

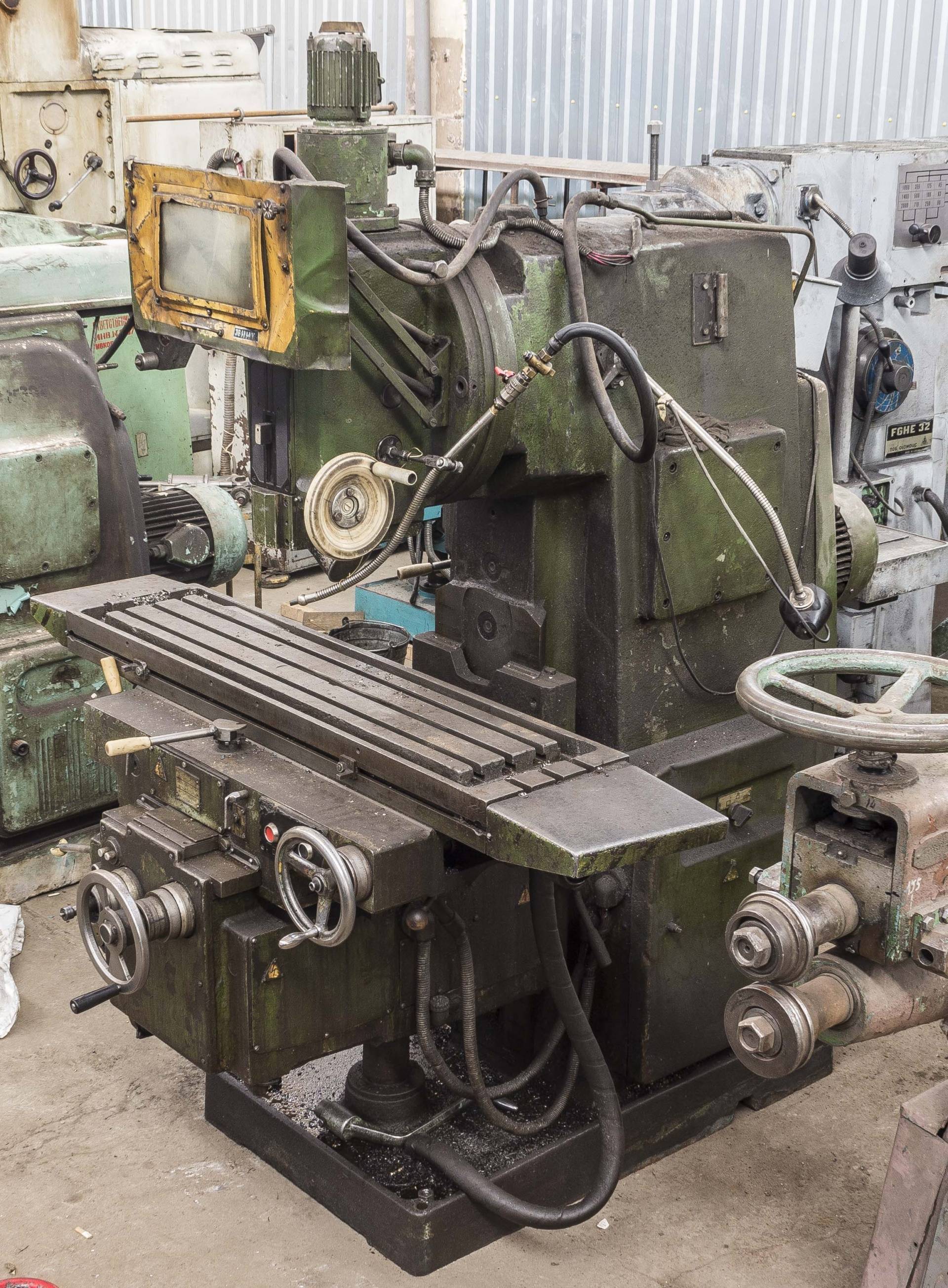
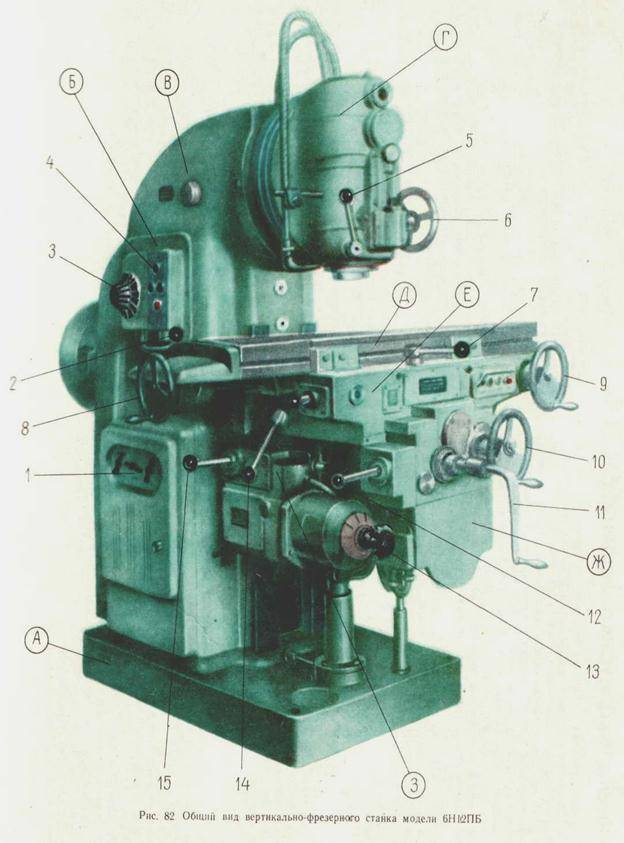
Общий вид вертикального консольно-фрезерного станка
Станок вертикального типа, то есть так расположен пинольный шпиндель. Он находится внутри перемещающейся таким образом стойки. В наличии необходимые устройства и инструментарий, позволяющие обрабатывать практически любые поверхности
Обратить внимание следует изначально на то, что при работе с кривыми поверхностями будет использоваться контур по копирам, который возможно выполнять наконечником датчика
Через соплю подается СОЖ, используется специальный трубопровод. Есть механизм осевого перемещения самостоятельно — можно выпускать детали под 45 градусами. Используется в конструкции и синтетические варианты из очень твердых материалов, так как приводы мощные, станок имеет высокие показатели мощности. Оборудование можно встретить чаще на больших производственных мощностях, но не возбраняется их применение и при единичном производстве.
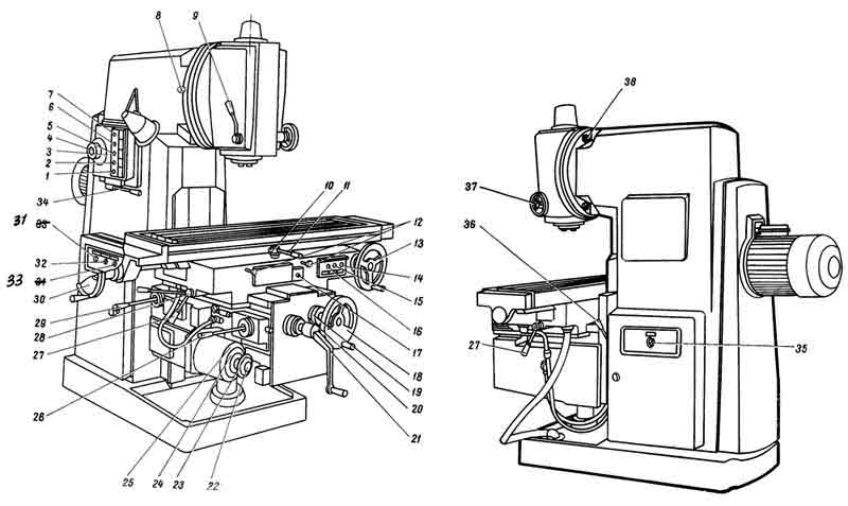
Расположение составных частей
Паспорт изделия содержит информацию о расположении составных узлов. Представлены они станиной, коробками передач и скоростей. Установлена головка поворота и переключения. Также есть управление, детально которое описано ниже в статье. Для удобства специалиста есть салазки и стол.


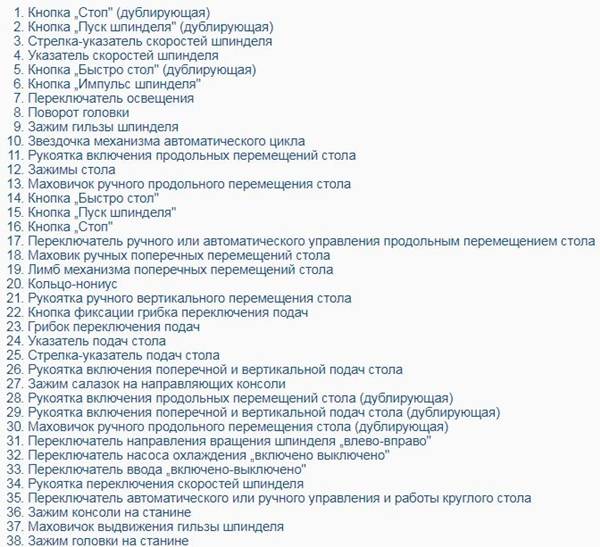
Расположение и перечень органов управления
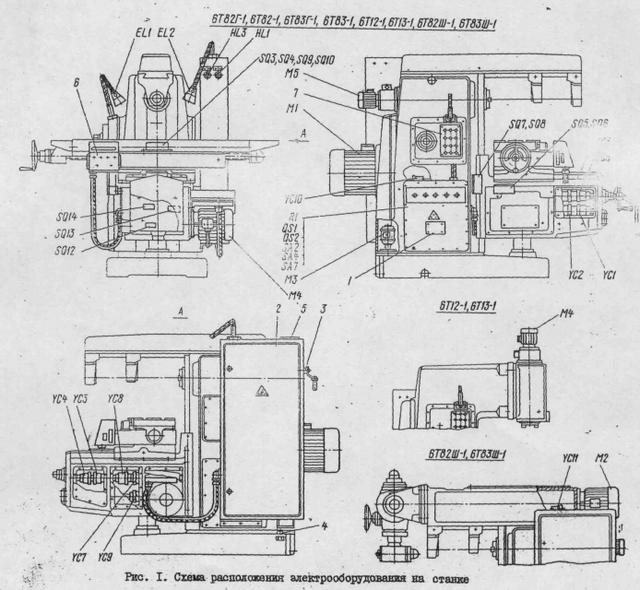
Расположение управляющих систем описано в схеме, которая также идет совместно с инструкцией. Безусловно, эту информацию следует изучить специалисту, так как без этого опасно не только заниматься плановым осмотром и в случае необходимости ремонтом, но и выполнять привычные обязанности, связанные со станком. Представленные кнопки:
- Стоп;
- Пуск;
- Быстрый стоп;
- Импульсная;
- Фиксация грибка;
- Изменение положения головки.

Есть дублирующие кнопки, необходимые для работы в аварийном режиме. Указатели представлены Скоростью, Поворотом, Зажимом стола и шпинделя. Есть различные рукоятки, в частности:
- включающийся перемещения продольные;
- включающиеся перемещения поперечные;
- вертикальная;
- зажим салазок;
- переключение скоростей;
- дублирующие основные рукоятки.
Маховики есть ручных поперечных и продольных перемещений и дубликаты их. Переключатели ручного и автоматического управления, дополнительно установлены зажимы консоли и головки на базовой части аппарата.
Особенности использования и ремонта
Перед началом работы необходимо, чтобы фрезерный станок 6р12 был проверен на возможные дефекты его основных элементов. Дополнительно необходимо следующее:
- удаление защитного слоя с агрегата после распаковки при помощи специального раствора,
- смазка элементов аппарата в соответствии с требованиями паспорта,
- установка защитного ограждения после фиксации фрезы,
- обязательная проверка работы устройства на холостом ходу.
Часто встречающимися формами неполадок в работе аппарата являются:
- наличие стуков в подшипнике, при обнаружении которых необходима его замена,
- гудение электрического двигателя по причине его перегрева, при обнаружении которого требуется ремонт обмотки.
Мотор может не вращаться и издавать сильный гул. Причина кроется в том, что в его фазе пропало напряжение. Проблема может быть решена путем замены плавких вставок.
Особенности электросхемы
Включить вращение шпинделя можно кнопкой «ПУСК», для его остановки достаточно нажать кнопку «СТОП». Стоит учитывать, что при нажатии второй кнопки останавливается и подача. Есть у модели и режим быстрого хода, который выбирается через специальную кнопку.
Важным моментом является то, что оператор может выбирать только одну подачу: во время выбора другая отключается автоматически. Торможения установленного электродвигателя проводится по электродинамическому принципу.
Устанавливается и специальный предохранитель, который исключает вероятность пробоя селеновый выпрямителей. Пробой, как правило, возникает в случае непредвиденной установки мотора.
С этим читают
Вертикально-фрезерный 6Р12 сегодня
Производство коробок и основных узлов рассматриваемой модели было налажено несколько десятков лет на предприятиях бывшего СССР. Однако после распада советского союза предприятия перестали выпускать эту модель. Однако технические характеристики коробки подачи и скоростей, особенности электросхемы стали основой новых вертикально-фрезерных станков.  Стоимость 6Р12 составляет 2 100 000 рублей с учетом НДС. При этом следует тщательнее изучить описание, так как оснащение может существенно отличаться. Электрическая схема, рабочий стол, устройство коробки подач и скоростей и другие элементы конструкции могут существенно отличаться.
Стоимость 6Р12 составляет 2 100 000 рублей с учетом НДС. При этом следует тщательнее изучить описание, так как оснащение может существенно отличаться. Электрическая схема, рабочий стол, устройство коробки подач и скоростей и другие элементы конструкции могут существенно отличаться.
Основные параметры станка 6Т82Ш
Класс точности по ГОСТ 8-82 П
Размеры рабочей поверхности стола (длина х ширина), мм 1250 х 320
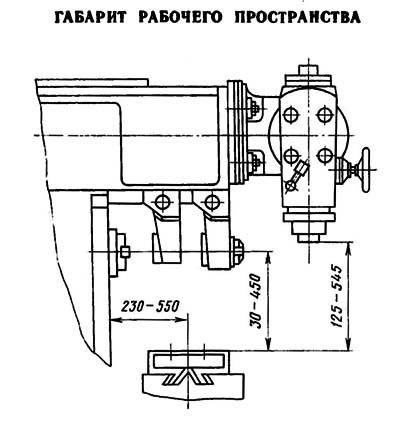
Наименьшее и наибольшее расстояние от оси горизонтального шпинделя до стола, мм 30..450
Расстояние от оси горизонтального шпинделя до хобота, мм 155
Расстояние от торца шпинделя поворотной головки до стола, мм 125..545
Расстояние от оси шпинделя поворотной головки до направляющих станины (вылет), мм 260..820
Рабочий стол
Наибольшее перемещение стола продольное/ поперечное/ вертикальное, мм 800/ 320/ 420
Максимальная нагрузка на стол (по центру), кг 400
Число Т-образных пазов Размеры Т-образных пазов 3
Перемещение стола на одно деление лимба (продольное, поперечное, вертикальное), мм 0,05
Перемещение стола на один оборот лимба продольное и поперечное, мм 6
Перемещение стола на один оборот лимба вертикальное, мм 2
Быстрый ход стола продольный/ поперечный/ вертикальный, м/мин 4/ 4/ 1,3
Число ступеней рабочих подач стола 22
Пределы рабочих подач стола. Продольных и поперечных, мм/мин 12,5…1600
Пределы рабочих подач стола. Вертикальных, мм/мин 4,1…530
Усилие резания продольной, поперечной, вертикальной подач, Н 15,0/ 12,0/ 5,0
Шпиндель
Частота вращения шпинделя поворотной и накладной головок, об/мин 50..1600








Количество скоростей шпинделя 11
Частота вращения горизонтального шпинделя, об/мин 31,5..1600
Количество скоростей горизонтального шпинделя 18
Перемещение пиноли (гильзы) шпинделя, мм 80
Перемещение пиноли шпинделя на одно деление лимба, мм 0,1
Перемещение пиноли шпинделя на один оборот лимба, мм 6
Поворот головки шпинделя к станине/ от станины, град 45
Поворот головки шпинделя в продольной плоскости, град 360
Поворот накладной головки шпинделя в продольной плоскости, град 360
Наибольший крутящий момент на горизонтальном шпинделе, кН.м
Конец горизонтального шпинделя по ГОСТ 24644-81 (конус по ГОСТ 15945-82) 50 ряд4, исп.6
Эскиз конца шпинделя поворотной и накладной головки по ГОСТ 24644-81 40 ряд 3, исп.5
Допустимый диаметр фрез при черновой обработке. Горизонтальный/ вертикальный шпиндель, мм 250/ 75
Механика станка
Выключающие упоры подачи (продольной, поперечной, вертикальной) есть
Блокировка ручной и механической подачи (продольной, поперечной, вертикальной) есть
Блокировка раздельного включения подачи есть
Автоматическая прерывистая подача Продольная есть
Автоматическая прерывистая подача Поперечная и вертикальная нет
Торможение шпинделя есть
Предохранение от перегрузки (муфта) есть
Привод и электрооборудование
Количество электродвигателей на станке 5
Электродвигатель привода главного движения М1, кВт 7,5
Электродвигатель привода шпинделя поворотной головки М2, кВт 3,0
Электродвигатель насоса охлаждающей жидкости М3, кВт 0,125
Электродвигатель привода подач стола М4, кВт 2,2
Электродвигатель привода зажима инструмента, кВт 0,18
Суммарная мощность всех электродвигателей на станке, кВт 13,87
Габариты и масса станка
Габариты станка (длина х ширина х высота), мм 2280 х 1965 х 1970
Масса станка, кг 3550
Широкоуниверсальные консольно-фрезерные станки в отличие от универсальных имеют помимо основного горизонтального шпинделя приставную головку со шпинделем, поворачивающимся вокруг вертикальной и горизонтальной осей.
Related Posts via Categories
- Торцевая насадная фреза – качественная резка стали и чугуна
- Копировально-фрезерный станок своими руками – создаем надежное оборудование!
- Мини-станок для фрезерования – как собрать своими руками?
- Самодельный фрезерный станок по металлу – собирается без проблем!
- Делительная головка для фрезерного агрегата и другие приспособления
- Фрезерно-гравировальный станок – высокоточный агрегат с программным управлением
- Токарно-фрезерный станок – что дает нам его универсальность?
- Фрезерный настольный станок с ЧПУ – высокоточная обработка небольших изделий
- Корвет 83 – надежное оборудование для фрезерования заготовок из дерева
- НГФ-110 (Ш4) – надежный и эффективный учебный фрезерный агрегат
Особенности разборки станков 6Р11
На станках затруднен демонтаж коробки подач и редуктора из консоли. Для демонтажа необходима полная разборка консоли, которая должна осуществляться в следующем порядке:
- открепите планки салазок и кронштейн гайки поперечного хода стола, снимите стол;
- поднимите консоль до отказа вверх и подставьте под нее надежную опору;
- откройте крышку и снимите гайку с верхнего конца винта вертикального перемещения; открепите снизу консоли фланец кожуха винта; открепите от основания колонку и наверните ее на винт; выньте винт с кожухом и конической шестерней из консоли;
- открепите и удалите механизм переключения подачи;
- открепите и удалите из консоли коробку реверса;
- отсоедините от насоса трубопроводы смазки;
- снимите рукоятку ускоренного хода и крышку консоли;
- слейте масло из полости консоли;
- выньте коробку подач вместе с редуктором.
Механизм подач
Обычно механизмы подач состоят из нескольких валов. И у каждого устройства имеются свои особенности работы:
- На трёх шарикоподшипниках устанавливается 6-ой вал.
- Сцепление этой детали регулируется при её перемещении. Для этого надо использовать винты, ввёрнутые во фланец.
- По тому же правилу устанавливают пятый вал. Подтягивания гайки с левого торца достаточно для регулирования этой части.
- На трёх опорах располагается четвёртый вал, благодаря чему увеличивается жёсткость.
- К шлицевому типу устройств относятся валы 2, 3 и 4. Они участвуют в передвижении зубчатых блоков.
Механизм переключения скоростей, фактически, становится отдельным самостоятельным узлом. На поверхности располагается лимб 1, где наносятся все 18 числе оборотов шпинделя.

Описание
Государственный союзный Дмитровский завод фрезерных станков

Вертикальный консольно-фрезерный станок с копировальным устройством модели 6Р12К предназначен для обработки штампов, пресс-форм и других изделий сложного профиля из стали, чугуна и цветных металлов методом копирования в условиях единичного и серийного производства.
Класс точности станка Н.
Шероховатость обработанной поверхности 5 класса.
Обработка производится по копирам, контур которых ощупывается наконечником копировального прибора. Для копировальных работ применяются концевые, выпуклые полукруглые и цилиндрические фрезы.










Станок можно использовать и как обычный консольно-фрезерный. Для более длительного сохранения первоначальной точности на станке не рекомендуется выполнять тяжелые черновые операции.
Технологические возможности станка могут быть расширены применением делительной головки, поворотного круглого стола и других приспособлений.
Конструкция станка позволяет полностью использовать возможности быстрорежущего и твердосплавного инструмента.
| Основные данные | |
|---|---|
| Размеры рабочей поверхности стола (ширина х длина), мм | 320 х 1250 |
| Количество Т-образных пазов | 3 |
| Расстояние между пазами, мм | 70 |
| Ширина паза, мм | 18 |
| Наибольшее перемещение стола, мм: | |
| – продольное | 800 |
| – поперечное | 250 |
| – вертикальное (без копировального столика) | 420 |
| Наибольшее перемещение стола при копировании, мм: | |
| – продольное | 630 |
| – вертикальное | 210 |
| Размеры рабочей поверхности копировального столика (ширина х длина), мм | 250 х 500 |
| Перемещение копировального столика в поперечном направлении, мм | 70 |
| Конус фрезерного шпинделя | №50 |
| Наименьшее и наибольшее расстояние от торца шпинделя до рабочей поверхности стола, мм | 30-450 |
| Осевое перемещение шпинделя, мм | 70 |
| Угол поворота шпиндельной головки (вправо-влево), град | ±45 |
| Наименьшее и наибольшее расстояние от оси шпинделя до оси датчика, мм | 400-720 |
| Поворот салазок датчика (вправо-влево), град | ±45 |
| Наибольший диаметр фрезы при черновой обработке, мм | 160 |
| Наибольшая масса обрабатываемой детали, кг | 200 |
| Механика станка | |
| Количество скоростей шпинделя | 18 |
| Частота вращения шпинделя, об/мин | 40; 50; 63; 80;100; 125; 160;200; 250; 315;400; 500; 630;800;1000; 1250;1600; 2000 |
| Количество подач стола | 18 |
| Продольные и поперечные подачи стола, мм/мин | 18; 20; 25; 31,5;40; 50; 63; 80;100; 125; 160;200; 250; 315;400; 500; 630;800; 1000 |
| Вертикальные подачи стола, мм/мин | 15; 18,7; 23,6;30,6; 37; 47,2;60; 75; 93,5;120; 150; 187;236; 300; 375;472; 600; 750 |
| Подачи стола на строчку, мм | 0,4-40 |
| Рекомендуемые подачи стола при копировании, мм/мин | 20-250 |
| Быстрое перемещение стола, мм/мин: | |
| – продольное и поперечное | 1500 |
| – вертикальное | 1100 |
| Наибольший крутящий момент на шпинделе, кгс·м | 89, 16 |
| Наибольшее усилие резания, кгс: | |
| – при продольной подаче | 1300 |
| – при поперечной подаче | 1200 |
| – при вертикальной подаче | 500 |
| Привод, габарит и масса станка | |
| Питающая электросеть: | |
| – род тока | Переменныйтрехфазный |
| – частота тока, Гц | 50 |
| – напряжение, В | 380 |
| Тип автомата на вводе | АК-63-3МГ |
| Номинальный ток расцепителей вводного аппарата при напряжении сети 380 В, А | 25 |
| Электродвигатели: | |
| привода главного движения: | |
| – тип | АО2-51-4 |
| – мощность, кВт | 7,5 |
| – частота вращения, об/мин | 1460 |
| привода подач: | |
| – тип | АО2-31-4 |
| – мощность, кВт | 2,2 |
| – частота вращения, об/мин | 1430 |
| Насос подачи охлаждающей жидкости: | |
| – тип | ПА-22 |
| – мощность электродвигателя, кВт | 0,12 |
| – частота вращения, об/мин | 2800 |
| – производительность, л/мин | 22 |
| Габарит станка без приставного оборудования (длина х ширина х высота), мм | 2500 х 1950 х 2035 |
| Масса станка, кг | 3850 |


3 Электрическая схема 6Р12
Станок оснащен электродвигателем с частотой вращения 1460 оборотов в минуту мощностью 7,5 киловатт. Также имеется двигатель подачи (его частота равняется 1430 оборотам в минуту, мощность – 2,2 киловаттам). Электрическая схема агрегата позволяет оператору выбрать один из трех режимов его функционирования:
- управление в автоматическом режиме, когда стол перемещается продольно;
- управление при помощи кнопок и рукояток;
- режим круглого стола.
С целью упрощения переключения скоростей подачи и вращения шпинделя станок снабдили устройством импульсного запуска двигателя. Если же оператор использует рукоятки, схема работает за счет замыкания требуемых кнопок и конечных выключателей.

Шпиндель включается при нажатии кнопки «ПУСК», останавливается кнопкой «СТОП». Причем при активации второй кнопки останавливается и двигатель подачи. Для перевода станка в режим быстрого хода электрическая схема предусматривает отдельную управляющую кнопку.
При выборе одной из доступных подач оператор не может включить другую подачу, схема агрегата просто-напросто блокирует подобную возможность. Торможение двигателя, который вращает шпиндельный узел, происходит по электродинамическому принципу. Электрическая схема, кроме того, включает в себя специальное реле, необходимое для предохранения от пробоя селеновых выпрямителей. Такой пробой вполне может возникнуть при отключении двигателя.

В автоматическом цикле электросхема фрезерного агрегата функционирует следующим образом:
- быстрый подвод;
- подача (рабочая);
- быстрый отвод.
При эксплуатации режима «Круглый стол» оператор не имеет возможности запустить какие-либо подачи, так как они заблокированы. Осуществляется режим за счет двигателя подач, допускается включение быстрого хода «Круглого стола».
Особенности использования и ремонта
Перед началом работы необходимо, чтобы фрезерный станок 6р12 был проверен на возможные дефекты его основных элементов. Дополнительно необходимо следующее:
- удаление защитного слоя с агрегата после распаковки при помощи специального раствора,
- смазка элементов аппарата в соответствии с требованиями паспорта,
- установка защитного ограждения после фиксации фрезы,
- обязательная проверка работы устройства на холостом ходу.
Часто встречающимися формами неполадок в работе аппарата являются:
- наличие стуков в подшипнике, при обнаружении которых необходима его замена,
- гудение электрического двигателя по причине его перегрева, при обнаружении которого требуется ремонт обмотки.
Мотор может не вращаться и издавать сильный гул. Причина кроется в том, что в его фазе пропало напряжение. Проблема может быть решена путем замены плавких вставок.
Источник
Основные технические характеристики
Характеристики указаны в листе технической эксплуатации. В частности, это:
- Н класс точности по ГОСТ 8-71 и 8-82;
- габариты стола — 1250 на 320 миллиметров;
- от стола до торца — до 450 миллиметров;
- по вертикали станины — 350 миллиметров;
- максимальный вес обрабатываемого элемента — до 250 грамм.
Скорость работы определяет сферу использования и эффективность работы станка
Поэтому особое внимание при планировании конструкции было уделено характеристикам шпинделя. В частности, параметры следующие:
- частота вращения — от 40 до 2 тысяч оборотом в минуту;
- число скоростей — 18;
- отверстие — 29 миллиметров;
- пиноль — 70 миллиметров сдвиг;
- максимальный угол поворота — 45 градусов.
Отличия обработки алюминия на станках ЧПУ
Прибор оснащен различными механическими девайсами. Установлены для облечения работы сотрудника:
- блокировки подач;
- упоры подач;
- предохранительные муфты;
- блокировки включения передач независимо друг от друга;
- возможность резкой подачи.
Установлено три электродвигателя в станке, при этом кВт в первом 7,5, а в приводе передач — 2,2. Общий показатель мощностей составляет 9,8 кВт.
В сравнении с другими моделями оборудования 6Р12 довольно габаритный и массивный инструмент. Его масса составляет 3120 килограмм, но производитель допускает, что она может быть несколько увеличена. Длина составляет 23,05, ширина — 19,50 а высота 20,20 сантиметров.
Сведения о производителе консольно-фрезерного станка 6Т12
Производителем универсальных фрезерных станков серии 6Т12 является Горьковский завод фрезерных станков, основанный в 1931 году.
Завод специализируется на производстве широкого спектра универсальных фрезерных станков, а также фрезерных станков с УЦИ и ЧПУ и является одним из самых известных станкостроительных предприятий России.
Горьковский завод фрезерных станков с 1932 года занимается производством станков и специализируется на проектировании и изготовлении различного металлорежущего оборудования.
Универсальные фрезерные станки серии Т производятся Горьковским заводом фрезерных станков (ГЗФС) с 1991 года. Станки схожи по конструкции, в значительной степени унифицированы и представляют собой дальнейшее усовершенствование аналогичных станков серии Р (6П12, 6П13).
Продукция Горьковского завода фрезерных станков ГЗФС
- 6М12П
консольный вертикально-фрезерный станок 320 х 1250 - 6М13П
вертикально-фрезерный станок с полкой 400 x 1600 - 6М82
универсальный консольно-фрезерный станок 320 х 1250 - 6М82Г
консольный горизонтально-фрезерный станок 320 х 1250 - 6М82Ш
универсальный консольно-фрезерный станок 320 х 1250 - 6М83
универсальный горизонтально-консольно-фрезерный станок 400 х 1600 - 6М83Г
горизонтально-фрезерный станок 400 x 1600 - 6Н12
консольный вертикально-фрезерный станок 320 х 1250 - 6Н13П
вертикально-фрезерный станок с полкой 400 x 1600 - 6Н82
консольный горизонтально-фрезерный станок 320 х 1250 - 6Н82Г
консольный горизонтально-фрезерный станок 320 х 1250 - 6Р12, 6Р12Б
консольный вертикально-фрезерный станок 320 х 1250 - 6Р13, 6Р13Б
вертикально-фрезерный станок с полкой 400 x 1600 - 6R13F3
вертикально-фрезерный станок с ЧПУ 400 x 1600 - 6П82
универсальный консольно-фрезерный станок 320 х 1250 - 6Р82Г
консольный горизонтально-фрезерный станок 320 х 1250 - 6Р82Ш
универсальный консольно-фрезерный станок 320 х 1250 - 6П83
универсальный горизонтально-консольно-фрезерный станок 400 х 1600 - 6Р83Г
горизонтально-фрезерный станок 400 x 1600 - 6Р83Ш
консольный универсальный фрезерный станок шириной 400 x 1600 мм - 6Т12-1
консольный вертикально-фрезерный станок 320 х 1250 - 6T12
консольный маршрутизатор, вертикальный 320 x 1250 - 6Т12Ф20
консольный вертикально-фрезерный станок с ЧПУ 320 х 1250 - 6T13
вертикально-фрезерный станок с полкой 400 x 1600 - 6Т13Ф20
вертикально-фрезерный станок с ЧПУ 400 x 1600 - 6Т13Ф3
вертикально-фрезерный станок с ЧПУ 400 x 1600 - 6Т82
универсальный консольно-фрезерный станок 320 х 1250 - 6Т82-1
универсальный консольно-фрезерный станок 320 х 1250 - 6Т82Г
консольный горизонтально-фрезерный станок 320 х 1250 - 6Т82Ш
универсальный консольно-фрезерный станок 320 х 1250 - 6Т83
универсальный горизонтально-консольно-фрезерный станок 400 х 1600 - 6Т83-1
универсальный горизонтально-консольно-фрезерный станок 400 х 1600 - 6Т83Г
универсальный горизонтально-консольно-фрезерный станок 400 х 1600 - 6Т83Ш
универсальный консольно-фрезерный станок 400 x 1600 - 6606
станок продольно-фрезерный 630 х 2000 - GF2171
вертикально-фрезерный станок с ЧПУ и ASI 400 x 1600
Кинематическая схема фрезерного станка с ЧПУ 6Р13РФ3

Кинематическая схема фрезерного станка с ЧПУ 6р13рф3
Механизмы и движения в станке
Станина А (рис. 139) обладает высокой жесткостью за счет развитого основания, трапецеидального сечения по высоте, внутренних ребер и перегородок. Револьверная головка Г имеет шесть шпинделей, расположенных под углом 60° друг относительно друга. Один из шпинделей усилен для выполнения тяжелых фрезерных работ. Консоль Б перемещается по вертикальным направляющим станины (координата Z’). По горизонтальным направляющим консоли движутся поперечные салазки В (координата Y’ по направляющим последних в продольном направлении — стол Д (координата X’). В станине расположена коробка скоростей Е. В корпусе консоли смонтированы механизмы поперечной и вертикальной подач, в салазках — механизм продольной подачи.
Кинематика станка
Главное движение шпиндель VIII получает от электродвигателя постоянного тока Ml через упругую соединительную муфту и зубчатые колеса коробки скоростей и револьверной головки. Вариация частоты вращения шпинделя обеспечивается в автоматическом цикле за счет запрограммированного изменения задающего напряжения для тиристорного преобразователя, а также передвижением блоков Б1 и Б2 посредством гидроцилиндров. Уравнение минимальной частоты вращения шпинделя пmin = 575 х (27/53) х (22/32) х (27/37) х (19/69) х (34/34) х (22/22) = 40 об/мин, где 575 — наименьшая частота вращения вала электродвигателя ML
Для крепления оправки с инструментом служит шомпол IX, который смонтирован в отверстии шпинделя. На переднем конце шомпола нарезана резьба, на заднем конце насажено коническое кольцо Z= 20. С последним при зацеплении оправки зацепляется колесо Z= 20 вала X.
К валу II присоединен шестеренный насос, обеспечивающий смазывание элементов коробки скоростей револьверной головки.
Револьверная головка
Револьверная головка состоит из основания, к которому полукольцами притянута поворотная плита. На торце плиты закреплены шесть шпиндельных корпусов. Центральный вал VI поворотной плиты соединен с крестовой муфтой с выходным валом V коробки скоростей. На валу VI закреплено ведущее колесо Z= 34 с направляющим зубчатым диском. Вращение от ведущего колеса через передачу i = 34/34 и коническую пару i = 20/20 (или i = 22/22) получает лишь тот шпиндель VIII, который находится в рабочем положении. Поворот головки в заданную позицию осуществляется от гидродвигателя М2 (типа Г12—22) через зубчатые пары Z= 18—90, Z— 18—72, диск 1 с цевкой и мальтийский крест 2 Каждый шпиндельный корпус имеет с наружной стороны гнездо, в которое входит фиксатор, выдвигаемый по команде от конечных выключателей. Таким образом фиксируется положение револьверной головки.
Вертикальная, продольная и поперечная подачи
Вертикальная, продольная и поперечная подачи и ускоренные перемещения осуществляются от шаговых двигателей ШД5Д1 с гидроусилителями моментов Э32Г1824. Ходовой винт качения XVI поперечной подачи (шаг р= 8 мм), получает вращение от двигателя 8 через две пары косозубых колес i=20/40, i=21/35. Величина минимального перемещения по координате Y : (1/240) х (20/40) х (21/35) х 8 = 0,01 мм.








Вертикальная подача осуществляется от двигателя М4 через передачи i = 27/54, i = 21/35. Величина минимального перемещения по координате у; (1/240)(20/40)(21/35) х 8 = 0,01 мм.
Вертикальная подача осуществляется от двигателя М4 через передачи i = 27/54, i = 39/65 и винт-гайку качения XXIII (шаг р = 3 мм). Пружинная гидравлическая муфта М предохраняет консоль Б от самопроизвольного опускания при остановке станка. Консоль оснащена зажимным устройством, работающим от УП и действующим при отсутствии вертикального перемещения.
Продольная подача осуществляется от двигателя М5 через беззазорный редуктор i = 27/45, i = 26/52 и винт-гайку качения XX (шаг р = 3 мм), величина продольного хода ограничена кулачками.
Кинематические цепи ускоренных подач те же, что и для рабочих подач. Гнезда рукояток ручных подач имеют конечные выключатели для блокировки. При вытаскивании рукоятки из гнезда размыкается электрическая цепь механической подачи.
6Т13Ф20 станок вертикальный консольно-фрезерный с оперативным программным управлением (ОПУ). Назначение и область применения
Вертикальный консольно-фрезерный станок 6Т13Ф20 предназначен для фрезерования всевозможных деталей сложного профиля из стали, чугуна, труднообрабатываемых и цветных металлов. Применяется в условиях единичного и серийного производства.
Фрезерные работы выполняются, главным образом, цилиндрическими, угловыми, фасонными, торцовыми, концевыми и другими фрезами.
Станок 6Т13Ф20 отличается от станка 6Т12Ф20 установленной мощностью двигателей главного движения и подач, размерами рабочей поверхности стола и величинами перемещения стола.
На станке 6Т13Ф20 можно обрабатывать вертикальные и горизонтальные плоскости, пазы, углы, рамки, зубчатые колеса и др.
Исполнение для внутренних и экспортных поставок, по условиям эксплуатации — УХЛ4 по ГОСТ 15150—69 для макроклиматических районов с умеренным и холодным климатом, 0,4 — для макроклиматических районов как с сухим, так и с влажным тропическим климатом.
Особенности конструкции фрезерного станка 6Т13Ф20
- Станок 6Т13Ф20 оснащен системой оперативного программного управления (ОПУ). В качестве ОПУ используется Югославское УЦИ ЛЮМО-61 (LJUMO-61), а в качестве привода подач – электропривод БТУ-3601;;
- Изменение величины подачи бесступенчато по программе в процессе обработки, что позволяет оптимизировать процесс обработки;
- Наличие кнопочно-клавишного пульта управления взамен рукояток и маховиков облегчает управление станком;
- Быстродействующие электромагнитные муфты в приводе подач и автоматические зажимы стола, салазок и консоли повышают точность позиционирования;
- Имеется механизм автоматической выборки люфта (ограничения зазора в винтовой паре) на ходовом винте продольного перемещения стола и ручного — на ходовом винте поперечного перемещения стола;
- Автоматизированная смазка узлов повышает их долговечность и сокращает время обслуживания;
- Стол станка может поворачиваться вокруг вертикальной оси на ±45°, что позволяет с применением делительных устройств фрезеровать различные винтообразные спирали
- Поворотная шпиндельная головка станка оснащена механизмом ручного осевого перемещения гильзы шпинделя, что позволяет производить обработку отверстий, ось которых расположена под углом до ±45° к рабочей поверхности стола;
- Индивидуальная смазка винта вертикального перемещения, повышает его долговечность и снижает усилие подъема консоли;
- Возможность подключения гидроприспособлений или гидротисков от собственной гидростанции для зажима обрабатываемой детали;
- Повышена точность обработки за счет расположения винта поперечной подачи по оси фрезы;
- На станке возможно выполнение сверлильных и несложных расточных работ;
- Автоматическое торможение шпинделя в рабочем режиме и при аварийном отключении;
- Дополнительные устройства для защиты от разлетающейся стружки и эмульсии;
- Сигнализация состояния цепи управления в соответствии с требованиями техники безопасности.
На вертикальном консольно-фрезерном станке 6Т13Ф20 возможна работа в трех режимах:
- Автоматический – последовательная отработка программы в прямоугольной системе координат. Возможность обработки сложных деталей с числом переходов до 100. Программа набирается непосредственно на станке;
- Покадровый – работа по кадрам в режиме “Покадровая отработка”, проверка программы и режим преднабора;
- Ручной – ручной универсальный режим с использованием рабочих подач, быстрых перемещений, а также ручных перемещений от маховиков и рукояток.
Класс точности станка — Н по ГОСТ 8—82Е
Шероховатость поверхности Ra 3,2 мкм.
Разработчик — Горьковское станкостроительное производственное объединение.
История выпуска станков Горьковским заводом, ГЗФС
В 1937 году на были изготовлены первые консольно-фрезерные станки серии 6Б моделей 6Б12 и 6Б82 с рабочим столом 320 х 1250 мм (2-го типоразмера).
В 1951 году запущена в производство серия 6Н консольно-фрезерных станков: , , , . Станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
В 1960 году запущена в производство серия 6М консольно-фрезерных станков: , , , , , , .
В 1972 году запущена в производство серия 6Р консольно-фрезерных станков: , , , , , , , , , , .
В 1975 году запущены в производство копировальные консольно-фрезерные станки: 6Р13К.
В 1978 году запущены в производство копировальные консольно-фрезерные станки 6Р12К-1, 6Р82К-1.
В 1985 году запущена в производство серия 6Т-1 консольно-фрезерных станков: , , , и .
В 1991 году запущена в производство серия 6Т консольно-фрезерных станков: , , , , , , , , , , .





