

Коробка скоростей
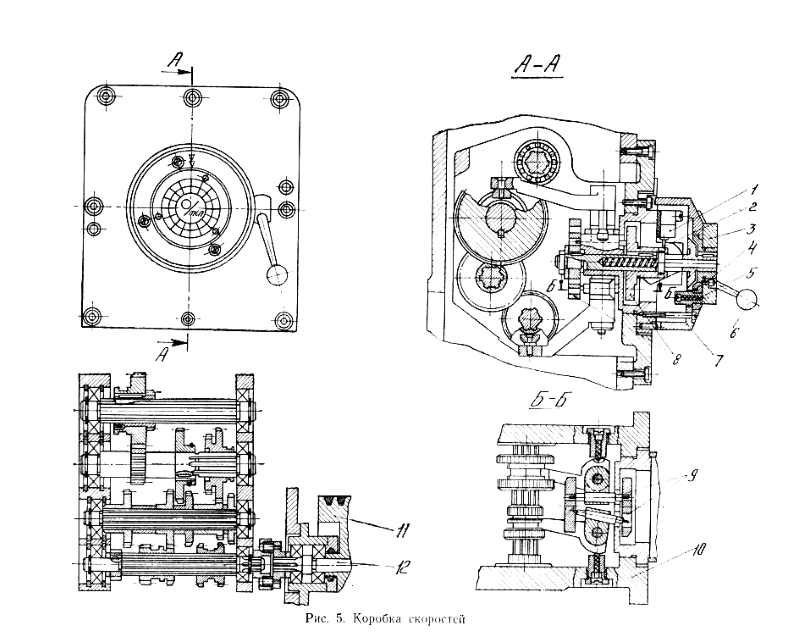
Коробка скоростей станка 676П
Анализируя характерности станка для фрезеровочных работ необходимо уделять свое внимание и на коробку скоростей шпинделя:
- Представлена конструкция шестернями, которые делаются из очень прочной стали. Паспорт станка для фрезеровочных работ 676п определяет возможность проведения ремонтных и обслуживающих работ благодаря открытию корпуса и демонтажа коробки скоростей. Корпус фиксируется к боковой стороне.
- На момент переключения перед есть вероятность совпадения зубьев и зацепления шестерен, когда диски не могут сводится. Паспорт имеет информацию по советам использования, где не позволяется проводить переключение передач на момент работы станка для фрезеровочных работ 676п под нагрузкой. Аналогичное действие будет причиной неполадки шестерен.
Описание данного станка для фрезеровочных работ 676п также определяет то, что управление скоростями происходит путем переключения положения подобающей рукояти.
Особенности модификаций
На основе данного оборудования были произведены несколько модификаций, которые имели свои особенности и технические характеристики.
Основное отличие данной конструкции от станка СФ 676 – класс точности. По техническим характеристикам отличия незначительны:
- показатели мощности главного электропривода – 2,2 кВт;
- масса – 910 кг;
- расстояние от стола к шпинделю меньше на 1 см.
На данный момент это оборудование можно приобрести только лишь на вторичном рынке.
40AT5
Эта модификация станка снабжена конусом 7:24-40. Все остальные технические характеристики схожи.
Еще одна модификация станка, но уже с другим конусом – КМ4.
КМ-4Ф3
Станок снабжен УЦИ на 3 координаты с конусом КМ-4.
Это облегченная вариация основного агрегата СФ676, которая используется для установки в небольшие или передвижные мастерские.
Фрезы по металлу для фрезерного станка
Многообразие конфигураций фрез позволяет выполнить выборку материала на самых труднодоступных участках, благодаря чему деталь принимает требуемые размеры и очертания.
Фрезы классифицируются по расположению резцов, типу конструкции, направлению, форме зубьев, способу крепления и материалу режущего инструмента.
Модификации:
- Дисковые фрезы используются для обрезки заготовок, выборке пазов, металла, снятия фасок. Режущая часть таких элементов может размещаться с одной или с двух сторон.
- Торцовые фрезы работают с плоскими заготовками ступенчатого типа. Рабочей частью инструмента является торец, ось его вращения перпендикулярна поверхности заготовки.
- Цилиндрическая фреза по металлу для фрезерного станка может быть с винтовыми или прямыми зубцами. Первый вариант позволяет обрабатывать плавно заготовку, а вторая конфигурация – отделывать узкие плоскости, поэтому такой инструмент относится к универсальной категории.
- Угловые варианты. Такие фрезы используются для обработки наклонных поверхностей, имеют коническую конфигурацию. Различают одно и двухугловые модификации, отличающиеся размещением режущей кромки.
- Концевые фрезы предназначаются для создания пазов, контурных выемок, уступов и обработки взаимно перпендикулярных частей.

Также существуют фасонные, червячные и кольцевые фрезы. Они служат для обработки фасонных поверхностей и заготовок неординарных конфигураций и еще больше расширяют возможности станка 676.
Коробка подач

Коробка подач станка 676П
Для ускоренного перемещения установили коробку подач. Рекомендацией по использованию данной функции можно назвать установку крестовой рукоятки в нейтральное положение. Это позволяет исключить вероятность возникновения довольно большого количества проблем с шестернями.
Существенно продлевает срок эксплуатации конструкции поршневой насос. Предназначен (назначение) его заключается в подаче смазывающей жидкости, которая способствует снижению силы трения. Конструкция поршня выполняет возвратно-поступательное движение, за счет которого происходит всасывания смазывающей жидкости и ее подача в область трения. Для контроля степени смазывания у фрезерного станка 676п есть прозрачный глазок, через который и проводится наблюдение за процессом образования масляного тумана в зоне трения шестерен.
2 Схемы и конструктивное устройство
Станина широкоуниверсального фрезера СФ-676 выполнена из чугуна, она выступает несущим основанием на котором закреплены основные конструктивные узлы станка. С левой части станины смонтирована коробка подачи и блок скоростей. По ее верхней части перемещается бабка, на которой установлен горизонтальный шпиндель. На этой же бабке по мере необходимости можно крепить вертикальный шпиндель (к передней торцевой части).
Суппорт фрезера установлен на вертикальные направляющие, стол — на горизонтальные. СФ-676 оснащен двумя рабочими столами, основным из которых является горизонтальный, на нем крепятся обрабатываемые детали размером до 80 см под длине и 25 см по ширине.
Схема электрооснастки СФ-676
Электропривод станка расположен в нижней части станины, на опорной плите, внутри которой находится резервуар для охлаждающей жидкости. Вся электрооснастка агрегата находится под верхней крышкой станины, что обеспечивает свободный доступ к аппаратуре по мере необходимости.
Основными функциональными элементами конструкции фрезера СФ-676 являются суппорт и шпиндельная бабка:
- суппорт удерживает и перемещает в продольно-поперечной плоскости рабочий стол станка, он приводится в действие ходовым валом, которые передает крутящий момент поступающий от двигателя к коробке подач;
- шпиндельная бабка соединена с коробкой подач посредством барабанной шестерни, сам шпиндель установлен на шариковых и радиальных подшипниках, возможность точного перемещения шпинделя обеспечивается индикатородержателем.
Кинематическая схема СФ-676
За освещение рабочего места отвечают 5 встроенных LED-светодиодов. Также СФ-676 в современном исполнении имеет блок цифровой индикации, на котором отображаются параметры текущего режима работы станка.
2.1 Рекомендации по техобслуживанию станка
Широкоуниверсальный станок СФ-676 является надежным и выносливым оборудованием, способным работать в сложных условиях эксплуатации при соблюдении норм технического обслуживания. Техобслуживание необходимо выполнять регулярно, в строго установленном временном интервале:
- каждые 10 часов работы жидким машинным маслом смазываются направляющие и ходовые винты;
- каждые 40 часов машинной смазкой покрываются линейные подшипники, подойдет Литол и его аналоги;
- каждые 400 часов производится осмотр и регулировка ремней в коробке подач, при обнаружении износа либо повреждений ремни подлежат замене;
- каждые 400 часов осматриваются и подтягиваются винтовые узлы.
Фрезерный станок 676П
Также регулярному осмотру должны подвергаться все подвижные части фрезера. Перед первым запуском станка в работу после техобслуживания необходимо выполнить следующие пункты:
- Проверить наличие и надежность крепления защитных кожухов и крышек.
- Убрать ремонтные инструменты с рабочей зоны, очистить стол от смазочных материалов и жидкостей.
- Запустить станок и убедиться в его работоспособности на холостом ходу.
Проверка работоспособности начинается с прогонки станка на минимальной скорости вращения шпинделя, после чего скорость увеличивается вплоть до максимальной. В режиме основной рабочей скорости агрегат должен работать в течении 2-ух часов, по истечению которых шпиндельные опоры не должны нагреваться на температуру более 50 градусов.








После прогонки на холостом ходу выполняется проверка станка под нагрузкой. Агрегат должен поработать на максимальной силе резания и в режиме 25% перегрузки (кратковременно). СФ-767, находящийся в хорошем техническом состоянии, даже при перегрузке в указанных пределах не производит вибрации, влияющие на точность фрезерной обработки. Проверка станка должна проводится при температуре окружающей среды +20 градусов, рекомендуемая влажность воздуха 65%.
Технические характеристики
Устройство оснащается электроприводом. Его мощность составляет 3 кВт. В компоновке предусмотрен дополнительный мотор, который обслуживает электронасос, способный передавать двадцать три литра жидкости в течение одной минуты. Вес инструмента – одна тонна, габариты – 120*124*105 сантиметров.
Технические характеристики фрезерного станка СФ676 выглядят следующим образом:
- размер вертикального рабочего стола – двести пятьдесят миллиметров на шестьсот тридцать миллиметров, горизонтального – двести пятьдесят миллиметров на восемьсот;
- допустимый вес обрабатываемой детали – не более ста килограммов;
- расстояние между шпинделем и столом можно регулировать от восьмидесяти до четырехсот пятидесяти миллиметров;
- вылет шпинделя также регулируемый – от 1,25 до 3,75 см;
- максимальная частота вращения горизонтального шпинделя по паспорту – 1630 оборотов в минуту, вертикального 2040 оборотов в минуту;
- устройство оснащено шестнадцатью скоростями вращения;
- количество подач – шестнадцать.

Как уже было сказано ранее, станок СФ676 несколько отличается от 676П. Различия заключаются в мощности электропривода (у фрезерного станка 676 П она составляет 2,2 кВт), весе (910 килограммов вместо тонны), расстоянии между столом и шпинделем (у 676п оно меньше на один сантиметр).
Найти станок фрезерный 676П на современном рынке трудно. Он давно снят с производства. Стоимость устройств, бывших в употреблении, варьируется в пределах двухсот пятидесяти – трехсот тысяч рублей. Цена нового станка СФ – около семисот тысяч рублей.
Преимущества
Конструкция «ДВОЙНОЙ ЦИЛИНДР»
В станке применяется оригинальное решение конструкции ВФГ, по принципу «ДВОЙНОЙ ЦИЛИНДР», которою можно поворачивать под углом ±90 градусов. Конструкция «ДВОЙНОЙ ЦИЛИНДР» обеспечивает стабильность обработки и сохранность корпуса от разрушений, позволяет вести силовое фрезерование.
Блок УЦИ
Станок комплектуется блоками УЦИ производства СКБ ИС и производства GIVI-Electonics. Блок УЦИ оснащен прямой системой отсчета, которая отображает фактическое положение или перемещение рабочего узла в пространстве, а не вращение приводного винта оси.
Подача СОЖ
Подача СОЖ в зону резания осуществляется через модульно-шарнирную трубку
Долбежные операции
Реализована возможность производить долбежные операции.
Наличие двух шпинделей
Наличие двух шпинделей, горизонтального и поворотного вертикального, а также большого количества принадлежностей к станку, делает его широкоуниверсальным и удобным для работы в инструментальных цехах машиностроительных заводов при изготовлении приспособлений, инструмента, рельефных штампов и прочих изделий.
Промышленное светодиодное освещение
На станке применяются промышленное светодиодное освещение, возможна установка дополнительного, более мощного, герметичного освещения.
Модификации станка СФ-676
СФ-676-40АТ5 — модификация станка с конусом 7:24-40 СФ-676-КМ4 — модификация станка с конусом КМ4
СФ-676-КМ4-Ф2— модификация станка с УЦИ на 2 координаты, конус КМ4
СФ-676-40АТ5-Ф2 — модификация станка с УЦИ на 2 координаты, конус 7:24-40
СФ-676-40АТ5-Ф3 — модификация станка с УЦИ на 3 координаты, конус 7:24-40
СФ-676-КМ4-Ф3 — модификация станка с УЦИ на 3 координаты, конус КМ4
СФ-676-Л — облегченная модификация станка для установки в передвижные мастерские
Функциональные возможности
Широкоуниверсальный фрезерный станок СФ-676 дает возможность выполнять следующие операции по металлу:
- сверление;
- фрезерование;
- расточка;
- развертывание;
- долбежка;
- зенкерование.
При фрезеровании широкоуниверсальный фрезерный станок СФ-676 позволяет вести обработку заготовок длиной до 80 см и шириной до 25 см.
Конструктивные особенности
Выделяют следующие ключевые конструктивные особенности широкоуниверсального фрезерного станка СФ-676:
- литая чугунная станина обеспечивает эффективное гашение вибраций и, как следствие, высокую точность обработки заготовок;
- широкий диапазон возможных скоростей подачи и частоты вращения шпиндельной головки обеспечивает универсальность оборудования, возможность применения различных режимов обработки;
- система подачи СОЖ с электронасосом производительностью 22 л/минуту;
- широкоуниверсальный фрезерный станок СФ-676 оснащают дополнительным шпинделем на выдвижном хоботе с возможность поворота рабочего инструмента в диапазоне под углом к обрабатываемой заготовке (0-90 градусов в двух плоскостях);
- возможность одновременного использования вертикального и горизонтального шпинделя.
675, 675П фрезерные станки: технические характеристики, паспорт
Технические характеристики и назначение
Рассматриваемый фрезерный станок 675, технические характеристики которого определяют его широкую область применения, характеризуется высокой точностью. Модель может применяться для фрезерования при установке следующих видов инструмента:
- Концевые и торцевые, шпоночные. Подобные фрезы устанавливаются вертикально, для чего применяется вертикальный шпиндель.
- Фасонные, дисковые и цилиндрические. Они устанавливаются при фиксации в шпинделе горизонтального типа.
Станок универсальный фрезерный рассматриваемой модели может использоваться для обработки заготовки под углом. При этом агрегат располагает специальной делительной головкой и круглым столом, за счет чего можно создавать отверстие и другие элементы на равном расстоянии относительно друг друга.
Рассматриваемая модель комплектуется инструментальным шкафом, который предназначен для хранения инструмента и различного оборудования. За счет этого элемента существенно расширяется область использования устройства. При применении дополнительного инструмента и оснастки проводятся сложные операции, которые выполнить на обычных моделях не получится.

Технические возможности рассматриваемого оборудования также весьма обширны. Основными моментами можно назвать следующее:
- Размеры конструкции позволяют проводить фрезерование заготовок, ширина которых более 25 см и длина до 80 см. Повышенная точность позволяет проводить обработку заготовок с небольшими геометрическими размерами.
- Вертикальный шпиндель монтируется на специальном подвижном хоботе. При этом есть возможность поворота во взаимно перпендикулярных плоскостях под углом 90 градусов.
- Требуемая точность достигается за счет снижения степени вибрации установки при работе. Для этого все узлы расположены на чугунной станине, которая хорошо справляется с задачей по гашению вибрации.
- На станине есть электрический насос с показателем производительности около 22 литров в минуту. За счет этого узла производится подача смазочно-охлаждающей жидкости. Подобное вещество позволяет существенно продлить срок службы устройства и обеспечивает стабильное функционирование.
- Созданная система управления удобна для оператора. Именно поэтому не возникает трудностей с его управлением.
- Разрешается проводить установку фрезерного станка в цехах со штучным и мелкосерийным показателем производительности труда.
- Наличие вертикального и горизонтального шпинделя позволяет существенно расширить область применения фрезерных станков.
- Компактные размеры агрегата позволяют проводить его установку в обычном гараже или домашней мастерской. Кроме этого, основные характеристики позволяют проводить установку фрезерного станка в производственных помещениях.
- Существенно расширить возможности фрезерного станка можно путем установки долбежной головки. Как правило, они применяются для проведения долбежной процедуры.

Технологическими особенностями модели можно назвать нижеприведенные параметры:
- Масса фрезерного станка составляет 1,1 тонн. Этот момент определяет то, что оборудование может устанавливаться без предварительной подготовки основания. Существенно повысить точность обработки можно за счет создания основания, представленного плитой.
- Для подачи СОЖ устанавливается насос с мощностью 0,12 кВт. Подача подобной жидкости проводится в зону резания.
- Класс точности оборудования П.
- Горизонтальный шпиндель может вращаться со скоростью от 50 до 6000 оборотов в минуту, у вертикального этот показатель в диапазоне от 63 до 2000 оборотов в минуту.
- Максимальный крутящий момент 214 Нм.
Область назначения рассматриваемого оборудования заключается в установке в домашних мастерских, а также небольших производственных помещениях. За счет применения различных инструментов есть возможность получить изделия самой различной формы и размеров.









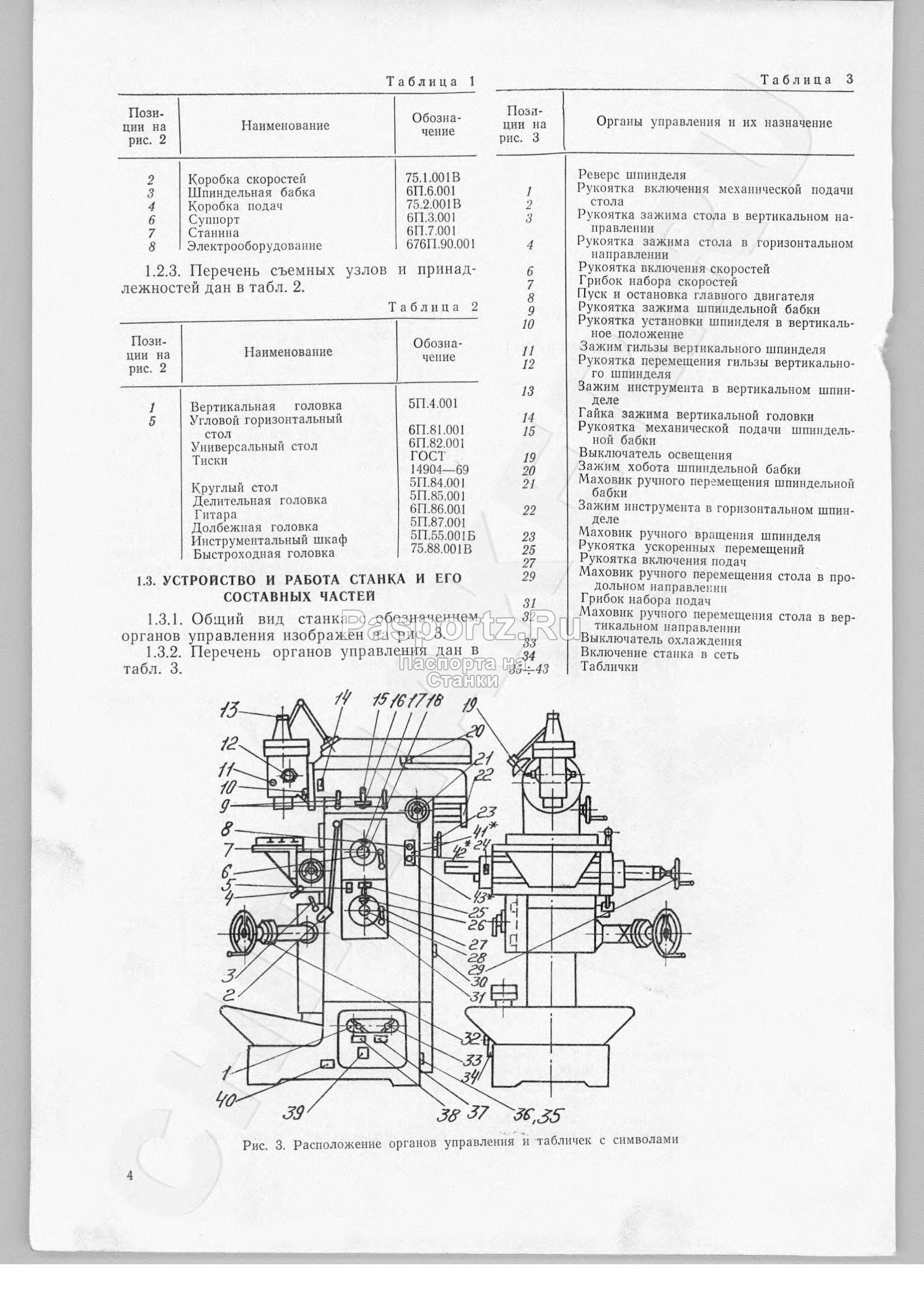
Общий вид, органы управления
Станок СФ-676 относится к нормальному классу по точности обработки. Валы, расположенные в обоих плоскостях, находятся в шпиндельной бабке и между собой соединены зубчатой передачей. Направляющие расположены горизонтально, а поверх них расположена диаметральная подача шпиндельной бабки, которая производит поперечное движение.
Скоростной механизм снабжен 16 режимами, которые сообщаются обоим валам. Согласно паспорту к крайней грани бабки легко прикрепить вал вертикального типа. Оборудование снабжено двумя рабочими столами. Основные органы управления станком:
- ручка для зажимания стола в различных положениях: по вертикали и по горизонтали;
- реверс бабки шпинделя;
- ручка для включения скоростей;
- ручка для набора скоростей;
- маховик для управления перемещением шпинделя вручную;
- рукоятка механики шпиндельной бабки;
- кнопка включения-выключения местного освещения;
- пуск и стоп для основного двигателя;
- движение стола по вертикали в ручном режиме.

В основании оборудования расположен электронасос, который осуществляет привод жидкости для охлаждения, а также является емкостью для охлаждающей жидкости.
Руководство по эксплуатации
Сегодня найти запчасти для фрезерного станка 676п достаточно сложно, так как его технические характеристики несколько уступают параметрам современных моделей станков фрезеровального типа. Однако еще совсем недавно рассматриваемое оборудование устанавливалось во многих цехах, где проводилось мелкосерийное и единичное производство. Руководство по эксплуатации предусматривает установку дополнительной оснастки, к примеру, для выполнения долбежных операций. Этим и обуславливается универсальность оборудования.Другие особенности модели заключатся в возможности поворота шпиндельной головки на определенный градус в установленном пределе. Инструкция по эксплуатации предусматривает использование нескольких маховиков ручного перемещения для подвода стола к режущему инструменты и поворот шпиндельной бабки.
Основные элементы конструкции
Кинематическая схема станка 676П
Конструкция 676п универсального фрезерного станка представлена следующими основными элементами:
Функциональный консольный фрезерный станок 6т80ш: описание основных узлов, характеристики
- Выключатель сети и электронасоса. Электрическая схема предусматривает полное обесточивание при необходимости. В данном случае электросхема выполнена в классическом стиле, когда управление всем питанием проходит через кнопки «пуск» и «стоп».
- Управление представлено маховиками, которые используются для управления столом, шпинделем и бабкой.
- Паспорт определяет присутствие довольно большого количества рукояток, которые отвечают за управление основными элементами во время проведения обработки деталей.
- Основная часть конструкции представлена вертикальной станиной, по сторонам которой расположены органы управления. В верхней части расположена бабка с коробкой скоростей и подачи шпинделя, с фронтальной части имеется стол с несколькими органами управления и механизмом подачи. Конструкция имеет основание, которое при необходимости можно жестко фиксировать при помощи болтов.
Электрическая схема станка 676П
В целом можно сказать, что конструкция данной модели несущественно отличается от конструкции многих других моделей вертикально-фрезерной группы. Ключевая особенность 676п заключается в возможности поворота шпинделя.
6720В станок фрезерный широкоуниверсальный высокой точности. Назначение и область применения
Инструментальный широкоуниверсальный станок модели 6720В выпускался Одесским заводом фрезерных станков c 1982 года прошлого века и заменил устаревшую модель .
Станок предназначен для выполнения разнообразных фрезерных работ в различных плоскостях и под различными углами наклона в широком диапазоне режимов резания. Наличие горизонтального и вертикального шпинделей и большого количества принадлежностей позволяет производить следующие операции: сверление, долбление, шлифование, растачивание, подрезку торцов, нанесение рисок, фрезерование винтовых поверхностей.
Фрезерный станок модели 6720В предназначен для фрезерования деталей цилиндрическими, дисковыми и фасонными фрезами при помощи горизонтального шпинделя, и торцовыми, концевыми и шпоночными фрезами при помощи поворотного вертикального шпинделя, который при необходимости может быть повернут под углом.
Станок 6720В применяется в единичном и мелкосерийном производстве в инструментальных и механических цехах машиностроительных предприятий.
Широкие технологические возможности станка позволяют наиболее эффективно применять его в инструментальном производстве.
Принцип работы и особенности конструкции станка
Обрабатываемая деталь может быть установлена на основном столе с вертикальной рабочей плоскостью или на угловом столе с горизонтальной рабочей плоскостью. Для обработки наклонных поверхностей деталь может устанавливаться на универсальном столе.
Для обработки деталей, требующих деления, могут быть использованы круглый стол либо делительная головка.
Используя резцовую, быстроходную, долбежную головки и комплект вспомогательного инструмента, можно выполнять на станке расточные, сверлильные и долбежные работы. Подробное описание этих устройств приводится ниже.
К станку 6720В прилагается удобный для пользования инструментальный шкаф, а также комплект приспособлений и инструмента.
Технологические возможности станка могут быть значительно расширены применением принадлежностей и приспособлений, поставляемых за особую плату.
На станке можно выполнять ряд фрезерных и расточных работ с высокой точностью, которая может быть достигнута, если станок установлен в помещении с постоянной температурой 20±2°С и влажностью 65±5%, если вблизи станка нет источников тепла и вибрации. На станке можно выполнять, также, сверление и рассверливание, долбление, центрование, цекование, зенкерование, развертывание, растачивание.
Наличие двух шпинделей горизонтального и поворотного вертикального, а также большого количества принадлежностей к станку, делает его широкоуниверсальным и удобным для работы в инструментальных цехах машиностроительных заводов при изготовлении приспособлений, инструмента, рельефных штампов и прочих изделий.
Широкий диапазон оборотов шпинделя и подач, наличие механических подач и быстрых перемещений обеспечивают экономичную обработку различных деталей в оптимальных режимах.
На станке механизированы зажимы инструмента и рабочих органов, что позволяет увеличить производительность работы.
Система смазки — централизованная. Категория качества станка — высшая.
Шероховатость обрабатываемых поверхностей Ra 2,5 мкм.
Класс точности станка В по ГОСТ 8—77.
Корректированный уровень звуковой мощности LpA не должен превышать 88 дБА (без головки вертикальной).
Год принятия станка к серийному производству — 1982.
Проектная организация — Одесский завод фрезерных станков им. С. М. Кирова.
Основные характеристики фрезерного широкоуниверсального станка 6720В
Производитель: Одесский завод фрезерных станков им. С.М.Кирова.
- Размеры рабочей поверхности вертикального стола (основного) – 200 х 500 мм
- Размеры рабочей поверхности углового горизонтального стола – 200 х 630 мм
- Расстояние от оси горизонтального шпинделя до поверхности углового стола – 80..450 мм
- Расстояние от торца вертикального шпинделя до поверхности углового стола – 22..392 мм
- Наибольший продольный ход стола (X) – 300 мм
- Наибольший вертикальный ход стола (Z) – 320 мм
- Наибольший поперечный ход шпиндельной бабки (Y) – 200 мм
- Конец шпинделя – конус Морзе 4
- Пределы частот вращения горизонтального шпинделя – 40..2240 об/мин
- Пределы частот вращения вертикального шпинделя – 40..2240 об/мин
- Электродвигатель привода шпинделя – 1,5 кВт; 1500 об/мин
- Вес станка – 1,4 т.
676П станок инструментальный фрезерный широкоуниверсальный повышенной точности. Назначение и область применения
Фрезерный широкоуниверсальный станок 676П предназначен для фрезерования деталей цилиндрическими, дисковыми и фасонными фрезами при помощи горизонтального шпинделя, и торцовыми, концевыми и шпоночными фрезами при помощи поворотного вертикального шпинделя.
На станке можно выполнять ряд фрезерных и расточных работ с высокой точностью, которая может быть достигнута, если станок установлен в помещении с постоянной температурой 20±2°С и влажностью 65±5%, если вблизи станка нет источников тепла и вибрации. На станке можно выполнять, также, сверление и рассверливание, долбление, центрование, цекование, зенкерование, развертывание, растачивание.










Особенности конструкции и принцип работы станка
Наличие двух шпинделей горизонтального и поворотного вертикального, а также большого количества принадлежностей к станку, делает его широкоуниверсальным и удобным для работы в инструментальных цехах машиностроительных заводов при изготовлении приспособлений, инструмента, рельефных штампов и прочих изделий.
Широкий диапазон оборотов шпинделя и подач, наличие механических подач и быстрых перемещений обеспечивают экономичную обработку различных деталей в оптимальных режимах.
Станок применяется в единичном и мелкосерийном производстве в инструментальных и механических цехах машиностроительных предприятий.
Класс точности станка П по ГОСТ 8—71.
Климатическое исполнение и категория размещения станка по ГОСТ 15150—69 УХЛ категория 4, для работы при температуре 5—40° С. Высота над уровнем моря до 1000 м.
Конструктивные и эксплуатационные особенности:
Рациональное построение главного привода с короткой кинематической цепью (на 12 верхних ступенях участвуют две передачи, а на шести нижних — три передачи) способствует повышению его КПД и снижению шума.
Нижнее крепление винта вертикального перемещения обеспечивает ход 450 мм при относительно малой высоте станка.
Поворотный маховик вертикального перемещения улучшает эргономику и расширяет технологические возможности.
Станок оснащен большим количеством принадлежностей, расширяющих технологические возможности станка. Основные из них:
- фрезерная вертикальная головка
- угловой горизонтальный стол
- угловой универсальный стол
- быстроходная головка
- долбежная головка
- делительная головка
- приспособление для фрезерования спиральных канавок
- круглый делительный стол
- универсальные тиски
- круглый горизонтально-вертикальный стол
- инструментальный шкаф
Преимущества использования широкоуниверсального фрезерного станка 676П:
- Литая массивная чугунная станина поглощает вибрации и позволяет сохранить качество обрабатываемых на станке деталей
- Возможно фрезерование как небольших деталей, так и деталей длиной до 800мм, шириной 250мм и более
- Использование станка в инструментальных и механических цехах с мелкосерийным и индивидуальным производством
- Реализована возможность производить долбежные операции (при приобретении за дополнительную плату долбежной головки)
- Удобное (интуитивно понятное), классическое управление станком
- Небольшие габариты станка позволяют разместить его практически в любом помещении, в том числе и гараже
- Широкий диапазон вращения горизонтального и вертикального шпинделей позволяет подобрать наиболее подходящие режимы резания
- Подача СОЖ осуществляется электронасосом. Производительность электрического насоса 22 л/мин
- Станок имеет дополнительную шпиндельную (вертикальную) головку, расположенную на выдвижном хоботе, которою можно поворачивать под углом ±90 градусов в двух взаимно перпендикулярных плоскостях.
Разработчик — Вильнюсский станкостроительный завод «Комунарас».
Аналоги универсального фрезерного станка 676П
- ФСМ-250/676М – 250 х 620, Владимирский станкозавод «Техника» ВСЗ, г. Владимир
- ОММ64S, ОММ67S – 320 х 630, “Микрон”, г. Одесса
- ВМ130 – 250 х 630, Воткинский машиностроительный завод, г. Воткинск
- ДФ-6725 – 250 х 630, Дмитровский завод фрезерных станков, г. Дмитров
- СФ-676 – 250 х 800, Сельмаш, г. Киров
- 676, 676ППМ, 676ППФ1, 676ППФ2-0 – 320 х 800, Иркутский станкостроительный завод, г. Иркутск
- 6Т80 – 200 х 800, Читинский станкостроительный завод, г. Чита
- 675П, 6725ПФ1, 67Е25ПФ1 – 400 х 800, Ереванский завод фрезерных станков, г. Ереван, Армения
- 676П, 676ППР, 676ППФ1, 676ППФ2-0 – 320 х 800, Вильнюсский станкостроительный завод “Комунарас” г. Вильнюс (сегодня Vingriai, АО Вингряй, Литва)
- Emcomat FB-3 – 200 х 600, EMCO Maier, Австрия
- FUV251M – 250 1120, Arsenal J.S.Co. – Kazanlak, Арсенал АД, Болгария
Техническое обслуживание
Широкоуниверсальный станок СФ-676 требует регулярного техобслуживания. Необходимо:
- Проводить через 10 часов работы смазку специальным машинным маслом направляющих и ходовых винтов.
- Покрывать машинной смазкой линейные подшипники каждые 40 часов.
- Через 400 отработанных часов осматривать и регулировать ремни в подающей коробке, а также подтягивать винтовые узлы.
Перед первым рабочим пуском станка необходимо проверить надежность фиксации предохранительных кожухов, очистить рабочий стол от жидкостей и смазочных материалов, включить агрегат и проверить его работу на холостых оборотах.





