

1М63Д станок токарно-винторезный универсальный. Назначение, область применения
Станок токарно-винторезный 1м63д (начало серийного производства – 1983 год) заменил модель . В 1986 году станок 1м63д был заменен на более совершенную модель .
Токарно-винторезные станки 163 серии одни из самых распространённых на территории бывшего СССР, предназначен для обработки деталей средних и больших размеров, в условиях единичного и мелкосерийного производства. На станке можно производить наружное и внутреннее точение, включая точение конусов, растачивание, сверление и нарезание резьб (метрической, модульной, дюймовой и питчевой).
Модификации токарного винторезного станка 1М63
1М63 – следующее поколение 163-й серии, станок заменил модель 163, начало выпуска 1968 год.
1М63Ф306 – токарно-винторезный станок с ЧПУ, начало серийного выпуска 1973 год.
1М63Ф101 – токарно-винторезный станок с УЦИ, обеспечивающим отсчет поперечного перемещения суппорта, начало серийного выпуска 1976 год.
1М63Б, 1М63БГ, 1М63БФ101 – токарно-винторезные быстроходные повышенной мощности.
1М63Д, 1М63ДФ101 – токарно-винторезные, Тбилиси, 1983 год.
1М63М, 1М63МФ101 – токарно-винторезные повышенной мощности, Тбилиси, 1986 год.
1М63МФ30 – токарный станок с ЧПУ Электроника НЦ-31, Тбилиси.
1М63МС5 – токарно-винторезный станок 163 серии, Тбилиси, 1991 год.
Основные технические характеристики токарно-винторезного станка 1М63Д
Изготовитель – Тбилисский станкостроительный завод им. Кирова.
Запланированный срок установочной серии – 1983 год.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной – Ø 630 мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над суппортом – Ø 350 мм
- Расстояние между центрами – 1400 мм
- Высота центров – 315 мм
- Мощность электродвигателя – 15 кВт
- Вес станка полный – 4,3 т
Шпиндель токарно-винторезного станка 1М63Д
- Конец шпинделя – по ГОСТ 12593 (Концы шпинделей фланцевые под поворотную шайбу и фланцы зажимных устройств)
- Номинальный диаметр конуса D = 139,719 мм, условный размер конца шпинделя – 8
- Внутренний (инструментальный) конус шпинделя – Морзе 6
- Диаметр сквозного отверстия в шпинделе – Ø 70 мм
- Пределы чисел прямых оборотов шпинделя в минуту (22 ступеней) – 12,5..1600 об/мин
- Пределы чисел обратных оборотов шпинделя в минуту (11 ступеней) – 22,4..2240 об/мин
- Диаметр стандартного патрона – Ø 400 мм
Подачи и резьбы токарно-винторезного станка 1М63Д
- Пределы продольных подач – 0,06..1,4 мм/об
- Пределы поперечных подач – 0,024..0,518 мм/об
- Пределы подач резцовых салазок – 0,019..0,434 мм/об
- Пределы шагов резьб метрических – 1..124 мм
- Пределы шагов резьб модульных – 0,25..56 модулей
- Пределы шагов резьб дюймовых – 28..1/4 ниток на дюйм
- Пределы шагов резьб питчевых – 112..0,5 питчей
Технические характеристики и жесткость конструкция станины, каретки, шпинделя станка позволяют полностью использовать возможности работы на высоких скоростях резания с применением резцов из быстрорежущей стали или оснащенных пластинами из твердых сплавов при обработке деталей из черных и цветных металлов.
Суппорт станка имеет механическое перемещение верхней части, позволяющее производить точение длинных конусов. Точение коротких конусов также осуществляется движением верхней части суппорта.
Изменение величин подач и настройка на шаг нарезаемой резьбы осуществляются переключением зубчатых колес коробки подач и настройкой гитары сменных шестерен.
Суппорт имеет быстрое перемещение в продольном и поперечном направлениях, которое осуществляется от индивидуального электродвигателя.
Обозначение токарного станка
В 1937 году в ЭНИМС был разработан типаж (номенклатура типов и размеров) станков, в том числе и принята единая система условных обозначений станков.
1 – токарный станок (номер группы по классификации ЭНИМС)
М – поколение станка или обозначение завода – производителя:
6 – номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации ЭНИМС (6 – токарно-винторезный)
3 – высота центров над станиной (1, 2, 3, 4, 5) (2 – высота центров 315 мм)
Буквы в конце обозначения модели:
Г – станок с выемкой в станине
А, М – станок с механическим приводом верхнего (резцового) суппорта. Поставляется по особому заказу
Б – станок быстроходный
Д – станок изготовленный Тбилисским станкостроительным заводом им. Кирова
К – станок с копировальным устройством
П – точность станка – (н, п, в, а, с) по ГОСТ 8-82 (П – повышенная точность)
Ф1 – станок с устройством цифровой индикации УЦИ и преднабором координат
Ф2 – станок с позиционной системой числового управления ЧПУ
Ф3 – станок с контурной (непрерывной) системой ЧПУ
Паспорта фрезерных станков
6р82ш
станок консольно-фрезерный широкоуниверсальный: — djvu; 1,6 Мб. Фото станка6р82ш6т82 электрооборудование
станок консольно-фрезерный — электрооборудование: — djvu; 1,8 Мб. Фото станка6т82 электрооборудование679
станок фрезерный универсальный: — djvu. Фото станка6796н10, 6н80
станок фрезерный консольный: — djvu, Фото станка6н10 . Фото станка6н806м76п
станок фрезерный широкоуниверсальный: — djvu; 5,2 Мб. Фото станка6м76п6р10, 6р80, 6р80г
станок консольно-фрезерный: — djvu; 2,2 Мб. Фото станка6р10 . Фото станка6р80, 6р80г6М82, 6М82Г, 6М82ГБ
станок горизонтальный консольно-фрезерный: — 1961, djvu; 4,4 Мб. Фото станка6М826Р12, 6Р12Б, 6Р13, 6Р13Б
станок вертикальный консольно-фрезерный: — djvu; 1,2 Мб. Фото станка6Р126Р82, 6Р82Г, 6Р83, 6Р83Г
станок горизонтальный консольно-фрезерный: — pdf; 3,4 Мб. Фото станка6Р82 , Фото станка6р82г , Фото станка6Р83 , Фото станка6Р83г67К25ПФ2
станок фрезерный универсальный с ЧПУ: — 1989, djvu; 1,58 Мб. Фото станка67К25ПФ2СФ-676
станок широкоуниверсальный консольно-фрезерный: — 2001, djvu; 1,1 Мб. Фото станкаСФ-676400v
станок сверлильно-фрезерно-расточной: — pdf; 2,07 Мб. Фото станка400v Разработка управляющих программ для станка 400V в системе ЧПУ Siemens Sinumerik 802D SL, pdf; 3,13 Мб. Фото станка 400V








5к32п, 5к324п
станок зубофрезерный: — djvu; 18,3 Мб. Фото станка5к32п
Рязанский завод “СтанкоЦентр” (РСЗ “СтанкоЦентр”)
Каждый станок, произведённый на нашем заводе, имеет уникальный серийный номер.
В нашем производстве используются толькооригинальные заводские запчасти и комплектующие.
Мы никому не передаём конструкторскую документацию на продукцию нашего завода.
Все лучшие уникальные специалисты по рязанским станкам работают только на нашем заводе.
Невозможно произвести новый станок или качественный заводской капитальный ремонт на непрофильных предприятиях и заводах.
Во избежание недоразумений с качеством закупаемых станков приобретайте продукцию нашего завода только с нашего склада.
Паспорт на трубонарезной станок 1Н983
Паспорта станков продаюДокументация на токарные, сверлильные, расточные, зубо-резьбообрабатывающие, фрезерные, долбежные, строгальные, протяжные, электроискровые, электропрошивочные, электроэррозионные, деревообрабатывающие станки, кузнечнопрессовое, термическое, грузоподъемное, сварочное, испытательное оборудование, документация к компрессорам и гидроагрегатам …
Цена договорнаяВ наличии
Продам паспорта станковТокарные: 1А416; 1А616;1А625; 1А95; 1Б240-6; 1Н65; 1Н983; 16Б25ПСп; 16Д20; ФТ-11; ФТ-11Ф1… Токарно-карусельные: 1512; 1516; 1525; 1525Ф1; 1531М; 1541…Сверлильные: 2А55; 2Е52; 2К522; 2Л53У; 2М55; 2Н55; 2Н57; 2Н135; 2532Л… Расточные: 2А450; 2А78; 2А614-1; 2А430; 2В440А; 2Е440А; 2Е450А; 2Н637ГФ1; 2М614Г; 2У430; 2431; 2431С; …
Цена договорнаяВ наличии
Паспорта на станки!Любая техническая литература: руководства по эксплуатации,руководства по электрооборудованию, схемы принципиальные, материалыпо быстроизнашивающимся и запасным деталям, УЦИ, ЧПУ, привода имногое другое.Цены приятно удивят!
Цена договорнаяВ наличии
Паспорт на станок!Наша компания предлагает технические паспорта на станки различных групп и моделей, в том числе редких и уникальных. Широкий ассортимент документации позволяет нам удовлетворять любые запросы клиентов. Сотрудники компании предоставят информацию о технических характеристиках оборудования, комплектации, заводах-изготовителях, ценах на …
Цена договорнаяВ наличии
Продаем паспорта к станкам (оборудованию)Продаем паспорта, документацию, электросхемы к станкам, оборудованиюВ наличии множество документации к металлорежущим станкам.Документация от фрезерных, токарный, винторезных, углошлифовальных и других станков, а так же от прессов, гильотин, ножниц, вальцов и другого оборудования.Мы так же продаем и покупаем станки б.у. и …
Цена договорнаяВ наличии
Паспорта на станки и кпо!Продаем и покупаем на постоянной основе!Найдем любой под заказ!В наличии более 3000 наименований моделей паспортов на станки и КПО!
Цена договорнаяВ наличии
Технические паспорта к станкам и прессам!Продаем паспорта к станкам, КПО, электрическим и электронным устройствам промышленного назначения; продажа оборудования.Свыше 1600 наименований паспортов,крупноформатное сканирование электросхем! У нас быстро и качественно!Паспорт …
Цена договорнаяВ наличии
Паспорта на станки, документация на станки.Компания “ТехДокумент” реализует паспорта, техническую документацию на следующее металлообрабатывающее оборудование: – Станки токарные – Станки сверлильные и расточные – Станки шлифовальные, заточные, полировальные, доводочные – Станки электроэрозионные – Станки зубообрабатывающие, резьбообрабатывающие – …
Цена договорнаяВ наличии
2 Особенности конструкции
Основными конструктивными узлами станка 16К20 являются: передняя и задняя бабка, фартук, суппорт. Внутри передней бабки установлен блок шпинделя и коробка скоростей. В конструкции агрегата установка и центровка патронов выполняется посредством конической шейки, центров — с помощью конического отверстия выполненного в конфигурации конуса Морзе 5. Для настройки цепи подач на нарезание разных типов резьбы (метрической, дюймовой, питчевой) используется гитара с сменными зубчатыми колесами.
Вращение ходового вала преобразовывается в поступательное движение суппорта посредством фартука. Сам суппорт является узлом, фиксирующим рабочий инструмент — резец, и передающий на него движение подачи. Устройство суппорта состоит из салазок, каретки, поворотной части и резцедержателя. Возможность монтажа каретки под углом к центрам станка позволяет обрабатывать поверхности конической формы.
В посадочное гнездо задней бабки могут монтироваться центра двух типов — фиксированные и вращающиеся. Центра выполняют функцию удерживания обрабатываемой детали. Перемещение задней бабки по станине выполняется вручную. Установка пиноли в требуемое положение также ручная, осуществляется с помощью маховика.

Электрическая схема
Электрическая схема 16К20 представлена на изображении. Запуск основного двигателя производится посредством нажатия кнопки S4, выключение — S3. За защиту привода от перегрузок отвечает тепловое реле, при возникновении коротких замыканий срабатывают плавкие предохранители. Перед запуском агрегата в работу устройство заземления станка обязательно.

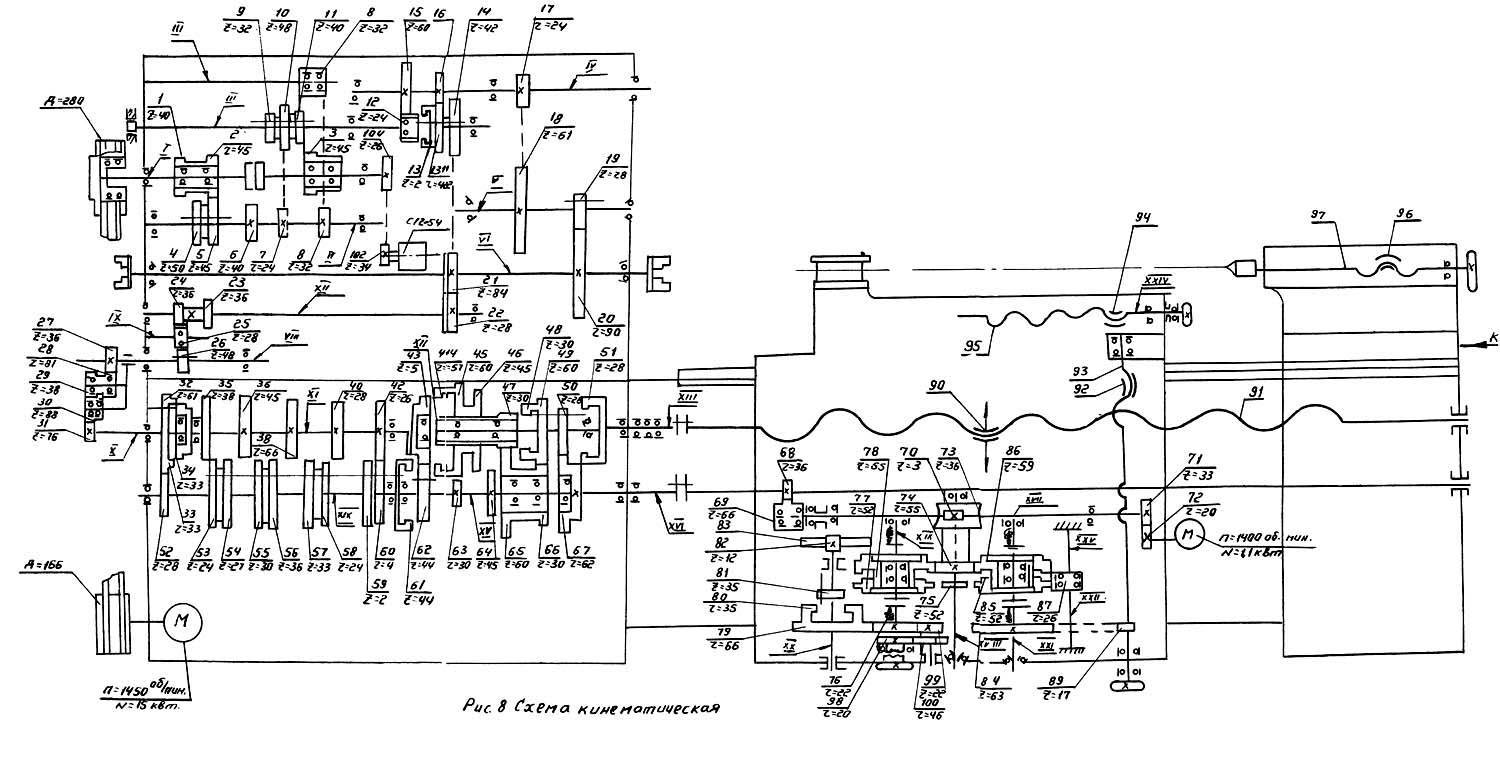
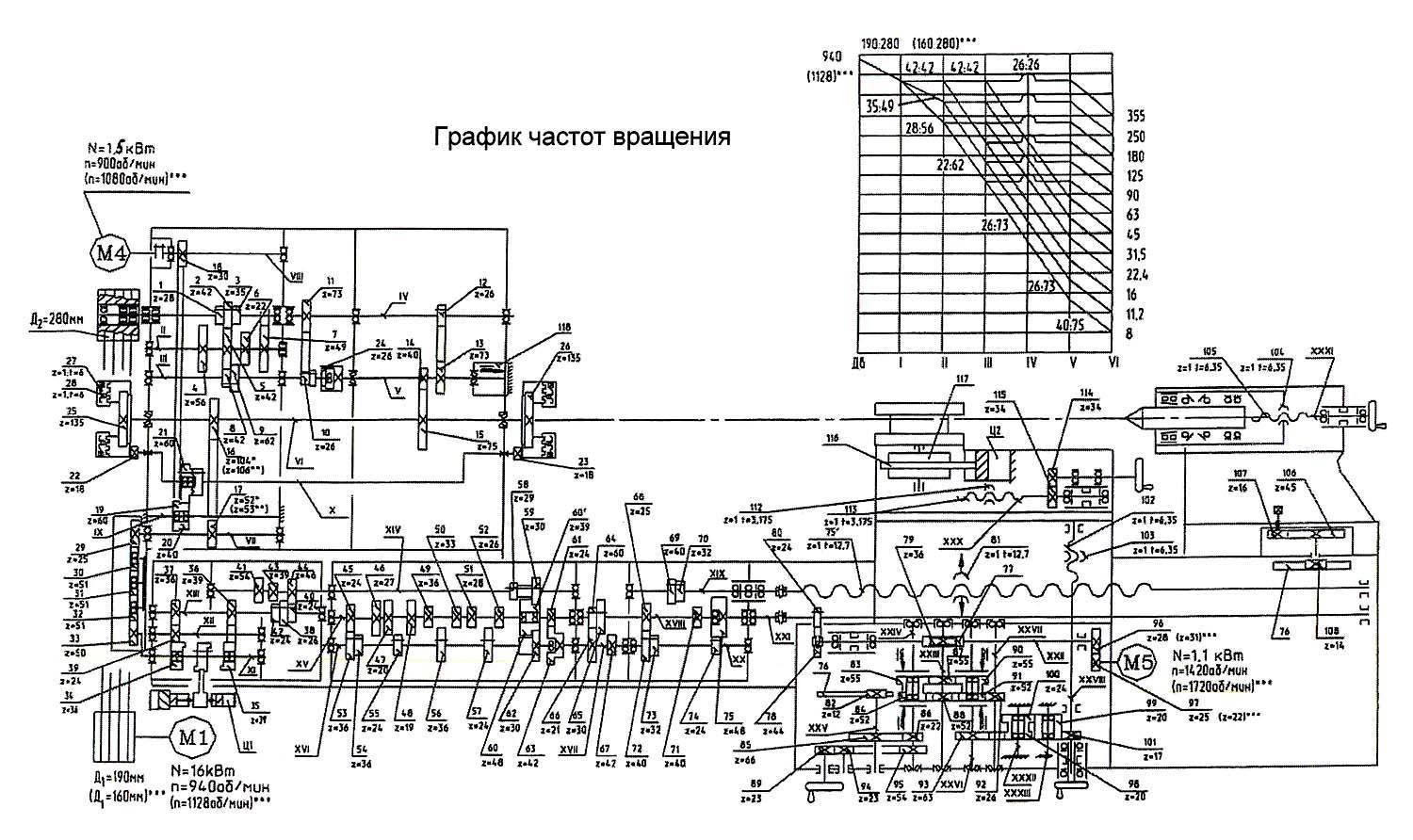
Кинематическая схема
Главным движением в кинематической цепи станка является вращение шпинделя, которое сообщается на шпиндель от основного электродвигателя через клиноременную передачу и коробку скоростей. Направление вращения шпинделя зависит от положения фрикционной муфты (М1), если она повернута влево вращение происходит на прямых частотах, при повороте влево включается реверсный ход.
2.2 Наладка и ремонт
Перед первым запуском станка после длительного простоя необходимо выполнить его наладку, которая осуществляется в следующей последовательности:
- Проверяется заземление, после чего в шкафу управления отключаются провода питания электродвигателей и агрегат подключается к электросети.
- Посредством органов ручного управления проверяется работоспособность главного реле и магнитных пускателей.
- Проверяется работоспособность каждого из блокировочных механизмов.
- Если все блокировочные узлы работают нормально, ранее снятые провода электродвигателей подключаются обратно.
- Проверяется действие запущенных электродвигателей на предмет направленности их вращения. Главный привод должен вращаться против часовой стрелки, движок быстрой подачи шпинделя — по часовой, двигатель гидростанции — по часовой, мотор насоса СОЖ — в соответствии с указанной на корпусе маркировкой. Приступать к эксплуатации станка можно только после выполнения всех вышеуказанных операций. Приступать к эксплуатации станка можно только после выполнения всех вышеуказанных операций.

16К20 после восстановления
Ремонт агрегата, в зависимости от его сложности, классифицируется на три типа — малый, средний и капитальный. Собственными силами имеет смысл выполнять ремонтные работы малой группы, тогда как более сложные операции должны производиться профильными специалистами.
К операциям малой ремонтной группы относятся:
- разборка наиболее загрязненных конструктивных узлов — шпинделя, передней бабки, коробки скоростей и подач, с их последующей чисткой и промывкой;
- очистка посадочных гнезд на пиноле задней бабки и шпинделе без их демонтажа;
- осмотр зазоров на валах и втулках, замена изношенных расходников, настройка подшипников качения;
- настройка фрикционной муфты основного двигателя, при необходимости — комплектация привода новыми дисками;
- механическая очистка шлицев и зубьев шестеренок коробки подач от заусениц;
- восстановление или замена потерявших форму крепежей на резцедержателе;
- шлифование ходового вала, винтового двигателя и салазок суппорта (продольных и поперечных);
- замена износившихся экранов и ограждающих муфт.
Проверка работоспособности станка выполняется посредством его испытания на холостом ходу, в процессе которого визуально оценивается уровень шума, нагрев привода и точность обработки заготовки.
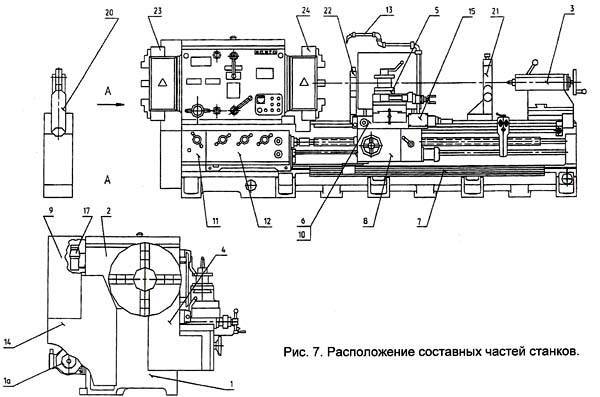
Состав оборудования
Конструкция труборезного станка 1Н983 предусматривает следующие составные части:
- станину;
- переднюю бабку;
- суппорт с фартуком;
- заднюю бабку;
- люнеты.
Конструкция станины трубонарезного 1Н983 станка обеспечивает жёсткость за счёт поперечных рёбер.
Наличие закалённых направляющих сообщает точные перемещения суппорту с закреплённым режущим инструментом. Пара призматических направляющих позволяет избежать поперечного смещения суппорта, задней бабки в результате воздействия сил резания.
Удаление стружки, СОЖ производится через люки в станине, наклон которых направлен противоположно от рабочей зоны.
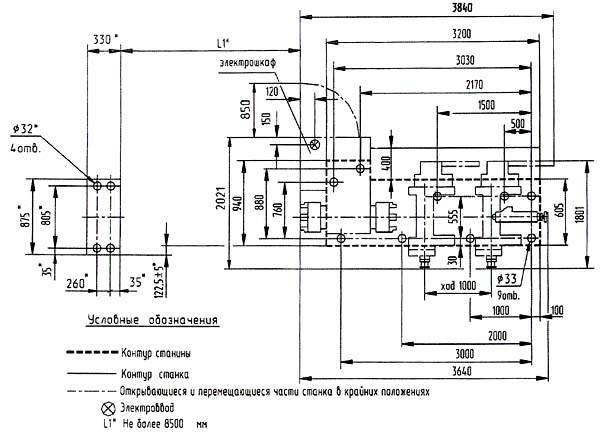
Габариты рабочего пространства станка 1Н983
На станине, кроме суппорта и задней бабки, размещён командоаппарат. Он предназначен регулировать передвижение резцов в поперечном направлении. Конструкция задней бабки не отличается от аналогичных устройств универсальных токарных станков.









УНИВЕРСАЛЬНЫЕ ТРУБОНАРЕЗНЫЕ СТАНКИ ТРУБОРЕЗЫ аналоги 1н983 ,1м983 , 1а983
| диаметр отверстия в шпинделе | 140 мм | 150 мм | 180 мм | 200 мм | 240 мм | 250 мм | 280 мм | 300 мм | 310 мм | 340 мм | 400 мм | 500 мм |
| макс. диаметр устанавливаемой детали над станиной | 700 мм , 1000 мм ,1200 мм , 1400 мм . | |||||||||||
| РМЦ – расстояние между центрами | длина изделия устанавливаемого и обрабатываемого в центрах – 750 мм ,1000 мм ,1500 мм , 2000 мм , 3000 мм, 4000 мм , 5000 мм , 6000 мм , 8000 мм . |
Опции: дисковый тормоз шпинделя , устройство позиционирования шпинделя , фрезерный шпиндель , шлифовальная головка , добавочный суппорт , конусная линейка для точения протяженных конусов , механизированный двойной ( правый / левый ) патрон , средства механизации – рольганг , автоматическая загрузка / выгрузка , подвижный люнет , неподвижный люнет , отдельно стоящий люнет , открытый люнет- поддержка .
ОПИСАНИЕ УНИВЕРСАЛЬНОГО ТРУБОНАРЕЗНОГО СТАНКА
Станки построены на базе токарно-винторезного станка с ручным управлением с задней бабкой . Станок имеет проходное (сквозное ) отверстие шпинделя увеличенного диаметра .Станок имеет литую станину из высококачественного чугуна с широкими направляющими – что снижает вибрацию станка и дробление в тяжелых режимах токарной обработки. Шпиндель установлен на больших усиленных подшипниках для обработки тяжелых труб большой длинны. Передняя шпиндельная бабка имеет рукоятки переключения скоростей вращения шпинделя . Коробка скоростей имеет шлифованные шестерни со сниженным шумом при работе . К переднему и заднему концу шпинделя на коническую посадку устанавливаются 4-х кулачковые патроны . Шпиндельная бабка имеет регулировку для выставления конусности . От коробки скоростей кинематическая цепь передается через сменные гитарные шестерни . Коробка подач обеспечивает минимальную и максимальную подачу и все типы резьб . От коробки подач вращение на суппорт передается через ходовой вал или через резьбовой винт . Фартук станка оснащен рукоятками выбора направления подачи и рукоятку зажима маточной гайки . Верхние салазки предназначены для ручной дополнительной продольной подачи . Поперечный винт ( по отдельному заказу ) для увеличения точности может быть заменен на безлюфтовую ШВП . Коническая линейка , установленная сзади плота суппорта , устанавливает угол нарезания конуса . Задняя бабка с ручным перемещением по станине , имеет выдвижную пиноль с фиксацией – пиноль выдвигается вручную вращением маховичка . С помощью задней бабки можно производить сверление отверстий в заготовке.
На универсальных трубонарезных станках используются 3 типа привода отводов резцедержателя для ручных станков :
- механический – аналог станка 1н983 , 1м983.
- пневматический отскок резца – используется на импортных станках .
- гидроотскок резцедержки – п/а аналог станка полуавтомата 1а983 с гидроотскоком. В п/а цикл нарезки резьбы автоматизирован – система управления станка производит на заданной длине нарезку резьбы и отвод резца при обратном ходе .
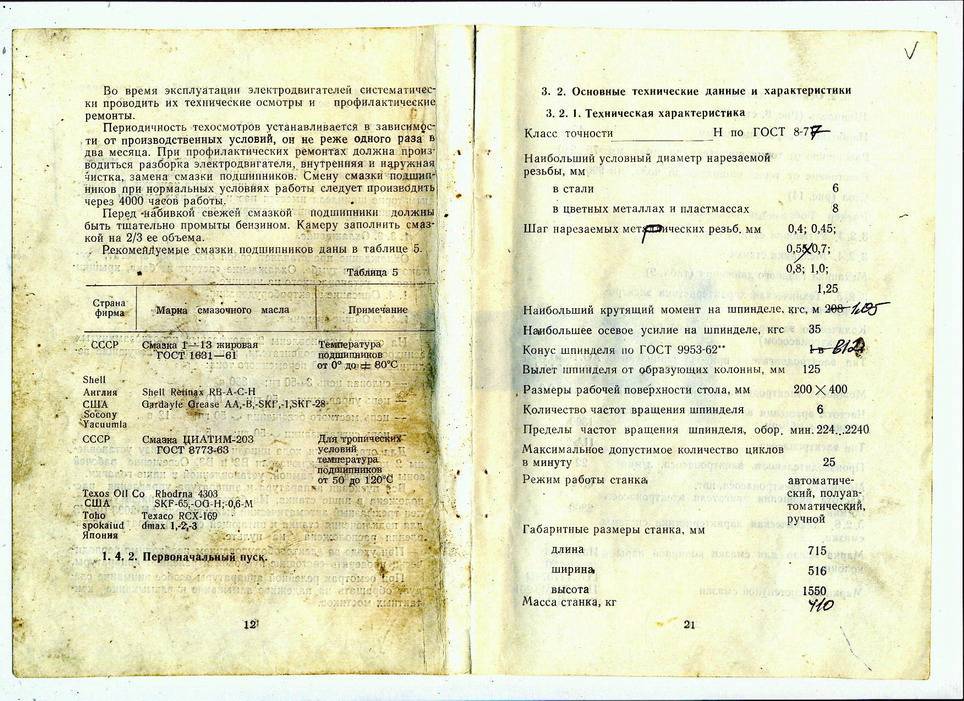
Технические характеристики трубонарезного станка 1М983
| Наименование параметра | 1Н983 | 1А983 | 1М983 |
| Основные параметры | |||
| Класс точности по ГОСТ 8-82 | Н | Н | Н |
| Диаметр обрабатываемой трубы, мм | 70..260 | 73..299 | 73..299 |
| Длина обрабатываемой трубы, мм | 6000 | ||
| Наибольший диаметр заготовки над станиной, мм | 830 | 800 | 800 |
| Наибольший диаметр заготовки над суппортом, мм | 450 | 450 | |
| Межцентровое расстояние (РМЦ), мм | 1000, 2000, 3000, 4000 | ||
| Высота центров, мм | 400 | 400 | |
| Наибольшая длина точения без конусной линейки, мм | 800 | 1000, 2000, 3000, 4000 | 800 |
| Наибольшая длина точения с конусной линейкой, мм | 420 | 500 | 420 |
| Длина конусной линейки, мм | 660 | ||
| Наибольшая масса устанавливаемой заготовки в центрах, кг | 5000 | 5000 | |
| Наибольшая масса устанавливаемой заготовки в патроне, кг | 2000 | 2000 | |
| Шпиндель | |||
| Диаметр сквозного отверстия в шпинделе, мм | 300 | 310 | 310 |
| Число ступеней частот прямого вращения шпинделя | 12 | 12 | 12 |
| Частота прямого вращения шпинделя, об/мин | 8..355 | 8..355 | 8..355 |
| Число ступеней частот обратного вращения шпинделя | 12 | 12 | 12 |
| Частота обратного вращения шпинделя, об/мин | |||
| Наибольший крутящий момент на шпинделе, кНм | 3 | 3 | 3 ± 0,5 |
| Наличие механизированного зажима кулачков патрона | да | да | да |
| Подачи | |||
| Наибольшая длина хода каретки суппорта, мм | 800 | 1000 | 800 |
| Наибольший поперечный ход суппорта, мм | 500 | 500 | 500 |
| Цена деления лимба при поперечном перемещении суппорта, мм | 0,05 | 0,05 | 0,05 |
| Перемещение суппорта за один оборот лимба при поперечном перемещении суппорта, мм | 5 | 5 | 5 |
| Перемещение суппорта за один оборот лимба при продольном перемещении суппорта, мм | 300 | 300 | 300 |
| Число ступеней продольных и поперечных подач | 32 | ||
| Пределы рабочих подач продольных, мм/об | 0,064..1,025 | 0,06..2,0 | 0,06..2,0 |
| Пределы рабочих подач поперечных, мм/об | 0,031..0,0458 | 0,028..0,936 | 0,028..0,936 |
| Скорость быстрых перемещений суппорта, продольных/ поперечных, м/мин | 3,6/ 1,3 | 5,3/ 2,2 | 5,3/ 2,2 |
| Количество нарезаемых резьб метрических | |||
| Пределы шагов нарезаемых резьб метрических, мм | 1..12 | 1..28 | 1..28 |
| Количество нарезаемых резьб дюймовых | |||
| Пределы шагов нарезаемых резьб дюймовых | 24..2 | 28..2 | 28..2 |
| Наибольшее усилие резания в продольном направлении, кН | 15 | 6,8 | |
| Наибольшее усилие резания в поперечном направлении, кН | 13 | 3,7 | |
| Наличие гидроотскока | да | да | да |
| Резцовые салазки | |||
| Наибольшее перемещение резцовых салазок, мм | 220 | 220 | 220 |
| Наибольшая высота резцов, мм | 32 х 32 | 32 х 32 | 32 х 32 |
| Наибольший угол поворота резцовых салазок, град | ±90° | ±90° | ±90° |
| Цена деления лимба, мм | 0,05 | 0,05 | 0,05 |
| Задняя бабка | |||
| Наибольшее перемещение пиноли, мм | 240 | 240 | 240 |
| Внутренний конус пиноли | Морзе 5 | Морзе 5 | Морзе 5 |
| Наибольшее поперечное перемещение задней бабки, мм | ±10 | ±10 | ±10 |
| Электрооборудование | |||
| Количество электродвигателей на станке | 5 | 5 | 5 |
| Электродвигатель главного привода, кВт (об/мин) | 14,5 | 16 (940) | 16 (940) |
| Электродвигатель быстрых перемещений суппорта, кВт (об/мин) | 1,1 (1420) | 1,1 (1420) | 1,1 (1420) |
| Электродвигатель зажима изделия, кВт (об/мин) | 2 (900) | 2 (900) | 2 (900) |
| Электродвигатель смазки коробки скоростей, кВт (об/мин) | 0,27 (1450) | 0,27 (1450) | 0,27 (1450) |
| Электродвигатель насоса охлаждения, кВт (об/мин) | 0,125 (2800) | 0,125 (2800) | 0,125 (2800) |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 3930 х 1860 х 1525 | 3640 х 2021 х 1675 | 3600 х 1910 х 1565 |
| Масса станка, кг | 9050 | 10300 | 9100 |
Список литературы:
Станки трубонарезные 1М983, 1М983Ф101. Руководство по эксплуатации 1М983.00.000 РЭ, 1983
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки, 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики станков токарной группы
- Выбор подходящего станка для металлообработки
- Многозаходная резьба. Способы нарезания многозаходных резьб на токарном станке
- Графические знаки для токарных станков
- Фрикционная муфта токарно-винторезного станка
- Технология ремонта токарного станка. Ремонт направляющих станины и суппорта
- Технология ремонта токарного станка. Ремонт передней и задней бабки
- Ремонт шпинделя токарного станка
- Методика проверки и испытания токарно-винторезных станков на точность
- Справочник токарных станков
- Заводы производители токарных станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Документация к станку
Производителем трубонарезного станка 1Н983 считается Рязанский станкозавод. Техдокументация на него имеет следующие документы:
- паспорт;
- техническое описание работы станка;
- инструкцию по эксплуатированию;
- кинематическую схему;
- электрическую схему;
- упаковочный лист.
Паспорт станка 1Н983 имеет информацию о его технических параметрах, возможностях использования, комплекте поставки, гарантиях, свидетельстве приёмки ОТК. Свидетельство приёмки отображает фактические данные по результатам испытаний оборудования, в том числе по выполнению норм точности, жёсткости.
Напоследок, укажем главные особенности станка:
- Трубонарезной станок 1Н983 во время обработки обеспечивает на деталях обычный класс точности, 5 класс шероховатости.
- Существенная мощность привода, жёсткость оборудования предоставляют обработку широкого диапазона размеров труб.
- Сделанные трубы, переводники, муфты, прочие детали дают возможность обеспечить проведение геологоразведочных работ, добычу и перевозку нефти и газа.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Изготовители и поставщики трубонарезных станков
Большой выбор трубонарезного оборудования предоставлен на официальных сайтах самых разных производственных объединений.тметим наиболее ведущих изготовителей и поставщиков трубонарезного оборудования:
- ОАО «Рязанский станкостроительный завод»;
- ЗАО «Коломенский завод тяжёлых станков»;
- ООО «Тбилисский станкостроительный завод»;
- ООО «СКБ-ЗТС»;
- ОАО «Саста»;
- компания ООО «RuStan»;
- компания «RusStanko»;
- компания «Абамет»;
- компания «Flagma».
Электросхема трубонарезных станков, также и электросхема представленного станка, находятся в открытом доступе в сети интернет. Также не требует большого труда скачать его паспорт и инструкцию по эксплуатированию.
Не обращая внимания на то, что с конструктивной точки зрения, трубонарезной станок 1А983 по множеству показателей уступает собственным современным аналогам, он не перестает пользоваться популярностью в разных областях товарного производства и народного хозяйства во многом благодаря собственной надежности и ремонтопригодности.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Электрический станок для резки труб Станок для резки медных / стальных труб Пластиковый инструмент для резки нержавеющей стали Ручной инструмент для резки труб | |
Логистические перевозки

Пожалуйста, прочтите следующие советы перед покупкой. Если возникнут проблемы, пожалуйста, свяжитесь с нами.
Если вы выберете «способ доставки продавца» (368,42 долл. США), мы поможем организовать отгрузку морским путем и доставку в ближайший морской порт! Если доставка осуществляется морем, после прибытия в морской порт назначения, покупатель должен оплатить сборы порта назначения (такие как сборы за обработку терминала, сборы за документы, сборы за хранение и т. Д.), Налог на таможенное оформление и получение товаров.Если вы выберете DHL / ARAMEX / FEDEX, TNT, UPS, ECT, мы поможем вам организовать доставку международной экспресс-доставкой и напрямую по вашему адресу (ДВЕРЬ ДО ДВЕРИ)! 1) Чтобы защитить ваши товары и избежать повреждений в процессе доставки, когда вы получаете посылку, покупатели должны внимательно осмотреть посылку / товары, прежде чем подписывать квитанцию о получении товара. Если есть какие-либо повреждения, свяжитесь с местным отделением ARAMEX / DHL / FedEx, чтобы задать претензии и претензии, ИЛИ свяжитесь с нами в течение 24 часов.Затем сделайте фотографии поврежденной машины и упаковки, немедленно отправьте нам сообщение, мы поможем вам решить проблемы. 2) Если у вас возникли проблемы с товаром или доставкой, пожалуйста, дайте нам возможность решить любую проблему. Мы понимаем, что у вас могут быть проблемы и разочарования, и сделаем все возможное, чтобы решить эти проблемы. 3) И ваш отзыв чрезвычайно важен для нашего магазина, если вы удовлетворены нашим продуктом и нашим сервером, после подтверждения этого заказа, пожалуйста, оставьте нам положительный отзыв и 5 звезд, мы также дадим вам «ИДЕАЛЬНЫЕ 5 ЗВЕЗД», Когда вы оцениваете время доставки, пожалуйста, учитывайте международный транзит.Ваше признание сделает нас более уверенными в развитии бизнеса и улучшит качество обслуживания.

Станки, выпускаемые Рязанским станкостроительным заводом РСЗ
- Трубообрабатывающий станок, машина для обработки металлических, главным образом стальных, труб путём снятия стружки или накатки резьбы.
- Для получения на концах труб точных торцовых поверхностей служат трубоподрезные станки.
- Для получения на концах труб резьбы (цилиндрической или конической) используются трубонарезные (труборезные) или трубонакатные станки (последний способ, как правило, обеспечивает более прочное резьбовое соединение).
- При производстве труб ответственного назначения находят применение трубообрабатывающие станки для снятия дефектного поверхностного слоя труб перед холодной прокаткой.
- Трубонарезной станок 1Н983 был запущен в серию в 1956 году.
- Трубонарезной станок 1Н983 был заменен более совершенной моделью РТ983.
- Трубонарезной станок 1Н983 предназначен для обтачивания концов труб, включая точение конусов и нарезания на них резьб: метрических дюймовых модульных питчевых конических в условиях единичного и мелкосерийного производства.
На станке можно обрабатывать штанги, замки, переводники, детали трубных соединений (нарезка резьбы НКТ, НКМ ГОСТ 633-80, нарезка резьбы на обсадные трубы ОТТМ, ОТТГ, Батресс ГОСТ 832-80, нарезка замковой резьбы на бурильных трубах, переводниках и т.д.), применяемые для добычи и транспортировки нефти и природного газа и в нефтедобывающей промышленности.
Станок имеет конусную линейку для обработки конических поверхностей патрон 1а983 и нарезания конических резьб.
Обрабатываемая труба пропускается через полый шпиндель и зажимается двумя механизированными четырехкулачковыми патронами диаметром 720 мм. Другой конец трубы поддерживается люнетом. Шпиндель имеет прямое и обратное вращение.
Класс точности станка Н.
Шероховатость обработанной поверхности V5.

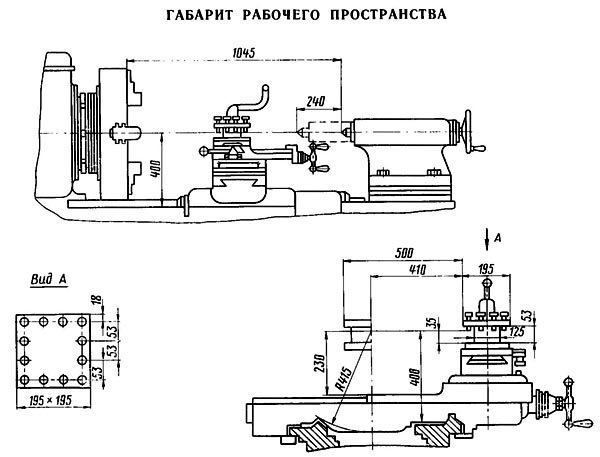
Рабочее пространство трубонарезного станка 1Н983

Посадочные и присоединительные размеры шпинделя станка 1Н983
Общий вид трубонарезного станка 1Н983

Фото трубонарезного станка 1Н983
Фото трубонарезного станка 1Н983. Смотреть в увеличенном масштабе

Фото трубонарезного станка 1Н983
Фото трубонарезного станка 1Н983. Смотреть в увеличенном масштабе

Схема электрическая трубонарезного станка 1Н983
Схема электрическая трубонарезного станка 1Н983. Смотреть в увеличенном масштабе

Перечень элементов схемы трубонарезного станка 1Н983
Перечень элементов схемы трубонарезного станка 1Н983. Смотреть в увеличенном масштабе
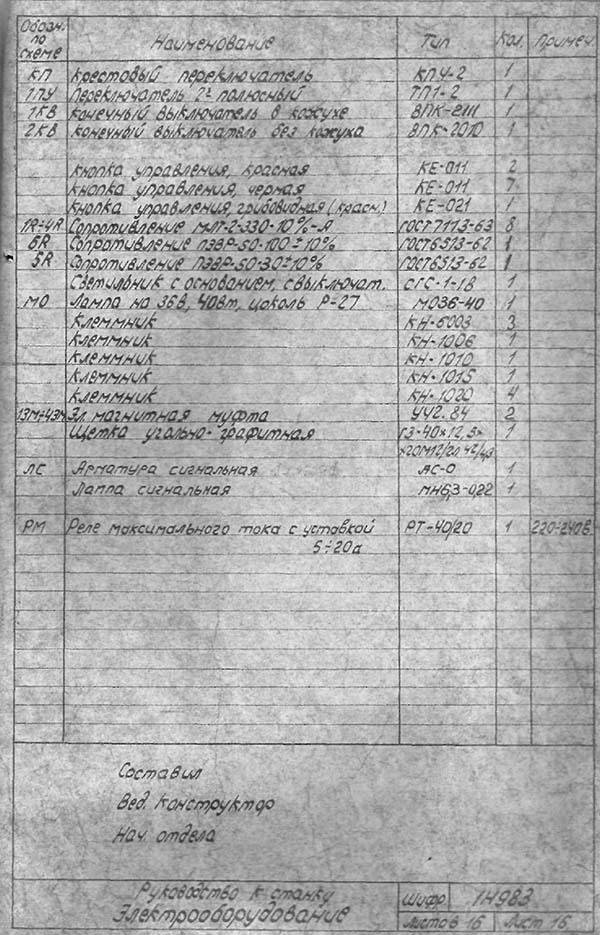
Перечень элементов схемы трубонарезного станка 1Н983
Суппорт
С помощью суппорта инструмент может передвигаться вдоль и поперёк станины. Вдоль его движение происходит по направляющим станины, поперёк — резцедержатель двигается по направляющим каретки. Эти движения совершают вручную или при включении механической подачи.






Для получения конических поверхностей на трубе используют кронштейн, с закреплённой на нём конусной линейкой. Кронштейн закреплён на каретке и имеет пазы для перемещения салазок. Конусная линейка задаёт нужный угол. По ней движется ползушка, связанная тягой с кронштейном. Результатом этого изменяется поперечная подача суппорта. Конусную линейку также используют для нарезания конических резьб.
Для приведения в движение суппорта используют набор шестерён, размещённых внутри фартука. Движение суппорту задают ходовые винт и вал. Для нарезания резьбы используют ходовой винт. При включении ходового вала получают ускоренный ход суппорта.
Трубонарезной станок 1А983 с ЧПУ
Рассматриваемый трубонарезной станок может быть оборудован системой автоматического управления. Данное оборудование ощутимо делает быстрее процесс металлообработки и дает возможность добиться отличного качества изделий.
Во время работы на подобном оборудовании, заготовка крепится обоими концами в патроне и люнете. После это оператор станка закладывает специализированную программу, отвечающую за автоматическое убирание дефектных компонентов. Все направляющие детали устройства подвержены закалке и шлифовке. Подобный подход обеспечивает сохранение надежности и показателей эксплуатации оборудования, при этом сохраняя большой уровень точности обработки заготовки.
Трубонарезное станочное оборудование с автоматической системой управления, нередко оборудуют револьверными головками, а еще разными видами токарных патронов.

Весь вид трубонарезного станка 1А983
Необходимо также отметить, что особенности конструкции станка 1А983 с автоматическим управлением дают возможность выполнять полный автоматический цикл резьбонарезания. Эта функция реализовывается на станках с числовым программным управлением. С учетом формы заготовки и вида обработки, используют такие варианты циклов:
- однопроходный цикл;
- многопроходный цикл;
- цикл нарезания резьбы плашкой или метчиком.
Подобный подход дает возможность добиться высокой эффективности при относительно минимальном уровне расходов.





