

Заточка вольфрамовых электродов
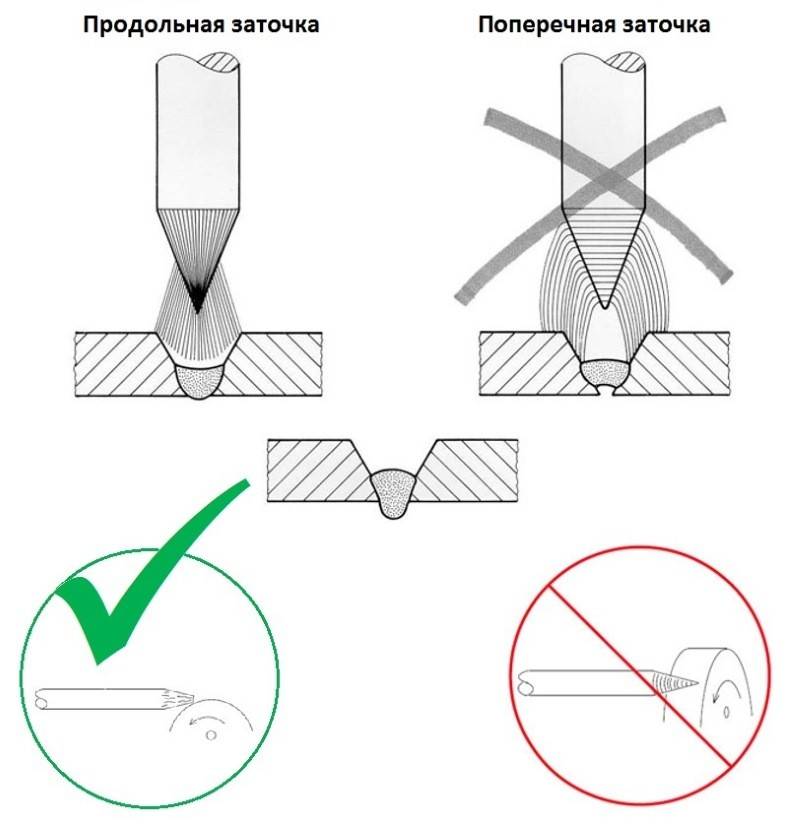
Заточка вольфрамовых электродов должна проводиться для того, чтобы можно было получить ровный шов при минимальных трудовых затратах. Заточка вольфрамовых сварочных электродов для аргонной сварки может проводиться для получения следующей формы:
- сферы;
- конуса.
Кроме этого, при проведении рассматриваемого процесса уделяется внимание:
- углу заточки;
- длине участка, с которого снимается материал при заточке.
Особенности заточки вольфрамовых стержней также заключаются в нижеприведенных моментах:
- С увеличением угла существенно повышается качество получаемого изделия, но возникают трудности при сваривании элементов, изготовляемых из толстого металла.
- При выдерживании 60-ти градусов формирующаяся дуга становится более стабильной, перестает скакать, за счет чего процесс сварки существенно упрощается.
Приведенная ваше информация определяет то, что угол заточки выбирается в зависимости от особенностей конкретного случая. Если предъявляются высокие требования к получаемому шву, то заточка проводится под острым углом, если важна производительность, его можно снизить.
Правила заточки вольфрамовых электродов
Образование требующейся формы наконечника может проводится вручную или при использовании специальных инструментов. Для срезания материала может использоваться болгарка или наждачный круг. Кроме этого, в продаже встречается и специальное оборудование, предназначенное для проведения рассматриваемой работы.
При выполнении заточки вручную могут допускаться следующие ошибки:
- Создается слишком острый угол. За счет допущения подобной ошибки материал начинает слишком быстро плавиться, работа существенно усложняется. Слишком острый угол создается лишь в том случае, когда нужно получить высококачественный шов. Перед тем как проводить сварку при большом угле заточки следует немного потренироваться, так как задача существенно усложняется.
- Следует выдерживать ширину. Слишком большой или малый показатель становится причиной, по которой нельзя выдержать требуемые параметры проплавления шва.
- Довольно часто встречается ситуация, при которой заточка проводится несимметрично. Это приводит к тому, что контролировать передвижение дуги становится очень сложно. Именно поэтому при проведении работы не стоит спешить, лучше всего проверять симметричность периодически, так как на определенном этапе исправить дефект уже будет невозможно.
- При критическом снижении угла заточки снижается степень проплавки получаемого шва.
- При применении болгарки есть вероятность того, что на поверхности появятся небольшие канавки. Этот дефект становится причиной блуждания дуги. Именно поэтому при проведении работы следует быть осторожным, не следует делать резких движений.
Если аргонодуговая сварка проводится часто, то следует применить специальный затачивающий станок. Кроме этого, некоторые фирмы предоставляют соответствующие услуги. Процесс заточки должен проводиться также с учетом того, какой материал будет обрабатываться.
https://youtube.com/watch?v=6GqZ_CcSucs
В заключение отметим, что стоимость вольфрамовых электродов весьма велика. Это связано со сложностью производства, количеством и типом используемых материалов при изготовлении. Выпускают подобные изделия самые различные производители, большей популярностью пользуется продукция зарубежных производителей, но можно приобрести и варианты исполнения, предлагаемые отечественными производителями.
Заточка вольфрамовых электродов
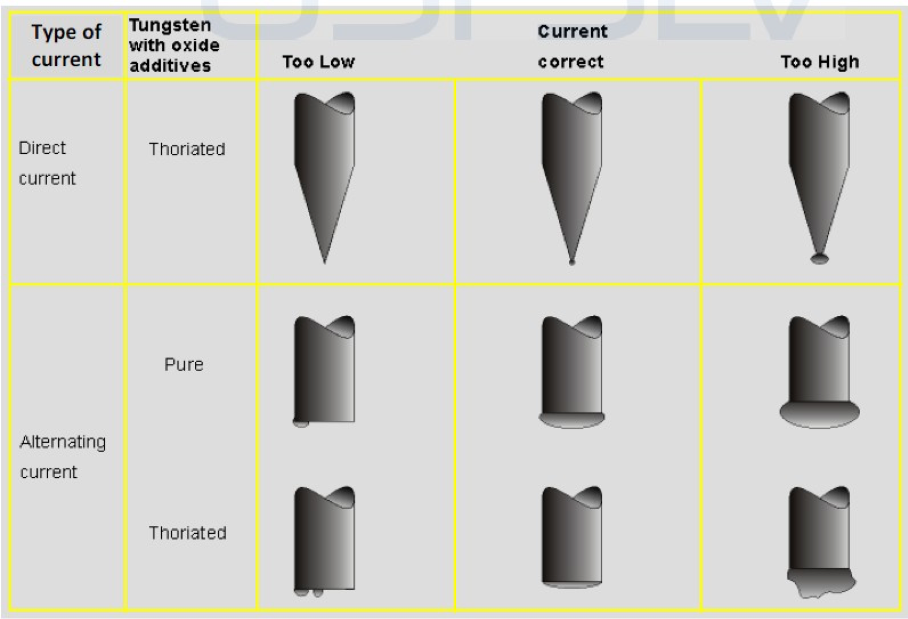
Перед сваркой на постоянном токе вольфрамовые электроды необходимо заточить
Угол и направление заточки важно скорректировать так, чтобы кончик электрода стал очень острым. Это необходимо для того, чтобы сварочная дуга была полностью сфокусирована на малом диаметре сварочной ванны
Сварочная ванна – это объём полностью расплавленного металла, образовавшегося при сварке плавлением при высоких температурах. Образование такой сварочной ванны – главный этап получения неразъёмных соединений при сварке плавлением, так как от формы и размеров ванны зависят геометрические размеры швов. Если электрод не будет заточен, то размер дуги будет слишком большим в диаметре и тепловложение окажется недостаточным. Для сварки металлов на переменном токе электрод тоже нужно заточить. Но в этом случае кончик электрода должен быть немного притуплен. При сварке на переменном токе вольфрамовый электрод сильнее греется и немного подплавляется, что и требуется для получения более рассеянной дуги. Чтобы электрод держал форму, нужно правильно подбирать диаметр электрода в зависимости от диаметра сварочных швов.
Электроды из вольфрама, их маркировка
Вольфрамовые электроды используются в среде инертного газа при сварке с аргоном. Они качественные и безопасные, поэтому их можно использовать для работы даже новичкам сварочного дела. Символы и цвет маркировки, нанесенные на каждый электрод, указывают на его тип и состав. Так, о присутствии вольфрама говорит буква W . Вторая, следующая за ней буква, означает оксид того элемента, который выступает в роли легирующей добавки.
В качестве легирующих оксидов в составе электрода могут присутствовать:
- С – оксид церия;
- Z – оксид циркония;
- L – оксид лантана;
- T – оксид тория ;
- Р – чистый вольфам без легирующих добавок.
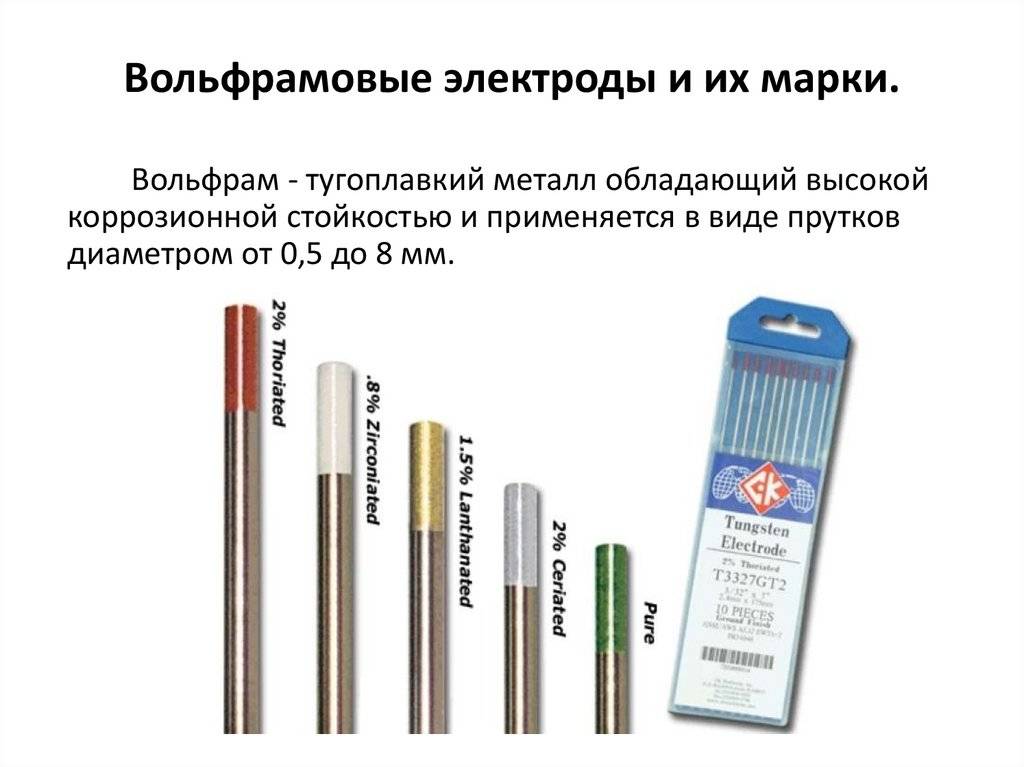
Следом за второй буквой, обозначающей легирующее вещество, идет цифра, которая обозначает процент такого вещества. Например, если стоит цифра 20, то это говорит о присутствии легирующего вещества в составе 2 процентов. Далее через дефис идет следующее число – это длина в миллиметрах, чаще всего это 175 мм, но есть и 50, и 75 и 150 мм соответственно. А диаметр электродов из вольфрама может составлять от 1 до 6,4 мм.
Например, такая маркировка, как WL 15 — 175, говорит о следующих характеристиках электрода:
- он включает вольфрам;
- содержит в себе легирующие добавки из лантана в размере 1,5 процента ;
- длина элемента составляет 175 мм.
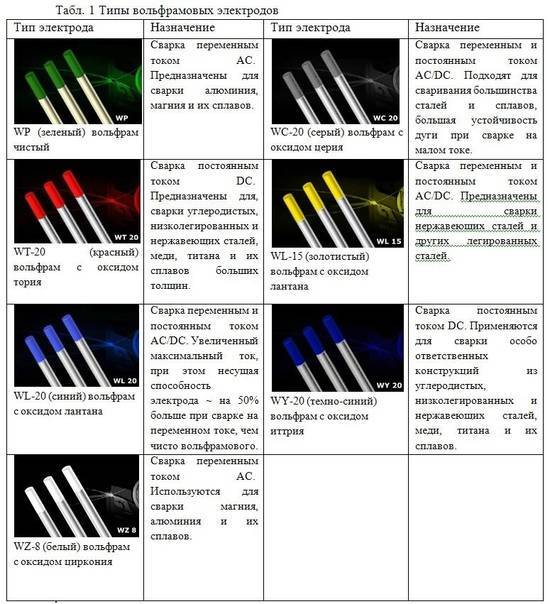
Однако при приобретении электрода для сварки следует обращать внимание не только на буквы и цифры, но и на цвет изделий. Маркировка целиком включает в себя все необходимые характеристики изделия, согласно которым можно сделать правильный выбор. Ниже приводим таблицу маркировки вольфрамовых электродов:
Ниже приводим таблицу маркировки вольфрамовых электродов:
- WP зеленого цвета – в таких электродах вольфрам является ключевым элементом, его содержится здесь более 99 процентов. Их используют при сварке алюминия и магния, сам процесс совершается с применением синусоидального тока. Защитными газами являются гелий и аргон;
- WC-20 серого оттенка включает в себя оксид церий в составе 2 процентов от состава электрода. Он относится к универсальным элементам, его применяют при сварке с использованием переменного тока с положительной полярности. Также их можно задействовать при соединении трубопроводов в неповоротных стыках;
- WL-15 и WL-20 синего оттенка на 1,5 и 2 процента соответственно состоят из лантана, что позволяет сделать устойчивую дугу и повторный розжиг. Часто такие электроды применяются в промышленных целях, также лантан увеличивает рабочий ток и наполовину снижает износ. Сделанные с их помощью швы долговечны и менее подвержены загрязнениям, чем другие. Для работы электрода нужно придать его концу сферичную форму;
- WT-20 красного цвета. В состав такого элемента входит торий , пыль которого может представлять некоторую опасность для здоровья. Но даже несмотря на этот факт, подобный электрод многие применяют гораздо чаще, чем сделанные целиком из вольфрама. Все это за счет свойств тория, который может мгновенно соединить даже самые трудно соединяемые металлы. Для сварки желательно использовать постоянный ток, поскольку синусоидальный может спровоцировать «прыжки» дуги по поверхности свариваемых материалов, а это приведет к их порче;
- WZ-8 белого оттенка. В таком электроде присутствует оксид циркония в количестве чуть меньше процента. При сварке обязательно следите за чистотой поверхности, также используйте переменный ток. Концу прибора лучше всего придавать сферическую форму. Такой элемент лучше всего подходит для сварки деталей из алюминия;
- WY-20 темно-синего цвета. Такие вольфрамовые электроды имеют тонкое покрытие на основе итрия . Они отличаются своей устойчивостью, поэтому часто они используются при сварке очень важных и ответственных конструкций;
- WL 30 фиолетовый – на три процента состоит из оксида тория ;
- WL 40 оранжевого оттенка включает в себя 4 процента оксида тория .
Перед тем как выбирать электрод для сварки, выберите ее метод, а также уточните все свойства материала, с которым планируете работать. Иногда, чтобы соединить одну конструкцию, потребуются вольфрамовые электроды разных видов и с разными маркировками.
Типы вольфрамовых электродов и их предназначение
Вольфрам – металл, который практически невозможно встретить в чистом виде. Зачастую его применяют в процессе аргонодуговой сварки, поскольку этот металл довольно тугоплавкий, поэтому он способен удержать собственную прочность даже при длительной сварке. Металл вольфрам экономичный. Во время сварки его используемое количество ничтожно мало.
Самым крупным поставщиком представленного металла является Китай. Именно на их территории наблюдаются огромные запасы вольфрама
В связи с этим фактом, приобретая в магазине вольфрамовые электроды, обратите внимание на производителя. Если вы обнаружите европейскую страну, значит, можете быть уверены, что при покупке вы переплатите денежные средства
Европейские страны выпускают электроды только после приобретения металла в Китае.
Сварочный материал подразделяется на три типа, в число которых входят:
Формы заточки вольфрамового электрода.
- Электроды переменного тока. Основными материалами, которые свариваются при воздействии тока, являются магний, алюминий и их разновидности, сплавы. Представленная разновидность широко применяется в случаях, когда необходимо обезопасить сварку от попадания загрязнений.
- Электроды постоянного тока. Здесь в вольфрамовый электрод добавляют такие металлы, как иттрий или торий. В случае с последним следует помнить о его радиоактивности, которая может существенно навредить людям, находящимся в закрытом помещении. Поэтому электроды с применением тория используют для сварки на открытых местностях или в складских помещениях, где имеется надежная действующая вентиляция. Эти изделия применяются для сварки следующих металлов:
- медь;
- титан;
- никель;
- тантал;
- бронза;
- сталь, не подверженная ржавчине в процессе эксплуатации;
- углеродистые сплавы.
Здесь следует отметить технику безопасности при сварке.
Важно! Поскольку некоторые сплавы и металл могут в процессе горения выделять ядовитые вещества, сварщик должен надевать защитную амуницию, где будут закрыты органы дыхания и глаза
Характеристики вольфрамовых электродов.
Также необходимо использовать защитный газ аргон.
Универсальные электроды. Универсальные вольфрамовые электроды применяются в случае, когда необходимо сварить изделия из меди, алюминия, бронзы, тантала, никеля, титана и практически всех типов стали. Эти электроды отлично работают на переменном и постоянном токах, что несколько упрощает задачу. Частое применение можно наблюдать в сварке трубопровода, поскольку с их помощью можно соединить тонкие листы металла и сделать шов незаметным.










Использование определенного типа для сварки требует правильного выбора при покупке. Поэтому, чтобы осуществить сварку, необходимо иметь базовые знания о поведении и свойствах свариваемого металла. Зачастую профессиональные сварщики имеют соответствующую специализацию и образование.
Критерии выбора электрода из вольфрама
При выборе вольфрамовых прутков необходимо ориентироваться на такие их параметры, как:
- тип, химический состав и наличие легирующих добавок;
- диаметр, который оказывает влияние на толщину формируемого сварного шва;
- геометрия острия, определяющая многие характеристики сварочного процесса;
- качество заточки.
Естественно, на выбор электрода определенной марки значительное влияние оказывают и характеристики соединяемых деталей: размеры, состав материала и др. При выборе вольфрамовых прутков можно обращаться к справочным таблицам или собственному опыту.
Основные критерии выбора электродов исходя из их свойств
Заточка и еще раз заточка
Одной из главных особенностей вольфрамовых электродов является обязательность заточки их концов. Плавящиеся наконечники в этом отношении намного удобнее и «лояльнее» к мастеру – они готовы к работе сразу же, даже после первичного использования. Неплавящиеся же вольфрамовые электроды нужно постоянно контролировать. Все дело в потоках электронов, которые движутся к концу прутка, и от которых зависит давление дуги на свариваемую поверхность. А от такого давления зависит все: качество и габариты шва, глубина проварки.
Заточка вольфрамового электрода и его форма подпадают под жесткие правила и зависит от конкретной марки расходника:
- Форма шарика на кончиках в марках WP и WL.
- Форма конуса в марках WC, WY, WT, WZ.
Имеет значение и длина, на которую нужно затачивать наконечник. Определить ее можно, умножив диаметр расходника на постоянное число 2,5. Если, например, диаметр равен 3 мм, то затачивать его конец нужно на длину в 7,5 мм. Точить нужно болгаркой или точильным кругом.
Как затачивать вольфрамовые электроды.
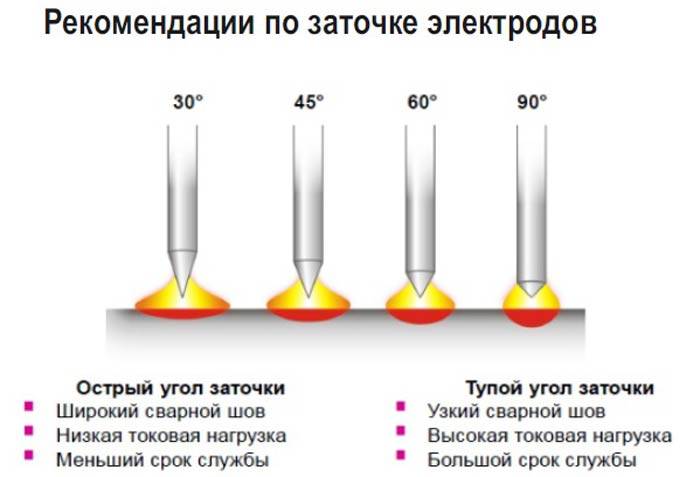
Кроме длины заточки важен и ее угол. Если сварка будет проходить на невысоком токе, угол заточки должен составлять 10 – 20 градусов. Для тока средней силы подходит угол радиусом от 20-ти до 30-ти градусов. При мощном токе нужен угол от 60-ти до 120-ти градусов. Почему важен угол: его величина влияет на устойчивость дуги и на долговечность работы самого электрода.
Самые распространенные размеры угла заточки находятся в диапазоне от 20-ти до 90-та градусов. Если угол меньше 20-ти градусов, электрод будет быстро изнашиваться. Если больше 90 градусов, появится риск неустойчивости горения дуги аргоновой сварки. Угол заточки конца расходника не зависит от материала, из которого он сделан, здесь имеют значение только характеристики тока.
Если заточка вольфрамовых электродов игнорирована или не соответствует правилам, последствия проявятся обязательно: первым делом это будет не полностью проваренный шов с некачественным креплением. Несимметричная форма заточки обязательно собьет дугу с правильного направления. Слишком острые или слишком тупые углы приведут к высокому изнашиванию расходника или к мелкой проварке шва. Также нужно контролировать два дополнительных критерия:
- степень остроты или притупления кончика;
- появление рисок в процессе заточки.
Уровень притупления конца электрода нужно подобрать под диаметр стержня и показатели тока. Риски размещаются вдоль заготовки. После заточки изделие лучше отполировать.
Заточка настолько важна, что выпускаются и продаются специальные устройства:
- G–Tech от знаменитого шведского производителя ESAB – это машинки с алмазными дисками с системой всасывания пыли.
- ESG Plus от немецкого производителя Orbitalum для работы с шестью видами сечений и четырьмя вариантами углов заточки.
- EWM TGM 40230 от немецкого производителя EWM HighTec Welding GmbH – компактный ручной станок для заточки под углами от 0° до 90°.
Маркировки электродов
На переменном токе с использованием инверторного оборудования электроды из чистого вольфрама обеспечивают стабильную работу дуги. Кончик стержня выполнен в виде шарика, это делается для снижения термических нагрузок на сам расходник.
- «WZ8», цвет белый. Маркировка обозначающая, что в составе электрода есть окиси металла циркония. Такие электроды имеют свойство выдерживать намного большие токовые нагрузки, в отличие от остальных. Используют их для сварки различных цветных металлов: бронзы, магния, алюминия, никеля и их сплавов. Сваривание металлов лучше всего проводить на переменном токе. Заточка окончания стержня также выполнена в виде шарика.
- «WT20», цвет красный. Такие вольфрамовые электроды наиболее распространенные, хотя имеют вредную добавку для здоровья — торий. Это радиоактивный металл и в больших объемах сварочных работ на производстве лучше не использовать расходники с таким составом. При небольшом количестве использование электродов практически безвредно.
Зато свойства, какими обладают ториевые стержни, намного превосходят многие другие аналоги. Их можно использовать для сварки различных видов стали, в том числе и нержавеющей. А также таких довольно тугоплавких металлов, как титан и молибден. Возможно сваривание и медных, никелевых или бронзовых деталей.
Рекомендуется использовать иттриевые стержни синего маркирования при сварочных работах на различных важных и несущих конструкциях.
«WC20», цвет серый. Такие электроды практически универсальные, так как ими можно работать при переменном или постоянном токе. Примесь редкоземельного церия позволяет получить стабильное горение дуги даже при малой мощности оборудования.
Цериевые стержни используют для сварки стали и тонкостенных конструкций из нее, а также орбитальном сваривании труб.
Орбитальная сварка — это процесс соединения деталей, когда сварочная дуга поворачивается на все 360 градусов при статичной заготовке.
- «WL15», цвет золотистый. Стержни предназначены для сваривания всех видов и марок стали в режимах постоянного и переменного тока. Редкоземельный лантан в составе электрода позволяет получать устойчивость горения дуги, легкий поджог и избежать прожигания заготовок.
- «WL20», цвет синий. Это аналог предыдущих золотистых электродов, только с большим процентным составом лантана. Такими электродами можно варить легированную и высоколегированную сталь, а также бронзу, алюминий или медь. Преимущество расходника, как и его аналога, в том, что он менее изнашивается по сравнению с другими марками.
Плавящимся электродом
Кроме широко применяемой технологии TIG используется и способ сварки в аргоновой среде плавящимся электродом. При этом отпадает необходимость вручную подавать в сварочную зону присадочный материал. Для этого используется специальное сварочное оборудование- полуавтоматический аппарат.
Присадочный материал в виде проволоки непрерывно подается специальным механизмом в зону сварки. Проволока с бобины проходит через подающие ролики и далее через рукав в горелку. По тому же рукаву проходит и защитный газ, и электрический кабель. Сварщик не должен следить за синхронностью движения горелки и прутка присадочного материала, а может полностью сосредоточиться на точности выполнения рисунка шва.
Такая технология не требует настолько высокой квалификации и опыта от сварщика, как технология TIG. Производительность работы полуавтоматом также значительно выше, поскольку не нужно делать перерывы для замены присадочного прутка. Проволоки на бобине хватит на самый длинный шов.
Вольфрамовые электроды: основные характеристики
Подобные изделия представляют собой тугоплавкие стержни, которые предоставляют возможность создавать электрическую дугу, нужную для плавки кромок свариваемых изделий, присадочной проволоки в период выполнения сварочных работ. Применяются подобной модели электродов часто при сваривании деталей, когда аргон выступает в качестве защитной среды. В данном случае сварка вольфрамовым электродом производится на любых конструкциях. Подобран для этой цели неслучайно вольфрам, так как именно данный компонент является наиболее тугоплавким металлом, которые встречаются в природе.
При производстве вольфрамовых стержней обязательно учитываются требования, прописанные в международных стандартах. Это дает возможность причислить данные электроды к определенному классу, независимо от страны производителя. Маркировка электрода согласно данным требованиям обязана отражать не лишь тип изделия, но и какие химические элементы в него входят.
«W» — первая буква маркирования изделия обозначает, что это вольфрамовые электроды. Такие изделия содержат чаще всего небольшой процент легирующих элементов, которые существенно повышают технические свойства изделия, также увеличивают их эксплуатационный период. Следующая буква в маркировке изделия оповещает о типе легирующего компонента.
Чистый вольфрам – «Р»
Присутствующая в обозначениях буква «Р» говорит о том, что изделие состоит на 99,5 процента из вольфрама, не содержит легированных элементов. Это обеспечивает в процессе выполнения сварочных работ устойчивость дуги при переменном токе. Изделия данной группы применяются для сварки алюминиевых конструкций.
Оксид тория – «Т»
Обозначение «Т» указывает на наличие оксида тория, благодаря которому имеют множество преимуществ и являются достаточно востребованными. Инструменты данной категории чаще всего применяются при сваривании образцов из нержавеющей стали (использование постоянного тока). Но, как и другие изделия у них есть собственные недостатки:
- сварочные работы в закрытых помещениях при использовании электродов из вольфрама, содержащих торий, требуют обязательного обустройства рабочей зоны вентиляционной вытяжкой, так как данный химический элемент является радиоактивным. Выделяемые пары при нагревании тория достаточно опасны для человеческого здоровья;
- используя электроды данной марки, возможны скачки дуги (переменный ток). Это снижает существенно качество сварочного соединения.
https://youtube.com/watch?v=rKpPNnqxqD4
Оксид лантана – «L»
Оксид лантана, входящий в состав инструмента, способствуют легкому розжигу дуги, повышают ее устойчивость в процессе работы, обеспечивает быстрое повторное зажигание. Применение подобных прутков снижает риски прожигания свариваемых образцов в среде аргона, существенно повышается ток. Эти модели инструмента отличаются продолжительным сроком эксплуатации. Если их сопоставить с аналогами из чистого вольфрама, то они менее способствуют загрязнению сварочной ванны.
Иттрий – «Y»
Из всех модификаций вольфрамовых электродов, изделия данной категории являются наиболее устойчивыми. Поэтому они применяются для соединения достаточно ответственных конструкций. При использовании их для сварки применяется постоянный ток.
Оксид циркония – «Z»
Инструменты, содержащие оксид циркония, применяются для соединения образцов, когда в работе используется переменный ток. Работая с такими электродами нужно четко контролировать и не допускать загрязнения сварочной ванны. Если сравнивать с аналогичными изделиями другой маркировки, они выдерживают наиболее максимальные нагрузки тока.
Оксид церия – «С»
Изделия, промаркированные буквой «С», которые содержат оксид церия, считаются универсальными. Их применяют при соединении конструкций сварочным оборудованием на любом токе. Они даже при минимальных показателях тока поддерживают устойчивое горение.








Критерии выбора электрода из вольфрама
При выборе вольфрамовых прутков необходимо ориентироваться на такие их параметры, как:
- тип, химический состав и наличие легирующих добавок;
- диаметр, который оказывает влияние на толщину формируемого сварного шва;
- геометрия острия, определяющая многие характеристики сварочного процесса;
- качество заточки.
Естественно, на выбор электрода определенной марки значительное влияние оказывают и характеристики соединяемых деталей: размеры, состав материала и др. При выборе вольфрамовых прутков можно обращаться к справочным таблицам или собственному опыту.
Основные критерии выбора электродов исходя из их свойств
Маркировка и характеристики вольфрамовых электродов
Вольфрамовые электроды разделяют на классы, облегчающие работу сварщиков по подборке прутков, подходящих под условия сварки. Так, чтобы получить качественный шов на постоянном токе прямой и обратной полярности нужны разные неплавящиеся электроды, а ведь есть еще и переменный ток. Эти и другие критерии и обуславливают существующую классификацию вольфрамовых стержней.
Все существующие обозначения электродов вольфрамовых подходят под международные стандарты DIN EN 26848 , а значит, независимо от места производства, согласно маркировке вы можете подобрать нужный материал.
Всегда первый символ в маркировке «W» – обозначающий металл вольфрам. Второй символ обозначает тип металла, или металлов. Первым числом идет число, обозначающее долю лигатур на 1000 долей вольфрама, то есть число 20 будет означать 2% примесей, 8 – 0.8% и так далее. Второе число обозначает длину электрода, самым распространенным размером считается пруток 175 мм, но на рынке доступны изделия длиной 50, 175, 150 мм.
Чистые вольфрамовые электроды с трудом используют сварочные аппараты TIG, поэтому к сплаву добавляют различные примеси. Лигатуры нужны, чтобы придать электроду требуемых характеристик плавкости, дугообразования, проводимости, прочности и др.
- “WP” – международное обозначение электродов из чистого вольфрама, а точнее в таком изделии не меньше 99.5% металла. Как уже говорилось ранее изделие специфическое имеет ряд условий для использования и заточки. Маркируются зеленым цветом.
- “C” – данный символ в маркировке обозначает примесь Церия (нерадиоактивного редкоземельного металла). Маркируются изделия серым цветом. WC неплавящиеся электроды – универсальные и подходят как для работы с постоянным, так и с переменным током.
- “Т” — диоксид тория. Такие стержни маркируют красным цветом. Их используют для большей части работ с цветными металлами, низколегированными сталями, углеродистыми сплавами, нержавейкой. Благодаря длинному перечню доступных для работы сплавов ториевые стержни стали одними из наиболее используемых. Но есть один весомый недостаток, связанный с радиоактивностью лигатуры. Именно поэтому стержни маркируются ярким цветом. Чтобы избежать неприятных последствий рекомендую строго соблюдать все требования безопасности, начиная с использования защитной одежды и маски, заканчивая тщательной вентиляцией рабочего помещения. Еще один плюс WТ прутков – прочность, которая даже больше, чем сварка вольфрамовым электродом из чистого металла.
- “Y” — диоксид иттрия. Стержни применяемые при работах на прямой полярности постоянного тока, маркируются темно-синим цветом. Ими варят конструкции, которые должны выдерживать высокую силу тока. Подходит электрод Y неплавящийся для работы с титаном, медью, высоколегированными и низколегированными сталями.
- “Z” — оксид циркония. Используется при работе переменным током с алюминием и медью. Изделия маркируются белым цветом. Сплав в котором всего 0.8% оксида циркония позволяет получать идеально стабильную дугу, но с условием должной зачистки сварочной плоскости.
- “L” — оксид лантана. Данный металл в изделиях продается с различной маркировкой, обозначающей 1.5% примеси (наконечник окрашен в цвет золота) и 2% лантана (наконечник светло-синего цвета). Изделия относят к универсальным, способным работать с переменным и постоянным током. Характеризуют высокой прочностью самого сплава, способностью работать при высоких мощностях и стойкостью к удерживанию заточки прутка. Применение данных стержней на аргоновой сварке позволяет реже проводить ревизию заточки.
Рекомендуем! Маркировка электродов для сварки на переменном токе
Предлагаем ознакомиться с особенностями применения каждого вида электродов посредством сравнительной таблицы.
Таблица сравнения вольфрамовых электродов
Хочется отметить ,что на рынке встречаются отечественные электроды длиной 1000 мм и диаметров 1.6; 2,0, 3.0, 4.0 мм. Их маркировка отличается от международной:
- “ВЛ/ЭВЛ-2” -Универсальный вольфрамовый электрод с оксидом лантана La2O3 сварка всех типов сталей и сплавов на переменном и постоянном токе.
- “ЭВИ-1/СВИ-1” – Иттрированный электрод. Сварка особо ответственных конструкций из углеродистых, низколегированных и нержавеющих сталей, титана, меди и их сплавов на постоянном токе
Вольфрамовые электроды — марки
 Разнообразие вольфрамовых электродов Существует большое количество разнообразных марок вольфрамовых электродов. Но мы решили выделить из них самые основные. Этими марками пользуются большинство сварщиков и отдают предпочтение именно им.
Разнообразие вольфрамовых электродов Существует большое количество разнообразных марок вольфрамовых электродов. Но мы решили выделить из них самые основные. Этими марками пользуются большинство сварщиков и отдают предпочтение именно им.
WP
Довольно распространенная марка вольфрамовых электродов. Возможно это по тому, что выполнять сварку ими можно как на переменном тока, так и на постоянном. Дуга горит стабильно. А кончик электрода заточен в шарообразную форму. Данная форма обеспечивает минимальный расход при работе. Сваривают электродами марки WP в основном алюминий и его сплавы, а так же магний. Конец электрода этой марки окрашивают в зеленый цвет. В состав марки WP практически не входят примеси.
WZ — 8
Вольфрамовые электроды данной марки отличаются особой стойкостью к температуре. Сваривают ими магний, бронзу и алюминий. А так же, сплавы перечисленных металлов. Кончик этой марки заточен как и у WP. Конец таких электродов окрашивают в белый цвет. А в состав их входит цирконий. Как правило, сварочные работы этими электродами выполняют на переменном токе.
Не проходите мимо полезной статьи — сварочная магнитная масса. Постарались подробно и интересно рассказать о преимуществах, недостатках. Сравнили с массой «прищепкой». Порассуждали о том, лучше ли сделать самому или купить в магазине.
WT — 20
Прутки марки WT — 20 включают в свой состав Торий
Торий — радиоактивный металл, что требует особого внимание к их использованию. Что значит особое внимание? На крупных производствах не рекомендуется их использовать. Более того, при их заточке необходимо понимать
Что попадание на кожу или в дыхательные пути частиц в виде пыли является вредным или даже опасным для здоровья. Но, вольфрамовые электроды марки WT — 20 отлично справляются с тугоплавкими металлами. Такими как молибден и титан. Это не говорит, что их не применяют при сварки других металлов. Они так же хорошо себя показали и зарекомендовали в работе с медью, алюминием, никелем и бронзой. Цвет кончика — красный. Работу производить рекомендуется на постоянном токе
Более того, при их заточке необходимо понимать. Что попадание на кожу или в дыхательные пути частиц в виде пыли является вредным или даже опасным для здоровья. Но, вольфрамовые электроды марки WT — 20 отлично справляются с тугоплавкими металлами. Такими как молибден и титан. Это не говорит, что их не применяют при сварки других металлов. Они так же хорошо себя показали и зарекомендовали в работе с медью, алюминием, никелем и бронзой. Цвет кончика — красный. Работу производить рекомендуется на постоянном токе.
WY — 20
Как правило, такие электроды используют при работе с ответственными, важными конструкциями и деталями. Все по тому, что в их составе Итрий, который обеспечивает особую стабильность горения дуги при сварке прямой полярностью
Обратите внимание на еще один, не мало важный плюс данной марки — сваривают ими и углеродистые и медные, нержавеющие и даже титановые образцы. Цвет, который их обозначает — синий. Ток, при котором обеспечивается правильная сварка — постоянный
Ток, при котором обеспечивается правильная сварка — постоянный.
WC — 20
Отмечу вхождение в состав электродов этой марки — церий. Он позволяет дуге гореть стабильно даже если у вас относительно слабый аппарат. Так же, его выделяет возможность работать на переменном и постоянном токе. Что в свою очередь, делает эти электроды универсальными. Цвет на конце — серый.
WL — 15
Режим ток — переменный и постоянный. Сварка всех видов и марок сталей. В состав входит Лантан, который обеспечивает стабильное горение и очень легкий поджог дуги. Так же, вольфрамовые электроды марки WL — 15 гарантируют минимальный риск прожога. Цвет в который окрашен кончик — золотой.
WL — 20
Цвет, в который окрашен кончик электрода — синий. Данная марка очень похожа на WL — 15, только в её составе гораздо больше Лантана редкоземельного. Данными электродами можно сваривать высоколегированную сталь и менее легированную. Износ этих двух марок(WL 15,20) подведен к минимуму, что позволяет экономить на расходных материалах.







Кому интересно, можете ознакомиться с ценами на вольфрамовые электроды.
Сферы применения
Если сваривание идет встык без зазора, то достаточно расплавить кромки свариваемых изделий под защитой аргона и получится хороший герметичный шов.
Если имеется зазор, то необходимо в область сварки вводить присадочную проволоку из того же материала, в результате получится прочный шов с большим сопротивлением на разрыв и излом.
Когда требуется применять TIG сварку к тугоплавким материалам, то используют гелий. В среде этого газа электрическая дуга вырабатывает тепла в 1,5-2 раза больше, чем в аргоне. Поэтому происходит более глубокая проварка шва и увеличивается скорость сварки.
Читать также: Ограждение лестницы из металла фото
Применение аргона и гелия в пропорции 40/60 позволяет получить достоинства того и другого: стабильность дуги благодаря аргону, глубокое проплавление шва благодаря гелию.
Аргонодуговая сварка TIG получила распространение в машиностроении, в пищевой промышленности для изготовления посуды, в химической и нефтеперерабатывающей промышленности для производства емкостей. Без TIG сварки трудно представить автомастерскую или производство изделий из алюминия.
При желании любой человек может своими руками сделать TIG сварку из инвертора, для этого достаточно укомплектовать оборудование сварочной TIG горелкой, баллонами с аргоном. Нужна также вентильная система подачи газа.
Общие сведения о способах сварки
Базовыми методами сварочной обработки титана можно назвать дуговой ручной и автоматический способы. Что касается оптимальных сред, то наиболее эффективными считается гелий и аргон
Но важно учитывать, что в первом случае требуется включение в среду некислородного флюса. Также распространен метод электрошлаковой сварки. Его обычно используют в работах с толстыми заготовками, требующими к тому же высокой термической накалки
При грамотной организации неплохой результат обеспечивает и контактная сварка. Данный процесс требует, в частности, устройства сбалансированной защиты газом. Если применять в работе подкладки, то обеспечится высококачественная сварка титана. Технология плавления, например, подразумевает организацию специальной защиты оборотной части заготовки с помощью аргоновых газов. В свою очередь подкладка может обеспечить этой стороне дополнительное предохранение в условиях повышенной температурной нагрузки, об опасностях которой говорилось выше
Его обычно используют в работах с толстыми заготовками, требующими к тому же высокой термической накалки. При грамотной организации неплохой результат обеспечивает и контактная сварка. Данный процесс требует, в частности, устройства сбалансированной защиты газом. Если применять в работе подкладки, то обеспечится высококачественная сварка титана. Технология плавления, например, подразумевает организацию специальной защиты оборотной части заготовки с помощью аргоновых газов. В свою очередь подкладка может обеспечить этой стороне дополнительное предохранение в условиях повышенной температурной нагрузки, об опасностях которой говорилось выше.






