

Эксплуатация и ремонт
Эксплуатация аппарата начинается с его колонны, которая выполняет функцию его фиксации на поверхности пола. Колонна делается из чугуна. Рабочий стол, который крепится к колонне, вместе со сверлильной головкой перемещается при помощи ручного привода.
Перемещение происходит вдоль самой колонны. Плита, играющая роль основания, имеет внутреннюю полость, в которой располагается специальная жидкость для охлаждения. Там же устанавливается отстойник. В верхней части плиты-основания крепится электрическая насосная система, с помощью которой при работе станка происходит подвод охлаждающей жидкости к обрабатываемым изделиям.
Наладка вертикально-сверлильного станка 2Н125
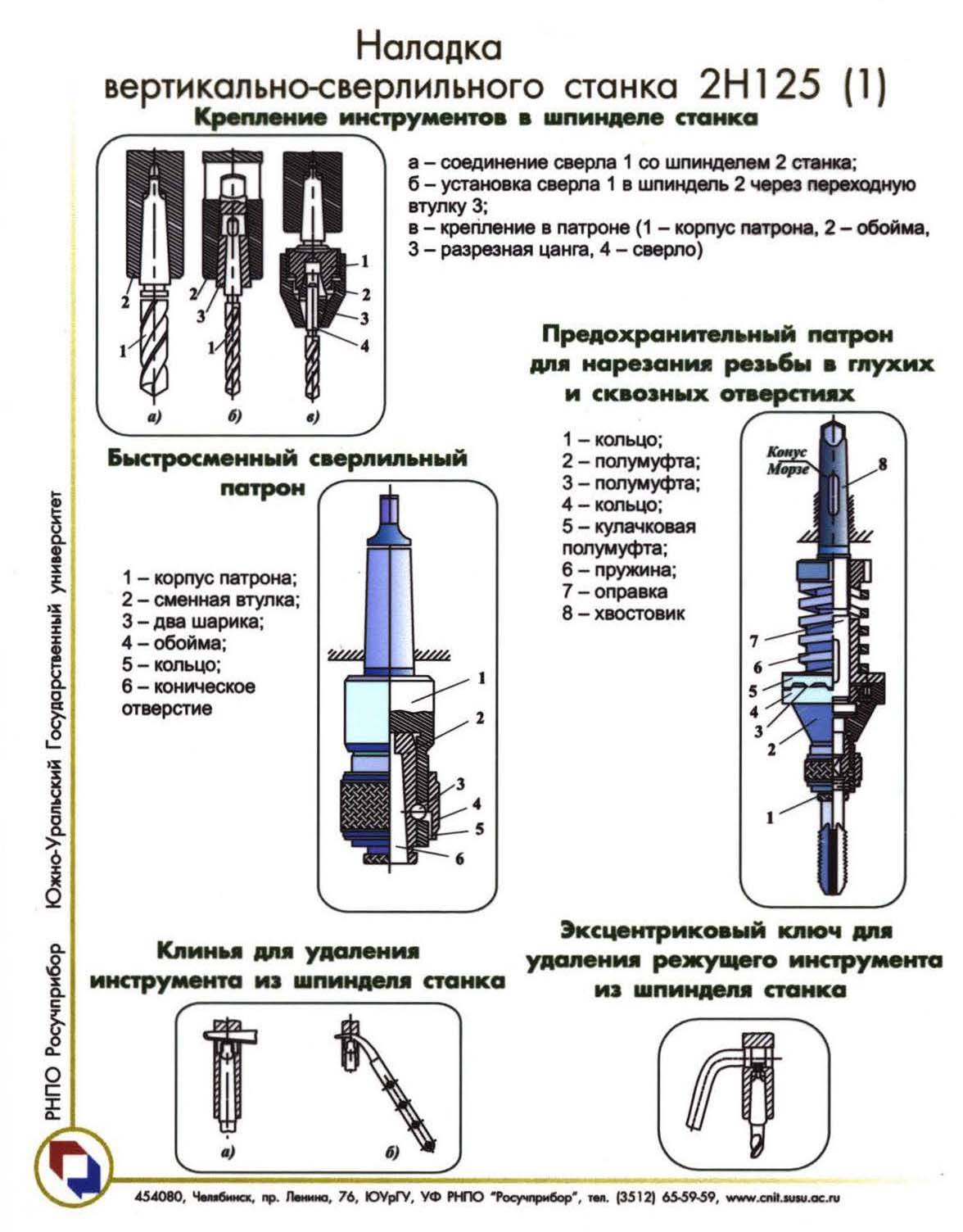
Наладка вертикально-сверлильного станка 2Н125
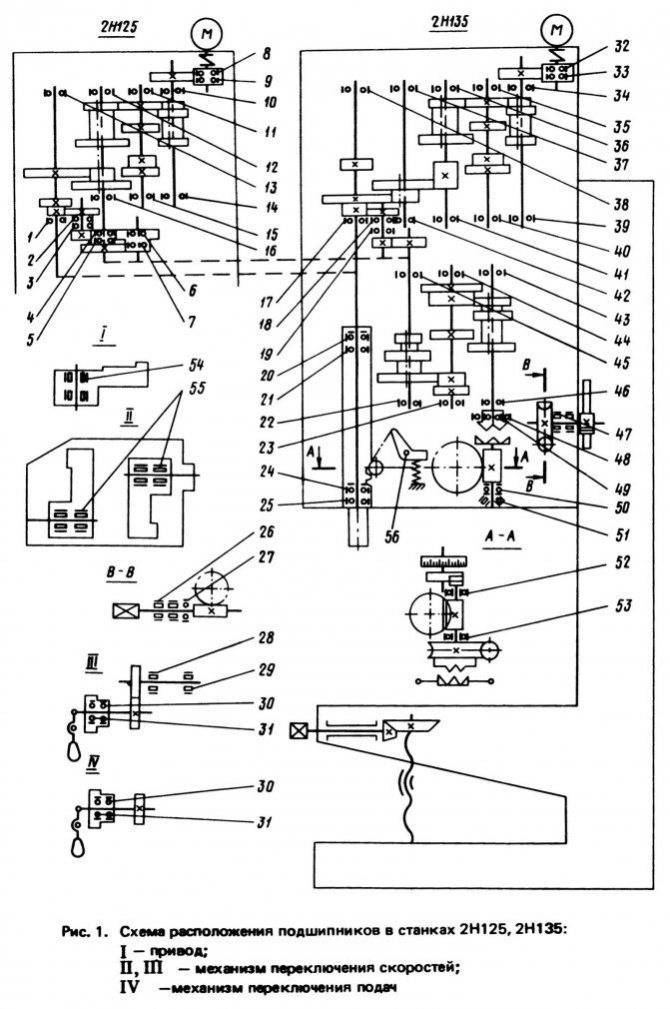
Технические характеристики подшипника № 8306
Подшипник 8306 – это шариковый упорный однорядный подшипник, состоящий из трех частей — двух колец (диаметр одного из них меньше на 1 мм, того который крепится непосредственно на вал) и сепаратора, на котором расположены тела качения. Применяется в промышленном оборудовании в узлах с осевой нагрузкой.
Это шариковый упорный подшипник (их легко отличить по номеру: четвертая от конца цифра в нем — 8), одинарный, основного конструктивного исполнения. Находит применение в узлах машин и механизмов, которые подвергаются осевым нагрузкам. Состоит упорник из двух плоских колец (которые отличаются по внутреннему диаметру примерно на 1 мм) и ряда шаров на стальном штампованном или латунном сепараторе.
Производится этот тип на 2 ГПЗ (Москва), СПЗ-4 (Самара), 20 ГПЗ, или КЗУП (Курск). Модификация с латунным сепаратором и шестым классом точности — 6-8306 НЛШ1 — производится в Вологде на 23 ГПЗ (бренд VBF).
В автомобильной технике комплектует спецоборудование грузового автомобиля ЗИЛ 137.
Импортные подшипники 8306 (а также московские и вологодские) маркируются по международной системе обозначений — 51306.
Размеры и характеристики подшипника 8306 (51306)
- Внутренний диаметр (d): – 30 мм;
- Наружный диаметр (D): – 60 мм;
- Ширина (высота) (Н): – 21 мм;
- Масса: – 0,268 кг;
- Диаметр шарика: – 11,112 мм;
- Количество шариков в подшипнике: – 11 шт.;
- Грузоподъемность динамическая: – 40,3 кН;
- Грузоподъемность статическая: – 66,5 кН;
- Номинальная частота вращения: – 3800 об/мин.

Схема подшипника 8306 (51306) сверлильного станка 2Н125

Фото подшипника 8306 (51306)
2М112 станок сверлильный настольный. Назначение и область применения
Станок предназначен для сверления отверстий и нарезания резьбы в мелких деталях из чугуна, стали, цветных сплавов и неметаллических материалов в условиях промышленных предприятий, ремонтных мастерских и бытовых мастерских.
Основные технические характеристики сверлильного настольного станка 2м112
Изготовитель — Кировский станкостроительный завод.
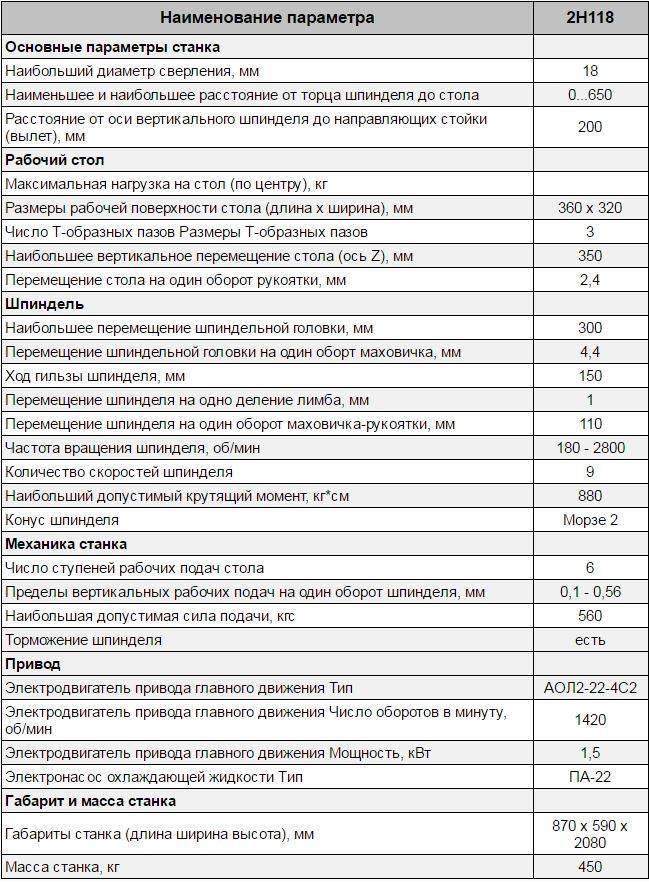
- Максимальный диаметр сверления: Ø 12 мм
- Наибольшая глубина сверления: 100 мм
- Наибольшая высота обрабатываемой детали, установленной на рабочем столе: 400 мм
- Пределы чисел оборотов шпинделя в минуту — (5 ступеней) 450, 800, 1400, 2500, 4500 об/мин
- Конец шпинделя — В18 наружный укороченный конус Морзе 2 по ГОСТ 9953
- Стандартный сверлильный патрон — Патрон 16-В18 ГОСТ 8522-79, диапазон зажима 3..16 мм
- Мощность электродвигателя: 0,55 кВт
- Масса станка: 120 кг
Шпиндель станка 2м112 получает пять скоростей вращения от пятиступенчатых шкивов привода, что обеспечивает свободный выбор скоростей резания в диапазоне от 450 до 4500 об/мин.
Конец шпинделя — наружный укороченный конус морзе КМ2, обозначение В18 по ГОСТ 9953 (Конусы инструментальные укороченные) — конус укороченный: D = 17,780 мм, длина конуса 37,0 мм.
Укороченному конусу В18 соответствует сверлильный трехкулачковый патрон 16-го типоразмера по ГОСТ 8522 (Патроны сверлильные трехкулачковые) с диапазоном зажима от 3 до 16 мм.
Пример условного обозначения сверлильного 3-х кулачкового патрона, типоразмера 16, с присоединительным конусным отверстием В18:
Патрон 16-В18 ГОСТ 8522-79
Конус Морзе инструментальный укороченный
Конус инструментальный — Конус Морзе — одно из самых широко применяемых креплений инструмента. Был предложен Стивеном А. Морзе приблизительно в 1864 году.
Конус Морзе подразделяется на восемь размеров — от КМ0 до КМ7 (на английском: MT0-MT7, на немецком: MK0-MK7).
Стандарты на конус Морзе: ГОСТ 25557 (Конусы инструментальные. Основные размеры), ISO 296, DIN 228. Конусы, изготовленные по дюймовым и метрическим стандартам, взаимозаменяемы во всём, кроме резьбы хвостовика.
Для многих применений длина конуса Морзе оказалась избыточной. Поэтому был введён стандарт на девять типоразмеров укороченных конусов Морзе (B7, B10, B12, B16, B18, B22, B24, B32, B45), эти размеры получены удалением более толстой части конуса. Цифра в обозначении короткого конуса — диаметр толстой части конуса в мм.
- B7 — конус Морзе КМ0, D = 7,067 мм;
- B10 — конус Морзе КМ1, D = 10,094 мм. Патрон 4-В10 (0,5÷4 мм);
- B12 — конус Морзе КМ1, D = 12,065 мм. Патрон 6-В12 (0,5÷6 мм), Патрон 8-В12 (1÷8 мм);
- B16 — конус Морзе КМ2, D = 15,733 мм. Патрон 10-В16 (1÷10 мм), Патрон 13-В16 (1÷13 мм);
- B18 — конус Морзе КМ2, D = 17,780 мм. Патрон 16-В18 (3÷16 мм);
- B22 — конус Морзе КМ3, D = 21,793 мм. Патрон 20-В22 (5÷20 мм);
- B24 — конус Морзе КМ3, D = 23,825 мм;
- B32 — конус Морзе КМ4, D = 31,267 мм;
- B45 — конус Морзе КМ5, D = 44,399 мм.
Где D — диаметр конуса в основной плоскости.
Отсчет глубины сверления производится по плоской шкале или упору.
Оригинальная конструкция натяжения ременной передачи позволяет быстро менять положение ремня на шкивах для получения нужной скорости резания.
Использование тумбы для установки станка дает возможность для сверления торцов длинных деталей, например валов. Диаметр вала — до сто двадцати миллиметров, длина — до тысячи миллиметров.
Сверлильный станок 2М112 позволяет выполнять следующие операции:
- сверление
- зенкерование
- развертывание
- рассверливание
- нарезание резьб
Сверлильный станок 2М112 может комплектоваться дополнительными принадлежностями, позволяющими расширить его возможности:
- Тиски — незаменимы при сложных видах обработки, например, небольших деталей или сверления под углом
- Крестовый стол — незаменим для точного координатного сверления или легкого фрезерования
- Револьверная головка
- Узел охлаждения — незаменим при длительном сверлении
Аналоги настольного сверлильного станка 2М112
ЕНС12 — Ø12 — Ейский станкостроительный завод ЕСЗ, г. Ейск
ОД71 — Ø12 — Оренбургский станкозавод, г. Оренбург
НС-12А — Ø12 — Вильнюсский станкостроительный завод «Жальгирис»
НС-12Б, НС-12-М — Ø12 — Барнаульский станкостроительный завод
ШУНСС-12 — Ø12 — Мукачевский станкостроительный завод, с. Кольчино
ГС2112 — Ø12 — Гомельский завод станочных узлов
ЗИМ1330.00.00.001 — Ø12 — Завод им.Масленникова, ЗИМ-Станкостроитель, г. Самара






МП8-1655 — Ø12 — СтанкоСтроительный завод им. Кирова, г. Минск
БС-01 — Ø12 — Беверс, г. Бердичев
ВС3-5016 — Ø12 — Воронежский станкозавод
Р175М — Ø12 — Чистопольский завод АвтоСпецОборудование, г. Чистополь
Р175, Р175М — Ø13 — АвтоСпецОборудование
ВИ 2-7 — Ø14 — Волгоградский инструментальный завод
MD-23 — Ø14 — Каунасский станкостроительный завод «Нерис»
Приемы сверления легких сплавов
Многие виды и марки легких сплавов характеризуются меньшим сопротивлением резанию, чем черные металлы. Поэтому их обрабатывают на повышенных скоростях резания инструментами из быстрорежущих сталей, оснащенными твердыми сплавами. При обработке отверстий, например в магниевых сплавах (МЛ4, МЛ5 и др.), на сверлильных станках следует учитывать, что экономичная величина скоростей при пользовании указанными инструментами значительно выше той, которую могут обеспечить сверлильные станки. Кроме того, при обработке магниевых сплавов на больших скоростях возникает опасность их самовоспламенения.
Учитывая специфику обработки легких сплавов, сверление их рекомендуется производить, соблюдая следующие правила:
- 1. Отверстия в заготовках из магниевых сплавов надо сверлить сверлами из углеродистых или легированных иструментальных сталей. На передней поверхности сверла делать фаску с передним углом, равным 5° (рис. 87), и шириной 0,2..0,6 мм в зависимости от диаметра сверла (фаски тем шире, чем больше диаметр сверла).
- 2. Для уменьшения осевой силы резания и получения дробленой стружки у этих же сверл следует подтачивать перемычку до толщины 0,08..1,0 диаметра сверла D; угол φ делать равным 45°, задний угол α ~ 15°.
- 3. У сверл для сверления отверстий в дюралевых сплавах марок Д1, Д16 и др. должна быть хромирована режущая часть. Это предохраняет от прилипания к сверлу мелких частиц металла, которые усложняют сход стружки, увеличивают шероховатость обработанной поверхности и ускоряют износ сверла.
- 4. Для сверления алюминиевых сплавов необходимо применять сверла с большими углами φ и ω, чем для сверления черных металлов; угол φ должен быть равен 66..70°, а угол наклона винтовых канавок ω равен 35..45°, задний угол α = 8..10°.
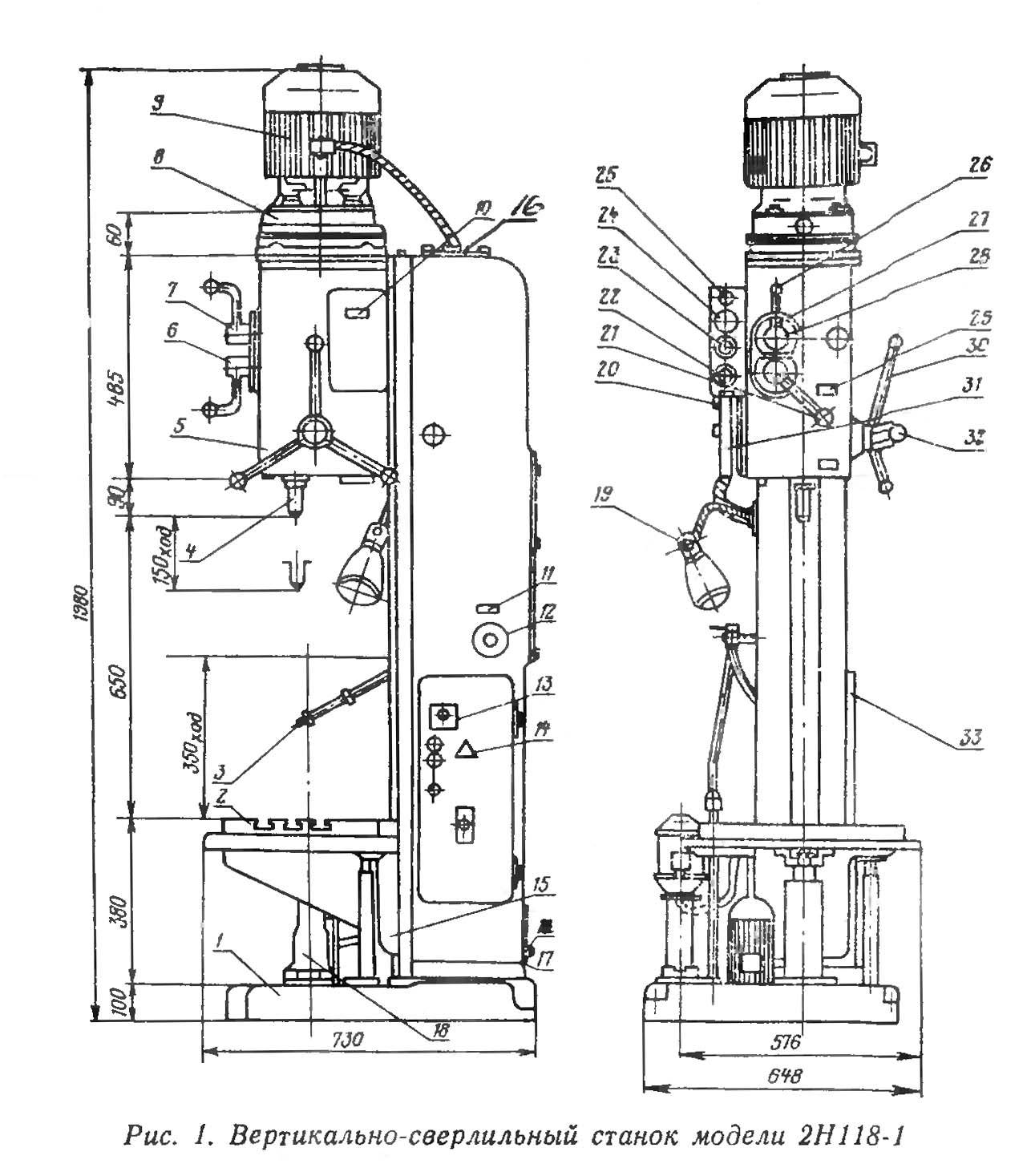
Электрооборудование и электрическая схема сверлильного станка 2Б118

Электрическая схема сверлильного станка 2Б118

Электрооборудование станка состоит из следующих узлов:
- Электродвигателя вращения и рабочей подачи 1,7 кВт;
- Электронасоса охлаждения производительностью 22 л/мин 0,125 кВт;
- Пусковой аппаратуры, состоящей из 2-х пакетных выключателей и 2-х магнитных пускателей;
- Командной аппаратуры, состоящей из двух микропереключателей;
- Защитной аппаратуры, состоящей из плавких предохраните лей и теплового реле;
- Аппаратуры местного освещения, состоящей из понижающего трансформатора, однополюсного выключателя, кронштейна и лампы 36 В.
Вся пусковая и защитная аппаратура смонтирована в нише колонны на крышке. Проводка выполнена в металлорукавах, частично идущих внутри колонны.
Командоаппараты расположены с левой стороны кронштейна и управляются от рукоятки.
Аппараты ручного управления имеют выведенные наружу изолированные ручки или штифты.
Описание работы электросхемы
- 1. Поворотом выключателя „сеть» в положение „включено» подается напряжение на пусковую и защитную аппаратуру. Если необходимо охлаждение, то выключатель „охлаждение» ставится в положение „Включено»
- 2. Поворотом рукоятки в положение „Вправо» включается пускатель ПВ, катушка которого получает питание по цепи Л22—1-3-7-8—Л сначала через 1 МП, а затем через блок-контакты ЛБЛ20—1. Механическая часть электроуправления работает следующим образом: (см. рис. 7) вместе с рукояткой (1) поворачивается переключатель (2), который через шарик ведет сектор (3). Верхний шарик попадает в цековку сектора, освобождая пружину (4) и микропереключатель 2 МП. При дальнейшем повороте переключателя (2) и его скос нажимает на нижний шарик, отжимающий пружину (5). В результате этого замыкаются контакты 1 МП, происходит включение пускателя ПВ. При отпускании рукоятки переключатель (2) под действием фиксатора несколько отходит назад, освобождая 1 МП, но пускатель ПВ будет питаться через контакты ПВ.
- 3. Для останова рукоятка переводится в положение „Стоп». При этом переключатель через шарик ведет за собой сектор (3) верхний шарик выходит из цековки и через пружину (4) нажимает на 2 МП, контакты которого 1-3 размыкаются, отключая ПВ. Поворот сектора ограничен стопорным винтом (6).
- 4. Для включения левого вращения рукоятка переводится в положение „Влево». Сектор (3) повернут против часовой стрелки до упора в стопор (6), микропереключатель 2 МП нажат. Воздействие скоса переключателя через пружину и шарик на 1 МП вызывает включение ЛВ по цепи Л22—1-2-6-8—Л12В по цепи Л.
- 5. Стоп из этого положения получается за счет того, что при обратном движении рукоятки переключатель (2) через шарик ведет сектор (3),который поворачивается по часовой стрелке до упора в стопор (6). В этот момент верхний шарик попадает в цековку сектора (6). Вследствие этого пружина перестает воздействовать на 2 МП, контакты которого 1-2 размыкаются, вызывая отключение пускателя ЛВ.
- 6. Таким образом включение пускателей осуществляется микропереключателем 1 МП при пережиме рукоятки в любое крайнее положение с последующим освобождением 1 МП за счет фиксатора. Этим самым осуществляется нулевая защита. Отключение пускателей осуществляется за счет 2 МП, который срабатывает при движении рукоятки в положение „Стоп». Следует отметить, что срабатывание 2 МП происходит вначале движения рукоятки и заканчивается при повороте рукоятки из крайних положений через 8—10 градусов. При общем повороте рукоятки на 60 градусов остальные 50 градусов соответствуют положению „Стоп», что обеспечивает большую надежность отключения, вращения.
- 7. Местное освещение, питаемое с напряжением 36 в. имеет свой выключатель, установленный на крышке шкафа.
- 8. Защита. Схемой предусмотрена защита от коротких замыканий,: от перегрузки и нулевая защита.
- 9. Станок должен быть заземлен, согласно существующим правилам и нормам. Колонна станка имеет для этого специальный болт с двумя шайбами.
- 10. Уход за электрооборудованием — согласно типовым инструкциям в зависимости от окружающей среды.
Ремонт, видео
Механическая подача шпинделя
Механическая подача шпинделя на сверлильном станке 2Н125 работает за счет работы винта и рукоятки (крестовый штурвал) для перемещения шпинделя вверх и вниз вдоль колонны сверлильного станка 2Н125.
Винт соединен с рукояткой и шпинделем, и когда рукоятка поворачивается, она вращает винт, который, в свою очередь, перемещает шпиндель вдоль колонны. Это позволяет пользователю регулировать расстояние между шпинделем и столом, что полезно при сверлении на разную глубину или для выполнения любых других работ.
Выключение подачи на определенную глубину
Итак, чтобы настроить подачу сверлильного станка 2Н125 на заданную глубину необходимо повторить что было выше, а точнее закрепить сверло в патрон, выставить стол, зафиксировать деталь. Теперь крутим штурвал, пока сверло не упрется в деталь, в том месте, где планируем делать отверстие. Таким образом мы выставляем «0».
Крутим винт и отпускаем лимб сверлильной головки, потом этот лимб выставляем напротив цифры, которая соответствует нашей глубине. Закрепляем лимб. Не забудьте учесть угол заточки сверла, так как, мы дотронулись до детали кончиком сверла. Кулачок с буквой «П» закрепить так, чтобы его риска совпала с соответствующей риской на лимбе.
Нарезание резьбы
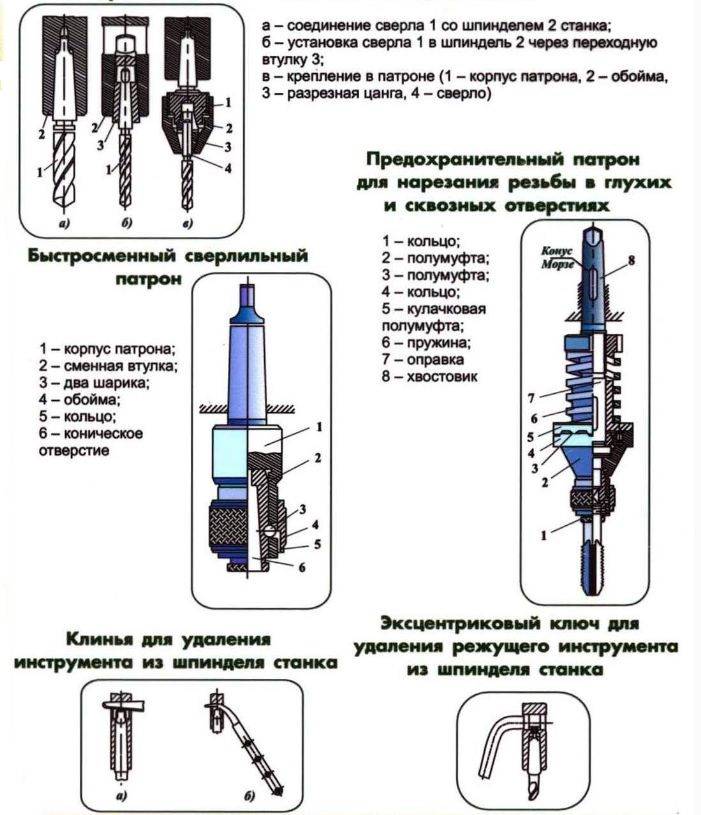
Патрон для нарезания резьбы — это специальный тип патрона, предназначенный для фиксирования метчика. Пошаговая инструкция по нарезанию резьбы на сверлильном станке 2Н125 следующая:
- Помещаем метчик в патрон, после чего патрон закрепляем в шпинделе.
- Надежно фиксируем деталь, в которой будем нарезать резьбу на столе.
- Неспеша опускаем шпиндель с закрепленным патроном до того момента пока метчик не упрется в деталь.
- Устанавливаем лимб, который находится на сверлильной головке, напротив.
- Необходимой цифры, которая указывает на глубину обработки. Совместить риску кулачка «П» с соответствующей риской на лимбе и закрепить кулачок.
- Сначала необходимо включить механическую подачу, после чего вручную опускаем метчик в отверстие. Так продолжается два или три оборота, после чего руками уже делать ничего не надо.
- Как только метчик достигнет заданную глубину нарезания резьбы, осуществляется автоматический реверс шпинделя и соответственно метчик автоматически выйдет с отверстия.
- По завершения нарезания резьбы включаем обратно нормальное (правое) вращение шпинделя.
Указания по эксплуатации
- Надежно закрепите заготовку.
- Выберите подходящее сверло для материала которое соответствует размеру необходимого отверстия.
- Отрегулируйте стол и шпиндель на нужную высоту для работы.
- Запустите сверлильный станок 2Н125 и дайте ему набрать полную скорость перед началом сверления.
- Прикладывайте постоянное, умеренное давление на сверло, когда оно врезается в материал.
- Используйте смазочно-охлаждающую жидкость, например, масло или водорастворимую охлаждающую жидкость, чтобы смазать сверло и смыть мусор.
- По окончании сверления выключите сверлильный станок 2Н125 и дождитесь полной остановки шпинделя, прежде чем вынимать заготовку.
Важно отметить, что сверлильный станок 2Н125 — это мощные инструменты, которые при неправильном использовании могут привести к серьезным травмам. Всегда надевайте соответствующие средства защиты, такие как защитные очки или маску, и избегайте свободной одежды или украшений, которые могут застрять в движущихся частях
Держите руки и пальцы подальше от сверла во время работы.
Регулярное обслуживание сверлильного станка 2Н125 также важно для поддержания его в хорошем рабочем состоянии, например, регулярная чистка и смазка движущихся частей, подтягивание ослабленных болтов и замена изношенных или поврежденных деталей. Для получения конкретных инструкций по обслуживанию необходимо обратиться к руководству
Принцип действия
Эксплуатация станка в действующем режиме происходит по следующему принципу. Обрабатываемую заготовку, необходимо установить и надёжно зафиксировать на рабочей поверхности координатного стола. Шпиндель с установленным инструментом должен располагаться в крайнем положении снизу. Используя систему продольного смещения рабочего стола, шпиндель необходимо отцентрировать. Затем нужно убедиться в соосном расположении торца детали, предназначенной для обработки, и шпинделя. Исходя из кинематической возможности, в коробке скоростной передачи выбираем скорость вращения, подходящую для обработки. Включаем вертикальный электрический двигатель главного привода.
После настройки кинематической схемы, осуществляется движение инструментальной головки к торцу обрабатываемого изделия, и выполняют нужную технологическую операцию.
1 Где используется и какие аналоги имеет сверлильный станок 2Н125?
Указанный агрегат характеризуется сечением (условным) сверления 25 миллиметров, что обуславливает сферу его применения компаниями, специализирующимися на мелкосерийном и единичном изготовлении продукции.
Станок обеспечивает рациональные схемы обработки заготовок, так как располагает требуемыми величинами подач шпинделя и пределы оборотов. По Государственному стандарту 15150–69 данное сверлильное оборудование причислено к четвертой категории размещения. Оно позволяет работать с изделиями из разных материалов, которые описываются большим разбросом геометрических размеров. На станке допускается монтировать инструмент из сплавов повышенной твердости, а также из быстрорежущих сталей и высокоуглеродистых сплавов.
Разработчиком описываемого агрегата является Спецбюро города Одессы, специалисты которого хорошо известны в странах СНГ своими специальными станками и качественным оборудованием для обработки металлов. Конструкторы снабдили интересующую нас сверлильную установку механизмом реверсирования двигателя, благодаря чему на ней можно выполнять (при подаче шпинделя в ручном режиме) нарезание резьбы. Данная операция осуществляется машинными метчиками.








Ряд зарубежных предприятий взяли 2Н125 в качестве базы для создания своих сверлильных агрегатов. К таковым относят, например, китайскую компанию “Guangzhou Pearl River”, производящую станки серии Z5025 (3В, 3А, 1В, 1А) и Z4025-2, белорусский комбинат Гомеля (2Т125). Три установки на основе описываемого станка выпустил и Молодечненский завод станкостроения – МН25Л, МН25Н-01 и 2Н125Л.

Кроме того, герой нашего обзора послужил базой для создания следующих активно используемых агрегатов:
- 2Н125Ф2 (агрегат со столом крестового типа, числовым программным управлением и головкой револьверной конструкции);
- 2Н125А (автоматизированный принцип выполнения рабочих операций, станок вертикально-сверлильной группы);
- 2Н125С (однопозиционные специальные установки, на которых головки с несколькими шпинделями крепятся на пиноль фланцевого типа);
- 2Н125К (крестовая рабочая поверхность, координатный агрегат);
- 2Н125Н (многопозиционное оборудование с поворотным столом и многошпиндельными головками).
Как видим, все модификации отличаются только последней литерой. А число 25 в их маркировке указывает на максимальное сечение, которое можно сделать на таких станках в деталях, произведенных из стали 45.
Сверлильная головка вертикально-сверлильного станка 2Н125Л

Сверлильная головка вертикально-сверлильного станка 2н125л
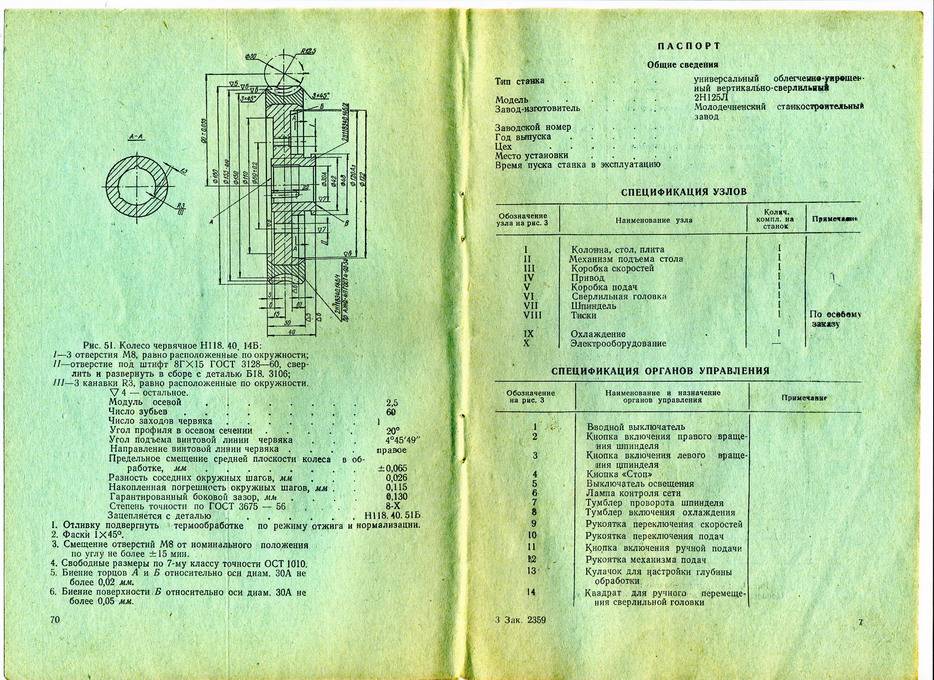
Сверлильная головка (рис.9) представляет собой чугунную отливку коробчатого сечения, в которой монтируются все основные узлы станка: коробка скоростей, коробка подач, шпиндель и механизм подач.
Первые три узла собираются отдельно и крепятся только к сверлильной головке.
Механизм подачи, состоящий из червячной передачи, горизонтального вала с реечной шестерней, лимба со связанными с ним деталями, рукояток, кулачковых и храповых обгонных муфт, является составной частью сверлильной головки.
Механизм подачи приводится в движение от коробки подач (см. рис.8) через перегрузочную муфту и предназначен для выполнения следующих функций:
- ручной подвод инструмента к детали
- включение рабочей подачи
- ручное опережение подачи
- выключение рабочей подачи
- ручной отвод шпинделя вверх
- ручная подача, используемая обычно при нарезании резьбы
Принцип работы механизма подачи заключается в следующем: при вращении штурвала 8 на себя проворачивается кулачковая муфта 12, которая через ступицу-полумуфту 14 вращает вал-шестерню 17 реечной передачи. Происходит ручная подача шпинделя.
Когда инструмент подойдет к детали, на валу-шестерне 17 возрастает крутящий момент, который не может быть передан зубцами кулачковой муфты 12, и ступица-полумуфта 14 перемещается вдоль вала-шестерни 17 до тех пор, пока торцы кулачковой муфты не станут друг против друга.
В этот период кулачковая ступица-полумуфта 14 проворачивается свободно относительно вала-шестерни на 20°. Угол 20° ограничивается пазом на муфте и штифтом 10.
На ступице-полумуфте 14 сидит двухсторонний храповый диск 15, связанный со ступицей-полумуфтой собачками 7. При смещении ступицы-полумуфты 14 влево храповый диск 15, преодолевая пружину 13, также смещается влево и зубцы диска входят в зацепление с зубцами второго диска б, прикрепленного к червячному колесу 16. Таким образом вращение от червяка I передается реечному валу-шестерне 17 и происходит механическая подача.
При дальнейшем вращении штурвала 8 при включенной подаче собачки 7 ступицы-полумуфты 14 проскакивают по зубцам внутренней стороны диска 15 и, таким образом, производится ручное опережение механической подачи.
При ручном выключении подачи штурвалом 8, повернув его в обратном направлении на 20° относительно вала-шестерни 17, на котором он сидит, зуб его кулачковой муфты 12 становится против впадины ступицы-полумуфты 14, которая вследствие осевой силы, возникающей благодаря наклону зубцов диска 15 и специальной пружины 13, смещается вправо и расцепляет диски и механическая подача прекращается.
Как указывалось выше, механизм подачи допускает ручную подачу шпинделя штурвалом 8. Для этого колпачок 9 необходимо переместить влево до отказа. При этом штифт II входит в паз муфты 12 и не дает ей возможности повернуться на 20°.
На левой стенке сверлильной головки смонтирован лимб 4, который во время подачи шпинделя приводится во вращение через пару шестерен 2 и 5.
Лимб предназначен для визуального отсчета глубины обработки и для настройки кулачка отключения автоматической подачи при достижении нужной глубины сверления.
Для визуального отсчета глубины обработки инструмент доводят вручную до контакта с обрабатываемой деталью и левой рукой устанавливают кольцо 3 в нужное положение. Отсчет глубины обработки производится по шкале на цилиндрической поверхности кольца 3. Для настройки кулачка на торцевой поверхности корпуса лимба имеется Т-образный паз.
Шпиндель
Шпиндель I (рис. 10) смонтирован на шариковых подшипниках. Осевое усилие подачи воспринимается передним упорным подшипником. Подшипники расположены в гильзе 2 шпинделя, которая при помощи реечной передачи имеет возможность перемещаться вдоль оси.
Регулировка подшипников шпинделя производится при помощи гайки, расположенной над верхней опорой шпинделя.
Форма и размеры конца шпинделя выполнены в соответствии с ГОСТ 2701-44.
Тиски поворотные
Тиски (рис. II) устанавливаются в кронштейне стола. Тиски предназначаются для легких сверлильных работ, не требующих высокой точности. Тиски могут поворачиваться и устанавливаться под любым углом относительно оси сверла.
В двух взаимно перпендикулярных положениях тиски зажимаются дополнительным клиновым зажимом, который является также фиксатором.
Технические характеристики оборудования
Компоненты станка
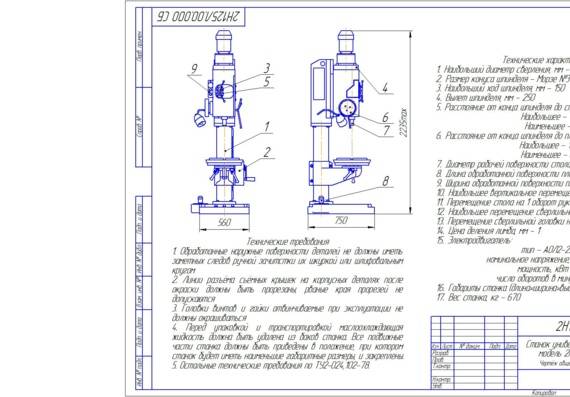
Ознакомление с техническими характеристиками вертикально-сверлильного станка 2Н125 следует начать с анализа основных параметров. К ним относятся масса, которая составляет 880 кг и габариты – 235*78,5*91,5 см. Они позволяют установить оборудования на ограниченной площади рабочего помещения.
Помимо этого, к основным техническим характеристикам оборудования относят расстояния от рабочего торца шпиндельной головки до рабочего стола – от 6 до 70 см. Если же выполняется обработка деталей с относительно небольшой толщиной, следует учитывать другой показатель – степень удаления от шпинделя до рабочей поверхности плиты – от 69 до 106 см.
В паспорте станка указаны другие, не менее важные характеристики оборудования 2Н125. К ним относятся параметры рабочего стола:
- номинальный размер – 40*45 см;
- количество пазов Т-образной формы для фиксации заготовки – 3 шт.;
- вертикальное перемещение на максимальное расстояние 27 см.
Для выполнения операций сверления в конструкции есть многофункциональная шпиндельная головка. Для выбора оптимального режима обработки следует знать основные характеристики этого компонента станка:
- параметры смещения. Установочное составляет 17 см, на ход – 20 см;
- границы частоты вращения головки, об/мин – от 45 до 2000;
- число скоростей составляет 12;
- максимальный крутящий момент, Нм – 250.
Вертикально сверлильный станок 2Н125 имеет конус шпинделя Морзе 3. Это необходимо учитывать при выборе инструмента обработки, а также установки режима функционирования.
Для станка 2Н125 характерно 9 ступней подач. Быстрая смена инструмента обеспечивается механизмом оперативной остановки шпинделя.
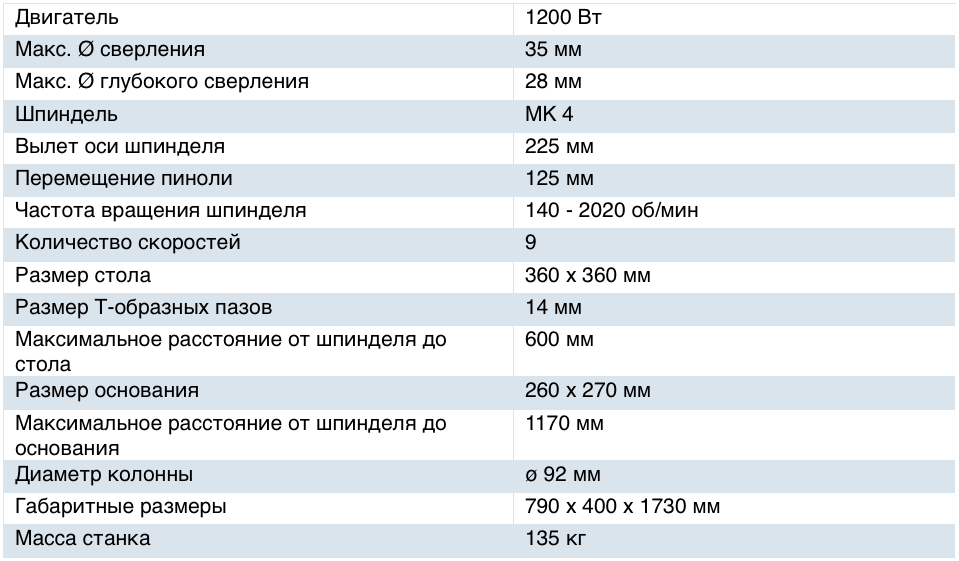
Технические характеристики вертикально-сверлильного станка 2Н125.
| Величины | ||
| Наибольший диаметр сверления в стали 45 ГОСТ 1050-74 | мм | 25 |
| Размеры конуса шпинделя по ГОСТ 25557-82 | Морзе 3 | |
| Расстояние от оси шпинделя до направляющих колоны | мм | 250 |
| Наибольший ход шпинделя | мм | 200 |
| Расстояние от торца шпинделя до стола | мм | 60-700 |
| Расстояние от торца шпинделя до плиты | мм | 690-1080 |
| Наибольшее (установочное) перемещение сверлильной головки | мм | 170 |
| Перемещение шпинделя за один оборот штурвала | мм | 122, 46 |
| Рабочая поверхность стола | мм | 400х450 |
| Наибольший ход стола | мм | 270 |
| Установочный размер центрального Т-образного паза в столе по ГОСТ 1574-75 | мм | 14H9 |
| Установочный размер крайних Т-образных пазов в столе по ГОСТ 1574-75 | мм | 14H11 |
| Расстояние между двумя Т-образными пазами по ГОСТ 6569-75 | мм | 180 |
| Количество скоростей шпинделя | 12 | |
| Пределы чисел оборотов шпинделя | об/мин | 45-2000 |
| Количество подач | 9 | |
| Пределы подач | мм/об | 0,1-1,6 |
| Наибольшее количество нарезаемых отверстий в час | 60 | |
| Управление циклами работы | ручное | |
| Род тока питающей сети | трёхфазный | |
| Напряжение питающей сети | В | 380/220 |
| Тип двигателя главного движения | 4АM90L4 | |
| Мощность двигателя главного движения | кВт | 2,2 |
| Тип электронасоса охлаждения | Х14-22М | |
| Мощность двигателя электронасоса охлаждения | кВт | 0,12 |
| Производительность электронасоса охлаждения | л/мин | 22 |
| Высота станка | мм | 2350 |
| Ширина станка | мм | 785 |
| Длина станка | мм | 915 |
| Масса станка | кг | 880 |
2А135 Станок вертикально-сверлильный универсальный. Назначение и область применения
Вертикальный сверлильный станок 2А135 заменил в серийном производстве устаревший станок 2135
. В новой модели обеспечивается более удобное управление коробкой соростей и подач. Улучшены эргономические показатели. Станок 2А135 был заменнен на более совершенную модель2Н135 Универсальный вертикально-сверлильный станок, модель 2А135, предназначен для работы в ремонтных и инструментальных цехах, а также в производственных цехах с мелкосерийным выпуском продукции; оснащенный приспособлениями станок может быть применен в массовом производстве.
Вертикально-сверлильный станок 2а135, с условным диаметром сверления 35 мм, используется на предприятиях с единичным и мелкосерийным выпуском продукции и предназначены для выполнения следующих операций: сверления, рассверливания, зенкования, зенкерования, развертывания, нарезания резьб и подрезки торцев ножами.
Допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твердых сплавов.

Операции сверления на станке 2а135
Особенности конструкции сверлильного станка 2А135
Наличие на станке девятискоростной коробки скоростей с диапазоном регулирования 68-100-140-195-175-400-530-750-1100 оборотов в минуту, 11-скоростной коробки подач с диапазоном регулирования от 0,115 до 1,6 мм на оборот и электрореверса обеспечивает выбор нормативных режимов резания для диаметров отверстий до 35 мм при сверлении, рассверливании, зенковании, зенкеровании, развертывании, нарезке резьбы, а также допускает использование режущего инструмента, оснащенного твердым сплавом.
Наличие на станках механической подачи шпинделя, при ручном управлении циклами работы.
Допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твердых сплавов.
Станки снабжены устройством реверсирования электродвигателя главного движения» что позволяет производить на них нарезание резьбы машинными метчиками при ручной подаче шпинделя»
Станок обладает высокой жесткостью, прочностью рабочих механизмов, мощностью привода и широким диапазоном скоростей резания и подач, позволяющим использовать режущий инструмент, оснащенный твердым сплавом. Наличие электрореверса, управляемого как автоматически, так и вручную, обеспечивает возможность нарезания резьбы при ручном подводе и Отводе метчика.








В конструкции вертикально-сверлильного станка модели 2А135 предусмотрено автоматическое включение движения подачи после быстрого подвода режущего инструмента к обрабатываемой детали и автоматическое выключение подачи при достижении заданной глубины сверления.
Заданная глубина сверления несквозных отверстий обеспечивается специальным механизмом останова с упором. Этот механизм является одновременно предохранительным устройством, предохраняющим механизм подач от поломок при перегрузках.
Шпиндель станка смонтирован на прецизионных подшипниках качения. Нижняя опора состоит из радиального шарикового подшипника класса АВ. В верхней опоре установлен один шариковый подшипник класса В.
Заводом предусмотрена возможность смены приводных шкивов клнноременной передачи, что позволяет устанавливать пределы чисел оборотов шпинделя в соответствии с технологическими задачами.
Для сокращения вспомогательного времени на станке модели 2А135 обеспечена возможность включения и выключения подачи тем же штурвалом, который осуществляет ручное быстрое перемещение шпинделя.
Категория размещения 4 по ГОСТ 15150-69.
Аналоги вертикально-сверлильных станков 2А135, выпускаемые в настоящее время:
- 2Т125, 2Т140, 2Т150 — производитель: Гомельский завод станочных узлов
- 2АС132, 2АС132-01 — производитель: Астраханский станкостроительный завод
- 2Л125, 2Л132, 2Л135, ЛС25, ЛС35 — производитель: Липецкое станкостроительное предприятие (ПАО СТП-ЛСП)
- МН25Л, МН25Н-01 — производитель: Молодечненский станкостроительный завод
Характеристики аппарата
Агрегат в состоянии надежно выполнять 4 основные операции:
- зенкерование;
- сверление отверстий;
- нарезка внутренней резьбы;
- развертывание.
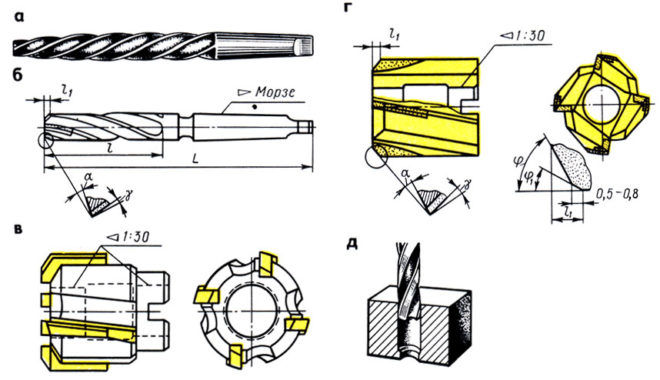 Схема зенкерования
Схема зенкерования
Простота агрегата заключается в использовании одного шпиндельного узла. Для станка разработаны новые модификации, позволяющие проводить более сложные операции с высокой производительностью. Некоторые современные аппараты оснащены сразу несколькими сверлильными головками.
Агрегат имеет следующие технические характеристики:
- вес станка – 880 кг;
- расстояние от рабочей поверхности до рабочего торца головки шпинделя – 6-70 см;
- число пазов, фиксирующих заготовку – 3 шт;
- размер номинальный – 40*45 см;
- количество скоростей – 12;
- смещение на ход – 20 см;
- установочное смещение – 17 см;
- количество оборотов головки – 45-2000 оборотов/мин;
- максимально возможный крутящий момент – 250 Нм;
- общие габариты – 235*78,4*91,5 см;
- мощность электрического двигателя – 2,2 кВт.






