Современные аналоги
Очевидные преимущества станка ТВ-16 принадлежат их аналогам, неуступающим качеством комплектации, сроком службы, а в количестве режимов, мощности и автоматизации процесса, доступности даже выигрывают.
- Швейцарские JET BD-7 или BD-X7.
- Германский Optimum TU1503V.
- Совместное производство Чехии и Китая — Proma SM-300E.
- Российский TRIOD LAMS-02/300.
- Чешский MN-80A.
- Польский TSA-16.
Несмотря на то, что ТВ-16 снят с производства, является конкурентоспособной моделью. Изначально рассчитан на обучение новичков. Подходит для получистовой и чистовой обработки деталей, непригоден для массовой выработки металлических изделий.
Оглавление
фото:токарный станок ТВ 6
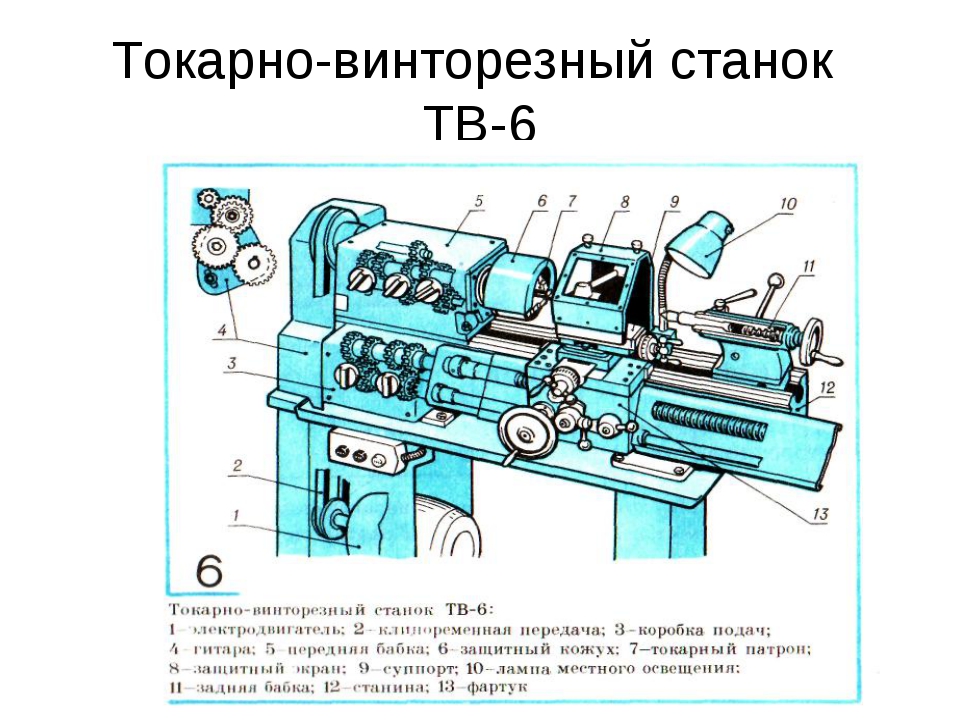
Токарный станок ТВ 6 предназначен для обучения школьников и студентов основам токарного дела, изготовлению простых деталей в условиях единичного производства.
ТВ 6, как токарный станок ТВ 4 и токарный станок ТВ 16 позволяет выполнять следующие токарные операции:
- Наружное и внутреннее точение цилиндрических и конических поверхностей
- Нарезание резьбы, как резцом, так и метчиком
- Сверление и рассверливание отверстий
- Торцевание и отрезку деталей и т.д.
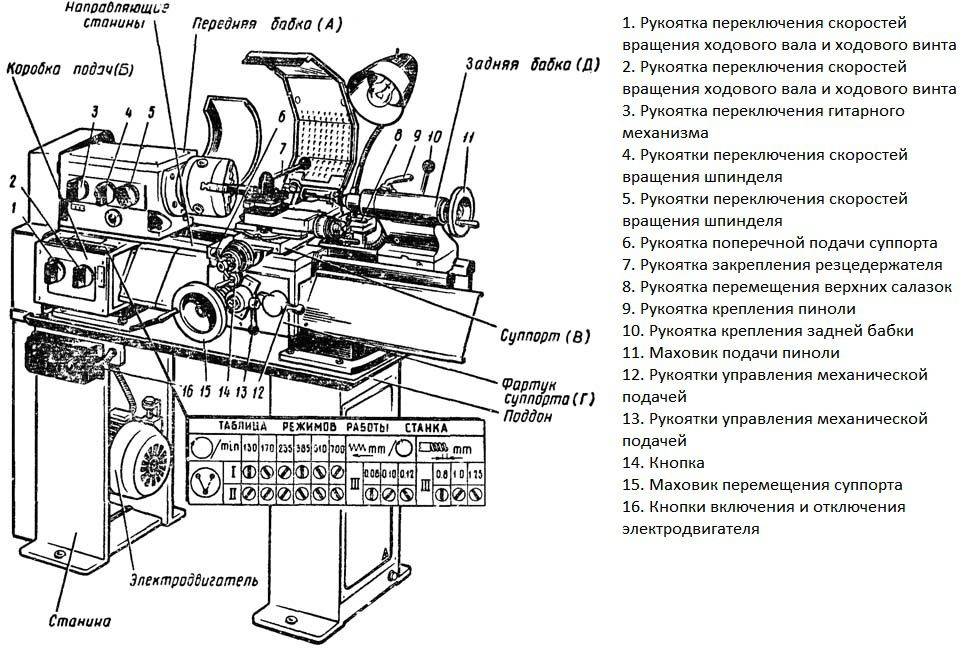
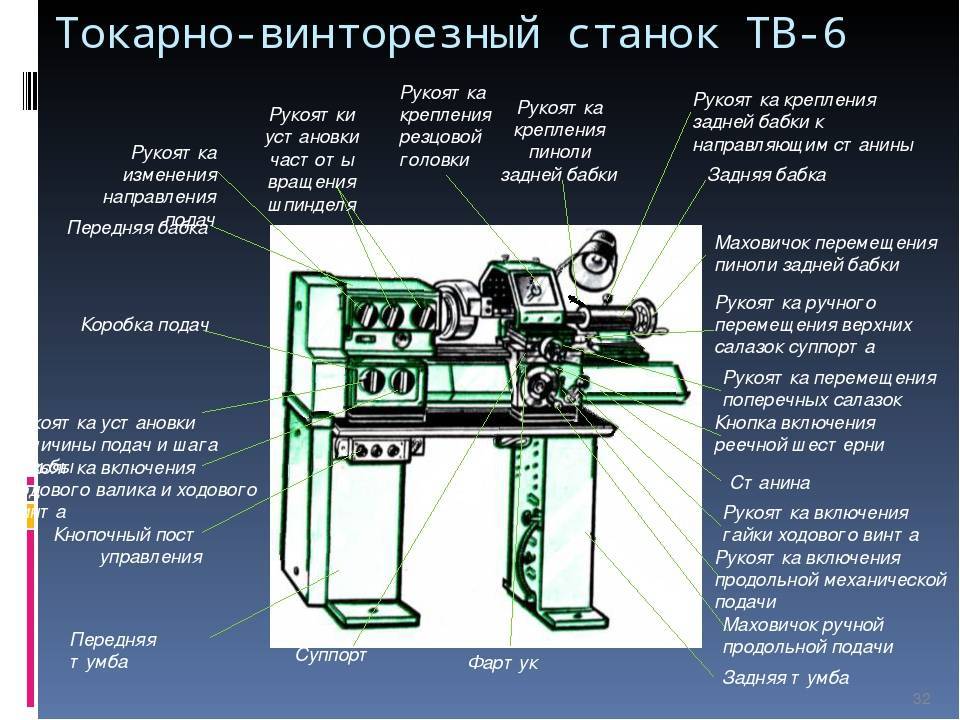
Органы управления токарного станка ТВ 6
- Ручка установки частоты вращения шпиндельной бабки;
- Ручка установки частоты вращения шпиндельной бабки;
- Ручка изменения направления подачи;
- Ручка установки подачи и шага нарезаемой резьбы;
- Ручка включения ходового валика и винта;
- Ручное перемещение продольной каретки;
- Включение реечной шестерни;
- Включение продольной механической подачи;
- Включение гайки ходового винта;
- Ручное перемещение поперечных салазок;
- Ручное перемещение верхних салазок;
- Крепление резцовой головки;
- Крепление пиноли задней бабки;
- Перемещение пиноли задней бабки;
- Фиксация задней бабки к направляющим станины;
- Местное освещение;
- Включение сети;
- Блок управления
фото:органы управления токарного станка
Устройство токарного станка ТВ 6
- Передняя бабка;
- Гитара сменных зубчатых колес;
- Коробка подач;
- Фартук;
- Суппорт;
- Задняя бабка;
- Станина;
- Электрооборудование;
- Задняя тумба;
- Передняя тумба;
- Защитный кожух
фото:устройство токарного станка
фото:кинематическая схема токарного станка
фото:электрическая схема токарного станка
Передняя бабка токарного станка ТВ 6
Передняя бабка предназначена для поддержания обрабатываемой заготовки и передачи ей вращательного движения. В токарном станке ТВ 6 передняя бабка является и коробкой скоростей и имеет шесть ступеней скоростей.
Монтаж передней бабки осуществляется по линии центров в горизонтальной плоскости при помощи двух установочных винтов. Шпиндель передней бабки установлен на двух упорных подшипниках 9 и радиальном подшипнике 19.
Вращательное движение передается от электродвигателя через ременную передачу на ведущий вал коробки скоростей. Внутри коробки, движение передается через вал 2 и неподвижное зубчатое колесо 3 на вал 4 с неподвижными шестернями 12, 6 и блоком шестерен 5.
Блок шестерня 5 принимает участие только при реверсе подачи.
Вращение заготовки, закрепленной в трехкулачковом патроне или планшайбы, передается от шпинделя. При обработке заготовки в центрах, в шпиндель вставляется неподвижный центр.
В коробке скоростей установлено устройство для изменения направления суппорта. Это осуществляется перемещением зубчатого колеса 15 в левое или правое положение при помощи рукоятки 3.
В левом положении зубчатого колеса 15 выполняется прямое вращение от блока шестерен 16. В правом положении колеса 15 выполняется обратное вращение при помощи паразитной шестерни 6.
фото:передняя бабка токарного станка
Гитара сменных зубчатых колес токарного станка ТВ 6
Гитара – передаточный механизм, служащий для передачи вращательного движения от шпинделя коробки скоростей к коробке подач.
Гитара состоит из кронштейна 1 и шестерен 2,4,7.
фото:гитара токарного станка
Коробка подач школьного токарного станка ТВ 6
Вращательное движение на коробку подач передается от коробки скоростей через передаточный механизм.
Поворачивая рукоятку 4 в трех положениях, блок-шестерен 6 перемещается по шлицам вала 5 и поочередно входит в зубчатое зацепление зубчатыми колесами 2,3,4. Что дает возможность нарезать метрическую резьбу с шагом 0,8; 1; 1,25 мм и продольную подачу суппорта 0,08; 0,1; 0,12 мм/об.
Рукояткой 5 осуществляется включение ходового винта и валика.
Смазка трущихся поверхностей и шестерен осуществляется фитилями.
фото:коробка подач токарного станка
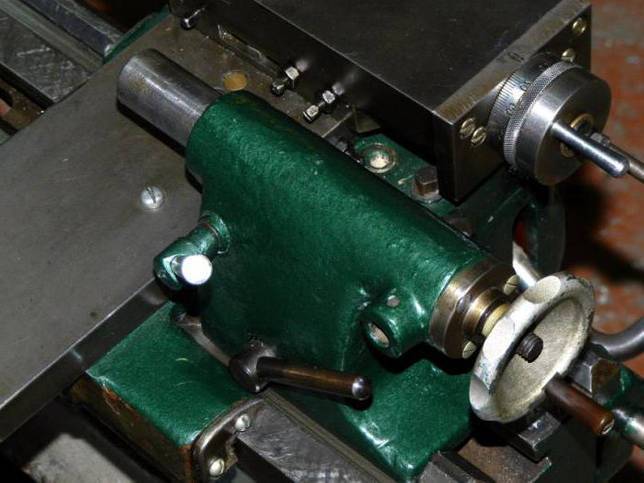
Фартук настольного токарного станка ТВ 6
Фартук предназначен для механической продольной подачи суппорта от ходового валика, винта и ручной продольной подачи.
Маховиком 1 осуществляется ручная подача. Маховик сидит на валу 4, на котором установлено зубчатое колесе 11, входящее в зацепление с шестерней 3. Шестерня 3 сидит на валике реечной шестерни 2.Реечная шестерня, в свою очередь, входит в зацепление с зубчатой рейкой.
Механическая подача осуществляется червяком 5, установленном на ходовом валике 10 при помощи шпоночного соединения. Червяк входит в зацепление с червячной шестерней 13 и далее через муфту передается на реечную шестерню.
фото:фартук токарного станка
Основные узлы и их особенности
Как сказано выше, станок ТВ4 выполнен по классической схеме компоновки. Его функциональные и конструкционные узлы достаточно стандартны и встречаются в промышленном оборудовании сходного назначения.
- Все исполнительные механизмы, привод и иные компоненты крепятся на станине — основном прочностном основании конструкции. Она изготовлена из чугуна, методом отлива заготовки, представляет собой две стойки. Левая тумба вмещает главный привод, асинхронный двигатель. Для его крепления предусмотрена подмоторная плита. Питается главный привод от трехфазной сети 380В, для питания оборудования от однофазной линии 220В — необходима установка преобразователя. В левой части станины расположена коробка подач, справа — узел задней бабки.
- Блок передней бабки шпиндельного типа включает коробку скоростей. Внутри корпуса из чугуна расположена система шестерен, получающая крутящий момент через клиноременную передачу. На передней части шпинделя расположены элементы трехкулачкового патрона, предназначенного для фиксации заготовки. Руководство по эксплуатации станка предусматривает заливку масла в коробку передач для правильной эксплуатации узла.
- Гитара является промежуточным узлом передачи крутящего момента от коробки скорости к блоку подачи. Она является ключевым элементом системы, приводящей суппорт в продольное движение. Передаточный коэффициент гитары не изменяемый, составляет 1:4.
- Коробка подач формирует крутящий момент на приводном валике или передает усилие на винт. В ее задачи входит изменение частоты вращения зависимых устройств. Коробка подач оснащена механизмом блокировки: при переходе с ходового валика на винт передача мощности прекращается. Это сделано с целью обеспечения безопасности. Инструкция гласит, что коробка подач должна смазываться заливаемым внутрь корпусом маслом.
- Суппорт станка — достаточно сложная система. Предусматривается ее перемещение разных типов: продольное по станине, вдоль направляющих, поперечное на собственных салазках, перемещение на системе верхних салазок. Для движения в продольном направлении есть автоматизированная подача от двигателей станка, остальная механика производится вручную, вращением соответствующих регуляторов. Такой принцип перемещения позволяет изменять положение резца. Ширина диапазона вариантов становится еще больше, если учесть, что верхние салазки имеют четырехпозиционный резцедержатель и могут поворачиваться на 45 градусов.
Школьный токарный станок по металлу
Для обучения навыкам работы станочником в школах и училищах выпускались упрощенные модели оборудования. Напольные токарные станки в мастерских управлялись в ручном режиме и не годились для массового производства изделий. На них вытачивались единичные детали простой конфигурации. В настоящее время компактные модели оборудования востребованы в домашних и ремонтных мастерских. На них можно изготовить запчасти для ремонта и деревянные элементы мебели.

Первые модели школьных токарных станков собирались в детских трудовых колониях, пока не был построен специальный завод. Начиная с 1956 года, изготовление учебных станков наладили на МАГСО – Ростовском заводе, построенном под выпуск малогабаритного металлорежущего оборудования. На нем модели малогабаритного оборудования постоянно совершенствовались и улучшались.
Конструктивные узлы станка и их характеристики
Используется классическая схема сборки. Управление функциональным резаком проводится механически образом или вручную. Приведение в работу и остановка осуществляются при помощи специальной кнопки.









Станина станка
Станина является необходимым соединительным элементом токарного станка. Благодаря ней все узлы надежно крепится друг к другу и совместно могут выполнять работу. При этом передняя часть станины является механизмом передвижения каретки, а задняя необходима для работы задней бабки. На лицевой стороне установлена рейка и ходовой винт. Сама же форма станины коробчатая, направляющих две. Станина держится в неизменном положении на двух тумбах, которые обеспечивают безопасность использования станка ТВ 3.
Передняя бабка
У передней бабки есть два основных свойства. Первое заключается в том, что она поддерживает и не дает выпасть из агрегата детали, которая в данный момент обрабатывается. Второе же предназначение — это придание элементу вращательного движения, благодаря чему возможна обработка. В ТВ 3 передняя бабка выполняет функции коробки передачи скоростей. Передача движения происходит по алгоритму:
- индивидуальный электроноситель;
- шпиндель;
- первый вал;
- закрепленная на первом валу шестерня;
- второй вал;
- несколько видов шестеренок на втором валу;
- третий вал;
- несколько шестеренок на третьем валу.
Последний блок шестерен сцепляется с блоками вторых и предает им движение. В результате блоки передаются на шпиндель основного станка, который и проводит обработку элемента. При этом происходит это при помощи шайбы, которая установлена на резьбе устройства.
Момент вращения передается несколько раз и достигает необходимого размера и мощности
При этом важное значение имеет позиционирование и установка шестерней на нескольких валах, так как они определяют то, какая мощность подается. Передаточное отношение определяется, каково будет число оборотов
Механизм необходим для поступления момента вращения от коробки скоростей к передачам. Скорость суппорта, шаг меняется в зависимости от установки позиции шестерней. Передаточный механизм включает в себя кронштейн с первым валиком из трех шестерней (72 зубьев), вторым из четырех (42 зубьев). Второй вал сцеплен со следующей шестерней (70 зубьев), а первый с коробкой скоростей. Есть формула, определяющая размер передаточного отношения: i = 24/72 * 42/70 = 1/5.
Количество передаточного отношения остается постоянным, так как в токарном станке ТВ 3 нет возможности устанавливать иные по своим техническим характеристикам и количеству зубьев шестерни. Работа механизма опасна, ученик защищен слоем железа, который устанавливается в виде кожуха.
Коробка подач
Коробка получает момент движения из передаточного механизма. При этом есть возможность становить подачу суппорта от 0,4 до 0,6, а резьбу с шагом от 0,6 до 1 мм.
Технические характеристики токарного станка с ЧПУ
В зависимости от передвижения шестерни меняется ход валика. Если рычаг помещается влево, то цепляется муфта — движение будет у ходового винта.
Коробка передач защищена от постороннего воздействия. В механизм можно заливать масло, когда в этом есть необходимость, через специальные отверстия. Коробка плотно крепится к станине.
Суппорт
Суппорт позволяет крепить и перемещать резец в зависимости от размеров, диаметра и формы обрабатываемого изделия. Суппорт на токарном станке ТВ 3 имеет четыре каретки, которые приводят соответствующие гайки и винты в работу. Суппорт является деталью, которая часто изнашивается из-за появления зазора между каретками. Если возникают проблемы, то регуляция производится специальными планками.
Фартук
Фартук предназначен для регуляции подачи. Посредством него регулируется, происходит работа при помощи ходового винта, валика, ручным способом или механизировано. Ручная и механическая подача осуществляется разными методиками. Первая при помощи маховика на втором валу, а вторая благодаря скользящей шпонке.
Задняя бабка
Эта деталь необходима для удержания в ровном положения другого конца обрабатываемого элемента. Установка производится в пиноль конусной формы. Для установки в правильном положении используются винты, гайка и зажимы, расположенные около механизма. Задняя бабка изменяет свое положение в зависимости от того, каким образом происходит обработка детали на токарном станке.
Любительское оборудование
Обработка деталей на ТВС под любительские потребности невозможна, когда в вашем распоряжении 1-2 резца. Творческая работа непредсказуемо затянется, если придётся самостоятельно подыскивать ремни, шестерни или валы. Ремонтопригодность и комплектация – основные моменты, заслуживающие внимания пользователя токарного оборудования начального уровня.
1. Калибр СТМН-550/350 – от 41 000 руб.
Лёгкий и компактный станок начального класса позволяет выполнять весь спектр работ «взрослых» моделей. Сборка и настройка в соответствии с инструкцией гарантируют точность работы. Предварительная подготовка заготовки, съём стружки не более 0.2 мм за один проход, ТО через каждые 50 часов работы положительно сказывается на состоянии оборудования. Вплоть до того, что рабочий ресурс может превысить заявленные производителем 3 года. Личный «краш-тест» с увеличением нагрузки сверх рекомендованной, привел к отключению двигателя. Так электронная система защиты предотвращает чрезмерный износ пластиковых шестерёнок и выгорание обмоток электромотора.
| Характеристика | Значение |
|---|---|
| Допустимый диаметр обрабатываемой заготовки над станиной, мм | 180 |
| Расстояние между центрами, мм | 350 |
| Диаметр сквозного отверстия шпинделя, мм | 20 |
| Частота оборотов, об/мин | 0 — 2500 |
| Вес, кг | 40 |
| Особенности базовой комплектации |
|
| Родина бренда/страна производитель | Россия/ Китай |
На следующем видео автор рассказывает о впечатлениях работы на этом станке. Так же поделился о своих небольших доработках, которые сделал за время владения агрегатом:
2. Кратон MML-01 – от 52 169 руб.
Очередная вариация увлекательного конструктора на тему ТВС российско-китайского производства. Станок получил известность за счёт коллекции резцов, набора шестерёнок для настройки автоподачи суппорта и ремонтопригодности. По мере сборки оборудования необходимо удалять с деталей консервирующий состав. Соблюдайте рекомендованную периодичность нанесения смазки и периодически проверяйте положение деталей привода. До первого запуска под нагрузкой имеет смысл разобрать корпус передней бабки и надёжно затянуть винт крепления вилки, меняющей положение шестерёнок первичного вала. Эта простая операция убережёт вас от серьёзных последствий, вызванных попаданием выкрутившейся мелочёвки в жерла работающего механизма. Косяк этого ТВС — пластиковые шестерни, которые ломаются при неаккуратной эксплуатации. Проблема решается заменой на чугунные.
| Характеристика | Значение |
|---|---|
| Допустимый диаметр обрабатываемой заготовки над станиной, мм | 180 |
| Расстояние между центрами, мм | 300 |
| Диаметр сквозного отверстия шпинделя, мм | 16 |
| Частота оборотов, об/мин | 50 — 2500 |
| Вес, кг | 38 |
| Особенности базовой комплектации |
|
| Разработка/ производство | Россия/ Китай |
Привожу видео — отзыв владельца этого аппарата после месяца эксплуатации. Автор поделился полезными мелкими доработками:
3. Корвет 402 – от 77 529 руб.
Несмотря на некоторое сходство тактико-технических характеристик, воронежский Энкор выделяется на фоне других лёгких ТВС, произведённых в КНР. О чем честно сообщается пользователю на первой странице инструкции. Среди прочих отличий я отмечу удлинённую базу и качественные комплектующие. Благодаря чему рекомендованная глубина съёма стружки составляет 0.2 мм, максимальная 0.3 мм. Ни у одного станка, из числа ближайших аналогов, нет такой возможности. Увеличенные габариты рабочей зоны и настоящие 0.75 кВт однофазного двигателя, в полной мере покрывают потребности домашнего мастера. Большой вес снижает вибрацию и увеличивает устойчивость настольного станка.
| Характеристика | Значение |
|---|---|
| Допустимый диаметр обрабатываемой заготовки над станиной, мм | 220 |
| Расстояние между центрами, мм | 500 |
| Диаметр сквозного отверстия шпинделя, мм | 20 |
| Частота оборотов, об/мин | 100, 250, 350, 500, 900, 1800 |
| Вес, кг | 105 |
| Особенности базовой комплектации |
|
| Разработка/ производство | Россия/ Китай |
Вот обзор этого станка. Приводятся ТТХ агрегата, продемонстрирован его функционал:
https://youtube.com/watch?v=7Ltp3drNlyg
Дистанционные курсы для педагогов
663 курса от 690 рублей
Выбрать курс со скидкой
Выдаём документы установленного образца!
Учителя о ЕГЭ: секреты успешной подготовки
Время чтения: 11 минут
В приграничных пунктах Брянской области на день приостановили занятия в школах
Время чтения: 0 минут
РДШ организовало сбор гуманитарной помощи для детей из ДНР
Время чтения: 1 минута
В Белгородской области отменяют занятия в школах и детсадах на границе с Украиной
Время чтения: 0 минут
Курские власти перевели на дистант школьников в районах на границе с Украиной
Время чтения: 1 минута
В Курганской области дистанционный режим для школьников продлили до конца февраля
Время чтения: 1 минута
Минобрнауки создаст для вузов рекомендации по поддержке молодых семей
Время чтения: 1 минута
Подарочные сертификаты
Ответственность за разрешение любых спорных моментов, касающихся самих материалов и их содержания, берут на себя пользователи, разместившие материал на сайте. Однако администрация сайта готова оказать всяческую поддержку в решении любых вопросов, связанных с работой и содержанием сайта. Если Вы заметили, что на данном сайте незаконно используются материалы, сообщите об этом администрации сайта через форму обратной связи.








Все материалы, размещенные на сайте, созданы авторами сайта либо размещены пользователями сайта и представлены на сайте исключительно для ознакомления. Авторские права на материалы принадлежат их законным авторам. Частичное или полное копирование материалов сайта без письменного разрешения администрации сайта запрещено! Мнение администрации может не совпадать с точкой зрения авторов.
Основные конструктивные особенности
Универсальный токарно-винторезный станок состоит из основных конструктивных узлов, которые являются типовыми элементами. К ним относятся:
- суппорт;
- станина;
- упорная и шпиндельная бабки;
- электрическое оборудование;
- ходовой вал;
- гитары шестерен;
- коробка, которая обеспечивает выбор и смену подач;
- ходовой винт – именно эта деталь отличает токарно-винторезный от стандартного токарного станка.
В зависимости от некоторых особенностей может различаться точность станка. Поэтому универсальное оборудование может быть как класса точности Н, так и повышенного – П.
Передние и задние бабки
У передней или шпиндельной бабки есть основная роль – фиксировать заготовку в обработке и передавать вращение заготовке от электрического двигателя.
Внутри корпусной части бабки расположен шпиндель. На корпусе станка снаружи монтируется рукоятка регулировки скорости. Задняя бабка или упорная необходима для фиксации заготовки.
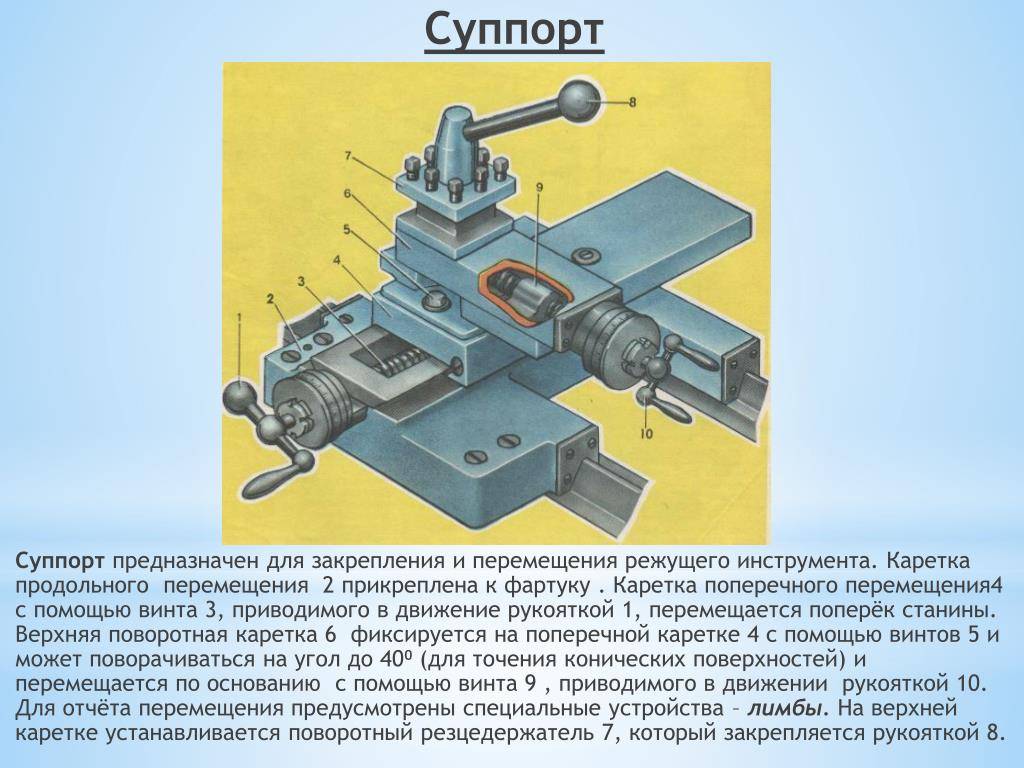
Суппорт
Суппорт предназначен для того, чтобы перемещать резцедержатель с резцом в продольном, поперечном направлении по отношению к оси станка. Нижняя часть суппорта именуется салазками или кареткой.
Спустя определенное время работы станка суппорт будет нуждаться в регулировке, поскольку, в противном случае снизится скорость обработки. Регулировка от зазоров заключается в подтягивании клиновой планки.
По сравнению с другими деталями суппорт имеет большие размеры. Выбор резцедержателя определяется классом станка. Для крупногабаритного оборудования обязательно закреплять резцы дополнительно четырьмя винтами.
Коробка скоростей
Это основная часть привода шпинделя. Она осуществляет передачу энергии двигателя остальным частям станка. Еще одна функция – изменение частоты вращения шпинделя и скорости работы всего станка.
Коробка встраивается в корпус бабки шпинделя или в отдельном корпусном блоке. Изменение скорости может происходить бесступенчатым или ступенчатым способом. В стандартную коробку передач входят следующие составляющие:
- система зубчатых передач;
- клиноременная передача;
- реверсивный электродвигатель;
- электромагнитная муфта с системой торможения;
- рукоять для переключения скоростей.
Работает коробка скоростей за счет шестерен.
Шпиндель
Это основная часть станка, которая сделана в виде вала с конусным отверстием для закрепления заготовок. Чтобы деталь имела высокую прочность и долговечность, ее изготавливают из высокопрочной стали.
В классическом варианте шпиндель сделан на высокоточных подшипниках качения. На опоре детали установлено специальное кольцо, которое обеспечивает точность работы станка.
На торце конструкции расположено коническое отверстие. Полость шпинделю необходима, чтобы установить пруток, помогающий при необходимости выбивать центр из посадочного места.
Непосредственно прочность и долговечность шпинделя зависит от имеющихся там подшипников.
Станина
Это основная часть станка, которая выполнена с помощью чугунного литья. К ней прикреплены все наиболее важные детали и элементы данной конструкции.
Сама станина состоит из двух стальных балок. Балки, в свою очередь, соединены между собой ребрами жесткости. У каждой из балок – соединение к двум направляющим.
Направляющие с обоих сторон относятся к призматической группе. Направляющая плоской формы расположена внутри с левой стороны.
Нарезание резьбы
Нарезать резьбу при помощи токарно-винторезного станка можно несколькими способами. Для этого используется плашка, метчик, резец и другие виды инструмента.
С их помощью есть возможность нарезать внутреннюю и внешнюю резьбу
При использовании резца важно соблюдать полностью технологию. Она включает:
- правильную заточку резца;
- аккуратную настройку режимов работы станка;
- при помощи шаблона правильная установка резца по центру детали;
- замер полученных размеров калибрами или шаблонами.
В такой работе недопустим брак в виде заострений, рваных нитей, задир и дробления.
Электрический блок управления
В стандартный блок управления токарно-винторезным станком входит сразу несколько рукояток и кнопок:
- рукоятка для настройки количества оборотов;
- система управления для установки параметров резцовой поверхности;
- рукоятки для управления суппортом.
Станок с ЧСПУ обладает более сложным устройством, но при этом может работать без участия оператора на промежуточных этапах.
Фартук
В фартуке токарно-винторезного станка расположены механизмы, которые преобразуют вращательное движение ходового винта и ходового вала в поступательное движение суппорта.
Инструкция по первому запуску и эксплуатации
Монтаж и установку станка ТВ-4 должны выполнять строго профессионалы. Перед первым запуском обязательно ознакомиться с инструкцией по эксплуатации, а также с техникой безопасности.
Для монтажа оборудования необходимо обустроить фундамент не меньше 10 см. Оптимальный вариант – бруски или бетонная конструкция.
Механизм не снабжен регулировкой уровня, а потому при монтаже важно отрегулировать перепады высоты. Лучше всего, если станок будет установлен на регулируемые опоры. Есть несколько нюансов работы, которые обязательно учитывать:
Есть несколько нюансов работы, которые обязательно учитывать:
В качестве подготовки к рабочему процессу необходимо очистить механизм от антикоррозийной жидкости и заполнить емкость смазкой для коробки передач
Важно, чтобы был настроен заземляющий контур. Перед началом работы все рукояти должны быть расположены в исходном положении
Только после этого разрешено проводить стартовую настройку станка
Заготовку детали следует прочно зафиксировать между шпиндельной и упорной бабкой. На следующем этапе следует выставить нужный резец. После окончания рабочего процесса необходимо удалить стружку и металлическую пыль, которая собралась на станке после работы. Затем проверить нормальную работоспособность всех главных конструктивных деталей, чтобы в случае поломки вовремя ее обнаружить. Каждый раз перед запуском обязательно проверять уровень масла.









Станки ТВ-4 отличаются надежностью. Поэтому при правильной эксплуатации срок их службы практически неограничен
Важно только изначально его правильно монтировать
Фартук
Фартук необходим для подачи суппорта от ходового валика (винта) механическим или ручным способом. Если необходимо выполнить подачу вручную, следует вращать маховик, который расположен на валу-шестерне. Последний смыкается с шестерней, которая находится на валике реечного зубчатого колеса.
Червяк, соединенный при помощи скользящей шпонки с валиком, обеспечивает механическую подачу. Он передает движение на червячную шестерню. От нее по следующему зубчатому колесу и кулачковой муфте движение передается реечной шестерне. Кулачковая муфта соединена с рукоятью, поворот которой приводит к механической подаче.