

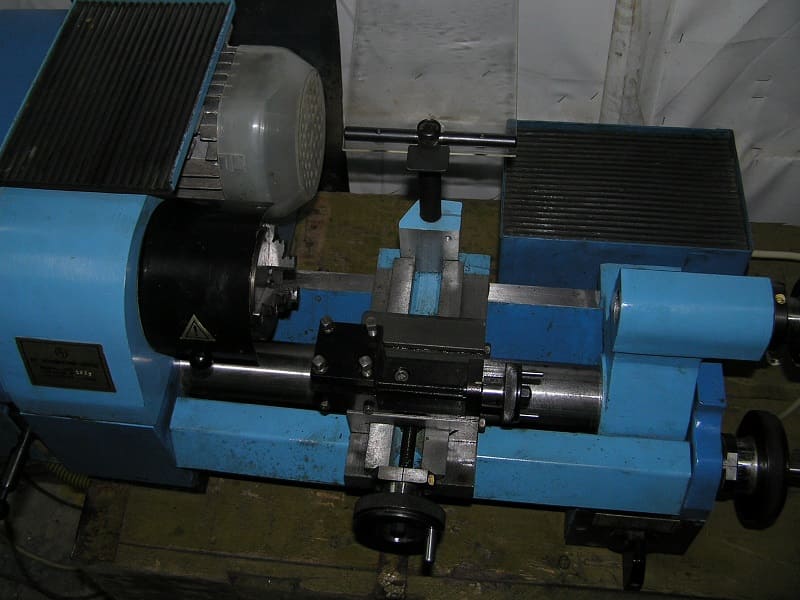
Универсал – станок токарный настольный многофункциональный. Назначение, область применения
Настольный токарный станок Универсал является станком класса «хобби», и предназначен для индивидуального (бытового) применения, т. е. по своим конструктивным особенностям и техническим характеристикам станок не предназначен для использования на производстве.
Токарный станок по металлу Универсал предназначен для обработки заготовок из металла, древесины, всех видов пластмассы методом точения.
Станок Универсал является настольным токарным станком и предназначается для всевозможных токарных работ:
- проточка и расточка внешних и внутренних цилиндрических, фасонных и конических поверхностей
- сверление отверстий, снятие фасок
- растачивание отверстий
- отрезка
Шпиндель токарного станка Универсал полая стальная деталь, с внутренним отверстием 10 мм для обработки пруткового материала, смонтирован на 2-х роликовых подшипниках в передней и задней опорах передней бабки.
Шпиндель получает 10 скоростей вращения от электромотора мощностью 120 Вт через шкивный привод. 4-е скорости получаются перестановкой шкивных ремней между 4-х ступенчатыми шкивами электродвигателя и приемным шкивом шпинделя. Остальные скорости достигаются применением дополнительного (промежуточного) шкива.
Передний конец шпинделя станка Универсал имеет резьбу М20 для установки на шпиндель токарного или поводкового патрона (смотрите статью Токарные патроны).
На резьбовой конец шпинделя можно, также, установить цанговый зажим с различными внутренними отверстиями.
В сверлильном исполнении шпиндель может перемещаться вдоль своей оси на 25 мм с помощью ручки и пары: зубчатое колесо – зубчатая рейка. В токарном исполнении гильза шпинделя зажимается двумя винтами и не используется.
Суппорт с установленным на нем резцом перемещается по продольным направляющим на 160 мм и по поперечным – на 55 мм.
На станке Универсал нельзя нарезать резьбу резцом т.к. нет механической подачи суппорта – ходовой винт не соединен с приводом и суппорт перемещается только вручную.
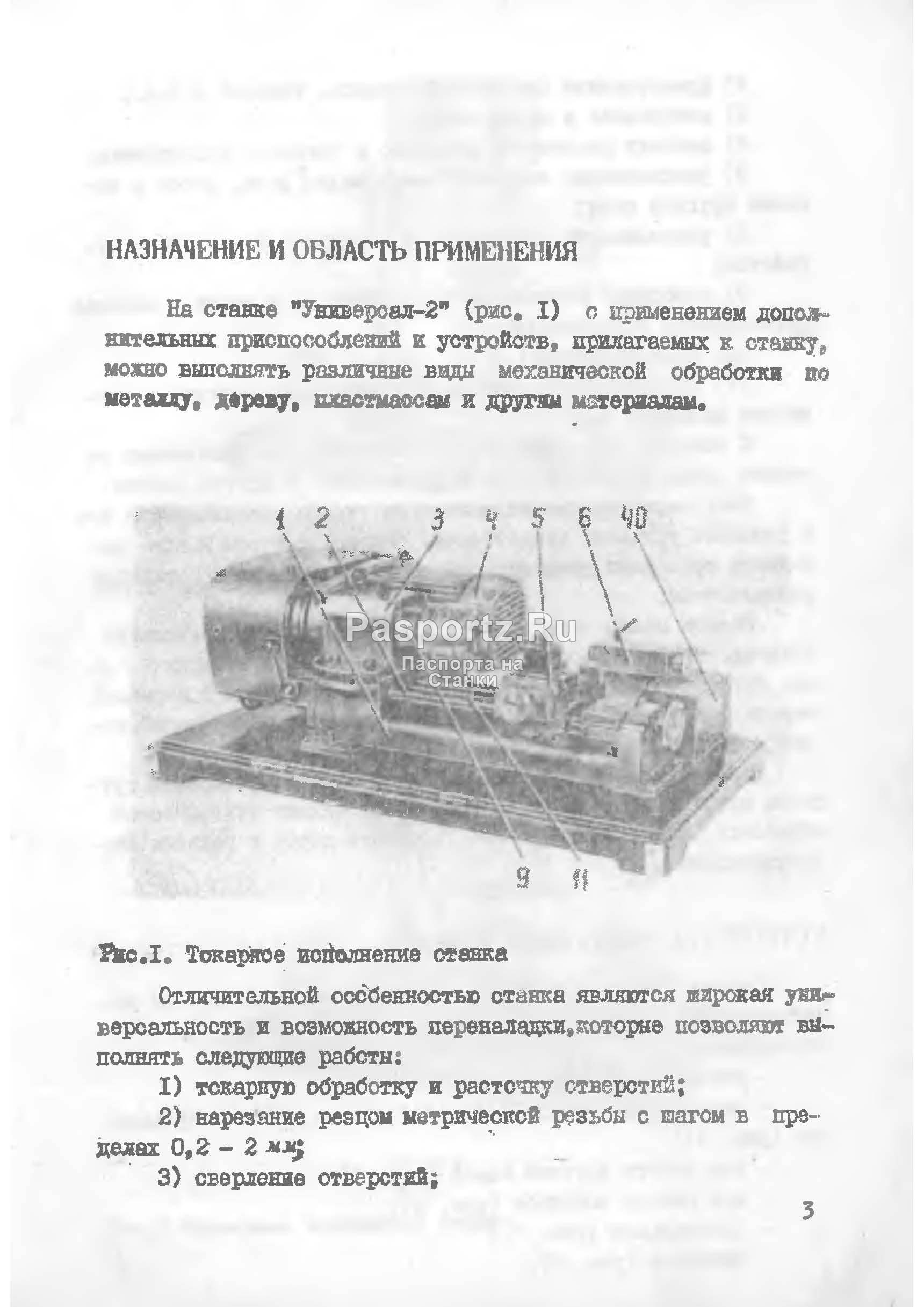
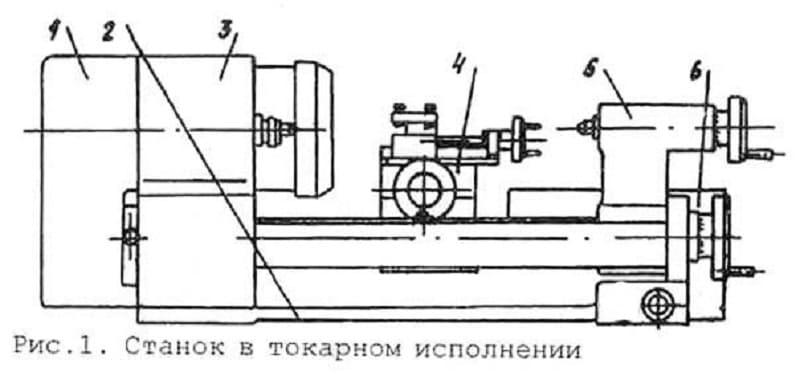
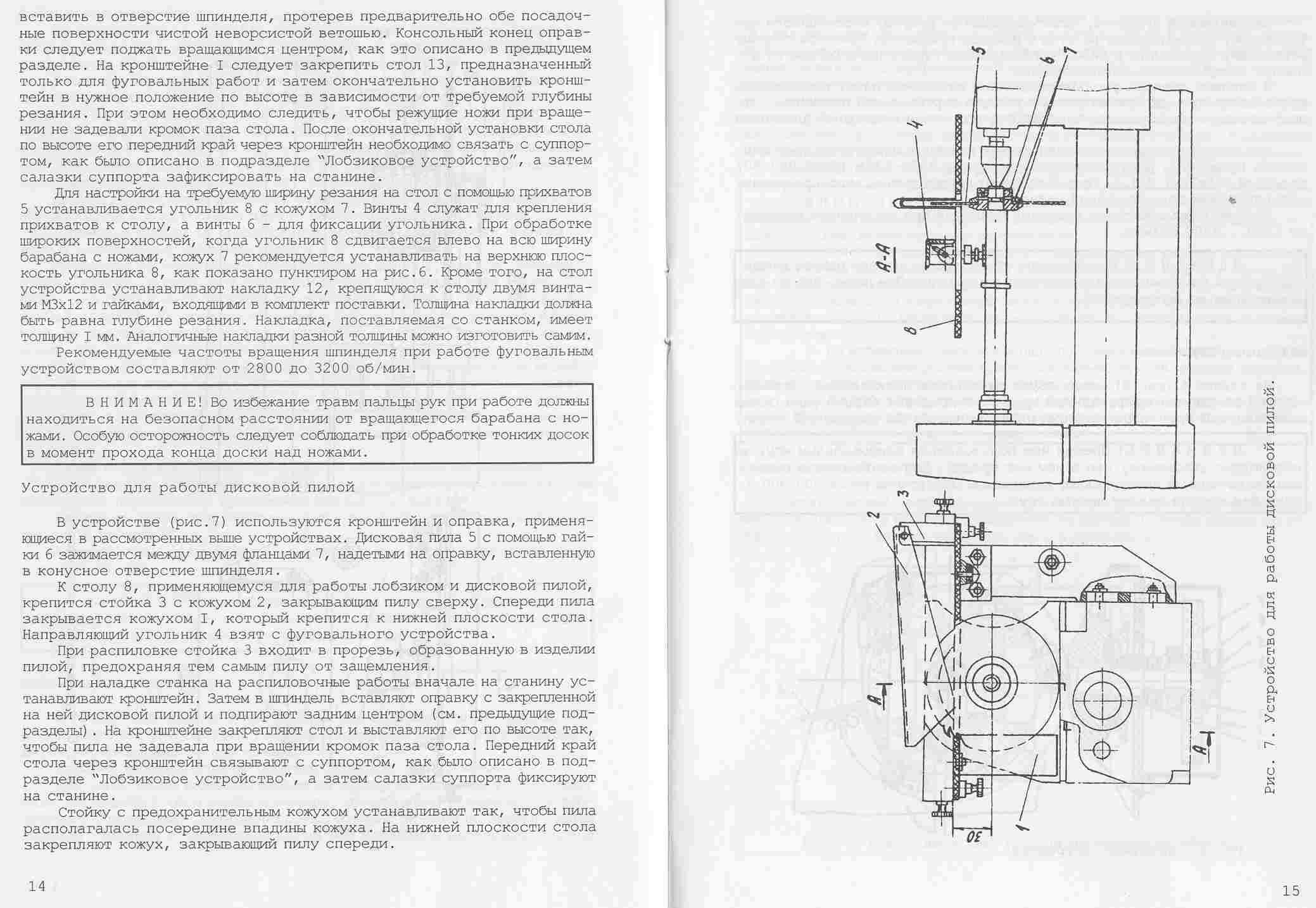
На станке “Универсал” (рис. 1) с применением дополнительных приспособлений и устройств, прилагаемых к станку, можно выполнять самые разнообразные виды механической обработки по металлу, дереву, пластмассам и другим материалам.
Отличительной особенностью станка является широкая универсальность и возможность переналадки с помощью приспособлений, которые позволяют выполнять следующие работы:
- токарную обработку и расточку отверстий;
- сверление отверстий
- фрезерование плоскостей, выемок, канавок и т.д.
- шлифование и полирование
- заточку различного режущего и бытового инструмента
- распиливание листового материала, реек, досок с помощью круглой пилы
- распиливание по контуру с помощью лобзикового устройства
- навивку пружин
- нарезку резьбы плашками и метчиками с ручным вращением шпинделя к др
Станок работает от однофазной сети переменного тока напряжением 220 В частотой 50 Гц.
Станок “Универсал” при переналадке и установке дополнительных приспособлений может иметь следующие основные исполнения:
- токарное исполнение (рис.1);
- сверлильное, фрезерное и шлифовальное (рис.2)
- для работы круглой пилой по дереву (рис.3)
- для работы лобзиком по дереву (рис.4)
- заточное
В настоящее время токарный станок Универсал снят с производства и больше не выпускается. Вместо него выпускается более совершенный токарный настольный станок .
Токарные настольные станки серии Универсал
Первая модель настольного токарного станка Универсал с двумя круглыми направляющими была разработана организацией ЭНИМС (Экпериментальный научно-исследовательский институт металлорежущих станков). За основу был взят станок Unimat SL австрийской фирмы EMCO (За 40 лет продано свыше 600 тысяч станков этой модели).
Токарный станок Универсал производился серийно на предприятии Московский станкостроительный завод СтанкоКонструкция.
С 1968 года завод СтанкоКонструкция начал производить токарно-винторезный настольный станок Универсал-2 – значительно усовершенствованный станок Универсал.
Во второй половине 80-х годов конструкция станка была значительно переработана: начиная с модели Универсал-3 вместо двух круглых направляющих появилась одна большего диаметра посередине станины и передняя бабка больше не отсоединялась от станины. Станок начали серийно выпускать сразу несколько заводов:
- : , , , , Миниток (СКТ100-01, СКТ100-02, СКТ100-03).
- Мичуринский завод Прогресс: ,
- Орион СКТБ г. Нижний Новгород:
- Пензенский приборостроительный завод (ФГУП ФНПЦ “ПО “Старт” им. M.B.Проценко”) г. Пенза: ТД-180, ТН-150
Важные нюансы
Как и любые другие механизмы, узлы данного станка могут выходить из строя. Вот наиболее распространенные поломки и примерные способы их устранения:
- Если в станке стучат подшипники, то следует их заменить как можно скорее. Продолжая эксплуатировать станок с неисправными подшипниками, вы ставите под угрозу работоспособность других узлов аппарата.
- Мотор создает слишком много шума или быстро нагревается. В этом случае необходимо проследить за состоянием обмотки двигателя или полностью его заменить.
- Причиной внезапной остановки мотора могут быть сбои в работе электросети или проблемы с пусковым механизмом.
- О неисправности электродвигателя также свидетельствует его неспособность набрать полные обороты. Часто это происходит из-за проблем с подачей электричества или из-за поломки мотора. Если проблема с электрической сетью постоянно мешает работать – следует приобрести специальный стабилизатор. Если же неисправен сам двигатель, то, его придется заменить.
Без особой необходимости разбирать станок самостоятельно не рекомендуют. Но если обнаружилась поломка и вы уверены, что сможете ее починить, то перед разборкой станка его следует полностью отключить от электросети. После этого разбирайте проблемный узел и постарайтесь устранить поломку.
Помните, что намного легче предотвратить поломки, чем их устранять! Чтобы повысить сроки эксплуатации станка придерживайтесь следующих рекомендаций:
- Соблюдайте все правила использования станка.
- Регулярно и своевременно проводите очистку основных узлов агрегата.
- Проверяйте состояние электросети и электрического оборудования станка.
- Вовремя смазывайте все ходовые части устройства.
Republished by Blog Post Promoter
Рекомендации специалистов
Неправильная или длительная работа оборудования часто приводит к поломке узлов и деталей. Если оператор слышит стук подшипников, тогда необходимо провести их замену. Если работа оборудования будет проводиться при неисправных подшипниках, нарушение способно привести к повреждению других узлов и агрегатов.
Сильный шум или быстрый нагрев двигателя требует провести осмотр его обмотки. В некоторых случаях проводится полная замена агрегата. Если мотор внезапно останавливается, это свидетельствует о сбоях в работе электрической сети.
Преобразователи давления «ЭМИС»-БАР»: выходные сигналы, диапазоны измерения, схема, подключение
Такая ситуация свидетельствует о поломке пускового механизма. Если мотор не способен набирать обороты, специалисты делают вывод о его неисправности.
Наиболее часто причиной поломки являются перебои в подаче электрической энергии. При частом появлении этой проблемы рекомендуется покупка специального стабилизатора.
Категорически запрещается самостоятельная разборка конструкции, особенно без присутствия определенного опыта, умений и знаний.
В подобном случае рекомендуется обратиться за помощью к специалисту, он не только устранит поломку, но и обеспечит безопасную эксплуатацию оборудования в дальнейшем.
Во избежание травм и поломки оборудования оператору необходимо строго соблюдать правила его эксплуатации. Очистка основных узлов агрегата должна проводиться постоянно.








Токарный настольный агрегат позволяет максимально точной обработки металлических заготовок. Для достижения этой цели необходимо придерживаться правил его эксплуатации. Благодаря простоте конструкции агрегата обеспечивается точность обработки металлических деталей.
Устройство станка
Аппарат сделан по типовой кинематической схеме. Конструкция включает следующие важные элементы:
- станина с крепежными элементами для всех компонентов;
- передняя бабка со шпинделем;
- задняя бабка;
- традиционного суппорта;
- системы электрического оборудования;
- органы управления (рукояти, маховики, электрические кнопки и выключатели);
- набор металлорежущего и шлифовального инструмента;
- средства защиты в виде прозрачных щитков;
- специализированная лампа подсвета;
- система автоматизированного выключения при появлении нестандартных обстоятельств.
- некоторые конструкции оборудуются специализированным пылесосом (дает возможность вовремя чистить зону для работы от производственных отходов).
Станок для токарных работ ТШ-3 сделан по вертикальной компоновке и имеет сравнительно небольшие габариты и вес. Это дает возможность ставить его в маленьком помещении.

Станина имеет цилиндрическую направляющую. По ней происходит плавное в горизонтальном положении перемещение пиноли задней бабки и перпендикулярное перемещение суппорта.
Органами управления станка служат:
- Ручку управления вращения шпинделя (она дает возможность выполнять контроль направления вращения);
- Систему управления подачи (она продольную подачу суппорта в двоих направлениях);
- Ручку зажима крепления пиноли;
- Некоторые маховики (для обеспечения перемещения следующих агрегатов: суппорта, пиноли, держателя резцов);
- Кнопки выключения и включения электрического питания всего агрегата.
Передача вращения от электрического двигателя к шпинделю выполняется благодаря цепи привода основного движения. Для этой цели она оборудована клиноременной передачей. Система учитывает девять допустимых вариантов скоростей вращения. Диапазон их изменения может меняться от 200 до 1000 оборотов в минуту. Изменение положения суппорта выполняться благодаря говоря иначе цепи привода подач.
Электросхема токарного станка ТШ собрана в индивидуальной коробке. Она обеспечивает управление всеми работающими от электричества системами. Для предоставления безопасности предусматривается защитная система от удара электричеством. Она относится к первому классу защиты.
Благодаря многофункциональному оснащению настольный станок для токарных работ обеспечивает простоту управления. На нем может проводить нужные работы даже человек без соответствующего навыка.
Советы по применению
Перед началом эксплуатации агрегата следует проверить заземления станка и состояние защитных кожухов
Особое внимание необходимо обратить на исправность электрического кабеля и вилки. Перед началом обработки деталей, дайте станку поработать несколько минут в холостом режиме. При работе с аппаратом придерживайтесь следующих рекомендаций:
При работе с аппаратом придерживайтесь следующих рекомендаций:
- Люфт между точильным кругом и обрабатываемой заготовкой должен быть в два раза меньше толщины предмета.
- Агрегат следует установить на пол или специальный верстак с учетом веса станка. Устройство должно стоять надежно, не шататься, иначе это негативно скажется на точности обработки заготовок.
- Обтачиваемые детали следует устанавливать выше горизонтальной линии, которая проходит через центр точильного круга. Подручники устанавливают с учетом этой необходимости.
- Станок работает от сети трехфазного типа с напряжением 380 В.
- Нельзя начинать работу с агрегатом, если у него проблемы с заземлением.
- Станина и другие узлы устройства требуют регулярного ухода и очистки от производственных отходов.
- К работе со станком следует преступать в защитных очках и в соответствующей одежде.
- В помещение, где установлен станок, не должны находиться взрывоопасные материалы и легковоспламеняющиеся вещества.
- Устройство с поврежденными или неработающими узлами нельзя эксплуатировать при любых обстоятельствах.
- Начинать работу с заготовкой следует только после полной раскрутки основного вала. В противном случае оператор рискует нанести повреждения себе или станку.
Видео: обзор токарного станка ТШ-3.
https://youtube.com/watch?v=BLND6bIdGXU
Схема кинематическая токарно-винторезного станка Универсал-В

Кинематическая схема токарно-винторезного станка Универсал-В
Цепь привода главного движения
В этой цепи вращение шпинделя осуществляется от электродвигателя 3 через клиноременную передачу (см. рис.3) . Предусмотрено 9 рабочих частот вращения шпинделя.
Две ступени (200 и 300 об/мин) можно получить, если шкив 13, жестко сидящий на валу электродвигателя, соединить ремнем с промежуточным шкивом 1, а тот в свою очередь по ручью «а» — со шкивом 2, свободно вращающимся относительно вала электродвигателя. Со шкива 2 по одному из двух свободных ручьев — «в» или «с» — вращение передается непосредственно на шкив 9, жестко связанный со шпинделем.
Одна ступень (650 об/мин) получается путем передачи вращения со шкива 13 прямо на шкив 9, минуя промежуточные шкивы 1 и 2.
Еще две ступени (525 и 1000 об/мин) можно получить, если на шкив 13 надеть сменный шкив 12 так, чтобы торец, на котором имеются кулачки, был обращен наружу. Со шкива 12, как и в первом случае, вращение передается на промежуточный шкив 1, а с него по ручью «в» — на шкив 2, который передает вращение шкиву 9 по ручьям «а» или «с».
Оставшиеся четыре ступени (1200, 1700, 2800 и 3200 об/мин.) получаются, если вал электродвигателя соединить со шкивом 2 через шкив 12 с помощью кулачков, имеющихся на одном из торцов последнего. Теперь по любому из четырех ручьев вращение можно передать на шкив 9.
Примечание: Cтупень 1200 об/мин может быть получена и без соединения вала электродвигателя со шкивом 2.
Цепь привода подач
Перемещение суппорта вправо и влево осуществляется, ходовым винтом 14.
Вращение на ходовой винт передается непосредственно со шпинделя жестко закрепленным на нем зубчатым колесом II.
Через зубчатое колесо 10 вращение передается зубчатым колесам 8 и А, далее — на промежуточный валик 5. Имеется два варианта передачи вращения на этот валик: первый вариант (на схеме обозначен цифрой I)- через блок зубчатых колес Б-В и колесо Г и второй (на схеме обозначен цифрой II) — через зубчатые колеса Б и В.
Первый вариант используется для осуществления подачи при обычном точении, второй — при нарезании резьбы. С валиком 5 жестко связано зубчатое колесо 6. С этого колеса на колесо 7, закрепленное на левом конце ходового винта, вращение можно передать либо через пару зубчатых колес 15 и 16 — и тогда суппорт будет перемещаться влево, либо через зубчатое колесо 17, что обеспечит перемещение суппорта вправо. Все три колеса (15, 16 и 17) смонтированы на поворотном устройстве 4 (см. Д-Д) и находятся в постоянном зацеплении с зубчатым колесом 6 (центральным) . Таким образом, можно осуществить перемещение суппорта как вправо, так и влево при одном и том же направлении вращения шпинделя.










Имеется также возможность отключить подачу суппорта без останова вращения шпинделя. Это обеспечивается расцеплением зубчатых колес II и 10 с помощью того же поворотного устройства 4 и пружины 18.
ВНИМАНИЕ! Во избежание поломки зубчатых колес цепи привода подач включение и переключение направления перемещения суппорта следует выполнить при невращающемся шпинделе. Перемещение пиноли задней бабки и поперечное перемещение суппорта осуществляются маховичками через соответствующие винтовые пары, как показано на кинематической схеме. Перемещение пиноли задней бабки и поперечное перемещение суппорта осуществляются маховичками через соответствующие винтовые пары, как показано на кинематической схеме
Перемещение пиноли задней бабки и поперечное перемещение суппорта осуществляются маховичками через соответствующие винтовые пары, как показано на кинематической схеме.
Технические характеристики
Агрегаты производится на различных станкостроительных предприятиях стран СНГ, но все они обладают схожими техническими и массогабаритными характеристиками.
Токарный станок ТШ-3 имеет технические характеристики, которые записаны в инструкции на каждый образец.
Скачать паспорт (инструкцию по эксплуатации) токарного станка ТШ-3
Основными техническими характеристиками считаются:
- диаметр устанавливаемых шлифовальных кругов (допускается установка от 40 мм до 400 мм);
- разрешённый посадочный диаметр (он равен 127 мм);
- расстояние между шлифовальными кругами равно 590 мм;
- скорость вращения на поверхности круга с диаметром 400 мм не превышает 20 м/с;
- частота вращения шпинделя не превышает 1000 об/мин;
- мощность установленного электродвигателя составляет 3 кВт с числом оборотов 1500 об/мин;
- электропитании производится от двухфазной сети 220 Вольт 50 Герц.
Массогабаритные характеристики зависят от конструкции станка и его оснащении. Обычно они имеют следующие параметры:
- длина составляет 850 мм;
- ширина – 650 мм;
- высота – 1400 мм;
- полная масса станка с оснасткой равна 190-220 кг (в зависимости от конструкции).
Особый интерес представляют характеристики, определяющие допустимые показатели точности при проведении токарных операций по металлу:
- ошибка в окружности при обработке вала с диаметром 30 мм при длине 125 мм не превышает 20;
- ошибка так называемой конусности при обработке изделия с диаметром 30 мм при длине 125 м не превышает 30;
- допустимая остаточная неточность обработки поверхности при чистовом режиме составляет 1,25 мкм (Ra).
Где применяется такой агрегат
При разработке точильно фрезерного станка класса ТШ — инженеры ориентировались на его применение в промышленных условиях. Производительность агрегата, уровень надежности, тип электропитания (трехфазная сеть 380В) делают его удобным инструментом для непрерывного производства большого объема работ.
Модель ТШ 3 получила черты, делающие ее пригодной для сферы малого бизнеса и мастерских. В конструкции станка предусматриваются специальные меры защиты, в комплекте поставки — пылесос для непрерывного удаления стружки и других отходов.
Токарный станок ТШ имеет малые размеры, может устанавливаться на слесарный верстак, сборочный стол, любую основу с высокой жесткостью, выдерживающую массу в 220 кг. Поэтому агрегат востребован в небольших частных мастерских.
Стоит отметить: несмотря на компактный размер, вертикальную компоновку, возможность комплектации собственной металлической станиной — оборудование такого класса мало пригодно для домашнего использования, в том числе из-за схемы питания электродвигателя.
Конструктивные особенности
Станок ТШ 3, на первый взгляд, похож на свои модели-предшественники – аппараты ТШ 1 и ТШ 2. У станка классическая компоновка – на станине установлен электромотор, который приводит в движение рабочий вал.

Каждая из точильных головок, которые одеты на вал, имеет защитные приспособления со сквозным отверстием для установки обрабатываемых элементов. Фиксация заготовок осуществляется при помощи специальных площадок, которые находятся возле каждого рабочего узла.
К другим конструктивным особенностям станка относят:
- Для защиты оператора от производственных отходов, над рабочими зонами установлены прозрачные щитки.
- В конструкции аппарата предусмотрена лампа для освещения участка выполнения работ.
- Габариты позволяют устанавливать устройство в небольших помещениях.
- Специальное реле блокирует работу двигателя в случае превышения допустимых норм нагрузки.
- Чрезвычайная жесткость станины обеспечивается специальными металлическими листами с ребрами жесткости.
- Станина сконструирована таким образом, что у оператора есть возможность контролировать параметры рабочей зоны.
- Высота станка позволяет работать на нем даже без верстака, но перед установкой аппарата на пол следует проверить его ровность и точность.
Ключевые изменения в конструкции станка, по сравнению с предыдущими моделями данной линейки, сделаны с целью повышения безопасности оператора и упрощения его работы со станком. Материалы, из которых создаются ключевых узлы агрегата, значительно повышают долговечность его работы.
Технические характеристики
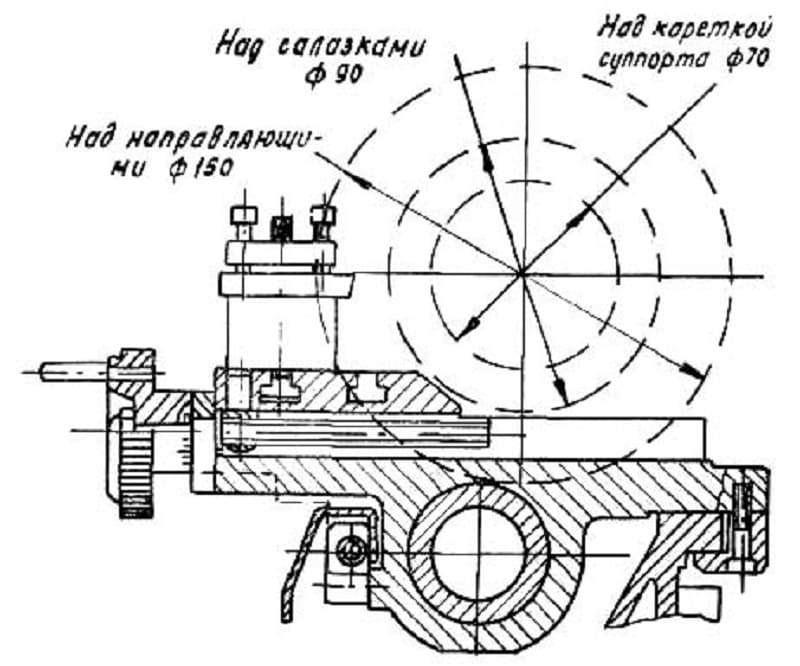
- Диаметр заготовки. Над станиной — до 150 мм, над суппортом – до 90 мм.
- Длина детали в центрах – до 250 мм.
- Державка резца. Размер – 8х8 мм.
- Сверление отверстий. Диаметр — до 8 мм.
- Внутреннее отверстие шпинделя. Диаметр 15 мм.
- Число ступней вращения шпинделя – 9.
- Диапазон вращений шпинделя – от 200 до 3200 об/мин.
- Длина продольного перемещения суппорта – 215 мм, поперечного – 90 мм.
- Величины продольной подачи – от 0,05 до 0,175 мм/об.
- Вес станка 62 кг, габариты:690х410х230 мм.
В период эксплуатации станок обеспечивает класс точности «Н» (нормальный). Чугунная станина. После отливки подвергнута естественному старению.
Какие существуют диски для болгарки по металлу
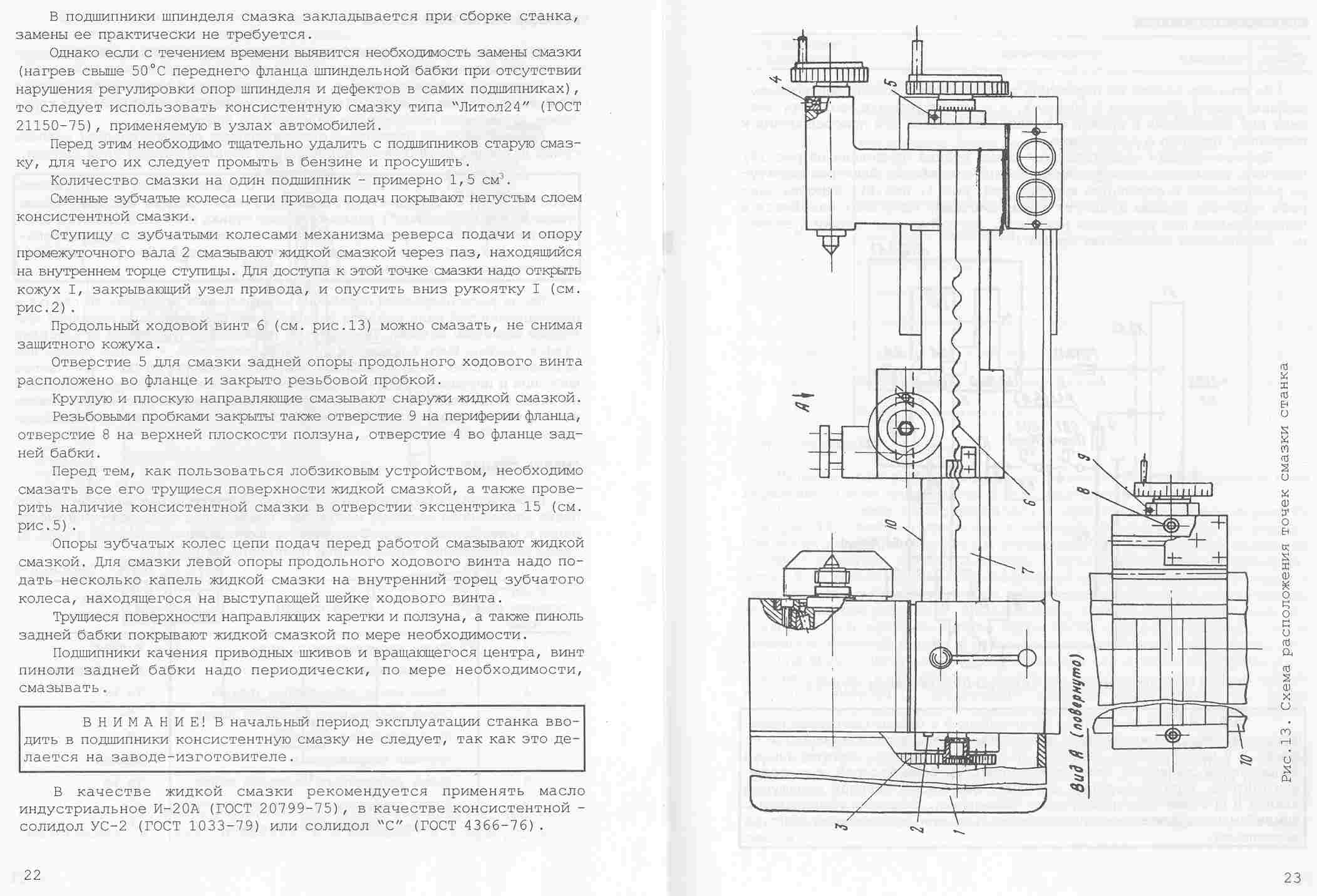
Плоская направляющая станины и круглая направляющая, установленная в станине, служат общей базой для шпиндельной бабки, задней бабки и продольного суппорта. В передней части станины вмонтирован ходовой винт, укрытый защитным кожухом.
В передней бабке (часто – шпиндельная бабка) установлен шпиндель, на переднем конце которого установлены упорные подшипники, работающие под воздействием радиальных и осевых усилий. На другом конце смонтирован 4-х ступенчатый шкив привода вала передней бабки. Здесь же установлен механизм (трензель), изменяющий направление вращения (реверс) винта.
Привод станка. На левой стенке передней бабки размещён кронштейн с электродвигателем и механизмами привода станка и асинхронный двигатель станка, мощностью 370 Вт, подключается к сети 220 В, частотой 50 Гц.

Под кожухом узла кронштейна расположены:
- ступенчатые шкивы клиноременного механизма (9 скоростей вращения);
- промежуточный вал с эксцентриком для регулировки натяжения ремня;
- блок зубчатых передач привода ходового винта.
Механизм подачи (гитара) предназначен для управления настройками вращения ходового винта посредством зубчатых колес в узле кронштейна.
Фартук (узел включения – выключения маточной гайки ходового винта) закреплен на каретке суппорта.
Суппорт служит для перемещения резцедержателя. Состоит из:
- каретки;
- поперечных салазок;
- верхних салазок;
- узла резцедержателя.
Задняя бабка предназначена для:
- совмещения оси заготовки с осью, проходящей через центры шпинделя и центрирующего механизма задней бабки;
- обеспечения жесткости механизмов в процессе обработки;
- закрепления сверлильных режущих инструментов;
- установки подвижных и неподвижных центров.



Сведения о производителе токарного станка Универсал-В
Токарный настольный многофункциональный станок Универсал-В (ТШ3-01) выпускался на предприятии Воткинский машиностроительный завод, основанный в 1759 году.
Металлорежущие станки на Воткинском машиностроительном заводе выпускаются начиная с 1956 г. Это вертикально-фрезерные станки 6Н13, ВМ127, ВМ127М, универсально-фрезерные ВМ130, ВМ133, горизонтально-фрезерные станки с ЧПУ ВМ500ПМФ4, ВМ501ПМФ4, а также токарный настольный станок Универсал-В.








В настоящее время ОАО «Воткинский завод» головное предприятие ракетно-космического комплекса и изготовитель широкой гаммы гражданской продукции.
Станки, выпускаемые Воткинским машиностроительным заводом
- 6Н13П — станок вертикальный консольно-фрезерный, 400 х 1600
- 6Р13Ф3 — станок консольно-фрезерный вертикальный с ЧПУ, 400 х 1600
- 6Р13рФ3 — станок консольно-фрезерный вертикальный с ЧПУ, 400 х 1600
- ВМ127 — станок консольно-фрезерный вертикальный, 400 х 1600
- ВМ127М — станок консольно-фрезерный вертикальный, 400 х 1600
- ВМ-130 — станок фрезерный широкоуниверсальный, 250 х 630
- ВМ501ПМФ4 — станок горизонтально-фрезерный с ЧПУ и АСИ, Ø 250
- Универсал-В — станок токарно-винторезный настольный, Ø 150
Описание
Данное токарно-шлифовальное устройство производилось на станкостроительном заводе в г. Орша. Сразу после начала производства было отмечено, что агрегат относительно недорогой и отвечает всем тогдашним стандартам. Позже, аппарат продемонстрировал еще и неплохие показатели надежности и долговечности в использовании. Даже в наши дни, ремонт агрегата и замена его ключевых узлов стоит относительно недорого.
Кроме того, станок отличается универсальностью в сравнении с другими устройствами такого класса. Его широко применяют в различных сферах производства и для выполнения различных работ, в число которых входят:
- Полировка деталей (после замены круга).
- Снятие фаски, шлифование и обработка деталей из металла.
- Заточка и шлифование инструментов для сверления и точения.
- Заточка любых слесарных инструментов.
Примечательно, что данное устройство нередко продается в комплекте со специальным пылесосом, который очищает рабочие поверхности от производственных отходов. Исходя из технических и функциональных особенностей станка, чаще всего его применяют на небольших предприятиях, но и в домашних мастерских его тоже можно встретить.
Стоит отметить, что для домашнего использования этот агрегат может оказаться слишком мощным или чересчур большим.
Технические характеристики станка Универсал-В
| Наименование параметра | Универсал-В |
| Основные параметры станка | |
| Наибольший диаметр заготовки над станиной, мм | 150 |
| Наибольший диаметр заготовки над поперечными направляющими суппорта, мм | 90 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 250 |
| Рекомендуемая глубина точения за один проход, мм | |
| Максимальная глубина точения за один проход, мм | |
| Максимальный размер державки резца, мм | 8 х 8 |
| Наибольший диаметр сверления по стали, мм | 6 |
| Передняя бабка. Шпиндель | |
| Диаметр сквозного отверстия в шпинделе, мм | 15 |
| Конус в шпинделе передней бабки | Морзе 2 |
| Присоединение патрона к шпинделю | М27 |
| Число ступеней частот прямого вращения шпинделя | 9 |
| Частота прямого вращения шпинделя, об/мин | 200..3200 |
| Диаметр изделия, зажимаемого в патроне, мм | 4..70 |
| Ход гильзы передней бабки, мм | 30 |
| Суппорт (поперечный ползун). Подачи | |
| Наибольшее продольное перемещение каретки суппорта, мм | 215 |
| Перемещение суппорта продольное на одно деление лимба, мм | 0,05 |
| Наибольшее поперечное перемещение суппорта, мм | 90 |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,05 |
| Наибольшее перемещение резцовых салазок (верхний суппорт, составной ползун), мм | |
| Угол поворота резцовых салазок, град | |
| Пределы продольных рабочих подач суппорта, мм/об | 0,05..0,175 |
| Пределы шагов нарезаемых резьб метрических, мм | 0,2..2,5 |
| Пределы шагов нарезаемых резьб дюймовых, ниток на дюйм | |
| Задняя бабка | |
| Наибольшее перемещение пиноли, мм | 30 |
| Конус задней бабки | Морзе 2 |
| Электрооборудование | |
| Номинальное напряжение питания, В | 220 в 50 Гц |
| Электродвигатель постоянного тока главного привода, кВт | 0,37 |
| Габариты и масса станка | |
| Габариты станка (длина ширина высота), мм | 690 х 410 х 230 |
| Масса станка, кг | 62 |
Список литературы:
Настольный станок Универсал-В (ТШ3). Руководство по эксплуатации, 1992
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки., 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Связанные ссылки. Дополнительная информация
- Школьные токарные станки
- Заводы производители токарных станков
- Классификация и основные характеристики станков токарной группы
- Выбор подходящего станка для металлообработки
- Многозаходная резьба. Способы нарезания многозаходных резьб на токарном станке
- Графические знаки для токарных станков
- Фрикционная муфта токарно-винторезного станка
- Методика проверки и испытания токарно-винторезных станков на точность
- Концы шпинделей токарных станков
- Токарные патроны. Разновидности, особенности выбора и эксплуатации
- Справочник токарных станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители





