

Конструктивные особенности модели
На момент, когда рассматриваемый станок был запущен в производство, в его конструкции было реализовано несколько технологических инноваций, что лучшим образом отразилось на его технических характеристиках. Однако наиболее примечательной характеристикой данного устройства, благодаря которой оно и сегодня пользуется большой популярностью, является надежность.

Устройство сверлильного станка 2А135
Несущими элементами вертикально-сверлильного станка модели 2А135 являются массивная опорная плита и вертикальная колонна. Для придания конструкции жесткости, массивности и невосприимчивости к вибрационным нагрузкам используются чугунные элементы.
Шпиндельная головка станка смонтирована на вертикальной несущей колонне, на которой также располагаются приводной электродвигатель и механизм, отвечающий за переключение передач. Несмотря на то, что вертикально-сверлильный станок данной модели сложно назвать современным, все его конструктивные элементы и органы управления расположены эргономично, благодаря чему на нем очень удобно работать.

Среди конструктивных особенностей вертикально-сверлильного станка модели 2А135 стоит выделить следующие.
- Подача режущего инструмента после его быстрого подвода к поверхности детали включается автоматически. Автоматическое выключение подачи происходит тогда, когда инструмент достиг требуемой глубины сверления.
- Автоматическое выключение подачи инструмента при достижении им требуемой глубины сверления возможно благодаря специальному механизму останова с упором, выполняющему в том числе и защитные функции (предохранение инструмента от поломок при критических нагрузках).
- Для обеспечения высокой точности и плавности работы шпиндель станка 2А135 закрепляется в опорах с прецизионными подшипниками.
- Согласно руководству по эксплуатации, приводные шкивы клиноременной передачи можно менять и тем самым устанавливать такие пределы скорости вращения шпинделя, которые оптимально подходят для решения определенной технологической задачи.
- Включение и выключение подач может выполняться тем же штурвальным устройством, которое отвечает за быстрое перемещение шпинделя. Это позволяет сократить время на выполнение вспомогательных операций.
- Стол станка, на котором фиксируется заготовка, может перемещаться в горизонтальной плоскости. Это перемещение можно задать и в процессе выполнения обработки, без выключения устройства.

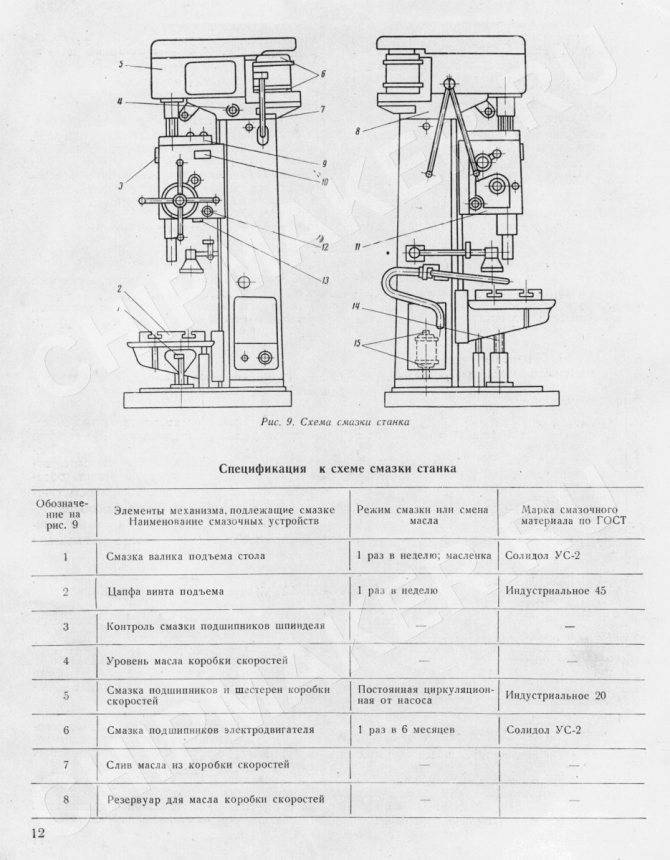
Схема охлаждения станка
Порядок работы на станке
Наладка станка на работу заключается в установке стола и сверлильной головки в необходимые для работы положения, в зажиме их на колонне, в установке необходимых частот вращения и подач шпинделя.
На станке 2С132ПФ2И предусмотрены следующие режимы управления:
- наладочный (управление вручную от кнопок);
- автоматический (управление от УЦИ К524);
- полуавтоматический (позиционирование стола по программе от устройства УЦИ, а подвод и отвод пиноли со шпинделем вручную).
Для установления наладочного режима необходимо переключатель «Выбор режима» на пульте управления станка установить в положение «Наладка».
Работа на станке в режиме «Наладка» осуществляется нажатием соответствующих кнопок на пульте управления.
Для выбора оси перемещения служит переключатель «Выбор осей X и У». Для перемещения стола в положительном и отрицательном направлениях служат соответственно кнопки «Положительное направление перемещения». Для управления направлением вращения шпинделя служат кнопки «Вращение шпинделя влево» на пульте управления.
Для проворота зубчатых колес в коробке скоростей во время переключения скоростей вращения шпинделя служит кнопка «Проворот шпинделя».
На станке 2С132Ц предусмотрены следующие режимы управления:
- ручной режим;
- автоматический.
При ручном режиме, переключатель «Выбор режима» установить а среднее положение «Ручной режим». Управление станком осуществляется нажатием соответствующих кнопок на пульте станка «Вращение шпинделя влево», «Останов». Рабочая подача осуществляется как от штурвала, так и с помощью механической передачи от электродвигателя главного движения.
При автоматическом режиме, переключатель «Выбор режима» установить в крайнее левое положение «Сверление». Установить кулачки в зависимости от глубины обработки. С помощью штурвала перевести шпиндель в верхнее исходное положение. Нажать кнопку «Пуск цикла».
Нарезание резьбы в автоматическом цикле
ВНИМАНИЕ! Нарезание резьбы с автоматическим циклом подачи шпинделя, возможно только для станков 2С132ПФИ и 2С132Ц. Диапазоны подач указаны в табл
10
10.
При автоматическом цикле нарезание резьбы переключатель «Выбор режима» установить в крайнее правое положение «Нарезание резьбы». Установить кулачки в зависимости от глубины обработки. Нажать кнопку «Пуск цикла». Окончание нарезания резьбы на станке 2С132Ц контролируется соответствующими кулачками на лимбе, а на станке 2С132ПФ2Й по заданной программе.
На станках 2С132К и 2С132 предусмотрены следующие режимы:
- ручная подача шпинделя;
- механическая подача шпинделя.
Установить кулачки в зависимости от глубины обработки.
После включения вращения и подачи шпинделя начинается обработка детали. По достижении нужной глубины обработки подача шпинделя прекратится, а шпиндель будет продолжать вращаться. Для его остановки нужно нажать кнопку «Останов».
Нарезание резьбы на станке с реверсом шпинделя на определенной глубине, лимб на сверлильной головке установить так, чтобы против указателя находилась цифра, соответствующая глубине обработки. Совместить риску кулачка «Р» с соответствующей риской на лимбе и закрепить кулачок. Выключить механическую подачу. После включения вращения шпинделя метчик вручную ввести в отверстие. Через 2-3 оборота шпинделя надобность в ручной подаче отпадает. По достижении заданной глубины нарезания шпиндель автоматически реверсируется и метчик выходит из отверстия. Чтобы шпиндель принял правое вращение, нужно нажать на соответствующую кнопку.
Сверлильная головка вертикально-сверлильного станка 2Н125Л
Сверлильная головка вертикально-сверлильного станка 2н125л
Сверлильная головка (рис.9) представляет собой чугунную отливку коробчатого сечения, в которой монтируются все основные узлы станка: коробка скоростей, коробка подач, шпиндель и механизм подач.
Первые три узла собираются отдельно и крепятся только к сверлильной головке.
Механизм подачи, состоящий из червячной передачи, горизонтального вала с реечной шестерней, лимба со связанными с ним деталями, рукояток, кулачковых и храповых обгонных муфт, является составной частью сверлильной головки.
Механизм подачи приводится в движение от коробки подач (см. рис.8) через перегрузочную муфту и предназначен для выполнения следующих функций:
- ручной подвод инструмента к детали
- включение рабочей подачи
- ручное опережение подачи
- выключение рабочей подачи
- ручной отвод шпинделя вверх
- ручная подача, используемая обычно при нарезании резьбы
Принцип работы механизма подачи заключается в следующем: при вращении штурвала 8 на себя проворачивается кулачковая муфта 12, которая через ступицу-полумуфту 14 вращает вал-шестерню 17 реечной передачи. Происходит ручная подача шпинделя.
Когда инструмент подойдет к детали, на валу-шестерне 17 возрастает крутящий момент, который не может быть передан зубцами кулачковой муфты 12, и ступица-полумуфта 14 перемещается вдоль вала-шестерни 17 до тех пор, пока торцы кулачковой муфты не станут друг против друга.
В этот период кулачковая ступица-полумуфта 14 проворачивается свободно относительно вала-шестерни на 20°. Угол 20° ограничивается пазом на муфте и штифтом 10.
На ступице-полумуфте 14 сидит двухсторонний храповый диск 15, связанный со ступицей-полумуфтой собачками 7. При смещении ступицы-полумуфты 14 влево храповый диск 15, преодолевая пружину 13, также смещается влево и зубцы диска входят в зацепление с зубцами второго диска б, прикрепленного к червячному колесу 16. Таким образом вращение от червяка I передается реечному валу-шестерне 17 и происходит механическая подача.








При дальнейшем вращении штурвала 8 при включенной подаче собачки 7 ступицы-полумуфты 14 проскакивают по зубцам внутренней стороны диска 15 и, таким образом, производится ручное опережение механической подачи.
При ручном выключении подачи штурвалом 8, повернув его в обратном направлении на 20° относительно вала-шестерни 17, на котором он сидит, зуб его кулачковой муфты 12 становится против впадины ступицы-полумуфты 14, которая вследствие осевой силы, возникающей благодаря наклону зубцов диска 15 и специальной пружины 13, смещается вправо и расцепляет диски и механическая подача прекращается.
Как указывалось выше, механизм подачи допускает ручную подачу шпинделя штурвалом 8. Для этого колпачок 9 необходимо переместить влево до отказа. При этом штифт II входит в паз муфты 12 и не дает ей возможности повернуться на 20°.
На левой стенке сверлильной головки смонтирован лимб 4, который во время подачи шпинделя приводится во вращение через пару шестерен 2 и 5.
Лимб предназначен для визуального отсчета глубины обработки и для настройки кулачка отключения автоматической подачи при достижении нужной глубины сверления.
Для визуального отсчета глубины обработки инструмент доводят вручную до контакта с обрабатываемой деталью и левой рукой устанавливают кольцо 3 в нужное положение. Отсчет глубины обработки производится по шкале на цилиндрической поверхности кольца 3. Для настройки кулачка на торцевой поверхности корпуса лимба имеется Т-образный паз.
Шпиндель
Шпиндель I (рис. 10) смонтирован на шариковых подшипниках. Осевое усилие подачи воспринимается передним упорным подшипником. Подшипники расположены в гильзе 2 шпинделя, которая при помощи реечной передачи имеет возможность перемещаться вдоль оси.
Регулировка подшипников шпинделя производится при помощи гайки, расположенной над верхней опорой шпинделя.
Форма и размеры конца шпинделя выполнены в соответствии с ГОСТ 2701-44.
Тиски поворотные
Тиски (рис. II) устанавливаются в кронштейне стола. Тиски предназначаются для легких сверлильных работ, не требующих высокой точности. Тиски могут поворачиваться и устанавливаться под любым углом относительно оси сверла.
В двух взаимно перпендикулярных положениях тиски зажимаются дополнительным клиновым зажимом, который является также фиксатором.
Назначение аппарата и сферы его использования
Вертикально-сверлильный агрегат 2А135 предназначен для выполнения широкого ряда операций:
- зенкование,
- развертывание отверстий,
- зенкерование,
- подрезание заготовочных торцов,
- нарезание резьбовыми метчиками.
Выполнение широкого спектра работ позволяет относить агрегат к универсальным устройствам. Указанный аппарат не предназначен для серийного производства и не используется на промышленных предприятиях, выпускающих широкий спектр изделий. Применение станка сводится к мелкосерийным производствам единичных изделий.
Оборудование идеально подходит для ремонтных отделов заводов и инструментальных цехов. При условии внесения усовершенствований в конструкцию агрегат возможно использовать для массового производства продукции.
Станок относится к четвертой группе размещения. Аппарат оборудован режущими инструментами, изготовленными из трех основных видов материала:
- высоколегированных сталей,
- быстрорежущих сталей,
- сплавов высокой твердости.
Агрегат обладает относительно небольшим по размерам рабочим столом. По этой причине на нем обрабатываются детали малых размеров. Подходящими изделиями для обработки на станке являются:
- чугунные детали,
- заготовки из разных видов стали,
- детали из цветных металлов.
Технические особенности
Особенность станка — в наличии в нем системы динамического торможения шпинделя.
Электрическое оборудование агрегата представлено в виде электродвигателя, обладающего мощностью 4,4 кВт. Аппарат оснащен электрическим насосом, подающим охлаждающую жидкость. Насос имеет тип Х14-22М.
Указанный вертикально-сверлильный аппарат обладает рядом технических особенностей:
- максимально возможный диаметр деталей, которые допустимо сверлить на станке, составляет 50 мм;
- шпиндель за счет наличия реверсивного устройства в составе аппарата способен выполнять вращения в разных направлениях;
- для устройства предусмотрена 9-ступенчатая коробка скоростей, благодаря которой шпиндель совершает до 1100 оборотов в течение минуты;
- агрегат управляется исключительно вручную, для него не предусмотрены автоматизированные системы.
Сверлильный станок 2а135 позволяет использовать машинные метчики, предназначенные для нарезки резьбы, что обеспечивается за счет наличия в конструкции реверсивного устройства.

Для получения должного результата работы рекомендуется использовать в качестве режущего инструмента для станка материалы, выполненные из твердых сплавов. Сверление изделий рекомендуется выполнять при малых оборотах инструмента из-за невысокой мощности всего оборудования.
Расположение основных частей сверлильного станка 2Р135Ф2

Расположение основных узлов станка 2р135ф2
Обозначение основных частей сверлильного станка 2Р135Ф2
- Основание станка
- Салазки стола
- Револьверная головка
- Шпиндельная бабка (суппорт)
- Коробка скоростей
- Редуктор подач
- Подвесной пульт управления
- Шкаф с аппаратурой управления электрооборудованием
- Шкаф с аппаратурой ЧПУ
- Колонна
- Крестовый стол
На основании (станине) 1 станка размещены салазки 2 крестового стола, имеющего телескопическую защиту направляющих. По вертикальным направляющим колонны перемещается шпиндельная бабка, на которой смонтирована шестишпиндельная револьверная головка, позволяющая осуществлять автоматическую смену инструмента по управляющей программе. Для ускорения ручной замены инструмента в револьверной головке предусмотрено специальное выпрессовочное устройство. Управлять станком можно с подвесного пульта.
Движения в станке
- Главное движение — вращение шпинделя с инструментом
- Перемещение по осям станка:
- Ось Х — продольная подача — продольное перемещение стола по направляющим салазок
- Ось Y — поперечная подача — поперечное перемещение салазок по направляющим станины
- Ось Z — вертикальная подача — вертикальное перемещение шпиндельной бабки (суппорта) по направляющим стойки
Вспомогательные движения — ускоренное перемещение суппорта, периодический поворот револьверной головки, точные и ускоренные перемещения стола и салазок (движение позиционирования).
Технические характеристики станка 2н135
Характеристика | Значение |
Конус шпинделя | Морзе № 4 |
Наибольшее осевое перемещение шпинделя, мм | 250 |
Вылет шпинделя, мм | 300 |
Расстояние от конца шпинделя до стола, мм | 30–750 |
Частота вращения шпинделя, мин–1 | 31,5–1400 |
Число частот вращения шпинделя | 12 |
Подача, мм/об | 0,1–1,2 |
Число подач | 9 |
Мощность электродвигателя главного движения, кВт | 4,5 |
Частота вращения вала электродвигателя, мин–1 | 1450 |
Рис. 3.7. Общий вид вертикально-сверлильного станка 2Н135



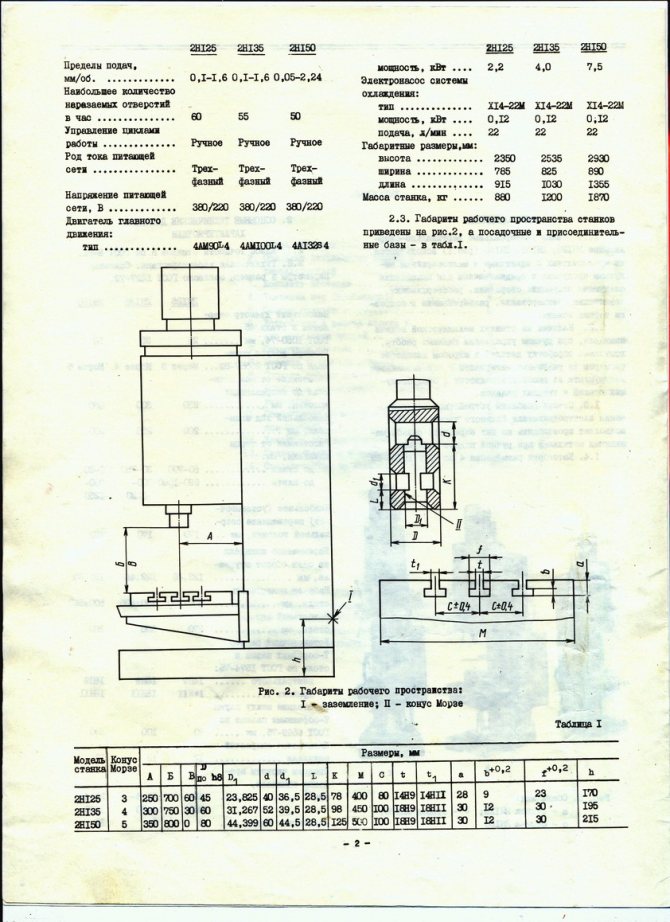





Станок является универсальным вертикально-сверлильным и относится к конструктивной гамме вертикально-сверлильных станков средних размеров 2Н118, 2Н125, 2Н135 и 2Н150 с условным диаметром сверления соответственно 18, 25, 35, 50.
Станки этой гаммы унифицированы между собой. Агрегатная компоновка и возможность автоматизации цикла обеспечивают создание на их базе специальных станков.
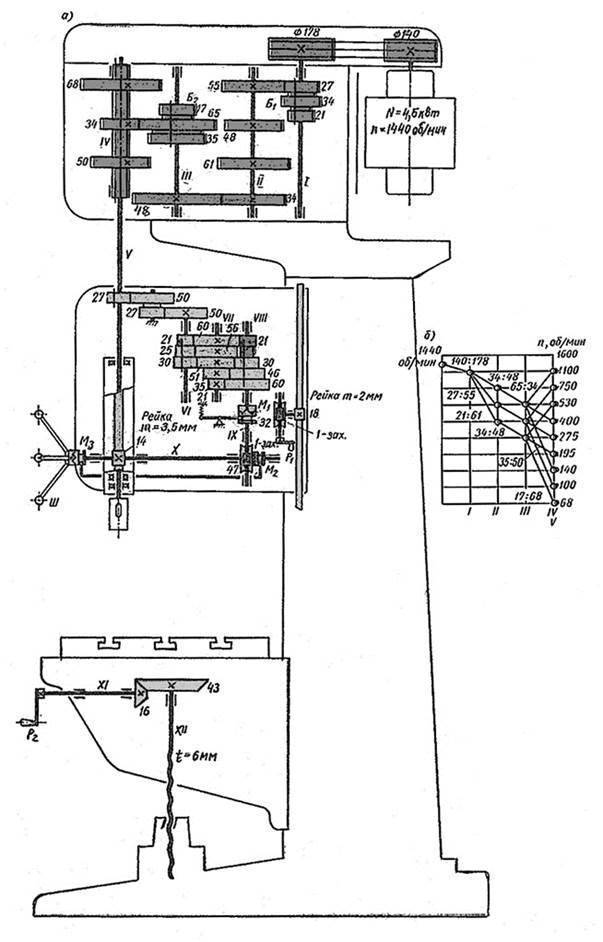
Движения в станке (рис. 3.8). Главное движение (вращение шпинделя) осуществляется от вертикально расположенного электродвигателя (N = 4,5 кВт; n = 1450 мин–1) через зубчатую передачу и коробку скоростей.
Коробка скоростей с помощью одного тройного блока зубчатых колес и двух двойных блоков сообщает шпинделю 12 различных значений частот вращения. Последний вал коробки скоростей представляет собой полую гильзу, шлицевое отверстие которой передает вращение шпинделю станка.
Рис. 3.8. Кинематическая схема станка 2Н135
Движение подачи передается от шпинделя через зубчатые колеса, зубчатую передачу, коробку подач, червячную пару и реечную передачу на гильзу шпинделя.
Коробка подач обеспечивает получение девяти различных подач.
Вспомогательные движения. Коробки скоростей и подач, шпиндель и механизмы подач смонтированы внутри сверлильной головки, имеющей возможность перемещаться вдоль колонны при вращении соответствующей рукоятки через червячную и реечную (z = 14; т = 3) пары. Вертикальное перемещение стола можно производить также вручную поворотом рукоятки через коническую и винтовую пары.
Радиально-сверлильный станок 2М55
Станок (рис. 3.9, 3.10, табл. 3.4) предназначен для сверления, зенкерования и развертывания отверстий и нарезания резьбы в заготовках крупных деталей при единичном и серийном производстве.
Таблица 3.4
Технические характеристики станка 2м55
Характеристика | Значение |
Наибольший диаметр сверления, мм | 50 |
Конус шпинделя | Морзе № 5 |
Вылет шпинделя (расстояние от оси шпинделя до наружной поверхности колонны), мм | 375–1600 |
Частота вращения шпинделя, мин–1 | 20–2000 |
Подача, мм/об | 0,056– 2,5 |
Мощность электродвигателя главного движения, кВт | 4 |
Масса, кг | 4700 |
Рис. 3.9. Общий вид радиально-сверлильного станка 2М55
Обрабатываемую заготовку устанавливают на приставном столе 6 или непосредственно на фундаментной плите 1. Инструмент закрепляют в шпинделе станка, а затем устанавливают относительно обрабатываемой заготовки, поворачивая траверсу 4 вместе с поворотной наружной колонной 2 и перемещая шпиндельную головку 5 по траверсе. В зависимости от высоты заготовки траверса может быть поднята или опущена. Станок имеет механизированные зажимы шпиндельной головки, траверсы и поворотной наружной колонны.
Движения в станке. Главным движением в радиально-сверлильных станках является вращение шпинделя, а движением подачи – осевое перемещение шпинделя вместе с пинолью (гильзой). К вспомогательным движениям относятся: поворот траверсы вместе с поворотной наружной колонной и последующее закрепление на неподвижной внутренней колонне, вертикальное перемещение по наружной колонне и закрепление траверсы на нужной высоте.
Горизонтальное перемещение шпиндельной головки по траверсе вручную производят с помощью маховичка и реечной передачи. Механическое вертикальное перемещение траверсы по поворотной колонне осуществляется отдельным электродвигателем. Закрепление траверсы по окончании перемещения, а также освобождение траверсы перед началом перемещения происходит автоматически.
Закрепление поворотной наружной колонны на неподвижной внутренней, а также закрепление шпиндельной головки на направляющих траверсы происходит с помощью гидромеханизмов, управляемых кнопками. Нажим на одну кнопку вызывает закрепление колонны и головки, нажим на другую – их освобождение. Сила закрепления регулируется продолжительностью нажима на кнопку. Траверсу с полой колонной поворачивают вручную.
Технические характеристики
Электрическая схема
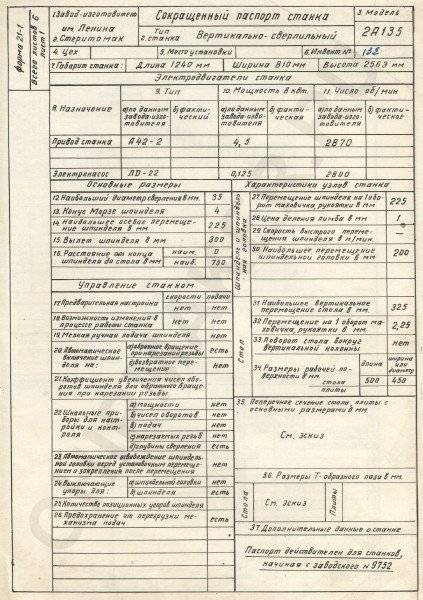
Конструкция станка характеризуется относительно небольшими габаритами, которые составляют 124*81*250 см. Масса оборудования со всеми компонентами равна 1300 кг, что обеспечивает его устойчивость во время работы.
К основным параметрам станка относят возможную степень удаленности шпинделя от рабочего стола. Она варьируется от 0 до 75 см. При этом расстояние от плиты до шпиндельной головки может составлять от 70,5 до 113 см. Эта величина до стойки равна 30 см.
Габариты рабочего стола (45*50 см) позволяют осуществлять обработку небольших и средних заготовок. Для ее фиксации в конструкции имеются Т-образные пазы в количестве трех штук. Максимально допустимое перемещение рабочей поверхности в вертикальном направлении составляет 32,5 см.
Однако определяющими показателями работы станка 2А135 являются технические характеристики шпинделя:
- смещение салазок – до 20 см;
- максимальный ход — 22,5 см;
- границы частоты вращения, об/мин составляют от 68 до 1100;
- число скоростей равно 9;
- максимально допустимый крутящий момент не должен превышать значения 400 кг*м;
- конус шпинделя соответствует значению Морзе 4.
В этой версии станка число ступеней подач равно 11. При этом за один поворот шпинделя они могут составлять от 0,115 до 1,6 мм. Максимально допустимое усилие для подачи не может превышать значения 1600 кг.







Перед началом эксплуатации оборудования следует обустроить рабочее место, сделать основу для его монтажа. Предварительно осуществляется визуальный контроль, который необходим для выявления возможных дефектов в узлах станка.
В видеоматериале наглядно показана механика работы коробки скоростей станка:
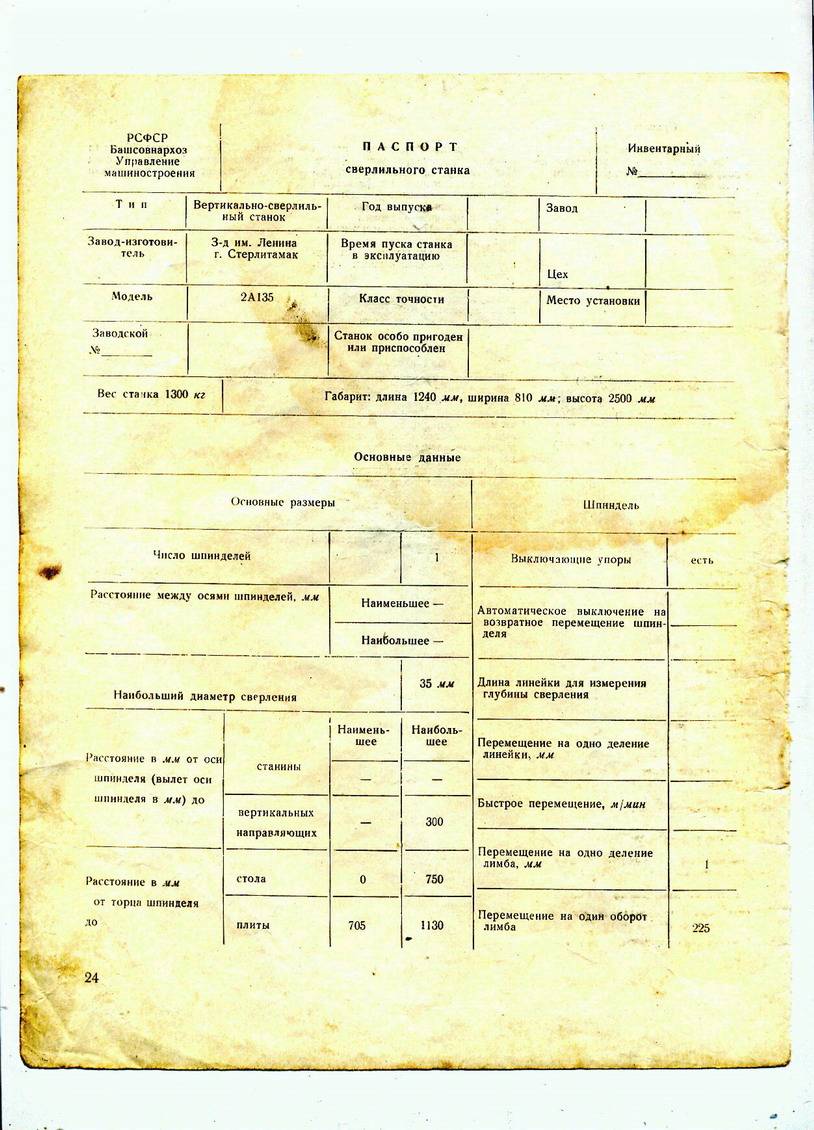
Паспорт 2А135 (Ø 35 мм) Универсальный вертикально-сверлильный станок (Стерлитамак)
Наименование издания: Описание и руководство по обслуживанию Выпуск издания: Стерлитамакский станкостроительный завод имени Ленина Год выпуска издания: 1960 Кол-во книг (папок): 1 Кол-во страниц: 31 Стоимость: Договорная Описание: Полный комплект документации
Описание станка:Паспорт станка 2а135 представляет собой пусть уже и довольно раритетное издание, но тем не менее востребованное в направлении работы и облуживания сверлильного станка этой модели. Не для кого не секрет, что 2А135 производился в своё время на предприятии под названием Стерлитамакский станкостроительной завод и являлся на тот момент обновлённой позицией оборудования, пришедшей на смену не менее известного на тот момент, но более устаревшего станка модели 2135. Представленный сверлильный станок, в своей обновлённой конфигурации уже бы более продуктивным в плане работы с металлом, универсальным и неприхотливым, что рекомендовало эту позицию в самые разнообразные промышленные предприятия с наиболее качественной подачи. И это не удивительно, ведь станок в новом конструкторском исполнении обзавёлся наиболее удобным способом его управления, что безусловно улучшило эргономические показатели единицы оборудования в целом. При этом станок замечательно работает с диаметром сверления в 35 миллиметров, что позволяет охватывать довольно широкий спектр возможностей по металлообработке, а это на самом деле немаловажный аспект для любого предприятия той или иной производственной направленности.
Непосредственно документация к станку обозначена как описание и руководство по эксплуатации, что содержит довольно много теоретической и конечно граничащей с ней практической информацией. Дело в том, что теория безусловно является ключевым фактором для понятия принципов работы на любой модели станочного оборудования, и эти моменты конечно понимали и учитывали разработчики станка, что представили в последующем в виде подробного издания. К тому же, переходя от эксплуатационной направленности к направленности, связанной с обслуживанием станочного оборудования, вот здесь необходимо руководствоваться уже не только теорией, но и практическим подходом к взаимодействию на сверлильном станке. А практика представляет собой наличие всех необходимых чертежей и схем, на основании которых возможен наиболее продуктивный вариант работы с позицией оборудования. И как раз, в представленном издании, конечно, присутствуют все необходимые для производственной деятельности составляющие. Это схемы, связанные как с механической, но так же электрической частью станка. Ведь, раздел электрооборудование является очень важным для работы с электрикой, что находится в электрошкафу, а моменты восстановления и даже ремонта способствуют детализированной информации на электросхеме.
При этом, в руководстве можно найти ряд чертежей, оказывающих влияние в направлении наиболее рациональной работы с механикой станка. Чертежи эти обладают как общими параметрами, так и более развёрнутыми, что обозначены как чертежи запасных деталей. В целом документация является копией с оригинала и была переведена нами в электронный формат, что обладает высоким разрешением и конечно возможностью читаемого результата при изучении этой технической литературы. По этой причине сверлильный станок паспорт скачать есть возможность из нашего электронного архива сразу после оплаты и поступления платежа на наш счёт. А мы с удовольствием окажем услугу в направлении предоставления той или иной интересующей документации, что есть в наличии в архиве компании. В том случае, если же рассматривать и такой важный момент как применение 2А135 в условиях производства, то на станке есть возможность обработки довольно небольших по размеру и весу деталей или заготовок связанных с металлической основной. А сам станок можно успешно и активно применять в условиях мелкосерийных производств, ремонтных, а так же инструментальных цехах самых разнообразных организаций, связанных с технологическими особенностями промышленного направления.





