

Что использовать для настольных станков
Если вам необходимо оснастить настольный станок с ЧПУ подходящим шпинделем, сейчас доступно несколько довольно привлекательных вариантов. Выбирать устройство вам.
Ручные граверы. Стоит такое устройство от 500 рублей. Особых сильных качеств не имеет, но если вам предстоит выполнить ремонт или фрезеровку мягких материалов с небольшими фрезами, то этот агрегат вполне подойдет для оснащения станка с вертикальным шпинделем. Недостатки — это небольшая скорость вращения и незначительная мощность. Бормашины. Работают очень тихо, оснащаются надежным фиксатором для патрона. При малых оборотах двигателя крутящий момент почти не меняется. Это обеспечивает серьезное превосходство устройства перед гравером. Шпиндель от двигателей DC. При мощности 0,4 кВт обеспечивают крутящий момент в 12000 оборотов за минуту. Выполнять различный ремонт, фрезерные работы с таким шпинделем удобно, поскольку обеспечивается слабое биение, работает агрегат тихо. Плюс цанга выполнена по широко используемому стандарту. Но есть недостатки — незначительные показатели мощности, сильный нагрев, который вынуждает искать эффективное охлаждение
Для работы устройство потребует отдельный источник питания, к чему также важно быть готовым. Выбирая шпиндель, ориентируйтесь на его качество и соответствие станку, на котором вы собираетесь использовать данный элемент. Выбирая шпиндель, ориентируйтесь на его качество и соответствие станку, на котором вы собираетесь использовать данный элемент
Выбирая шпиндель, ориентируйтесь на его качество и соответствие станку, на котором вы собираетесь использовать данный элемент.
Современные виды шпинделей.
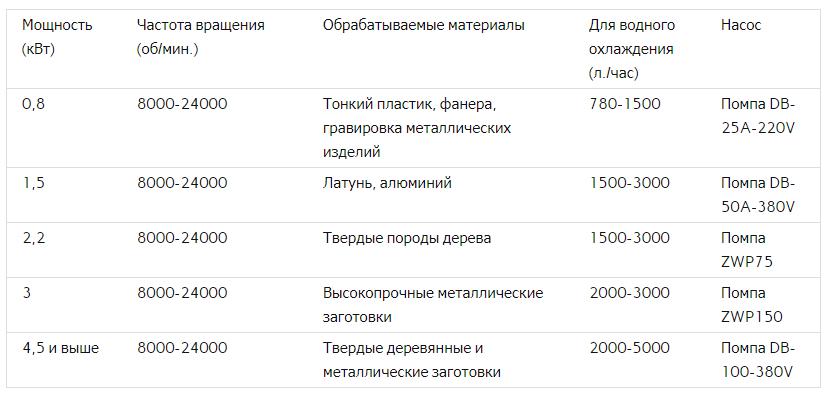
На современном рынке доступно большое количество шпинделей. Системы охлаждения, технология приведения в движение ротора, способ фиксации режущего инструмента и регулирования питания мотора тоже может отличаться. Поэтому лучше всего классифицировать все шпиндели, доступные в продаже, по типу обрабатываемых материалов. Возможности каждого устройства обусловлены их техническими характеристиками.
Шпиндели мощностью 0,8 кВт применяются для обработки ювелирных изделий, для создания гравировок, порезки пластиковых деталей до 5 мм толщиной,
Высокоскоростные шпиндели мощностью от 1,2 кВт могут используют с качественными твердосплавными фрезами для обработки металлических изделий. Для работы с тонкими прочными фрезами всегда используются шпиндели со скоростью вращения 30 000 об/мин.
Шпиндели мощностью 1,5 кВт используются для обработки сувениров, создания неглубоких фрезеровок на латунных и алюминиевых предметах
Шпиндели на 4 кВт применяются при резке твердых материалов.
Классификация шпинделей приведена в таблице 1.
Таблица 1
Классификация шпинделей
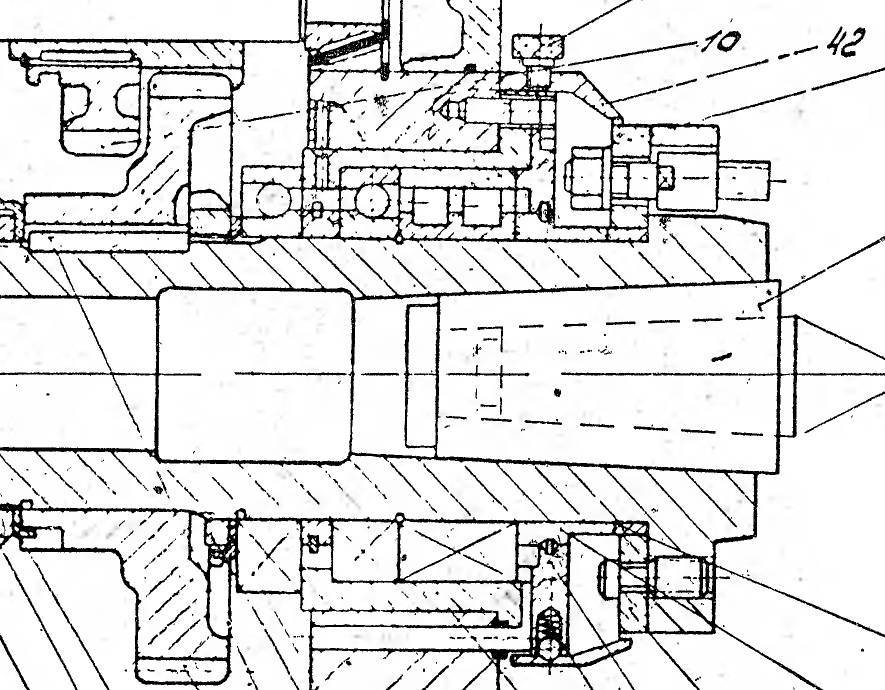
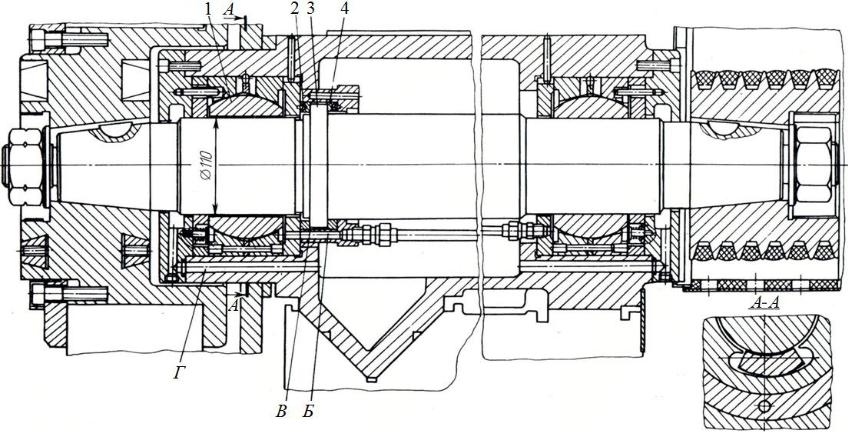
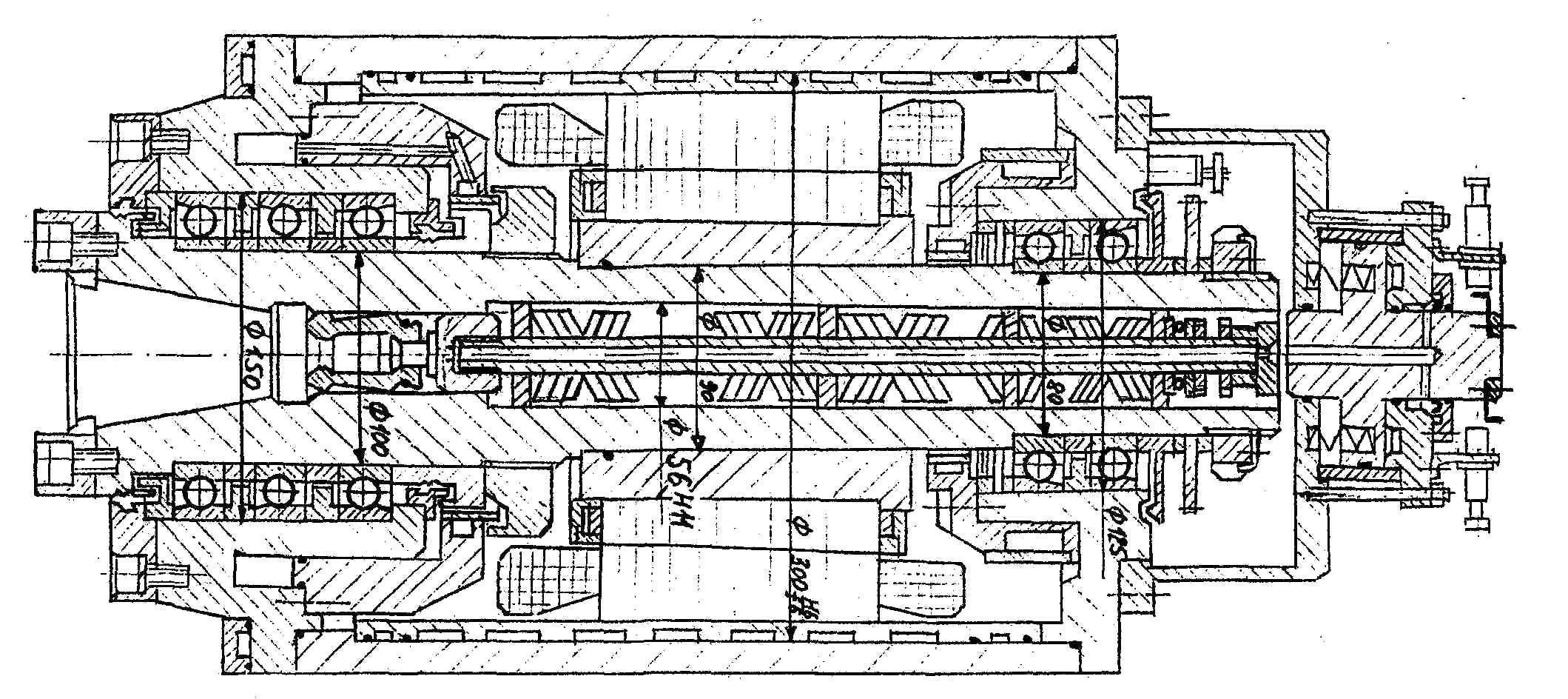
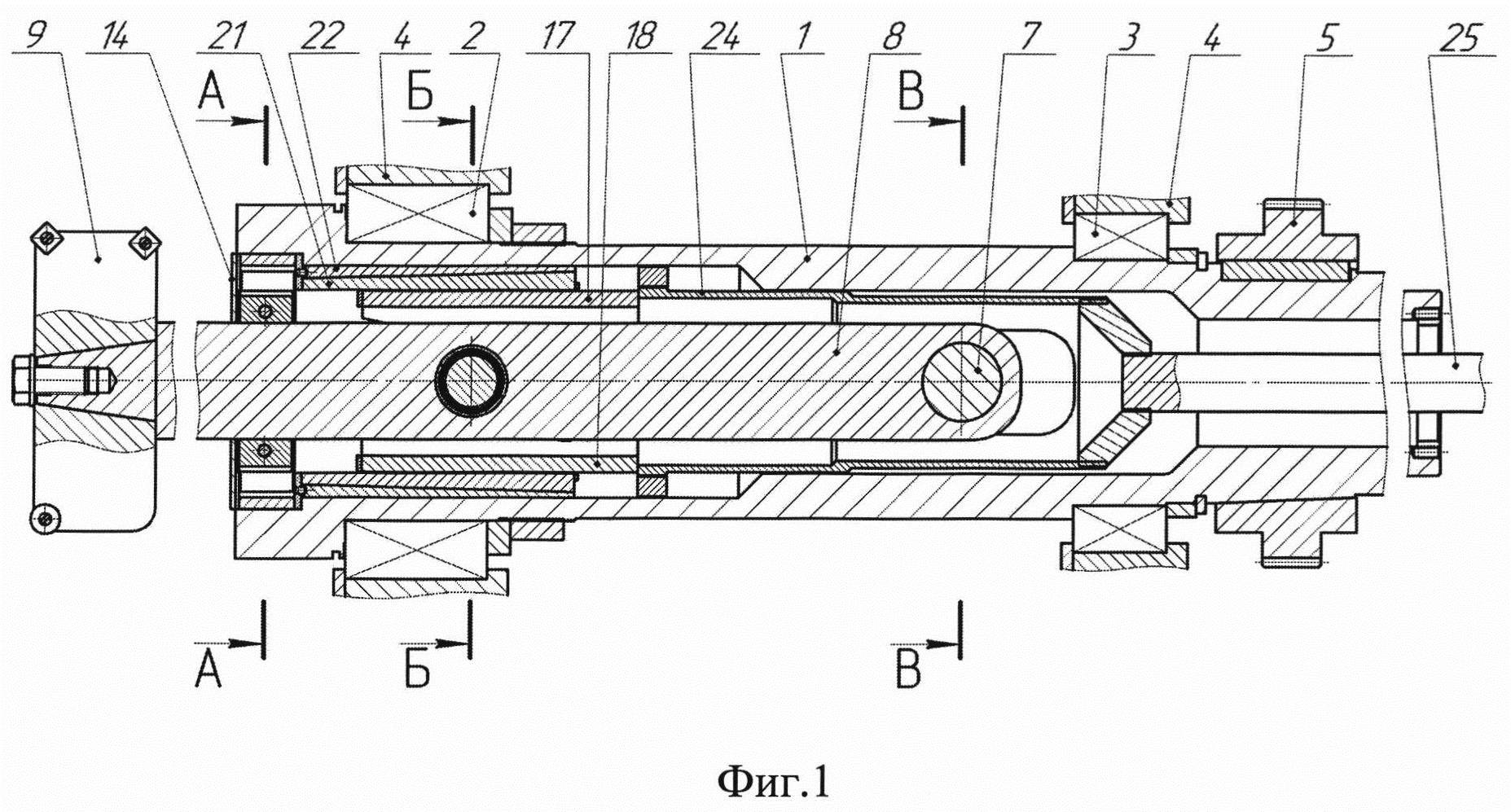
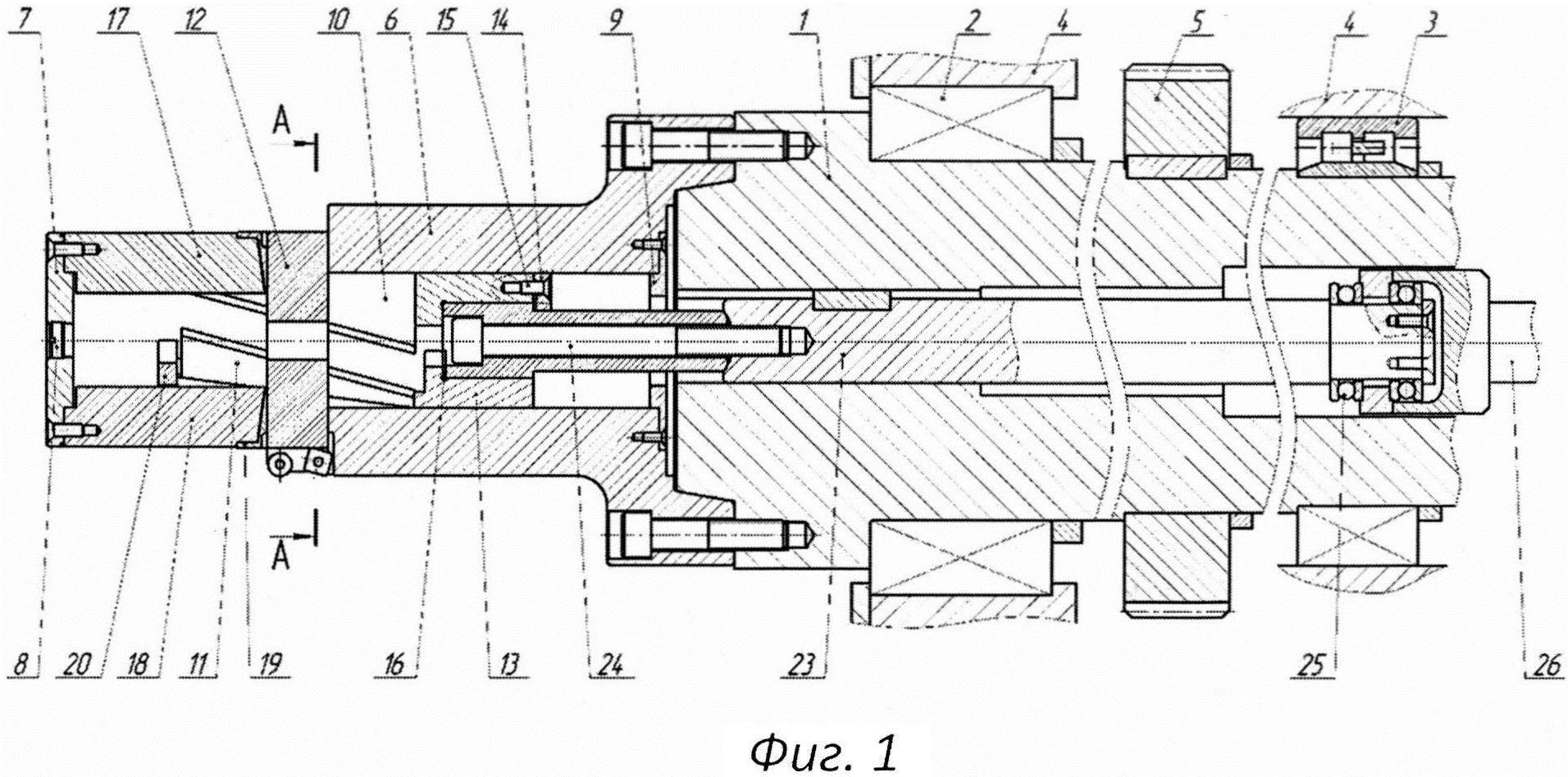
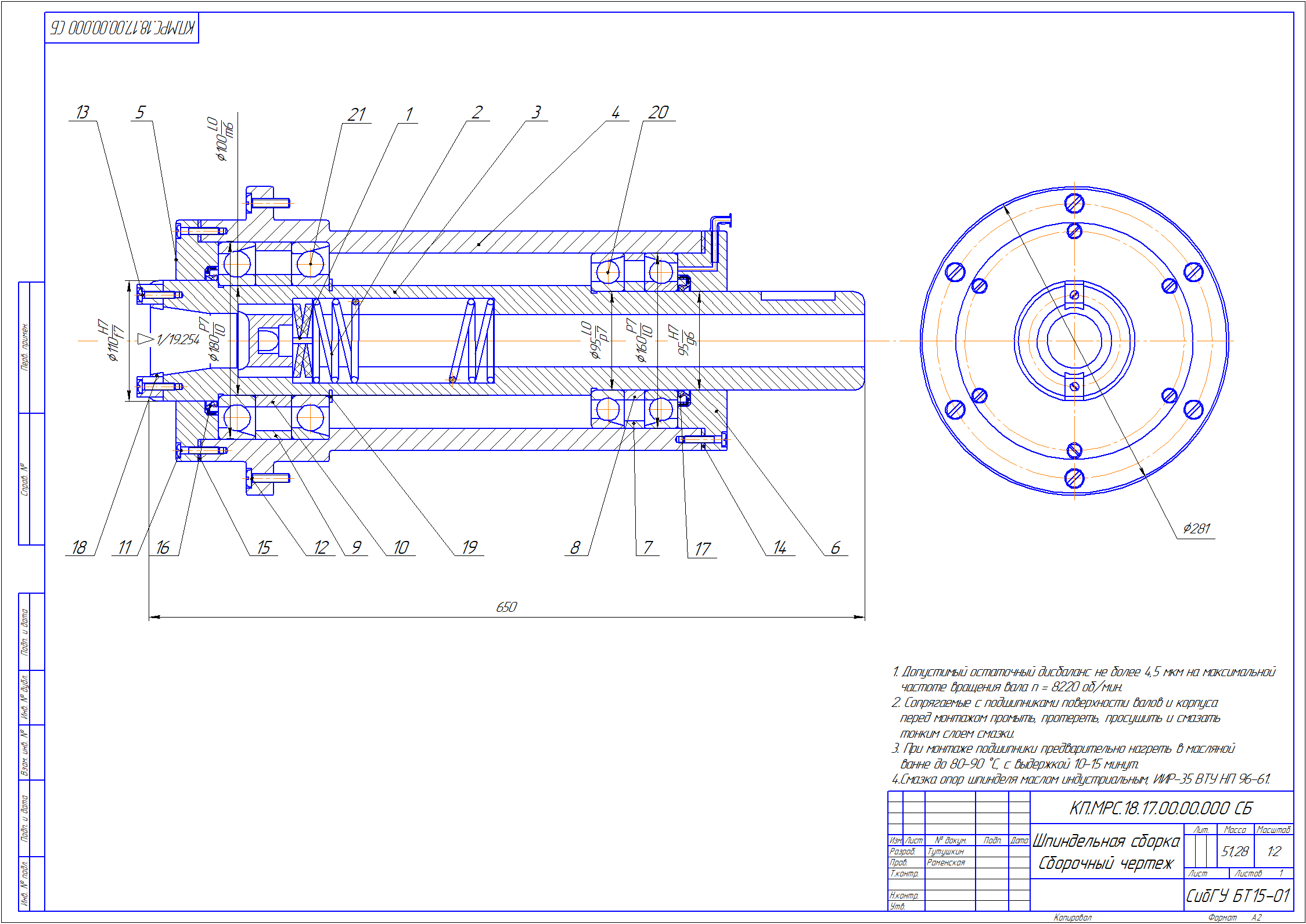
На долю упругих перемещений устройств, крепления инструмента или детали приходится 30…50 % общей деформации. Например, на токарном станке со шпинделем диаметром d — 110 мм деформация распределялась следующим образом: 16 % шпиндель; 28 % опора; 36 % кулачковый патрон. Деформация шпиндельного узла многоцелевого станка с диаметром шпинделя 80 мм распределялась: 37 % шпинделя с опорами; 11 % оправки; 52 % конического соединения шпинделя с оправкой.
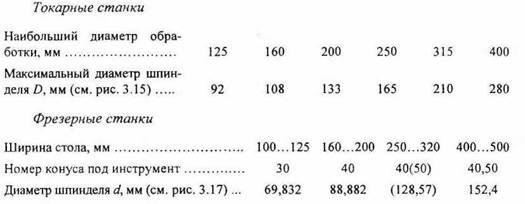
Достигнутая статическая жесткость составляет (4…5)d Н/мкм (d в мм). Статическая жесткость сильно зависит от диаметра d шпинделя (в четвертой степени), длины консоли а конца шпинделя (в третьей степени) и мало зависит от расстояния b между опорами, причем увеличение b сверх оптимального значения лучше, чем его уменьшение. Назначение размеров шпинделя (диаметров, длины переднего конца) производится с учетом силовых и скоростных характеристик станка. Статистические данные позволяют практически однозначно связать размеры переднего конца с основным размером станка. Принятые соотношения диаметра шпинделя и основного размера станка приведены ниже:
Инструкция по эксплуатации
Перед тем, как вообще использовать шпиндель с токарным патроном для работы с заготовками, необходимо провести обкатку, о которой чуть позже.
После того, как обкатка была завершена, можно приступать к самой работе. Если в шпиндельном узле используются подшипники, то их смазывают специальной смазкой, которая помогает использовать возможности шпинделя по полной на высокой скорости.
Это позволяет шпиндельным узлам служить на протяжении всего времени, которое им отводят производители. Конструкция шпинделя сделана так, чтобы эта замазка могла смазывать все движущиеся части, при этом не позволяя ей выбраться из подшипника.
Также, благодаря конструкции, не только смазка не может выбраться наружу, но и различная грязь не сможет забраться внутрь шпиндельного узла.
Промывку необходимо производить с тщательным соблюдением мер обеспечения чистоты рабочего места и инструментов. При промывке подшипника, в случае констатации предельных или запредельных люфтов, а также износа беговых дорожек или выкрашивании текстолитового сепаратора, рекомендуется произвести полную замену подшипников шпинделя.
Кроме, выше указанного, в ряде случаев, когда шпиндель имеет высокую степень технологической загрузки, а режим его работы относится или близок к категории «круглосуточный», замену смазки в подшипниках следует производить по истечении определённого эмпирическим путем периода времени работы шпинделя.
Классификация шпинделей
Встречается довольно большое количество мотор-шпинделей, которые могут устанавливаться на оборудовании фрезеровальной группы. Все они делятся на две основные группы:
- Домашние или бытовые. Они рассчитаны на относительно небольшую нагрузку, характеризуются сниженной стоимостью. В специализированных магазинах встречаются универсальные варианты исполнения, предназначенные для работы с самыми различными фрезами. Однако, основное ограничение связано прежде всего с диаметральным размером хвостовика.
- Промышленный шпиндель для фрезерного станка с ЧПУ выпускают компании, которые специализируются на производстве этого оборудования. Они характеризуются тем, что имеют систему охлаждения, воздушную или водяную.
В последнее время часто в домашней мастерской встречается ЧПУ станок по дереву. Он снабжается узлом сниженной мощности, так как возникающая нагрузка относительно низкая.
Модели промышленного происхождения не нуждаются в периодической чистке и смазывании, могут прослужить в течение длительного периода.
Важным элементом рассматриваемого механизма можно назвать зажимы цангового типа. В большинстве случаев применяется ER11 и ER16 тип, которые подходят для хвостовика с диаметром от 2,5 до 3,2 мм. При этом крепежная часть может быть изготовлена в виде конуса, надежность фиксации от этого не снижается. В продаже встречаются и патроны, рассчитанные на изделия с большим диаметральным размером хвостовой части инструмента. Он подходят для случая, когда нужно проводить снятие большого слоя металла.





Электрошпинделя характеризуются тем, что напрямую соединены с электрическим двигателем. За счет этого существенно повышается КПД и уменьшаются размеры самого устройства. Однако у подобного механизма есть один существенный недостаток, заключающийся в восприимчивости переменной и другой нагрузки. К примеру, если фреза застрянет, то при длительной подаче электрический двигатель может сгореть.
Встречается и самодельный вариант исполнения, который можно изготовить своими руками. Его особенности заключаются в низкой стоимость, а также сниженной надежностью. Специалисты рекомендуют использовать только покупные изделия, так как при работе может возникать существенная нагрузка, приводящая к повреждению хвостовика.

В заключение отметим, что нужно уделять внимание рекомендациям по эксплуатации шпинделя. За счет этого можно существенно продлить срок эксплуатации, исключить вероятность поломки хвостовика закрепляемого инструмента
В продаже встречаются самые различные варианты исполнения шпинделей для фрезерных станков, поэтому с выбором не должно возникнуть существенных проблем.
Источник
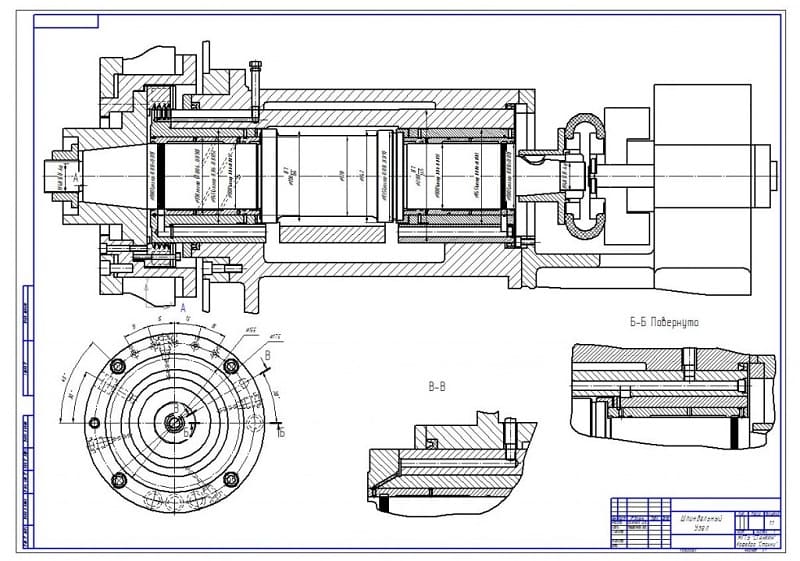
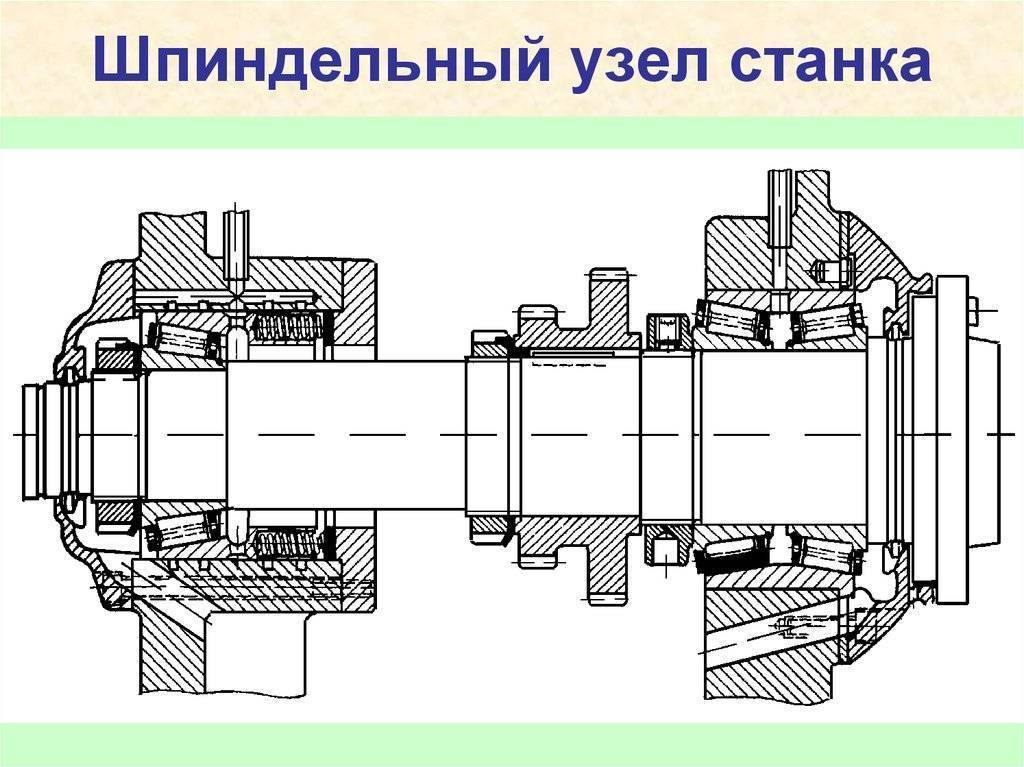
Шпиндельный узел станка
Деталь конструкции обрабатывающих станков, которая служит для крепления заготовок режущего инструмента, называется шпинельный узел. Он является одной из основных частей кинематической схемы и позволяет производить надёжное крепление детали (инструмента), проводить центровку и устанавливать размер обрабатываемой части заготовки. К ним предъявляются следующие требования:
- обеспечение заданной скорости вращения;
- надёжное крепление заготовок или инструмента;
- требуемую скорость перемещения к задней бабке станка;
- сохранение высоких динамических качеств;
- поддержание постоянного температурного режима и неподверженность тепловой деформации;
- минимальные энергетические потери;
- постоянство динамических характеристик.

От выполнения этих требований зависит качество обрабатываемой заготовки.
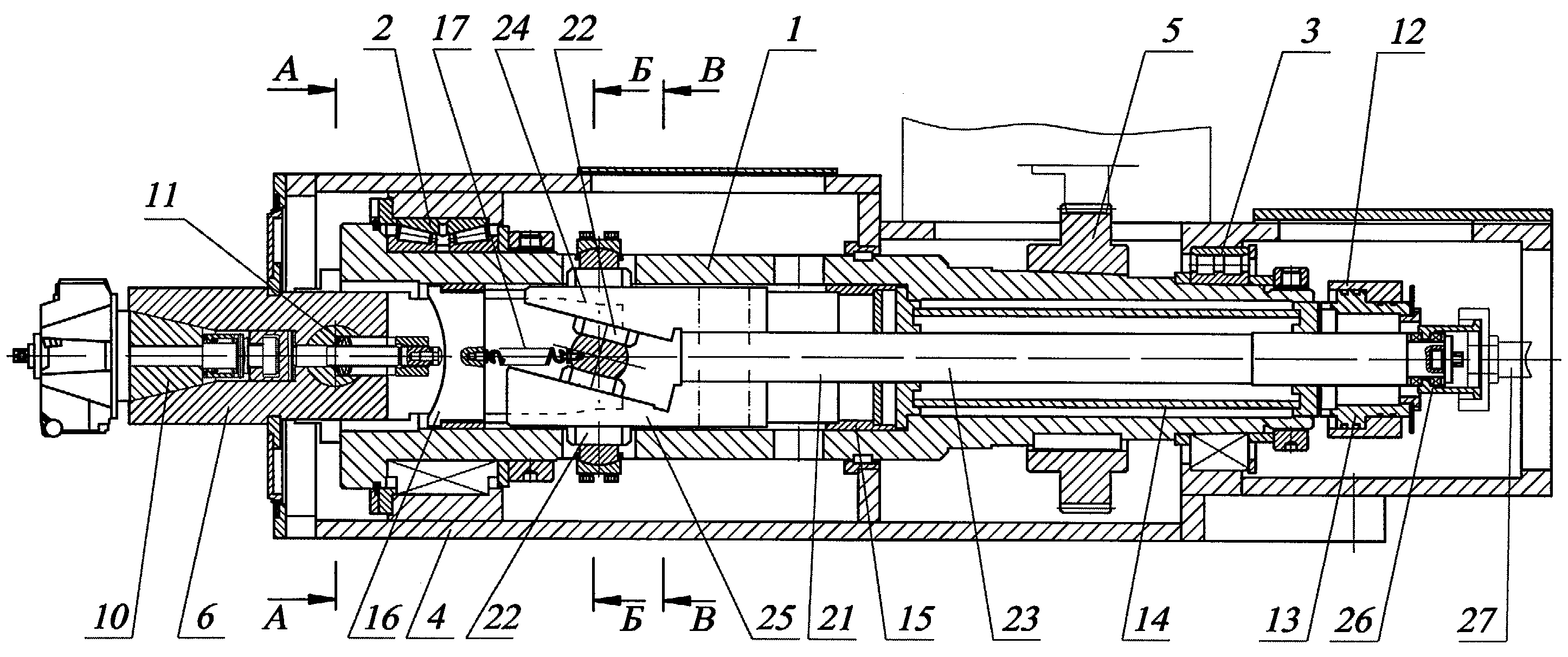
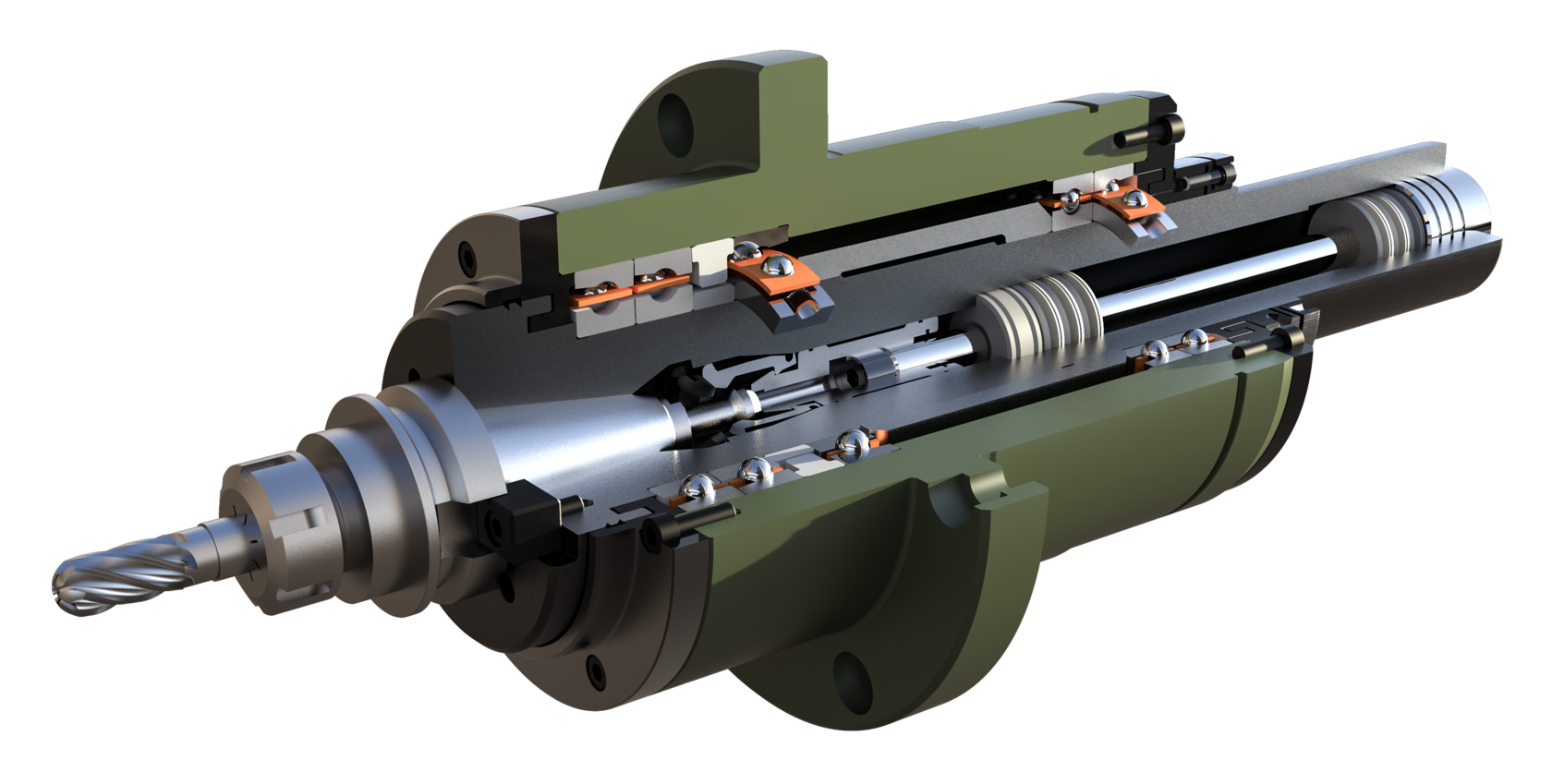
Особенности конструкции шпинделя
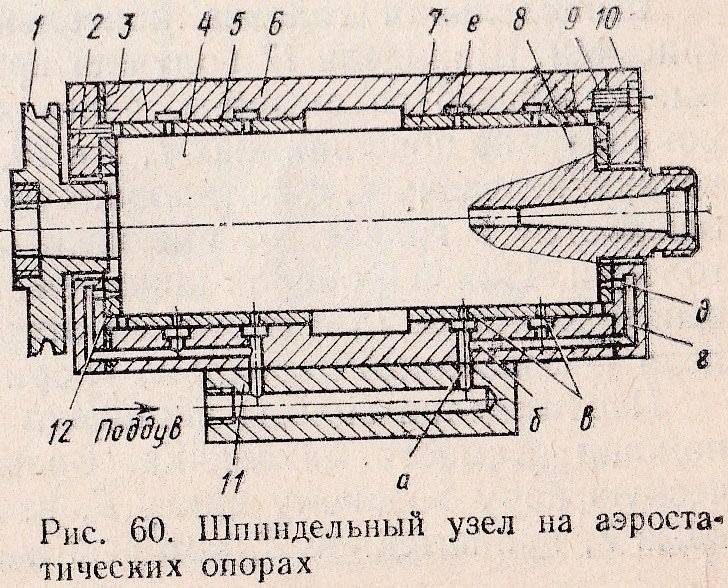
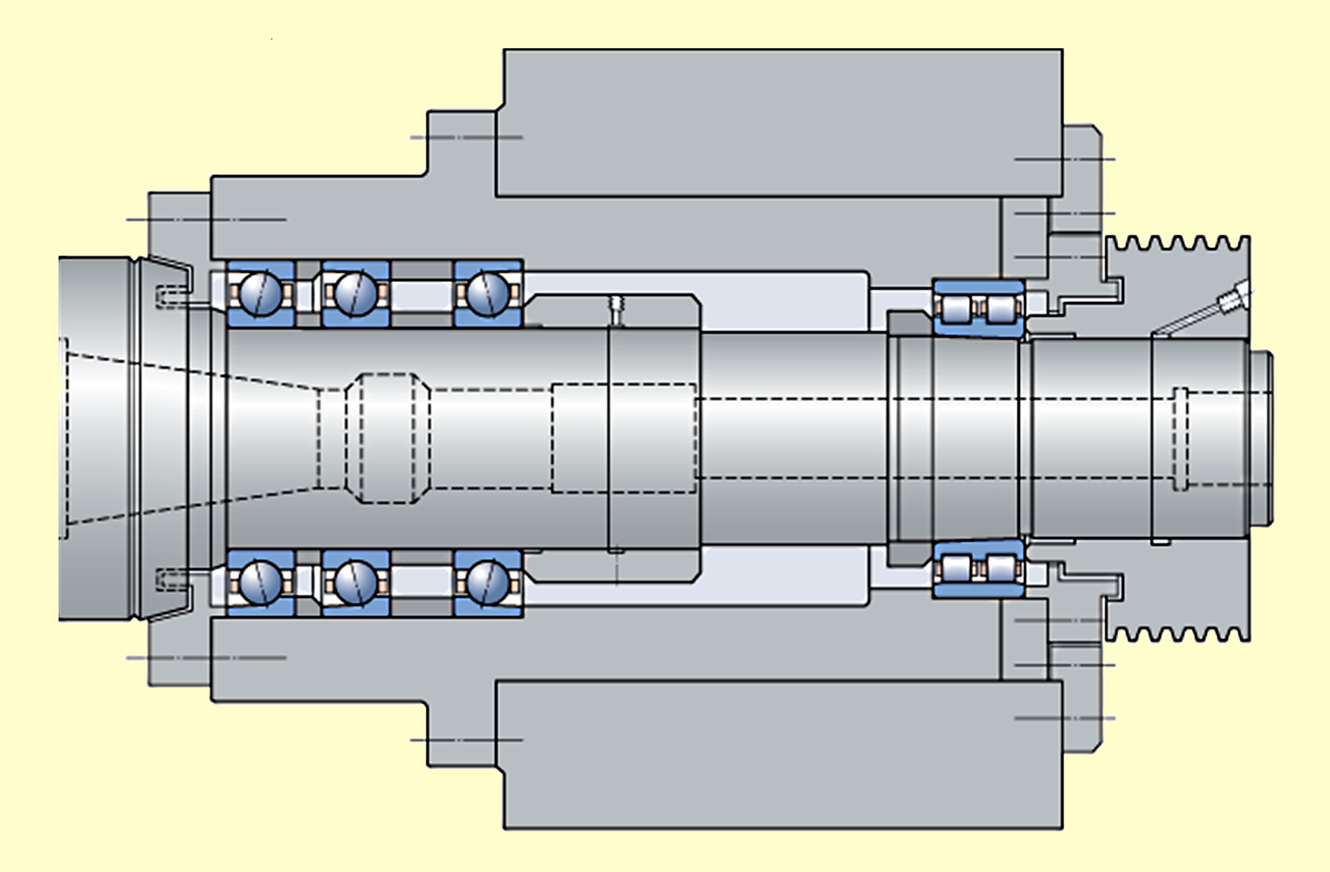
Ключевой конструктивной особенностью шпинделя любого типа является использование в конструкции опорных подшипников, удерживающих вал в рабочем положении (горизонтальном или вертикальном) и предотвращающих его радиальное биение. Дешёвые шпиндели комплектуются, как правило, самыми простыми подшипниками качения. Узлы, к которым предъявляются жёсткие требования по минимизации радиальных биений, оснащаются гидродинамическими подшипниками скольжения. В высокоскоростных прецизионных станках применяются гидростатические и магнитные опоры, обеспечивающие осевые отклонения не более 0,5 мкм. Такие подшипники используются сегодня в большинстве машин с ЧПУ.
Другая особенность конструкции шпинделя состоит в наличии собственной системы охлаждения. Поскольку шпиндель механически непосредственно сопряжён с обрабатываемой заготовкой или инструментом, то выделяемое в процессе металлообработки тепло поглощается зажимным устройством и валом, что вызывает температурные деформации компонентов шпинделя. Этот эффект предотвращает смазочно-охлаждающая жидкость, омывающая специальные технологические полости внутри шпинделя, за счёт чего устраняются условия возникновения деформаций.
Как производится регулировка и ремонт шпинделя
Обкатка или регулировка шпинделя, осуществляют следующим образом: нужно выполнить пять циклов каждый по двадцать минут. При этом необходимо делать перерывы между циклами по примерно две минуты.
Если же режимы работы были нарушены, а также если воздух в помещении, где выполняются работы, был сильно загрязнён пылью и грязью, то трущиеся поверхности достаточно быстро приходят в негодность, смазка, которая заливается ещё при производстве и должна служить на протяжении всего срока работ, начинает терять свои свойства.
Из-за этого трения начинает вызывать сильное повышение температуры и подшипники, после некоторого времени такой работы, приходят в негодность и больше не могут выполнять возложенные на них функции.
Чтобы избежать такого печального развития событий, нужно при первых признаках перегрева, а также при появлении вибраций и необычных звуков, шпиндельного узла немедленно прекратить работу с заготовкой и в срочном порядке произвести техническое обслуживание шпинделя. Оно состоит из: снятия защиты со шпиндельного узла, очистки и смазывания новой, качественной смазкой, которая предназначена для высоких скоростей.
Что это такое
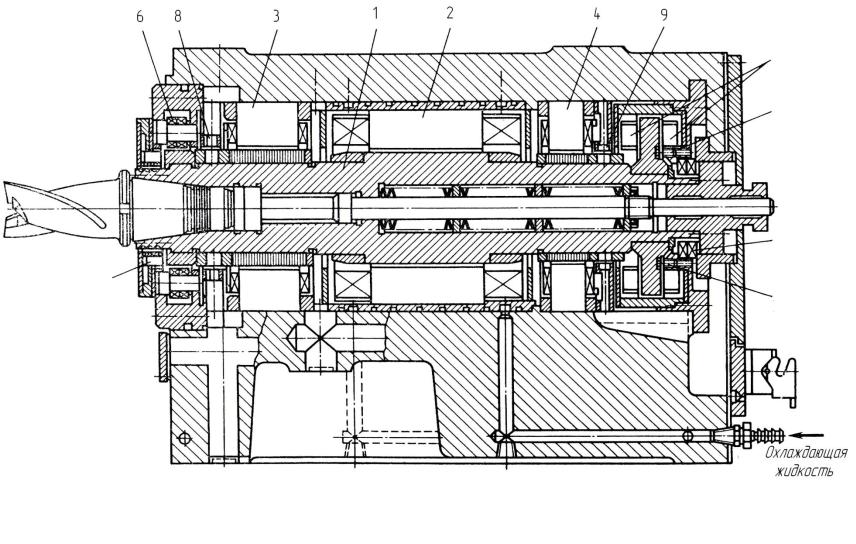
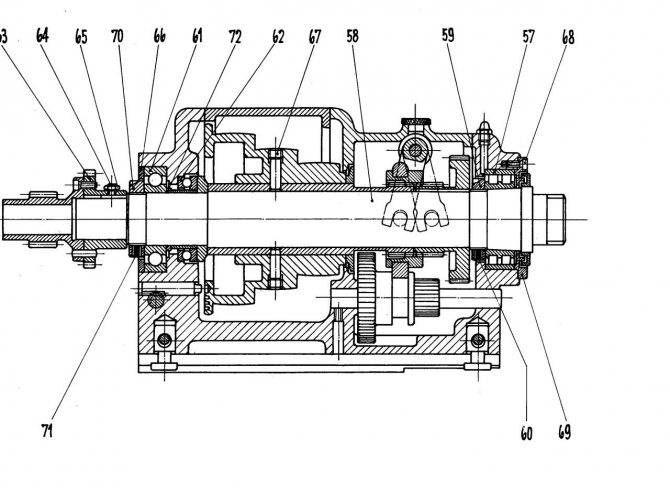
В простейших конструкциях это вал на подшипниках. Крутящий момент от двигателя станка передается на коробку скоростей. С коробки – непосредственно на шпиндель, который вращается с разными оборотами, в зависимости от выбранной скорости. В среднем, от 250 об/мин до 3000 об/мин на традиционных фрезерах для металлообработки и в 10-20 раз выше, от 5000 об/мин до 30 000 об/мин на деревообрабатывающих.

На изображение – частично разобранный простейший шпиндель традиционного фрезерного станка со снятой крышкой.
От выбранной скорости зависит не только число оборотов, но и сила вращения. Чем больше оборотов, тем ниже мощность и наоборот.
Шпиндель может быть оснащён цангой, патроном или конусом Морзе для фиксации режущего инструмента. Цанга рассчитана только на один размер хвостовика фрезы. Например, 6 мм, 8 мм, 10 мм. 12 мм. В патроне можно закрепить фрезы с хвостовиками разных размеров, например, от 6 мм до 20 мм, или от 0 до 80 мм и т.д.
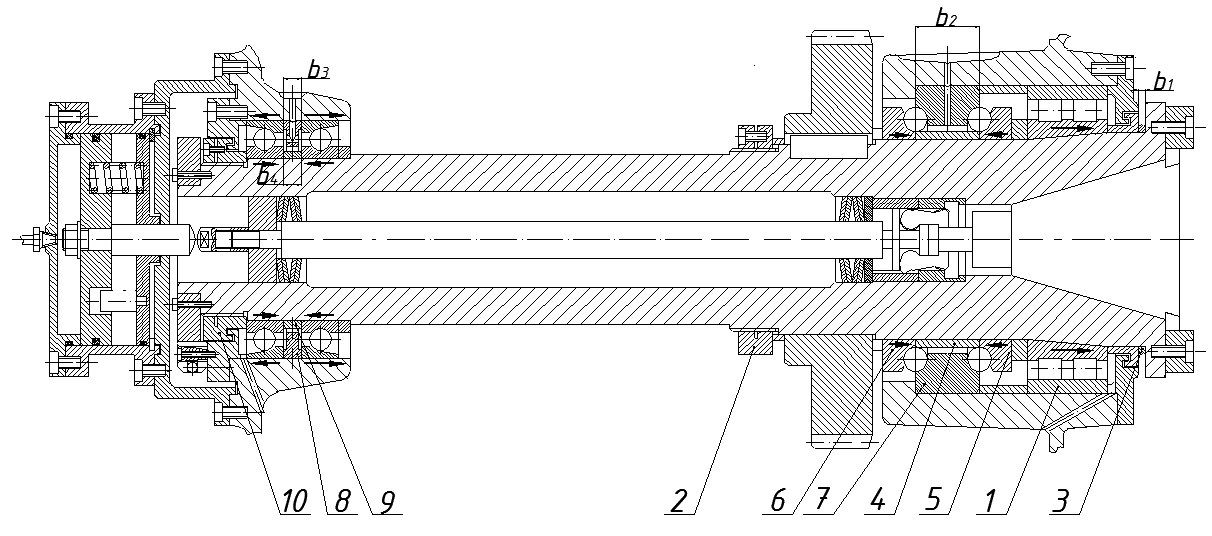
Устройство шпинделя стационарного фрезерного станка представлено в видео:
Конус Морзе в шпинделе может иметь разные, но строго определенные стандартами размеры. С его помощью в шпинделе фиксируют не только непосредственно сам режущий инструмент, но и валы для выноса фрезы, делительные головки и головки, передающие крутящий момент под углом 90 градусов от оси горизонтального шпинделя. При этом горизонтальный фрезер работает как вертикальный.

Фреза с конусом Морзе № 3 диаметр 30 мм.
Для её посадки в шпинделе должно быть конусное отверстие подходящего стандарта (№3).
Важный показатель шпинделя – люфт в подшипнике. На высокоточных станках люфт исключен совсем. На менее точных допускается отклонения от оси при вращении и люфт (свободный ход) на сотые доли мм.
На самых простых станках люфт может достигать десятых долей мм. Например, 0,15 мм. При этом высокой точности обработки (до «соток») добиться не удастся, а при работе будет издаваться шум. Из-за люфта фреза цепляет материал разными краями, поверхность получается неровной. При этом сама фреза может изнашиваться неравномерно и быстро.
По этим причинам, люфт шпинделя недопустим или крайне нежелателен.
Шпиндельные узлы на современных станках последних поколений могут быть на порядок сложнее.
Это:
- поворотные узлы, которые позволяют менять положение фрезы под углом;
- подвижные каретки, с помощью которых фреза перемещается относительно заготовки во всех плоскостях;
- шпиндели для станков с ЧПУ, в которые входят системы управления, привода и охлаждения и т.д.
Стоимость ремонта
| Вид работ | Стоимость |
| Профилактика Шпинделя | 9,000 руб. |
| Устранение сбоев в работе зажимного устройства | 19,000 руб. |
| Перегорание (повреждение) обмотки статора | 30,000 руб. |
| Замена подшипников с балансировкой ротора | 50,000 руб. |
| Замена датчиков шпинделя | 10,000 руб. |
| Техническое обслуживание | 10,000 руб. |
| Нестандартные работы | 10,000 руб. |
| Капитальный ремонт | 50,000 руб. |
| Модернизация станочного оборудования | 30,000 руб. |
Основная наша специализация — ремонт станков
Если ваш станок не работает, наш специалист приедет в кратчайшие сроки и починит его. Позвоните и проконсультируйтесь по тел: 8
За счет использования современных приборов мы более точно определяем неисправности. И экономим ваши деньги на ремонте
Если с вашим станок сломался не стантартно. Мы отправим его нашим техническим специалистам и они решат любую проблему

Прочитайте полезную информацию:
Капитальный ремонт станков
Не один агрегат не может работать вечно. Для восстановления работоспособности токарного оборудования, часто прибегают к капитальному ремонт. Произвести этот процесс самостоятельно онь сложно, поэтому стоит обратиться к компании, которая специализируется на ремонте данных агрегатов.
Далее
Неисправности шпинделя и их устранение
В современном производстве используется множество станков с ЧПУ (с числовым-программным управлением). Станки беспрерывно работают круглыми сутками и как любая техника иногда имеет неисправности. Одним из основных элементов станков является шпиндель, рассмотрим какие поломки могут возникнуть при эксплуатации и можно ли их устранять самостоятельно.
Далее
Ремонт координатных станков
Что собой представляет координатный станок? Как его чинить самостоятельно и стоит ли это делать?
Далее
Самостоятельный ремонт вала станка и уход за ним
В современном мире использование сложного оборудования сопряжено с его износом и поломкой. В частности, валы различных станков подвергаются колоссальным нагрузкам из-за большого объема работы, а иногда и из-за условий в которых они эксплуатируются. В статье рассмотрены основные причины поломки, а так же способы профилактики и и ухода за оборудованием. Так же освещены вопросы, о починки при различных повреждениях валов станков.
Далее
Ремонт токарно-револьверного станка
Любое оборудование рано или поздно выходит из строя, относится это и к товарно-револьверному станку. Для того, чтобы станок служил долго, а продукция, сделанная на нем, соответствовала нормам, необходимо исправно проводить ремонт и техническое обслуживание.
Далее

При заключение договора на долгосрочное обслуживание вы получаете скидку до 20%. Не забываете на все виды работ у нас действует гарантия.
- инженер — механик
- Программист ЧПУ
- Инженер наладчик
- Электрик
- Электронщик
- Слесарь — ремонтник
1 Общие сведения о шпинделях
Шпиндель, по сути, это обыкновенный вращающийся вал, который прикреплен к элементу фрезерного станка по металлу и дереву с ЧПУ. Этот механизм для фрезерного станка является двигателем передачи так называемого вращательного движения от прибора скоростей на станочную фрезу, являющуюся главным режущим инструментом.
Именно от точности вращения вала, а также от виброустойчивости его бесколлекторного двигателя, зависит то, насколько точной и аккуратной будет происходить обработка деталей и запчастей станком с ЧПУ по металлу и дереву.
На самодельный или заводской фрезерный станок по металлу и дереву с системой ЧПУ шпиндель устанавливают на специальном подвижном портале, который в процессе работы перемещает шпиндель вместе с закрепленной в нем цангой по трем осям: в плоскости станочного стола и по оси «Z» (то есть, в глубину).
Станок с тремя шпинделями по 2,2кВт
Проще говоря, движение передает станочной фрезе через узел, без возможных дополнительных искажений от передаточных станочных механизмов.
1.1 Технические параметры
Шпинделя различаются как по техническим параметрам, так и по предназначению, существует:
- двухшпиндельный фрезерный станок с ЧПУ (для фрезерного станка с ЧПУ по дереву и металлу);
- с вертикально-поворотным действием (для произведения сложных работ своими руками по дереву и металлу на фрезерных установках с системой ЧПУ);
- электрошпиндель (в том числе и самодельный, изготовленный своими руками);
- самодельный, сделанный своими руками электрошпиндель или шпиндель с вертикально-поворотным механизмом работы. Как правило, данные детали, сделанные своими руками, имеют достаточно малый эксплуатационный срок и им нужен постоянный ремонт;
- шпиндель для обработки торца. В такой модели головка шпинделя соединена двумя твердосплавными кассетами, а также головка оснащена двумя кассетами для обработки фаски с заданным углом.
Кроме того, валы для фрезерного станка различаются еще по затрачиваемой мощности и предельно возможному количеству совершаемых оборотов.
Образец работы фрезерного станка
Предельно возможное количество совершаемых оборотов определяется имеющимся де-факто режимом эксплуатации и работы станка и его сферы применения:
- гравирование;
- раскрой;
- фрезеровка.
Более того, имеются дополнительные режимы, где попросту неизбежно привлечение дополнительного инструментария. В целом же, для гравировальных работ чаще всего пользуются вертикально-поворотным шпинделем.
Для скоростной фрезеровки вертикально, наиболее предпочтителен электрошпиндель (в том числе самодельный электрошпиндель, произведенный своими руками).
Затрачиваемая мощность шпинделя полностью зависит от типа расходного материала. Например, мощности в 800 Вт будет более чем достаточно для точной и скоростной обработки картона и фанеры, тогда как шпиндель имеющий мощность в 1,5 кВт (двухшпиндельный вариант) идеально подойдет для фрезерной обработки пластика, древесины и различных тонких металлов.
Модель с мощностью 3-4 кВт и вертикально-поворотным механизмом работы будет наиболее предпочтительна для скоростной и точной обработки каменных элементов.
Шпиндель фрезерного станка с ЧПУ с воздушным охлажденим
- Узел частотного преобразователя станка (инвертор) без вала работать не может, и именно поэтому, дабы не допустить перебоев и различных поломок, требующих затем дорогостоящий и долгий ремонт, мощности двух этих механизмов всегда должны быть абсолютно идентичными.
Важно понимать, что в случае необходимости замены шпинделя (например, если производится ремонт) с небольшими рабочими оборотами на куда более мощный, обязательно следует убедиться в том, что был заменен и узел частотного преобразователя (инвертор)
1.2 Преимущества применения
Основные и наиболее значимые преимущества шпинделей следующие:
- предельно высокий коэффициент полезного действия (так называемый КПД), который достигает отметки в 80-95%;
- прочные элементы конструкции. Шпиндель весьма износоустойчив и прочен. Головка шпинделей новейших моделей и их внешняя оболочка сделана из бронзы и ей редко нужен ремонт;
- высокий эксплуатационный срок работы механических элементов шпинделя (головка, механизм крепежа и так далее), не требующих частый ремонт.
И все это благодаря тому, что как обычные шпиндели, так и шпиндели вертикально с двумя головками не имеют трущихся или же истирающихся элементов и у них почти полностью отсутствует эффект размагничивания магнитных элементов (головка, ротор и так далее).
Принцип работы
Работа практически всех станков основана на использовании режущих инструментов. Классическая конструкция шпинделя позволяет проводить надежное крепление инструмента в скоростном или силовом режиме.
Ключевыми особенностями подобного процесса можно назвать следующее:
- Есть возможность существенно повысить показатель производительности, для чего выбирается большая скорость резания. Стоит учитывать, что практически во всех случаях проводится составление технологической карты, в которой и указываются основные параметры: подача, скорость резания и некоторые другие.
- Подобный вариант исполнения шпинделя получил широкое распространение в случае финишного точения или фрезерования на станке. Именно поэтому требуется устройство повышенной мощности.
- В большинстве случаев для передачи вращения устанавливается асинхронный двигатель повышенной мощности. Изменить частоту вращения можно за счет зубчатой или ременной передачи.
- Некоторые конструкции напрямую соединены с валом устанавливаемого электрического двигателя, все промежуточные элементы отсутствуют. В подобном случае слишком большое усилие может стать причиной перегрузки мотора. Однако, отсутствие промежуточного элемента позволяет существенно уменьшить размер инструмента. Поэтому в электрических инструментах установленный двигатель напрямую связан со шпинделем.
Рассматривая принцип работы следует уделить внимание тому, что силовые и скоростные конструкции также имеют различный принцип работы. Силовые установки характеризуются следующими особенностями:
- Устанавливаются специальные переходные втулки конической формы, которые выступают в качестве переходника. Они изготавливаются самыми различными производителями, существенно повышают степень крепления устройства. Втулки подбираются в зависимости от особенностей хвостовика инструмента.
- При установке инструмента хвостовик фиксируется непосредственно во втулке, после чего в отверстии шпинделя. За счет этого обеспечивается равномерное распределение возникающей нагрузки.

Сегодня вал шпинделя токарного станка не соединяется напрямую с мотором. Это связано с тем, что возникающая переменная нагрузка может привести к повреждению электрического двигателя. Чаще всего устанавливается клиноременная передача или комплект шестерен. За счет этого обеспечиваются наиболее безопасные условия эксплуатации.





