

Технические характеристики
Основные технические характеристики рассматриваемого агрегата:
- 16 ступеней функциональных подач стола;
- 1 оборот лимба дает перемещение стола вдоль или поперек на 6 мм;
- вертикальное перемещение стола на один поворот лимба – 3 мм;
- расстояние между направляющими о осью вертикального шпинделя – 285 мм;
- перемещение стола вдоль – 630 мм;
- перемещение поперек – 200 мм;
- вертикальное перемещение – 350 мм.
По точности агрегат соответствует классу Н (нормальный).
Составные части и органы управления
Основные узлы агрегата:
- электрический шкаф;
- механизм для смазывания непосредственно консоли и всей рабочей поверхности;
- ползун;
- серьга;
- фрезерная головка с поворотным механизмом;
- рабочий стол;
- узел с консолью;
- приводная область шпинделя;
- литая станина;
- редуктор;
- оборудование с электрической частью.
Основная часть опоры для шпинделя – подшипники. К основным органам управления станком относятся:
- автомат для отключения электросети;
- кнопка переключения вращения шпинделя;
- кнопки для запуска шпинделя и подачи;
- рукоятки для: переключения режимов подачи рабочей поверхности, перебора шпинделя, его скоростей, механической передачи;
- маховичок для ручного перемещения стола;
- рукоять привода ручного насоса смазки;
- зажим пиноли;
- переключатель скоростей поворотного шпинделя ползуна.
Насосная станция передает охлаждающую жидкость от насоса к фрезе по встроенному трубопроводу. Это позволяет уменьшить нагрев инструмента при активной работе.
Электрооборудование
- насос для охлаждения с производительностью 2.2 л в минуту;
- насос Х14–22М с мощностью в 0.12 кВт;
- двигатель подач – 1.5 кВт;
- двигатель движения – 15.5 кВт.
Коробка скоростей
Коробка скоростей расположена внутри корпуса станины. Между коробкой и электродвигателем расположена электромуфта, которая обеспечивает надежность соединения этих деталей. Допустимые параметры не соосности – не больше 0.7 мм.
Смазкой коробки скоростей занимается плунжерный насос, стандартная производительность которого – 2 литра в минуту
Важное преимущество – от последовательности ступеней можно отказаться, чтобы сэкономить время и количество усилий, требуемых на обработку детали
Коробка подач
Этот узел осуществляет подачу для консоли, салазок и стола. Предохранительная и кулачковая муфты осуществляют процесс передачи крутящего момента к выходному валу. Соединены кулачковая муфта с валом при помощи втулки.
Частота вращения остается постоянной, поскольку при передаче ускоренного движения от электродвигателя минуются первая шестеренка и коробка передач.
Кинематическая схема
Кинематическая схема оборудования довольно стандартная по своему виду, она необходима инженеру для понимания общего фланга работ и соединения конструктивных деталей. Судя по ней, можно понять, как передается движение из одного узла к другому и почему происходит изменение характеристик и тому подобное.
Привод работает от фланцевого электродвигателя. Они соединяются при помощи качественной муфты. Оборотов шпинделя в минуту может быть различное число. Осуществляется контроль за этой характеристикой при помощи трех зубчатых блоков. Они находятся по валам, что легко можно увидеть на кинематической схеме. Коробка скоростей дает нужный показать шпинделю. В листе эксплуатации устройства указано, что всего может быть 18 скоростей
Следует обратить внимание что:
- привод подач работе от двигателя, который располагается на консоли;
- ускоренные перемещения делаются фрикционом быстрого хода;
- фрикцион работе посредством зубчатых колес;
- муфта подач соединяется с фрикционом;
- муфту и фрикцион допускается включать одновременно, так как они соединены.
На кинетической схеме указывается базис, основная часть — станина. Она фиксируется штифтами на основании станка.
1 Технические характеристики 6Р13Ф3 – коротко о главном
На станке допускается выполнять обработку сложных по профилю деталей из чугуна, стальных горяче- и холоднокатаных листов, цветных труднообрабатываемых деталей посредством различных видов сверл, а также концевых и торцовых фрез. Рекомендован агрегат для использования в мелко- и среднесерийном производстве.
Масса установки равняется 4450 кг при ее габаритных размерах 3450х2965х3970 мм. Станок оборудован числовым программным управлением (базовые модели – WL4M и Н33-2М), которое позволяет одновременно фрезеровать изделия по трем координатам:
- передвижением ползуна с рабочей фрезой – вертикально;
- передвижением салазок с обрабатываемой заготовкой и рабочего стола – поперечно и продольно.

Агрегат располагает двигателями (высокомоментными) постоянного тока и приводами подач следяще-регулируемого типа, использование коих дает возможность выполнять быстрые передвижения стола (скорость таковых может достигать 4,8 метров в минуту). Кроме того, конструкция таких подач выступает гарантом отсутствия брака при контурном фрезеровании заготовок, если по одной из координат привод откажет.
В агрегате, который был спроектирован специалистами производственного станкостроительного объединения города Горький (ныне – Нижний Новгород), используется специальное устройство зажима рабочего инструмента, работающее по электромеханическому принципу. Данный механизм поддерживает усилие зажима на стабильном уровне в 2 тысячи килограммов.
Станок снабжен шестью двигателями разной мощности (суммарно – 16,87 кВт):

- перемещения консоли – 2,2 кВт;
- подачи по трем осям – по 2,2 кВт;
- смазки – 0,27 кВт;
- привода основного движения – 7,5 кВт;
- насоса охлаждения – 0,12 кВт;
- зажима инструмента – 0,18 кВт.
Для подключения выносных агрегатов на станке есть электрическая проводка, оснащенная разъемами для штепселей.

К основным характеристикам описываемой вертикально-фрезерной установки относят следующие показатели:
Оснастка и принадлежности
Установка делительных устройств, поворачивающегося стола предоставляет шанс обрабатывать пространственные канавки, радиусные кривые, зубья, пазы и другие компоненты, которые находятся по окружности и просящие поворота при формообразовании.
Для закрепления концевых фрез в зависимости от хвостовика применяют патроны цанговые или оправки с внутренним конусом Морзе, для торцовых сборных и насадных фрез используют оправки с поперечной и продольной шпонкой.
Сменяемые цанги имеют диапазон диаметров от 2 до 40 мм. Цанги универсальны, предоставляют приличную площадь контакта и равномерность фиксации хвостовика, чем уменьшают вибрация и перекос. При замене цанги патрон не снимают. Правильно применять цанги для ответственных чистовых операций, обработки очень маленьких заготовок.
Номер цанги для станка для фрезеровочных работ 6Т13 выбирают по диаметру осевого инструмента и габаритам отверстия оправки.
Станок мод. 6р13ф3
Станок предназначен для обработки заготовок сложного профиля из стали, чугуна, труднообрабатываемых сталей и цветных металлов в условиях единичного и серийного производства. В качестве инструмента применяют концевые, торцовые, угловые, сферические и фасонные фрезы, сверла, зенкеры. Класс точности станка Н.
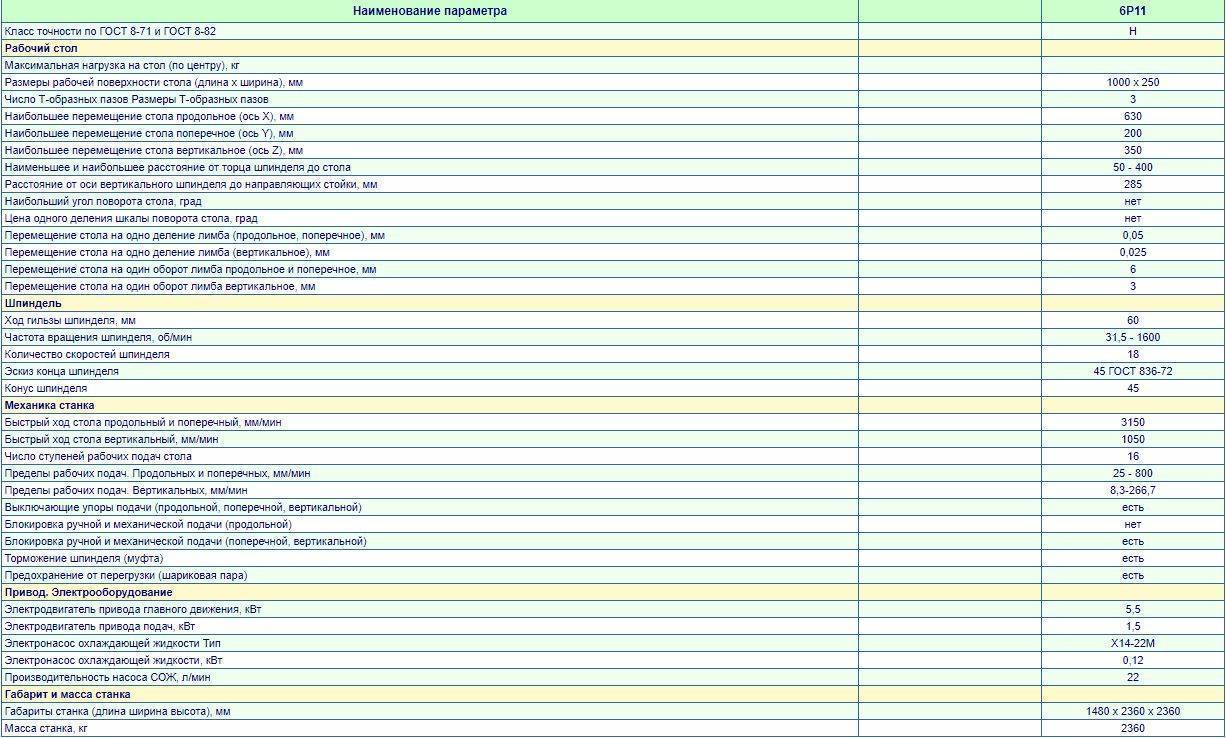
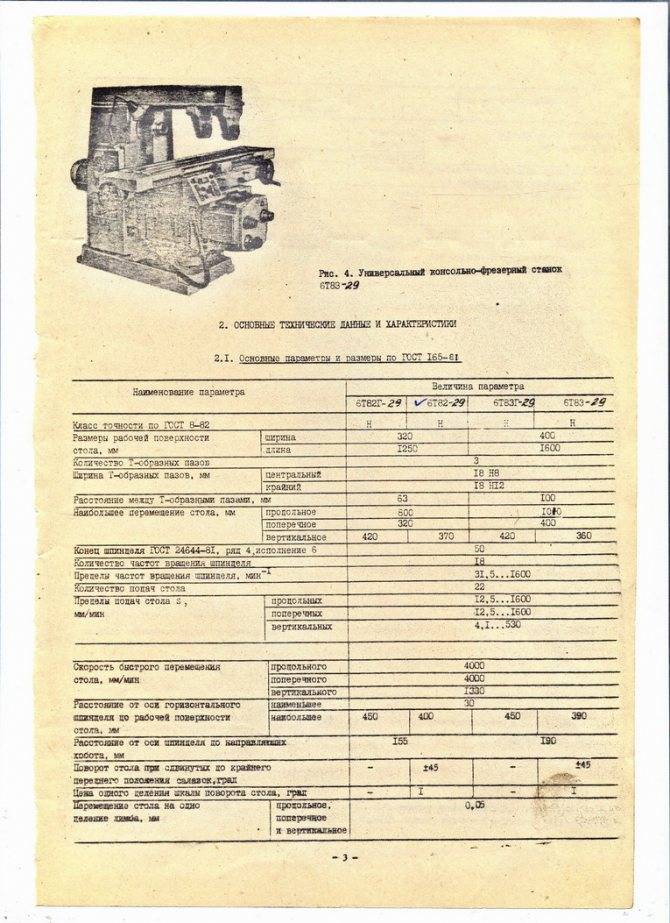
2.1. Техническая характеристика станка
Размер рабочей поверхности стола (ширинадлина) | 4001600мм |
Число частот вращения шпинделя | 18 |
Пределы частот вращения шпинделя | 40 – 2000 об/мин |
Пределы рабочих подач стола и ползуна | 10 – 2000 мм/мин |
Скорость быстрого перемещения стола и ползуна | 4800 мм/мин |
Наибольший диаметр торцовой фрезы | 125 мм |
Наибольший диаметр концевой фрезы | 40 мм |
Наибольший диаметр сверла | 30 мм |
Габаритные размеры станка (длина ширинавысота) | 320024652670мм |
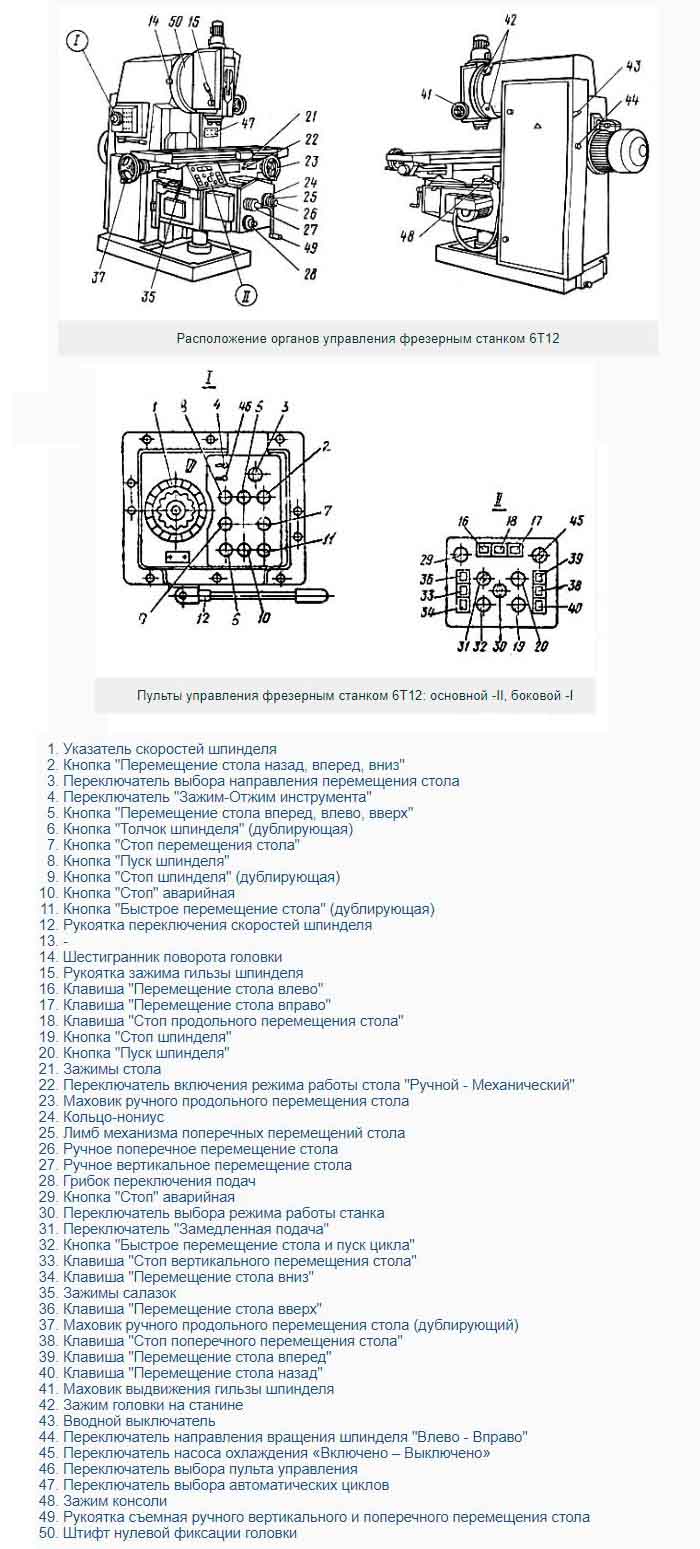
2.2. Устройство чпу
В станке используется ЧПУ контурного типа – НЗЗ-2М. Программоноситель – восьмидорожковая перфолента, код ISO. Геометрическая информация задается в приращениях. Интерполятор – линейно-круговой. Число управляемых координат 3, число одновременно управляемых координат при линейной интерполяции 3, при круговой – 2. Дискретность отсчета по осям координат X’,Y’,Z 0,01мм. Пространственная обработка достигается сочетанием движения стола по двум координатам (X’иY’) и вертикального перемещения ползуна с режущим инструментом (координатаZ). Возможна работа в режиме преднабора с введением программы в устройство ЧПУ непосредственно оператором с помощью клавиатуры.









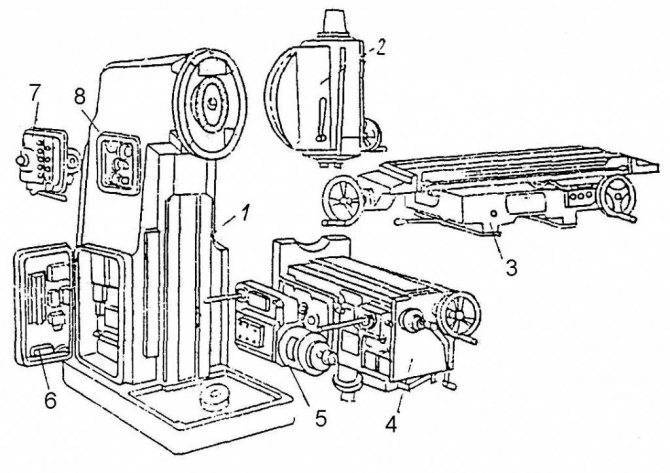
2.3. Компоновка, основные узлы и движения в станке
Базой станка (рис. 1) является станина А, имеющая жесткую конструкцию за счет развитого основания и большого числа ребер. По вертикальным направляющим корпуса станины движется консоль Б (установочное перемещение). По горизонтальным (прямоугольного профиля) направляющим консоли перемещается в поперечном направлении механизм стол-салазки Д (подача по оси Y’), а по направляющим салазок в продольном направлении – стол (подача по оси X’). В корпусе консоли смонтированы приводы поперечной и вертикальной подачи, а в корпусе салазок – привод продольной подачи. Главное движение фреза получает от коробки скоростей В. В шпиндельной головке Г установлен привод вертикальных перемещений ползуна по оси Z.

Рис. 1. Общий вид станка мод. 6Р13Ф3
2.4. Кинематика станка
Главное движение. Шпиндель VIII получает вращение от асинхронного электродвигателяM1(N= 7,5кВт,n= 1450об/мин) через коробку скоростей с тремя передвижными блоками зубчатых колесБ1,Б2,БЗи передачиz = 39–39, z = 42–41–42 в шпиндельной головке. Механизм переключения блоков обеспечивает получение 18 частот вращения и позволяет выбирать требуемую частоту вращения без последовательного прохождения промежуточных ступеней. Уравнение кинематической цепи для минимальной частоты вращения шпинделя
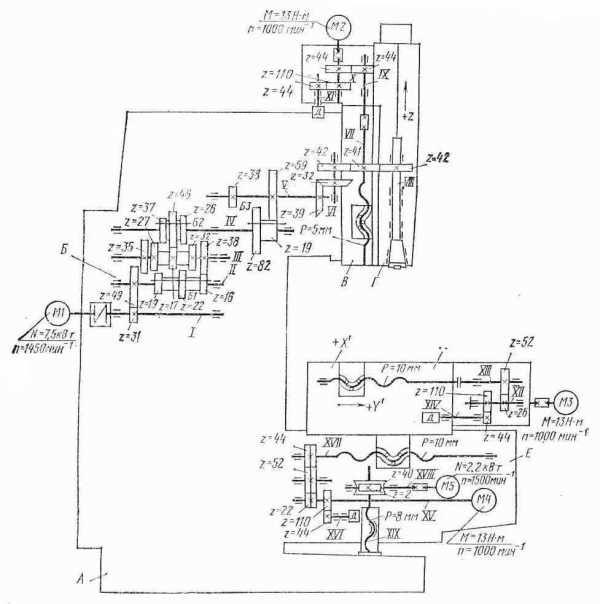
Рис. 2. Кинематическая схема станка 6Р13Ф3
Инструмент в оправке крепят вне станка с помощью сменных шомполов. Оправка имеет наружный конус 50 и внутренний конус Морзе № 4.
Для крепления инструмента с конусами Морзе № 2 и 3 применяют сменные втулки. Зажим инструмента осуществляется электромеханическим устройством. Смазывание подшипников и зубчатых колес коробки скоростей осуществляется от плунжерного насоса, расположенного внутри коробки скоростей.
Движения подач. Вертикальная подача ползуна со смонтированным в нем шпинделем осуществляется от высокомоментного двигателяМ2(М= 13Н·м,n = 1000об/мин) через зубчатую пару z = 44–44 и передачу винт-гайка каченияVIIс шагомР= 5мм. Предусмотрено ручное перемещение ползуна. На валуXIустановлен датчик обратной связи – трансформатор типа ВТМ-1В.
Поперечная подача салазок осуществляется от высокомоментного двигателя М4(М= 13Н·м,n = 1000об/мин), через беззазорный редуктор z = 22–52–44 и винт-гайку каченияXVIIс шагомР= 10мм. Зазор в косозубых цилиндрических колесах1,3и5редуктора устраняют шлифованием полуколец2и4, устанавливаемых между колесами3и5.
Продольная подача стола происходит от высокомоментного электродвигателя МЗ(см. рис. 2) через беззазорный редуктор z = 26–52 и винт-ганку каченияXIIIс шагомР= 10мм. В редукторах продольного и поперечного перемещений установлены датчики обратной связи – трансформаторы типа ВТМ-1В. Зазор в направляющих стола и салазок выбирают клиньями. Зазор в передачах винт-гайка качения устраняют поворотом обеих гаек в одну сторону на нужное число зубьев.
Вспомогательные движения. Специальными шестигранными выводами можно производить ручные перемещения по координатамX’иY’. Установочная вертикальная подача консоли осуществляется от электродвигателяМ5 (N = 2,2 кВт,n= 1500об/мин) через червячную пару z = 2–40 и ходовой винтXIX.
Область применения вертикально-фрезерного станка 6Р13
Если заглянуть в паспорт изделия, то там можно найти все технические характеристики станка. Главная особенность состоит в том, что установлен вертикальный пинольный шпиндель, следовательно, 6Р13 относится к вертикальному типу. Стол крестово-перемещающийся, не двигается в горизонтальной плоскости, но есть и вертикальное перемещение по направляющим стойку. Такой вид движения — крестовый — считается одним из наиболее эффективных, если речь идет об универсальном оборудовании.
Обработка проводится:
- вертикальных и горизонтальны поверхностей; наклонных деталей;
- любых криволинейных, если позволяет их размер установить;
- пазы, углы и рамки.
Работает с различными видами металла, в частности, работы проводятся по чугуну, стали, цветному металлу. Из-за возможности обработки практически любого типа материала, имеющего разные размеры и формы, станок стал универсальным для применения в различных областях промышленности.
Еще нужно обратить внимание на то, что СОЖ используется через двигатель насоса, подается по трубкам через сопло к оборудованию. Есть механизм основного перемещения (тип ручной), он установлен на головке шпинделя
Это дает возможность работать с соответствиями, ось которых располагается наклонно к столу
Фрезы используются и из быстрорежущей стали, а не только обычного типа. Это нововведение стало возможным благодаря использованию более жестких станин и повышения мощности привода. По государственному образцу класс точности относится к ГОСТ 8-77
Это дает возможность работать с соответствиями, ось которых располагается наклонно к столу. Фрезы используются и из быстрорежущей стали, а не только обычного типа. Это нововведение стало возможным благодаря использованию более жестких станин и повышения мощности привода. По государственному образцу класс точности относится к ГОСТ 8-77.
Коробка скоростей вертикально-фрезерного станка моделей 6р12,6р13
Коробка скоростей установлена в корпусе станины и соединятся с электродвигателем при помощи упругой электромуфты, допускающей несоосность 0,5-0,7мм.
При помощи плунжерного насоса осуществляется смазка коробки скоростей. Производительность насоса 2 л/мин.
Коробка переключения скоростей обеспечивает требуемую скорость вращения без последовательного прохождения промежуточных ступеней.
Рукояткой 18 передвигает рейку 19 ,перемещаясь в осевом направлении главный валик 29 с диском переключателя 21.
Рейки попарно входят в зацепление с шестерней 32.На каждой паре реек крепится вилка переключателя. Перемещаясь ,диск нажимает на штифт одной из пары. тем самым обеспечивает возвратно-поступательное движение реек.
Характеристики аппарата
6р13ф3 обладает широким функционалом. Помимо обработки чугунных и стальных изделий, станок может обрабатывать:
- холоднокатаные листы;
- детали, тяжело поддающиеся обработке, сделанные из цветных металлов;
- горячекатаные листы;
- сложные изделия путем сверления.
 Горячекатаные металлические листы Агрегат может обрабатывать различные детали фрезерованием торцовыми и концевыми фрезами.
Горячекатаные металлические листы Агрегат может обрабатывать различные детали фрезерованием торцовыми и концевыми фрезами.
Устройство применяется в рамках производства мелкими и средними сериями. Его вес достигает 4449 кг, а общие параметры по длине, ширине и высоте равняются 345*296,5*397 см.
На аппарате имеется чпу, позволяющее:
- передвигать салазки с изделия и рабочего стола в продольном и поперечном направлениях;
- передвигать ползун с фрезой в вертикальном направлении.
Основные характеристики станка:
- габариты поверхности стола — 40*160 см;
- нагрузка, которую может выдержать стол — 300 кг;
- количество пазов — 3;
- показатели пределов подач — 3-4799 мм/мин;
- показатели точности при поперечном перемещении 0,04 мм, вертикальном — 0,065, продольном — 0,04;
- продольное, поперечное и вертикальное передвижение стола — 100*40*42 см соответственно;
- показатель быстро перемещения ползуна вместе со столом — 4799 мм/мин;
- подача за импульс — 0,01 мм;
- максимальный сверлильный диаметр — 30 мм;
- максимальный диаметр торцевой фрезы — 125 мм.

Фрезерный станок 6р13ф3 оснащен 6 электрическими двигателями:
- смазочным — 0,26 кВт;
- осуществляющим зажим инструмента — 0,17 кВт;
- предназначенным для перемещения консоли — 2,1 кВт;
- двигателем для охлаждающего насоса — 0,12 кВт;
- приводом основного движения — 7,4 кВт;
- двигателем, предназначенным для подачи по 3 осям — 2,1 кВт.
Для аппарата предусмотрена электропроводка, оборудованная разъемами для штепселей.
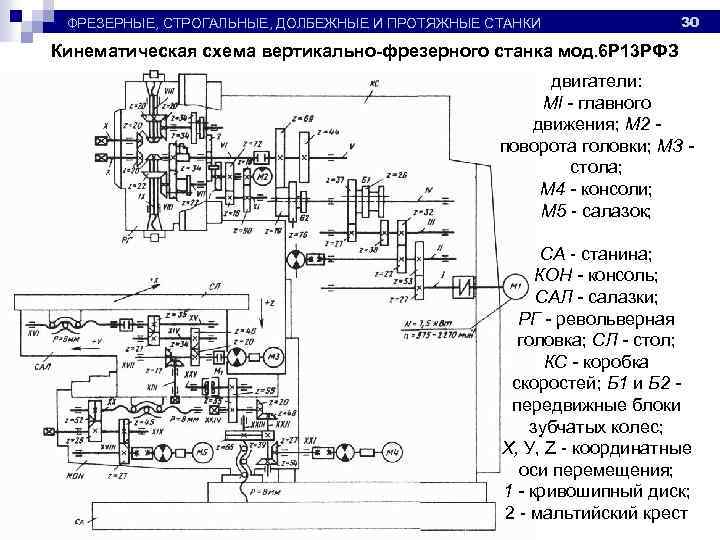
Кинематическая схема фрезерного станка с ЧПУ 6Р13РФ3
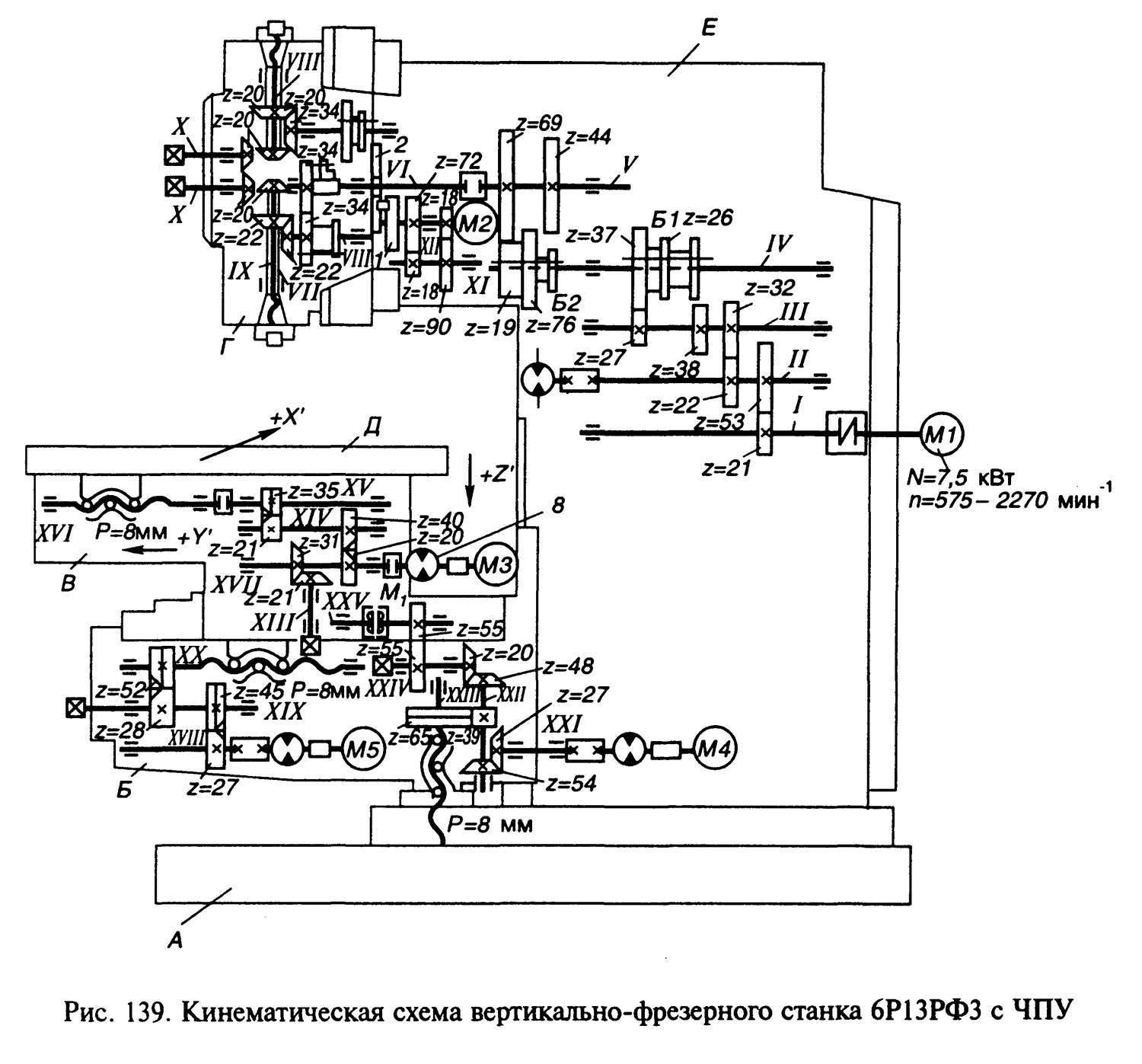
Кинематическая схема фрезерного станка с ЧПУ 6р13рф3
Механизмы и движения в станке
Станина А (рис. 139) обладает высокой жесткостью за счет развитого основания, трапецеидального сечения по высоте, внутренних ребер и перегородок. Револьверная головка Г имеет шесть шпинделей, расположенных под углом 60° друг относительно друга. Один из шпинделей усилен для выполнения тяжелых фрезерных работ. Консоль Б перемещается по вертикальным направляющим станины (координата Z’). По горизонтальным направляющим консоли движутся поперечные салазки В (координата Y’ по направляющим последних в продольном направлении — стол Д (координата X’). В станине расположена коробка скоростей Е. В корпусе консоли смонтированы механизмы поперечной и вертикальной подач, в салазках — механизм продольной подачи.
Кинематика станка
Главное движение шпиндель VIII получает от электродвигателя постоянного тока Ml через упругую соединительную муфту и зубчатые колеса коробки скоростей и револьверной головки. Вариация частоты вращения шпинделя обеспечивается в автоматическом цикле за счет запрограммированного изменения задающего напряжения для тиристорного преобразователя, а также передвижением блоков Б1 и Б2 посредством гидроцилиндров. Уравнение минимальной частоты вращения шпинделя пmin = 575 х (27/53) х (22/32) х (27/37) х (19/69) х (34/34) х (22/22) = 40 об/мин, где 575 — наименьшая частота вращения вала электродвигателя ML
Для крепления оправки с инструментом служит шомпол IX, который смонтирован в отверстии шпинделя. На переднем конце шомпола нарезана резьба, на заднем конце насажено коническое кольцо Z= 20. С последним при зацеплении оправки зацепляется колесо Z= 20 вала X.








К валу II присоединен шестеренный насос, обеспечивающий смазывание элементов коробки скоростей револьверной головки.
Револьверная головка
Револьверная головка состоит из основания, к которому полукольцами притянута поворотная плита. На торце плиты закреплены шесть шпиндельных корпусов. Центральный вал VI поворотной плиты соединен с крестовой муфтой с выходным валом V коробки скоростей. На валу VI закреплено ведущее колесо Z= 34 с направляющим зубчатым диском. Вращение от ведущего колеса через передачу i = 34/34 и коническую пару i = 20/20 (или i = 22/22) получает лишь тот шпиндель VIII, который находится в рабочем положении. Поворот головки в заданную позицию осуществляется от гидродвигателя М2 (типа Г12—22) через зубчатые пары Z= 18—90, Z— 18—72, диск 1 с цевкой и мальтийский крест 2 Каждый шпиндельный корпус имеет с наружной стороны гнездо, в которое входит фиксатор, выдвигаемый по команде от конечных выключателей. Таким образом фиксируется положение револьверной головки.
Вертикальная, продольная и поперечная подачи
Вертикальная, продольная и поперечная подачи и ускоренные перемещения осуществляются от шаговых двигателей ШД5Д1 с гидроусилителями моментов Э32Г1824. Ходовой винт качения XVI поперечной подачи (шаг р= 8 мм), получает вращение от двигателя 8 через две пары косозубых колес i=20/40, i=21/35. Величина минимального перемещения по координате Y : (1/240) х (20/40) х (21/35) х 8 = 0,01 мм.
Вертикальная подача осуществляется от двигателя М4 через передачи i = 27/54, i = 21/35. Величина минимального перемещения по координате у; (1/240)(20/40)(21/35) х 8 = 0,01 мм.
Вертикальная подача осуществляется от двигателя М4 через передачи i = 27/54, i = 39/65 и винт-гайку качения XXIII (шаг р = 3 мм). Пружинная гидравлическая муфта М предохраняет консоль Б от самопроизвольного опускания при остановке станка. Консоль оснащена зажимным устройством, работающим от УП и действующим при отсутствии вертикального перемещения.
Продольная подача осуществляется от двигателя М5 через беззазорный редуктор i = 27/45, i = 26/52 и винт-гайку качения XX (шаг р = 3 мм), величина продольного хода ограничена кулачками.
Кинематические цепи ускоренных подач те же, что и для рабочих подач. Гнезда рукояток ручных подач имеют конечные выключатели для блокировки. При вытаскивании рукоятки из гнезда размыкается электрическая цепь механической подачи.
5 Кинематическая схема станка
Главное движение в 6Р13 обеспечивается двигателем фланцевой конструкции (имеет мощность 10 киловатт). Привод выполняется через соединительную упругую муфту. Коробка скоростей дает возможность шпинделю вращаться на 18 разных скоростях (их характеристики указаны в инструкции к эксплуатации агрегата).

Обороты шпинделя (их числа) допускается корректировать посредством перемещения по шлицевым валам зубчатых блоков (конструктивно их в станке предусмотрено три).

Привод подач выполняется от установленного в консоли электрического двигателя. Подачи поступают на консоль через шариковую муфту, которая одновременно выполняет защитную (предохранительную) функцию.
Источник
Цена на новые и б/у станки
Современные магазины предлагают приобрести массу вертикально-фрезерных станков с ЧПУ, однако к выбору качественного и правильного оборудования стоит относиться крайне тщательно, ведь от этого будет зависеть качество производимых деталей. Лучше всего для осмотра и демонстрации пригласить компетентного человека, который поможет оценить качество и сравнить его с ценой.
Можно приобрести с разными системами управления, разработчики которых являются немецкие, японские и отечественные компании. Весь ассортимент проходит ряд тестов на производительность
Важно знать, что из-за своей высокой стоимости, большинство магазинов лишь анонсируют о продаже, в то время как станок может находиться только на предпродажной стадии подготовки. Именно по этому, перед покупкой стоит уточнять наличие требуемой модели у поставщика
Новые наиболее дешевые модели на рынке можно приобрести примерно за 1.600.000 — 3.500.000 рублей. От стоимости зависит наличие дополнительных устройств и вид программного обеспечения. В частности, цена на базовую комплектацию равна 2.400.000 рублям (с учетом НДС). Возможности технической обработки могут быть увеличены за счет делительной головки и других приспособлений. Все станки производятся исключительно из качественных материалов, которые тщательно были проверенны ранее. В соотношении цена/качество подобные станки являются одним из лучших предложений на современном рынке.
Бывает так, что производство по тем или иным причинам останавливается на время или полностью. Тогда их владельцы начинают продавать подобные устройства. При покупке Б/У модели , к осмотру стоит отнестись внимательно и лучше делать это со специалистом.
Обычно цена на вертикальные фрезерные станки составляет 50 — 70 процентов от стоимости нового оборудования. Перед тем, как купить, стоит изучить его , чтобы при осмотре можно было выявить вышедшие из строя детали. Если есть возможность провести осмотр со специалистом, лучше сделать это именно таким образом.
Важно! На вторичном рынке также можно приобрести вышедшее из строя по наиболее низкой цене. Если в оборудовании на производстве вышла из строя какая-либо деталь, можно воспользоваться покупкой именно вышедших из строя, однако предварительно стоит убедиться, что в покупаемом она рабочая
Как правило, под восстановление такие механизмы не пригодны.
Область применения вертикально-фрезерного станка 6Р13
Если заглянуть в паспорт изделия, то там можно найти все технические характеристики станка. Главная особенность состоит в том, что установлен вертикальный пинольный шпиндель, следовательно, 6Р13 относится к вертикальному типу. Стол крестово-перемещающийся, не двигается в горизонтальной плоскости, но есть и вертикальное перемещение по направляющим стойку. Такой вид движения — крестовый — считается одним из наиболее эффективных, если речь идет об универсальном оборудовании.
Обработка проводится:
- вертикальных и горизонтальны поверхностей; наклонных деталей;
- любых криволинейных, если позволяет их размер установить;
- пазы, углы и рамки.
Работает с различными видами металла, в частности, работы проводятся по чугуну, стали, цветному металлу. Из-за возможности обработки практически любого типа материала, имеющего разные размеры и формы, станок стал универсальным для применения в различных областях промышленности.
Еще нужно обратить внимание на то, что СОЖ используется через двигатель насоса, подается по трубкам через сопло к оборудованию. Есть механизм основного перемещения (тип ручной), он установлен на головке шпинделя. Это дает возможность работать с соответствиями, ось которых располагается наклонно к столу
Фрезы используются и из быстрорежущей стали, а не только обычного типа. Это нововведение стало возможным благодаря использованию более жестких станин и повышения мощности привода. По государственному образцу класс точности относится к ГОСТ 8-77
Это дает возможность работать с соответствиями, ось которых располагается наклонно к столу. Фрезы используются и из быстрорежущей стали, а не только обычного типа. Это нововведение стало возможным благодаря использованию более жестких станин и повышения мощности привода. По государственному образцу класс точности относится к ГОСТ 8-77.
Коробка скоростей вертикально-фрезерного станка моделей 6р12,6р13
Коробка скоростей установлена в корпусе станины и соединятся с электродвигателем при помощи упругой электромуфты, допускающей несоосность 0,5-0,7мм.
При помощи плунжерного насоса осуществляется смазка коробки скоростей. Производительность насоса 2 л/мин.
Коробка переключения скоростей обеспечивает требуемую скорость вращения без последовательного прохождения промежуточных ступеней.
Рукояткой 18 передвигает рейку 19 ,перемещаясь в осевом направлении главный валик 29 с диском переключателя 21.
Рейки попарно входят в зацепление с шестерней 32.На каждой паре реек крепится вилка переключателя. Перемещаясь ,диск нажимает на штифт одной из пары. тем самым обеспечивает возвратно-поступательное движение реек.
Устройство
Рассматриваемую версию серийно уже не выпускают. Тем не менее найти запасные части не составляет особого труда. Большинство современных аналогов имеют схожие агрегаты и узлы, которые являются взаимозаменяемыми.
Основные части станка:
- Остов в виде станины.
- Головка поворотного типа.
- Скоростная коробка.
- Подающий блок.
- Узел переключения.
- Консольная часть.
- Передвижной стол с салазками.
- Электрические узлы и механизмы.
Компоновка агрегата также выполнена в стандартной стилистике. На остове размещена опора с салазками, служащими для вертикального перемещения стола. На ней смонтирована бабка с блоком скоростей и электрическим оборудованием. Бабка агрегирует со шпинделем, оснащенным устройством поворота режущего наконечника с наклоном угла не более 45 градусов. Шпиндель во время рабочего процесса находится в статичном состоянии. Стол находится прямо над головкой, оборудован подающими узлами, элементами управления электронной и механической конфигурации, а также салазками, служащими для прямого и бокового передвижения.










Правила эксплуатации
Как и все механизмы подобной весовой категории, 6Т13 требует установки на бетонный фундамент толщиной не менее 30 см. Поверхность должна быть идеально ровной, чтобы снизить риск возникновения неточностей при тонком фрезеровании. Первоначальный пуск предполагает заполнение маслом резервуара смазочной системы и холостую прогонку всех режимов. Первую замену масла рекомендуется произвести через неделю работы, вторую через месяц, в дальнейшем раз в 3 месяца. Профилактическая промывка масляного резервуара осуществляется раз в год.
Перед каждым пуском станка оператор использует рычаг отжима-зажима инструмента в шпинделе. Изменять положение обрабатываемых деталей, переключать скорости и режимы при вращающейся головке запрещено. Дверцы шкафа управления, обеспечивающие доступ к электроприводам движения, закрываются на ключ. При любой неисправности работа прекращается, и системы должен осмотреть электрик.





