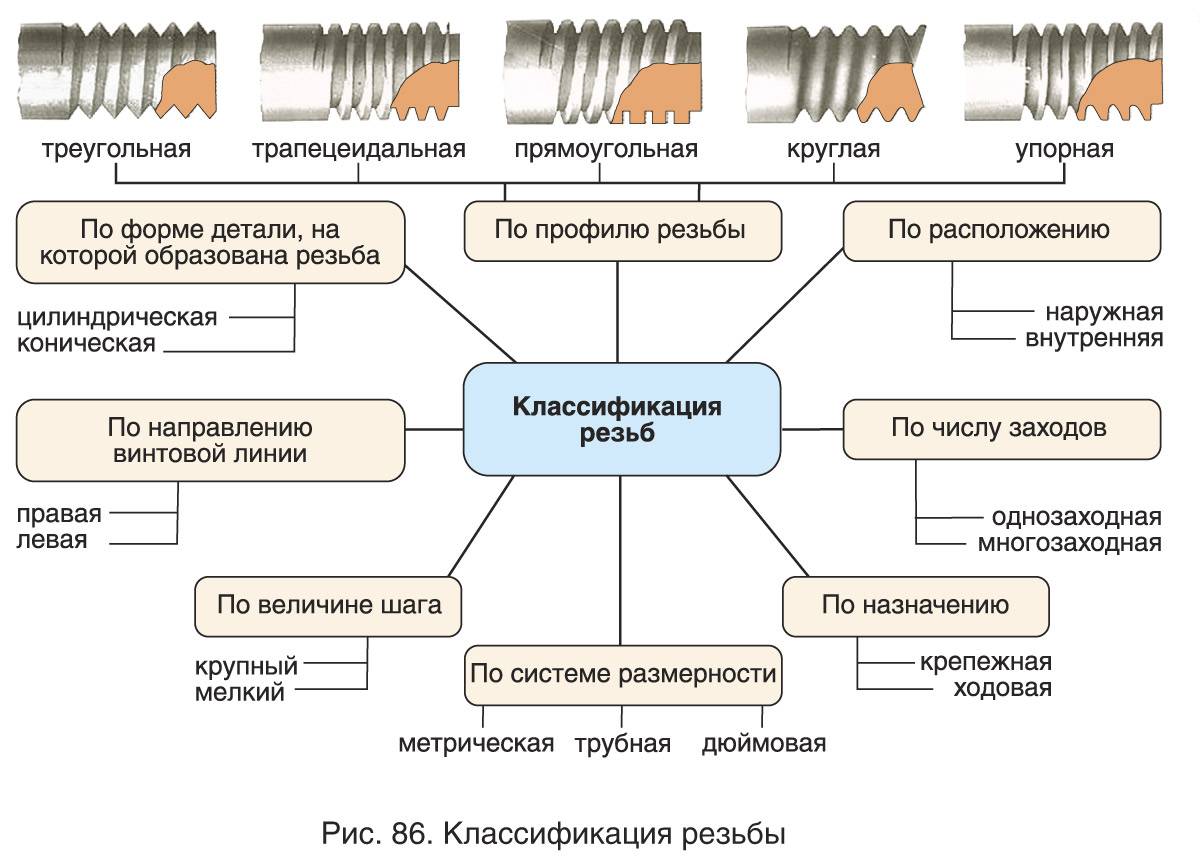
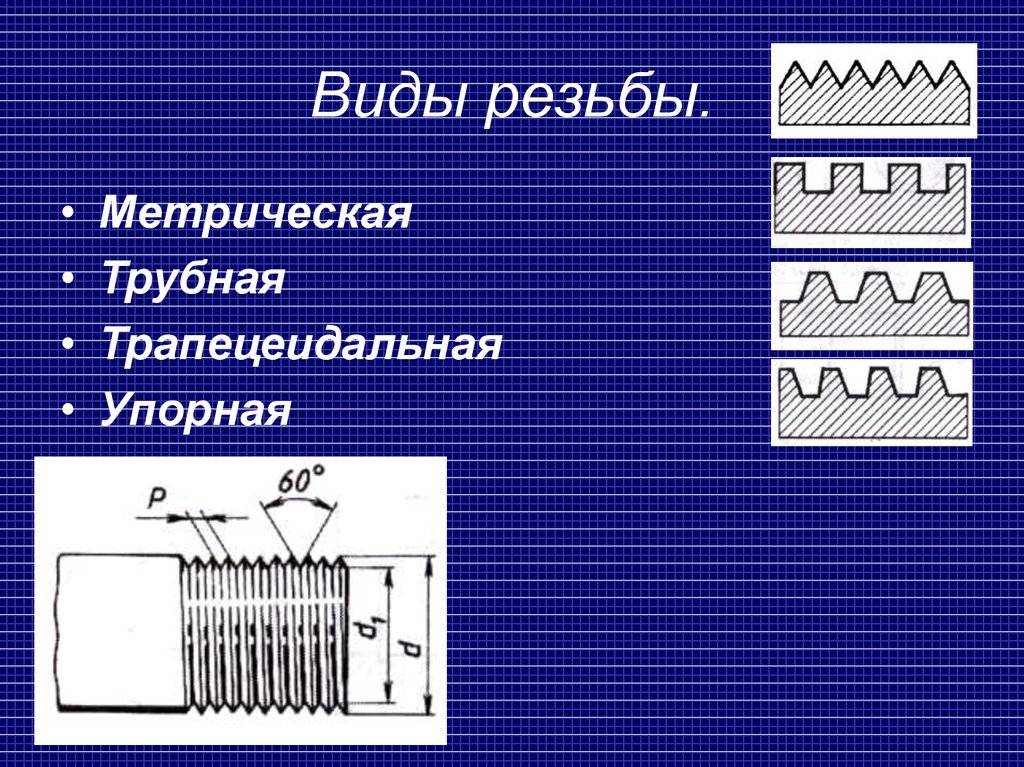
Виды метрических резьб
Под метрическими резьбами также понимают все виды с различными профилями, измеряемые миллиметрами. К ним относятся:
- резьба треугольная;
- трапециевидная;
- прямоугольная;
- круглая.
Кроме метрической системы измерения параметров используются:
- дюймовая;
- модульная, где модуль представляет собой отношение длины, выраженной в миллиметрах к числу π;
- питчевая, основная единица – питч – отношение числа π к длине, выраженной в дюймах.
Модульная резьба применятся для червячной передачи в машиностроении, как и питчевая. Дюймовая и метрическая – это крепежные типы резьб, но могут использоваться для передачи. По месту нахождения различают:
- внутреннюю;
- наружную.
Внутренняя резьба находится в отверстии, ее получают метчиком, специализированным инструментом, представляющим собой стержень с режущими кромками.  Наружная резьба выполняется резцом или плашкой на стержне. А также получают накатом на соответствующем оборудовании.
Наружная резьба выполняется резцом или плашкой на стержне. А также получают накатом на соответствующем оборудовании.  По форме поверхности может быть цилиндрической и конической. Резьба метрическая коническая используется для монтажа трубопроводов. Ее выполняют на поверхностях, где больший диаметр превышает малый в 16 раз. Диаметры варьируются от 6 до 60 мм. Также подразделяют по направлению витков на правую и левую. Для определения направление резьбы необходимо деталь расположить так, чтобы ее ось располагалась от наблюдателя. Тогда, правая резьба образуется окружностью, вращающейся слева направо с поступательным движением вдоль оси, а левая резьба, соответственно, против часовой стрелки. Виды по размеру шага бывают:
По форме поверхности может быть цилиндрической и конической. Резьба метрическая коническая используется для монтажа трубопроводов. Ее выполняют на поверхностях, где больший диаметр превышает малый в 16 раз. Диаметры варьируются от 6 до 60 мм. Также подразделяют по направлению витков на правую и левую. Для определения направление резьбы необходимо деталь расположить так, чтобы ее ось располагалась от наблюдателя. Тогда, правая резьба образуется окружностью, вращающейся слева направо с поступательным движением вдоль оси, а левая резьба, соответственно, против часовой стрелки. Виды по размеру шага бывают:
- крупная (с основным, крупным шагом);
- мелкая (с малым);
- специальная.
Крупный шаг считается нормальным, подойдет для любых материалов, в том числе и непрочных. Мелкий позволяет выдерживать большие нагрузки, но материалы должны быть определенных прочностных характеристик. Мелкий и специальный используют редко.  Место перехода от гладкой поверхности к винтовой называют заходом. По их количеству делят на: одно- и многозаходные. Последние подразделяют также по количеству заходов: двух-, трех- и многозаходные. Еще одна классификация – по применению. Они бывают:
Место перехода от гладкой поверхности к винтовой называют заходом. По их количеству делят на: одно- и многозаходные. Последние подразделяют также по количеству заходов: двух-, трех- и многозаходные. Еще одна классификация – по применению. Они бывают:
- крепежные и упорно-крепежные;
- кинематические или ходовые;
- специального назначения.
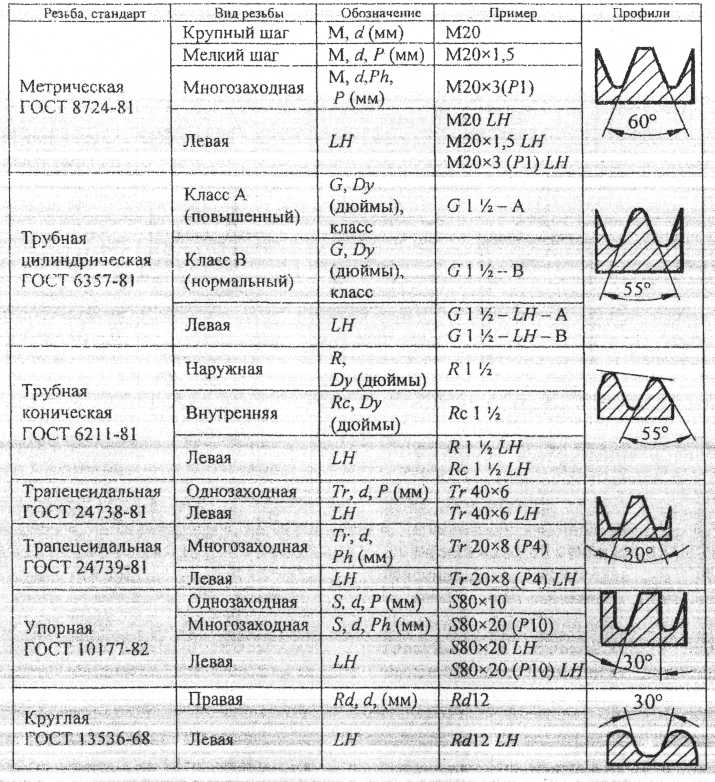
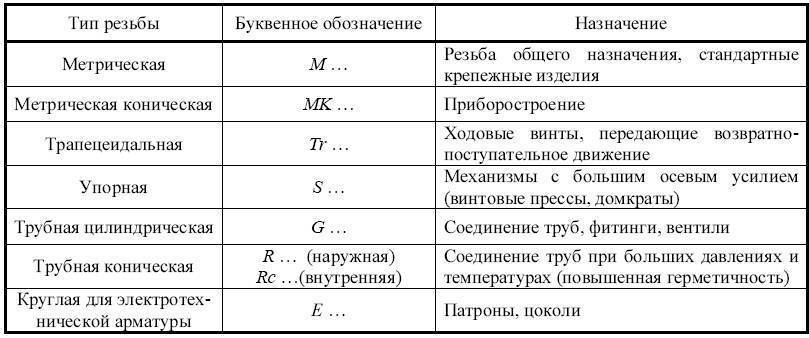
Ниже представлены основные виды резьб метрических и их буквенные обозначения:
- заглавная буква «М» символизирует метрический вид,
- если она выполнена на поверхности в виде конуса, то «МК»;
- для условий, где необходимы термостойкостью и прочность используют метрическую цилиндрическую «МJ»;
- по ISO – «EG-M»;
- трапецеидальная – «Tr»;
- упорная с углом наклона одной стороны 30º– «S»;
- упорная усиленная – «S45», где число – угол наклона одной из сторон.
Трапецеидальная резьба
Трапецеидальный профиль относят к ходовым. Отличительное свойство этого вида профиля заключается в том, что она самотормозящая. Это вызвано тем, что при перемещении гайки по стержню развивается большая сила трения. Такое свойство позволяет избежать дополнительного фиксирования гайки на валу. Трапецеидальный профиль используется для того, что бы преобразовать вращательное движение в трапецеидальное. Как пример, можно привести ходовой вал, устанавливаемый в токарных или шлифовальных станках. Кроме этого оборудования, он нашел свое применение в кузнечно-прессовом оборудовании, автомобильной и тракторной технике. Вообще узлы с трапецеидальным профилем используют для перемещения кареток на сборочных конвейерах, в литьевых машинах, робототехнике и пр. На практике применяют изделия с размерами от 8 до 640 мм. Шаг составляет от 1,5 до 12 мм. При внесении параметров на чертежах или документах применяют буквы Тр, затем указывают геометрические параметры. Требования к параметрам изложены в ГОСТ 24738-81.
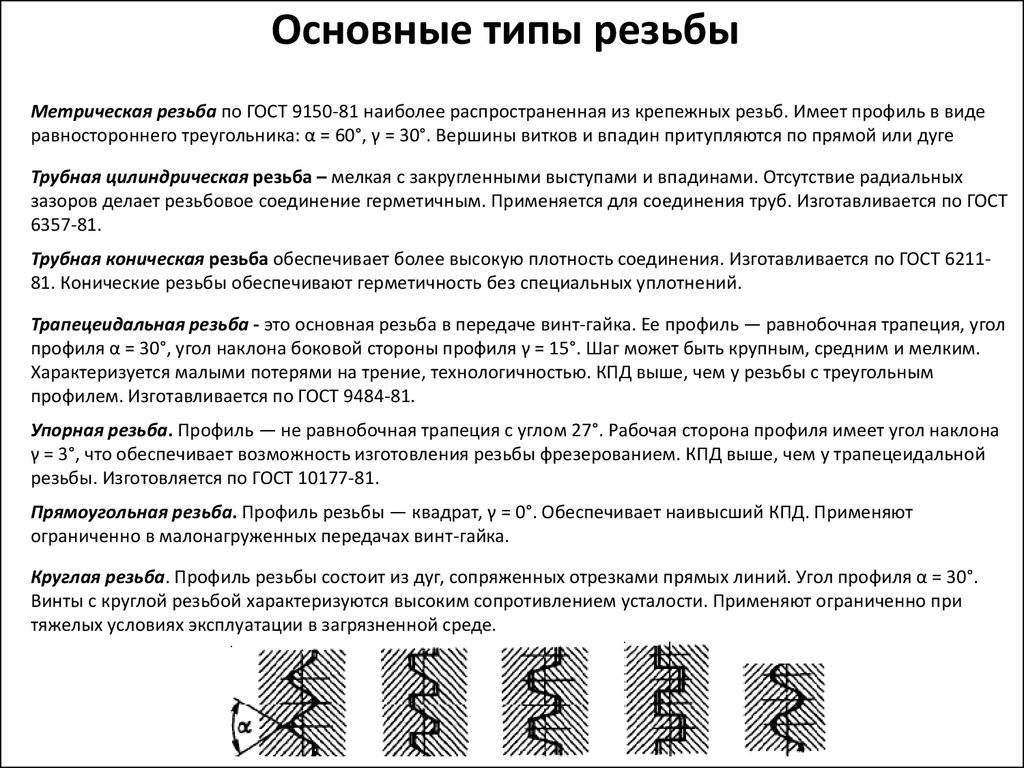
Профили и параметры резьбы
Наибольшее распространение получил метрический профиль. Для регламентирования основных параметров был принят ГОСТ 9150-81, который затем сменился ГОСТ 9150-2002 . Среди особенностей подобной поверхности можно отметить следующие моменты:
- Витки напоминают равносторонний треугольник, угол профиля 60 градусов. Наружные витки обладают несколько иным углом притупления витков и впадин Основными параметрами считаются номинальный диаметр и шаг расположения витков.
- Варианты исполнения с мелким шагом применяются в случае, когда нужно обеспечить высокую герметичность получаемого соединения.
- При обозначении применяется буква «М», после которой указывается диаметр. Допуски и другая информация отображается на чертеже только в случае, когда он используется для получения высокоточных и качественных изделий.
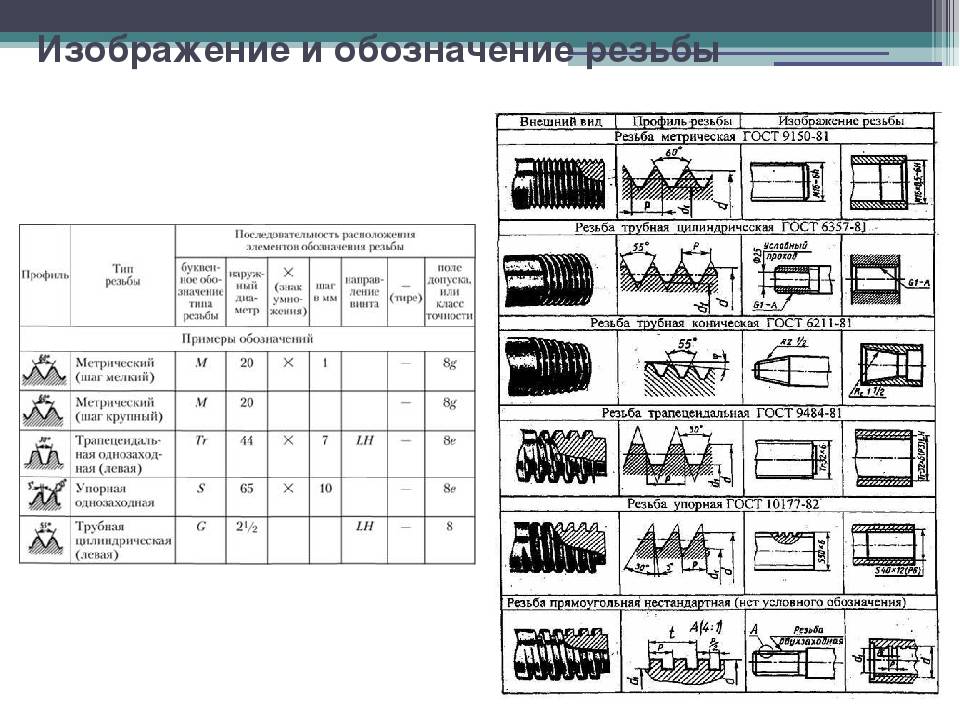
Профили резьбы
Профили и обозначения резьбы с примерами
Меньшее распространение получил дюймовый тип крепежных изделий. Сегодня на территории СНГ практически отсутствуют стандарты, регламентирующие основные параметры подобной поверхности. Дюймовые варианты исполнения, как правило, применяются при проведении ремонта. Особенность подобного варианта исполнения заключается в выражении основных размеров в дюймах.
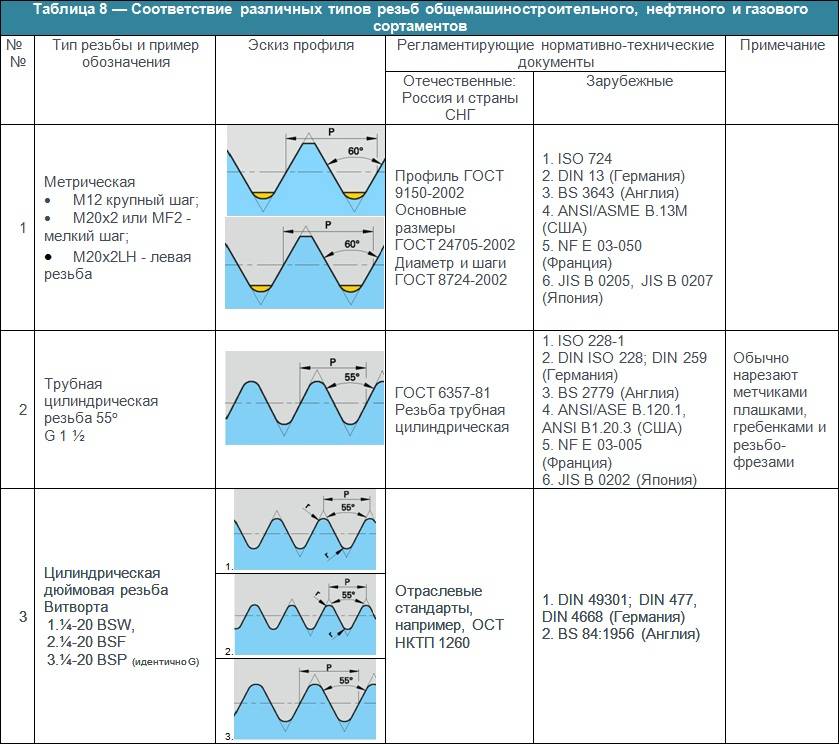
Трубная цилиндрическая резьба характеризуется профилем, который свойственен метрической. Поверхность образуется за счет треугольников с равными сторонами и углом при вершине 55 градусов. В качестве стандартов был принят ГОСТ 6367-81. Применяется она для соединения труб и тонкостенных цилиндрических изделий. Для конической был разработан собственный ГОСТ 6211-81, профиль в этом случае соответствует дюймовой. Трубные варианты исполнения встречаются сегодня крайне часто. Процесс их нарезания был существенно упрощен за счет появления специальных инструментов и оборудования.
Трубная цилиндрическая резьба
Встречается крепежный элемент в виде трапеции. В этом случае профиль напоминает равнобокую трапецию, угол между отдельными сторонами составляет 30 градусов. Применяется подобная форма в случае, если заготовка имеет диаметр от 10 до 640 мм. Обозначения и многие другие моменты указываются в ГОСТ 9481-81. Область применения – передача вращения.


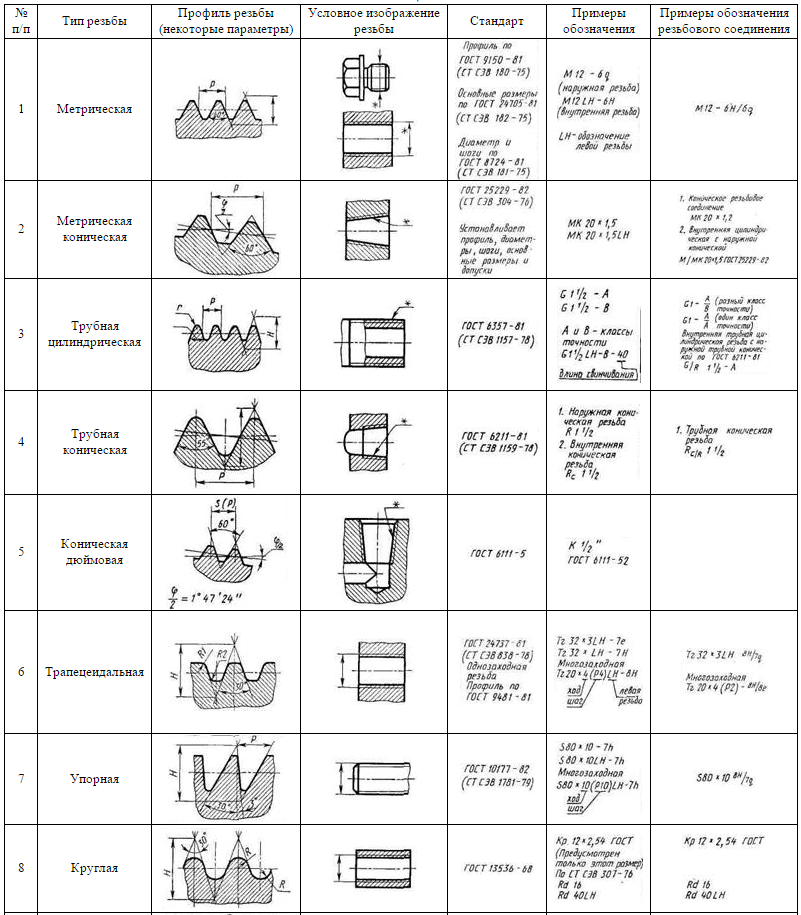

Упорная стандартизирована ГОСТ 24737-81. Форма в этом случае напоминает неравнобокую трапецию, одна из сторон накланяется на угол 3 градуса. Область применения – передача одностороннего усилия, которое оказывает воздействие в осевом направлении
Параметры резьбы
В нормативной документации можно встретить все распространенные обозначения и размеры, требующиеся для определения размеров и других качеств резьбовой поверхности.
Трубная цилиндрическая, трубная коническая и коническая дюймовая
Трубная цилиндрическая резьба нашла свое применение при сооружении трубопроводов. Производители выпускают изделия, на которых наносят резьбу от 1/16 до 6 дюймов. При этом, на один дюйм может быть нанесено до 28 до 11 ниток резьбы.
Трубная коническая резьба
Она этого вида применяется как крепежно-уплотняющая. Требования к ней определены в ГОСТ 6211-81. В этом документе говорится о том, что профиль должен соответствовать дюймовому профилю. Ее изготавливают на конусе с углом 1:16.
В основании лежит угол в 55⁰. Она обеспечивает герметичность соединения без применения, каких либо дополнительных приспособлений (шайб, герметиков и пр.). Использование этого вида соединения резко снижает время на сборку/разборку соединения. Ее можно встретить в системах подачи масла, топлива, пара и пр.
Дюймовая коническая резьба
Ее чаще все применяют для соединения элементов, входящих в топливные, масляные и другие трубопроводы. Еще не так давно, она была стандартизирована на основании дюймовой системы мер. В основании лежит треугольник с углом в 60 ⁰. Но, в последние годы, на практике стали чаще использовать конический профиль изготовленный на основании метрической системы мер.
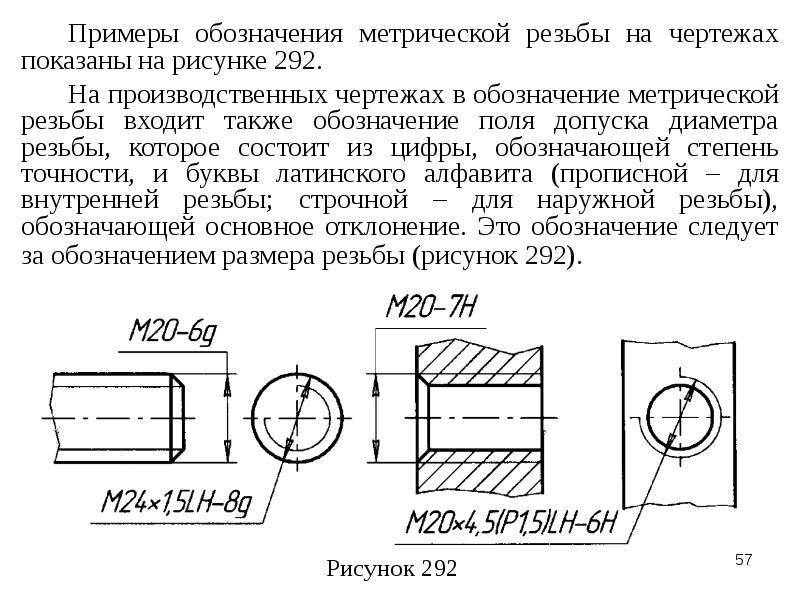
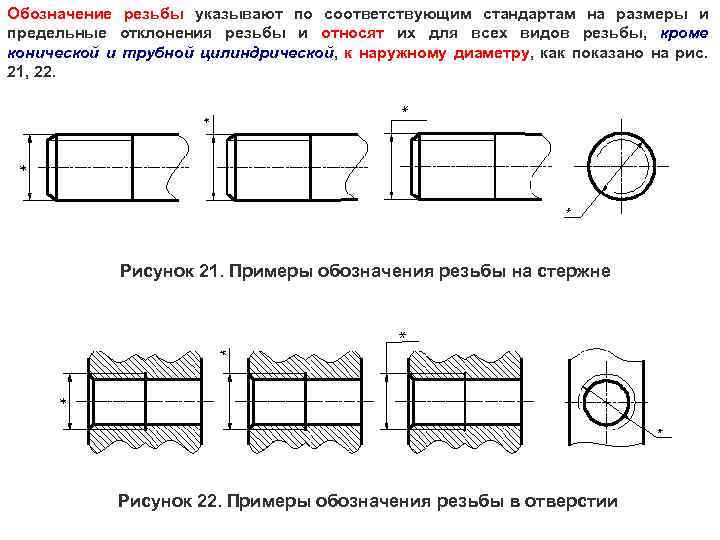
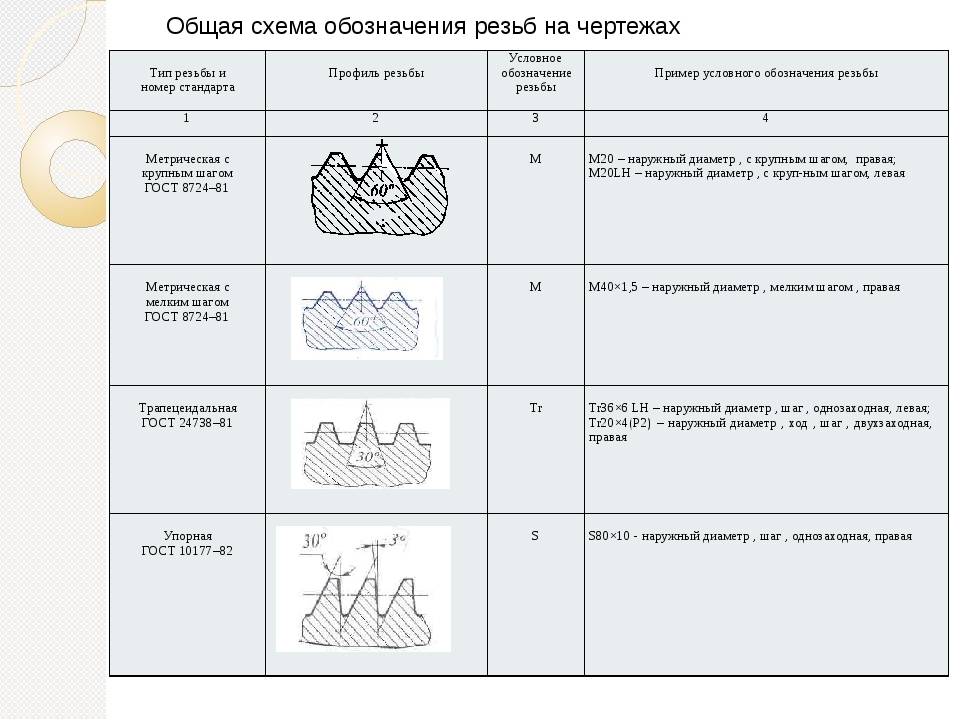
Обозначение резьбовых соединений на чертежах
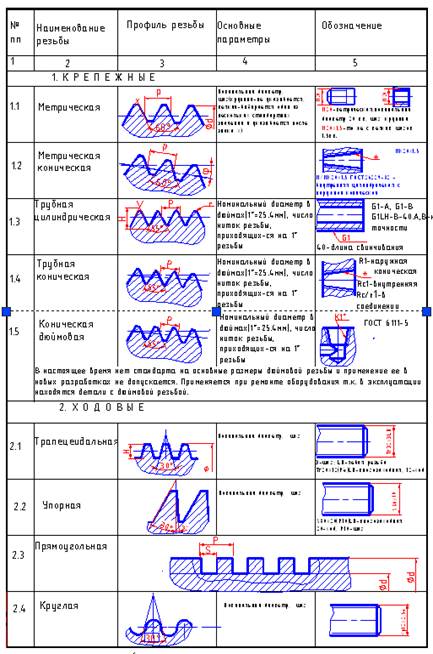
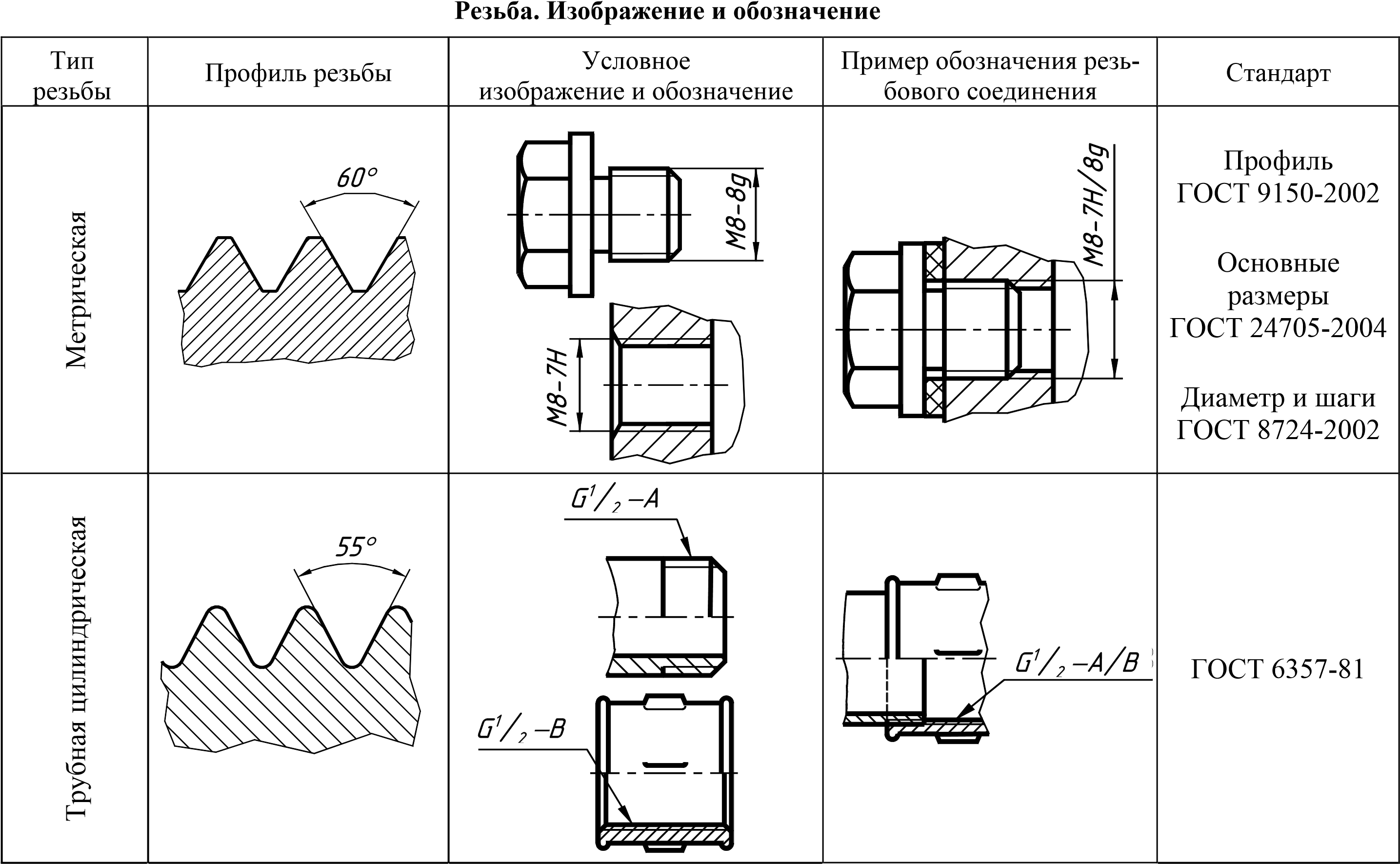
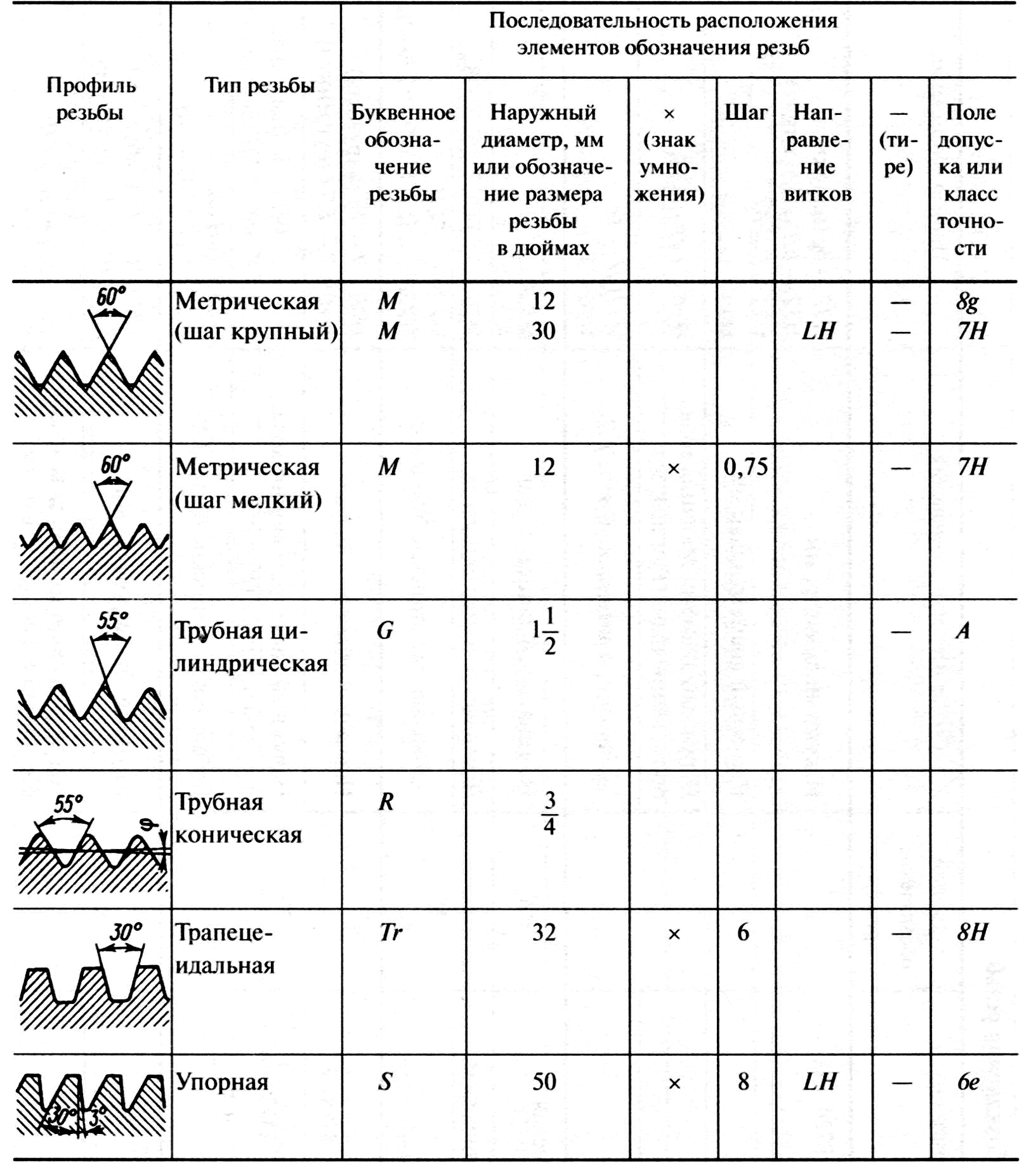
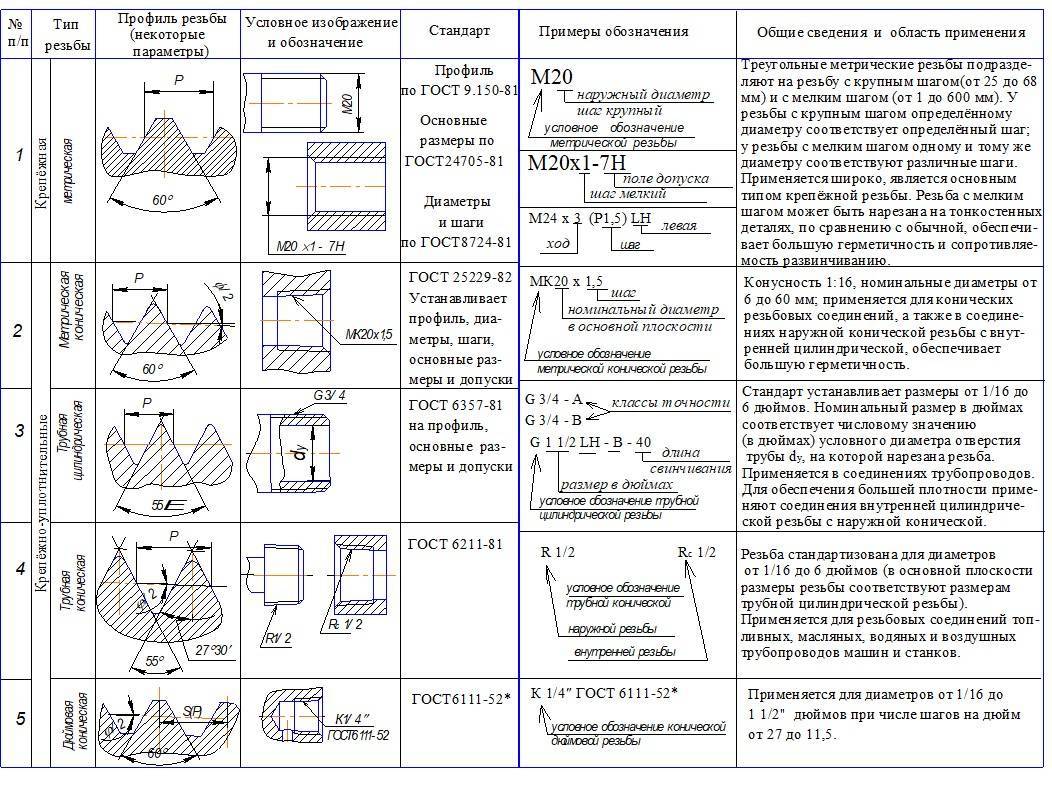
При обозначении соединений на чертежах всех сфер строительства, промышленности и машиностроения, согласно ГОСТ 2311—68, за условность принято, когда линии в виде винта заменяют двумя линиями — сплошной тонкой и сплошной основной. При этом рисунок внутренней и внешней резьбы имеет такие особенности:
- Внутренние резьбовые соединения чертеж представляет главными сплошными тонкими линиями по внешнему диаметру и непрерывными линиями по внутреннему. Нарезка, отображаемая как невидимая, показывается штриховыми тонкими линиями одной и той же толщины по внутреннему и внешнему диаметрам.
- Наружные резьбовые соединения чертеж изображает основными непрерывными линиями по внешнему диаметру и непрерывными тонкими — по внутреннему. Обозначение резьбы показывает вид резьбы, номинальный диаметр, шаг (если она с мелким шагом), направление рези (если левая), поля допусков (табл).
Таблица резьбовых соединений приведена ниже.
Тип резьбы и номер стандарта (ГОСТ или СТ СЕВ)
Условное обозначение типа резьбы
Указанные на чертеже размеры
Примеры обозначения резьбы
Метрическая с большим шагом, ГОСТ 8724-81 (СТ СЕВ 181-75)
М
Внешний диаметр, мм
М10-6Н; М36-7М; М10LH-6H
Метрическая с малым шагом, ГОСТ 8724-81 (СТ СЕВ 181-75)
М
Внешний диаметр и шаг, мм
M64*2-7H
Метрическая для диаметров меньше 1 мм (часовая), ГОСТ 900-73
М
Внешний диаметр, мм
M0,6
Трапециевидная, ГОСТ 24738-81 (СТ СЕВ 1181-79)
Tr
Внешний диаметр и шаг, мм, и номер ГОСТа
Tr36*6-6H, ГОСТ 25738-81
Упорная, ГОСТ 10177-82 (СТ СЕВ 1181-79)
S
Внешний диаметр и шаг, мм
S80*16-4H
(СТ СЕВ 1157-78)
G
Условное обозначение диаметра резьбы в дюймах
G21/2-A
Трубная коническая, ГОСТ 6211-69
R
Условное обозначение диаметра резьбы в дюймах и номер ГОСТа
R3/4, ГОСТ 6211-81 (внешний)
R3/4, ГОСТ 6211-81 (внутренний)
Конечная дюймовая с углом профиля 60″, ГОСТ 6111-52
K
Обозначение диаметра резьбы в дюймах и номер ГОСТа
K3/4″, ГОСТ 6111-52
Основные параметры резьбовых соединений

Главными параметрами являются:
- d (D) – внешний диаметр, резьба по которому обозначается условно;
- d1 (D1) – внутренний диаметр винта (гайки);
- d2 (D2) – средний диаметр, то есть диаметр представляемого соосного с резьбой цилиндра;
- P-шаг, соответствует расстоянию между соседними одинаковыми (левыми или правыми) боковыми гранями профиля в направленности, параллельной оси резьбы;
- t-ход, который соответствует относительному продольному передвижению за один оборот винта (гайки) и равен произведению шага на число мероприятий, t=P·n; для 2-х и 3-заходных винтов, когда происходит одновременная навивка соответственно 2-х и 3-х проволок указанного размера, величина хода равняется соответственно 2Р — для 2-заходного винта и 3P — для 3-заходного;
- α – угол профиля, пригодность резьбы определяет угол наклона боковых сторон, равный для симметричных резьбовых α/2.
Положительные и отрицательные свойства
Резьбовые соединения получили большое распространение благодаря большому количеству эксплуатационных свойств. Важнейшими считаются:
- Долговечность.
- Надёжность.
- Контроль силы сжатия.
- Крепление детали в нужном положении.
- Эффект самоторможения.
- Возможность монтажа большим количеством различных инструментов.
- Простая конструкция.
- Большой сортамент.
- Невысокая стоимость.
При всех положительных качествах спираль имеет ряд характерных недостатков. Нагрузка распределяется неравномерно. Первый виток испытывает 50% общего давления.
Классификация резьбовых соединений
Профиль может иметь несколько видов. Он разбивает резьбу на определённые группы, которые применяются для создания различных соединений:
- Дюймовая.
- Метрическая.
- Трубная.
- Упорная.
- Трапецеидальная.
- Круглая.

Коническая резьба отличается наличием конусности 1:16. Такая конструкция позволяет создать герметичные стыки без применения стопорных гаек.
 Для дюймовой резьбы не существует отечественного стандарта. Профиль такой резьбы имеет вид треугольника. Угол 55 градусов. Число витков на одном дюйме определяет шаг профиля. Стандартизация конструкции затрагивает наружные диаметры 3/16″ – 4″ с витками на 3—28″.
Для дюймовой резьбы не существует отечественного стандарта. Профиль такой резьбы имеет вид треугольника. Угол 55 градусов. Число витков на одном дюйме определяет шаг профиля. Стандартизация конструкции затрагивает наружные диаметры 3/16″ – 4″ с витками на 3—28″.
Резьба дюймовая коническая сделана с конусом 1:16. Угол профиля равен 60 градусам. Это изделие создаёт высокую герметичность, причём без установки специальных уплотнений. Применяется для гидравлических систем, а также трубопроводов небольшого диаметра.
Цилиндрическая трубная резьба ГОСТ 6357–81 используется как одновременный крепёж и уплотнение. Форма профиля сделана в виде равнобедренного треугольника, имеющего угол наклона 55 градусов. Чтобы достичь высокой герметичности, профиль имеет верхние грани закруглённого типа. Чтобы не повредить стенки конструкции, такая резьба отличается сокращённым шагом. Её используют в системах отопления, создании водопроводных коммуникаций.
Трапецеидальная резьба изготавливается по ГОСТ 9481 −81. Она применяется в крепёжных соединениях вида винт-гайка. Внешний вид профиля напоминает равностороннюю трапецию с углом наклона 30 градусов. В червячных передачах значение угла увеличивается до 40 градусов. Применяется для крепежа деталей диаметром 10−640 мм.
Упорная резьба стандартизируется ГОСТом 24737−81. Её используют в крепеже, который во время эксплуатации подвергается мощным осевым нагрузкам, направленным в определённую сторону. Профиль имеет форму разносторонней трапеции. Одна грань наклонена под углом 3 градуса, противоположная — 30 градусов. Такой резьбой соединяют детали диаметром 10—600 мм. Шаг профиля находится в диапазоне 2—25 мм.
Круглая резьба ГОСТ 6042–83 формируется соединением дуг. Угол наклона между ними составляет 30 градусов. Основным преимуществом этой конфигурации считается высокая устойчивость к повышенному износу. Поэтому её широко используют в создании трубопроводной системы.





