

Основные функции элементов
Токарный станок в базовой комплектации состоит из станины (основы) и ее направляющих, главного привода (двигателя), суппорта и фартука, передней и задней бабки, поддона, коробки подач.
Особенности бабок
Передняя бабка необходима для надежного закрепления детали, а также подачи крутящего момента на заготовку. Удержание детали осуществляется в патроне при помощи зажима специальным ключом. Этот элемент расположен в левой части станины и имеет шестерни, придающие вращательную функцию. Также они способны изменять скоростной режим благодаря трем переключателям, расположенным на лицевой части бабки.
Задняя бабка токарно-винторезного станка работает одновременно с передней, однако располагается с правой стороны от основы. Этот элемент обладает теми же функциями, однако в ней отсутствуют сложные механизмы из шестерней и прочего. При этом она может передвигаться по направляющим станины в осевом направлении.
Задняя бабка обеспечивает надежное удержание заготовки именно в вертикальном положении. Если ее убрать из комплектации, заготовка будет испытывать прецессию при вращении, что гарантирует ее неустойчивость. Стоит отметить, что для сверлильных работ бабка является элементом подачи детали на сверло.
Устройство станины и коробки подач
Для токарного станка модели ТВ-6, как и для любых токарно-фрезерных или винторезных агрегатов, станина служит несущей частью или основанием для всех основных элементов механизма. Однако она должна соответствовать определенным параметрам. Ее размеры достаточно компактные, а максимальный вес, который она способна выдержать составляет 600 кг, при этом масса самого станка всего 300 кг.
Функции суппорта и его фартука
Фартук суппорта является одним из основных механизмов токарного станка. С его помощью обеспечивается подача режущего инструмента. В его основе лежит элемент, который передвигается перпендикулярно оси обрабатываемой заготовки. Дополнительно на нем установлены суппорт и рукоятки управления движением фартука. На практике работа заключается в следующем:
- при помощи рычагов на фартуке происходит подача резца к телу болванки;
- фартук передвигается параллельно оси заготовки по направляющим станины, осуществляя снятие необходимого слоя материала.
Суппорт в токарно-винторезном станке ТВ-6 является своего рода держателем резца и позволяет подавать режущую кромку перпендикулярно к центру детали. Стоит отметить, что этот элемент работает непрерывно на протяжении всего процесса токарных работ. Если суппорт находится в неисправном состоянии, то это существенно снижает качество обработки. Чтобы продлить его срок службы необходимо все болты туго зажать, исключая возникновение вибрации.
Необходимость направляющих, двигателя и поддона
Полозья станины представляют собой рельсы, по которым передвигается суппортный механизм и задняя бабка токарного станка типа ТВ6. При этом, чем они ровнее, тем выше качество работы. Стоит отметить, что на протяжении всего времени эксплуатации этого оборудования не было замечено случаев неисправности направляющих, так как они обладают большим эксплуатационным сроком.
Поддон выглядит как столешница, которая располагается между станиной и основными элементами станка. Он играет роль сборщика смазочных материалов, которые попадают в него в процессе работы. Электродвигатель расположен между станиной и поддоном и является главным элементом, приводящим в движение все механизмы при помощи ременной передачи.
Чтобы работа осуществлялась максимально качественно, необходимо следить за исправностью всех механизмов. Своевременно проводить смазку составные детали и чистку токарного станка. Также нужно соблюдать правила эксплуатации электрических приборов.
Конструктивные узлы станка и их характеристики
Используется классическая схема сборки. Управление функциональным резаком проводится механически образом или вручную. Приведение в работу и остановка осуществляются при помощи специальной кнопки.

Станина станка
Станина является необходимым соединительным элементом токарного станка. Благодаря ней все узлы надежно крепится друг к другу и совместно могут выполнять работу. При этом передняя часть станины является механизмом передвижения каретки, а задняя необходима для работы задней бабки. На лицевой стороне установлена рейка и ходовой винт. Сама же форма станины коробчатая, направляющих две. Станина держится в неизменном положении на двух тумбах, которые обеспечивают безопасность использования станка ТВ 3.

Передняя бабка
У передней бабки есть два основных свойства. Первое заключается в том, что она поддерживает и не дает выпасть из агрегата детали, которая в данный момент обрабатывается. Второе же предназначение — это придание элементу вращательного движения, благодаря чему возможна обработка. В ТВ 3 передняя бабка выполняет функции коробки передачи скоростей. Передача движения происходит по алгоритму:
- индивидуальный электроноситель;
- шпиндель;
- первый вал;
- закрепленная на первом валу шестерня;
- второй вал;
- несколько видов шестеренок на втором валу;
- третий вал;
- несколько шестеренок на третьем валу.

Последний блок шестерен сцепляется с блоками вторых и предает им движение. В результате блоки передаются на шпиндель основного станка, который и проводит обработку элемента. При этом происходит это при помощи шайбы, которая установлена на резьбе устройства.
Момент вращения передается несколько раз и достигает необходимого размера и мощности
При этом важное значение имеет позиционирование и установка шестерней на нескольких валах, так как они определяют то, какая мощность подается. Передаточное отношение определяется, каково будет число оборотов
Передаточный механизм
Механизм необходим для поступления момента вращения от коробки скоростей к передачам. Скорость суппорта, шаг меняется в зависимости от установки позиции шестерней. Передаточный механизм включает в себя кронштейн с первым валиком из трех шестерней (72 зубьев), вторым из четырех (42 зубьев). Второй вал сцеплен со следующей шестерней (70 зубьев), а первый с коробкой скоростей. Есть формула, определяющая размер передаточного отношения: i = 24/72 * 42/70 = 1/5.
Количество передаточного отношения остается постоянным, так как в токарном станке ТВ 3 нет возможности устанавливать иные по своим техническим характеристикам и количеству зубьев шестерни. Работа механизма опасна, ученик защищен слоем железа, который устанавливается в виде кожуха.

Коробка подач
Коробка получает момент движения из передаточного механизма. При этом есть возможность становить подачу суппорта от 0,4 до 0,6, а резьбу с шагом от 0,6 до 1 мм.
В зависимости от передвижения шестерни меняется ход валика. Если рычаг помещается влево, то цепляется муфта — движение будет у ходового винта.
Коробка передач защищена от постороннего воздействия. В механизм можно заливать масло, когда в этом есть необходимость, через специальные отверстия. Коробка плотно крепится к станине.

Суппорт
Суппорт позволяет крепить и перемещать резец в зависимости от размеров, диаметра и формы обрабатываемого изделия. Суппорт на токарном станке ТВ 3 имеет четыре каретки, которые приводят соответствующие гайки и винты в работу. Суппорт является деталью, которая часто изнашивается из-за появления зазора между каретками. Если возникают проблемы, то регуляция производится специальными планками.
Фартук
Фартук предназначен для регуляции подачи. Посредством него регулируется, происходит работа при помощи ходового винта, валика, ручным способом или механизировано. Ручная и механическая подача осуществляется разными методиками. Первая при помощи маховика на втором валу, а вторая благодаря скользящей шпонке.

Задняя бабка
Эта деталь необходима для удержания в ровном положения другого конца обрабатываемого элемента. Установка производится в пиноль конусной формы. Для установки в правильном положении используются винты, гайка и зажимы, расположенные около механизма. Задняя бабка изменяет свое положение в зависимости от того, каким образом происходит обработка детали на токарном станке.

Технические характеристики
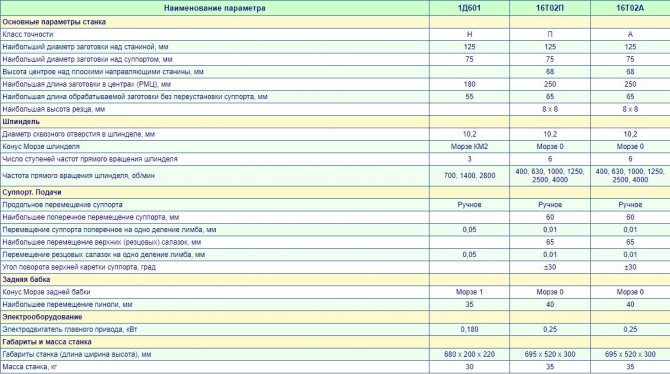
Настольные токарные станки 16Т02П имеют несколько конструктивных особенностей, которые и определяют нюансы технических характеристик.
Общие параметры
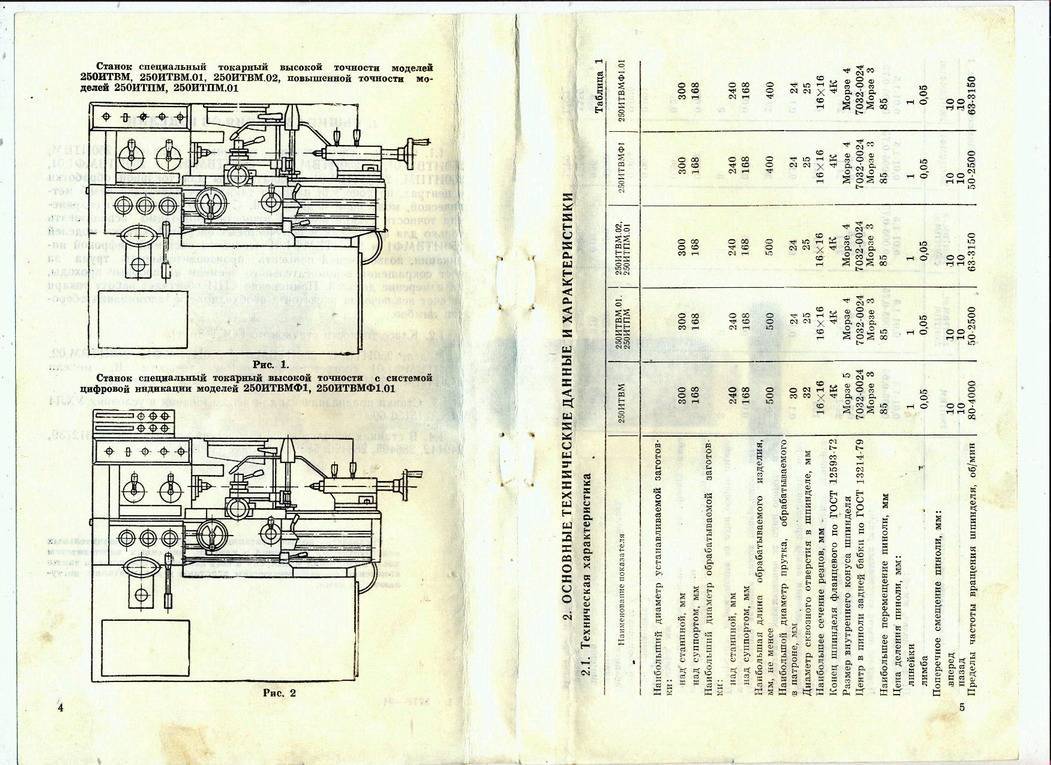
Основные технические характеристики рассматриваемого оборудования с классом точности П:
- размер обрабатываемой заготовки над станиной – 12.5 см;
- над суппортом – 5 см;
- длина заготовки в центрах – 250 мм;
- высота центров над плоскими управляющими станины – 68 мм.
Есть также определенные отличия для отдельных элементов конструкции, которые и определяют более высокую точность и другие преимущества оборудования.
Шпиндель
Шпиндель расположен в корпусе передней бабки и крепится на трех шарикоподшипниках. В передней опоре установлены радиально-упорные подшипники. Технические характеристики шпинделя:
- ступени частот прямого вращения – 6;
- частота прямого вращения – 400-4000 об/мин;
- диаметр сквозного отверстия – 10.2 мм.

На корпусе бабки имеются два специальных глазка за наблюдением, за уровнем масла и наполнением маслом канавок подшипников.
Суппорт и подачи
Продольное перемещение суппорта осуществляется вручную. Для суппорта следующие технические характеристики:
- максимальное поперечное перемещение суппорта – 60 мм;
- на одно деление поперечное перемещение суппорта – 0.01 мм;
- верхние резцовые салазки перемещаются на 65 мм;
- верхняя каретка поворачивается в диапазоне +- 30°.

Суппорт в станке крестовой с возможностью продольного и поперечного перемещения салазок. Оба вида перемещения выполняются вручную.









Крепится на станине при помощи эксцентрикового зажима. Максимальное перемещение пиноли у задней бабки – 4 см.

Электрооборудование
Станок оснащен электродвигателем главного привода, с мощностью 0.25 кВт. Основные характеристики электрооборудования:
- мощность сети – 380 В;
- потребляемая мощность – 11 кВт;
- мощность сети управления – 110 В;
- частота – 50Грц.
Пуск электродвигателя осуществляется нажатием кнопки. Для ограничения холостого хода имеется реле времени, для защиты электродвигателя от перегрузки в схеме имеется тепловое реле.
Габариты и масса
Настольный станок по сравнению с аналогами имеет небольшую массу. Это создает удобства для маленьких цехов и частных мастерских, в том числе часовых. Общая масса оборудования по паспорту – 35 кг. При этом габариты, агрегата следующие:
- длина – 5 см;
- ширина – 52 см;
- высота – 30 см.
Это позволяет разместить станок на ограниченном пространстве.
Старые советские модели станков по дереву и металлу
Советское оборудование все еще эксплуатируется на производстве. Некоторые принципиально предпочитают оборудовать домашние мастерские агрегатами из СССР.
Важно! На советское оборудование иногда проблемно найти оснастку или комплектующие в случае поломки
Токарно-винторезный станок ТВ-6
Появился на рынке в 80-х годах. Применяется в основном для обучения будущих токарей в мастерских и учебных центрах. Позволяет выполнять базовые операции.
Характеристики:
- Диаметр шпинделя — 12 мм.
- Частота вращения шпинделя — 130-170 об./мин.
- Расстояние между центрами — 350 мм.
- Максимальная длина обработки — 300 мм.

Токарные станки Универсал 2 и Универсал 3
Настольные станки (токарный станок универсал 2 и токарный станок универсал 3)для изготовления мелких деталей . Возможно выполнение большинства токарных работ. Максимальный диаметр и длина заготовки — 12,5 см и 18 см.

Токарный станок ТШ-3
Токарный станок ТШ-3 выполняет функцию точильного и шлифовального агрегата. Пригоден к эксплуатации в домашней мастерской и промышленных целях. Кроме классических токарных работ, агрегат пригоден для финишной шлифовки изделий и заточки режущих, а также слесарных инструментов.

1Е61М, 1Е61ПМ, 1Е61ВМ токарно-винторезные станки
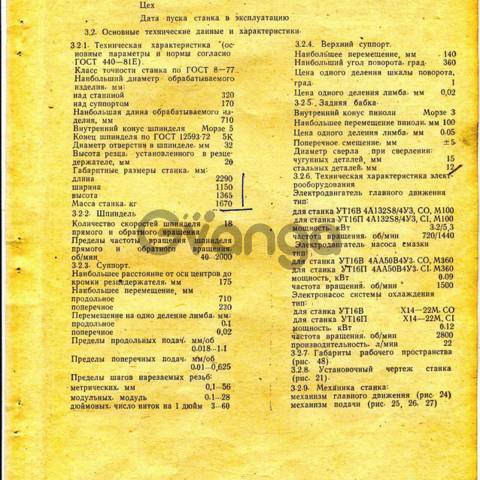
Относятся к специальным станкам, обеспечивающим более высокую точность обработки. Все три модификации относятся к токарно-винторезной группе с высотой над центрами 175 мм.
Диаметр обрабатываемого прутка не превышает 32 мм. Максимальное расстояние перемещения суппорта составляет 200 мм.

Токарно-винторезный станок 1М63Н
Многофункциональный агрегат, предназначенный для выполнения всех типов токарных операций. Данная модель позволяет также работать с коническими поверхностями и нарезать многозаходные резьбы.
Буква Н в маркировке говорит о способности получить размеры нормальной точности. Возможна установка дополнительной оснастки при работе с крупногабаритными заготовками.

Токарно-револьверный станок 1341
Токарно-револьверный станок позволяет выполнять обработку с использованием нескольких инструментов одновременно. Доступные операции:
- Обработка наружных и внутренних поверхностей.
- Нарезка резьбы.
- Сверловка, зенкование, развертывание.
- Работа с фасонными поверхностями.

Обработка выполняется в автоматическом и полуавтоматическом режиме. Возможно изготовление деталей из прутка и штучных заготовок.
Токарно-винторезный станок 1Н65
Усовершенствованная модификация агрегата 1М65. Возможна обработка цилиндрических и конических деталей, а также сложных фасонных поверхностей.
Технические характеристики:
- Высота центра над станиной и суппортом — 500 и 325 мм.
- Диаметр шпинделя — 128 мм.
- Максимальный вес заготовки — 5 т.
- Максимальный диаметр заготовки в кулачках — 870 мм.

Токарно-винторезный станок 1М63
Разработан в 50-х годах для обработки заготовок из разного металла. По тем временам это был агрегат с уникальными характеристиками, и его закупали крупные промышленные предприятия. Он обеспечивал высокое качество и точность обработки при точении изделий любой сложности.

Станок токарно-винторезный 1А616
Агрегат выпущен в 50-х годах прошлого века. В ту эпоху технические характеристики были одними из лучших. На многих предприятиях станок успешно используется по сей день.
Оборудование предназначено для широкого спектра работ с небольшими заготовками. Буква А говорит про особо высокую точность обработки. Возможно нарезание модульной, дюймовой, питчевой резьбы без перестройки кинематики.

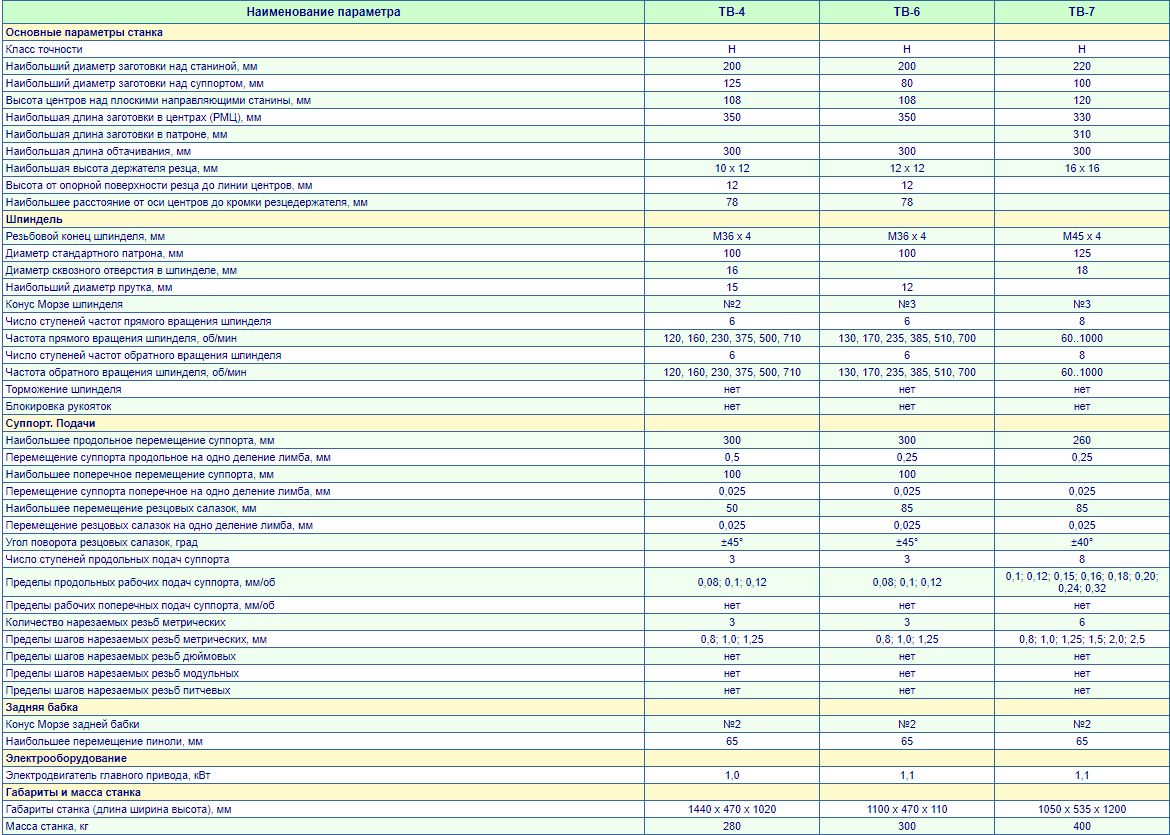
Токарный школьный станок ТВ-4
Разрабатывался для обучения токарному делу в школьных мастерских и учебных центрах. Универсальный станок, пригодный для выполнения базовых токарных операций. Имеет небольшой вес и габариты, из-за чего пользуется популярностью в домашних мастерских.

Токарный станок по металлу Школьник ТВ-7
Станок с ручным управлением, предназначен для обработки заготовок 100-300 мм. Поддерживает четыре скоростных режима. Позволяет выполнять базовые операции — наружное точение, расточка, нарезка метрической резьбы, обработка торца, сверление отверстий. Назначение — практическое обучение будущих токарей.
Настольный токарный станок по металлу ТВ-16
Станок с малыми габаритами для выполнения операций средней сложности. Доступно сверление отверстий, нарезка резьбы, наружное точение, расточка.
Параметры:
- Расстояние между центрами — 250 мм.
- Максимальный диаметр заготовки над станиной — 160 мм.
- Диаметр отверстия шпинделя — 18 мм.
- Мощность — 0,4-0,5 кВт.

Оглавление
фото:токарный станок ТВ 6
Токарный станок ТВ 6 предназначен для обучения школьников и студентов основам токарного дела, изготовлению простых деталей в условиях единичного производства.
ТВ 6, как токарный станок ТВ 4 и токарный станок ТВ 16 позволяет выполнять следующие токарные операции:
- Наружное и внутреннее точение цилиндрических и конических поверхностей
- Нарезание резьбы, как резцом, так и метчиком
- Сверление и рассверливание отверстий
- Торцевание и отрезку деталей и т.д.
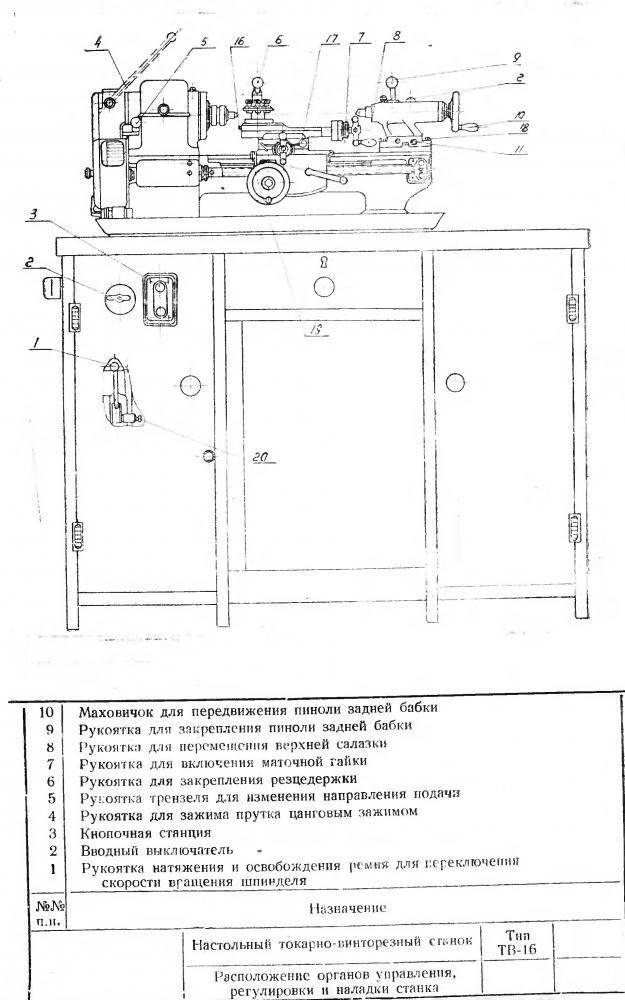
Органы управления токарного станка ТВ 6
- Ручка установки частоты вращения шпиндельной бабки;
- Ручка установки частоты вращения шпиндельной бабки;
- Ручка изменения направления подачи;
- Ручка установки подачи и шага нарезаемой резьбы;
- Ручка включения ходового валика и винта;
- Ручное перемещение продольной каретки;
- Включение реечной шестерни;
- Включение продольной механической подачи;
- Включение гайки ходового винта;
- Ручное перемещение поперечных салазок;
- Ручное перемещение верхних салазок;
- Крепление резцовой головки;
- Крепление пиноли задней бабки;
- Перемещение пиноли задней бабки;
- Фиксация задней бабки к направляющим станины;
- Местное освещение;
- Включение сети;
- Блок управления
фото:органы управления токарного станка
Устройство токарного станка ТВ 6
- Передняя бабка;
- Гитара сменных зубчатых колес;
- Коробка подач;
- Фартук;
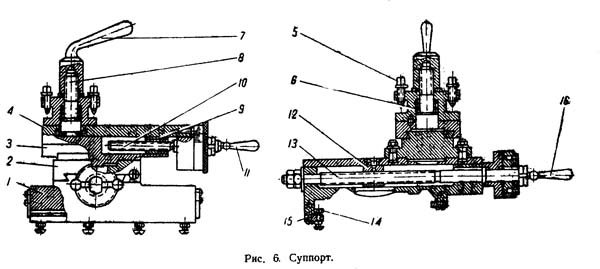
- Суппорт;
- Задняя бабка;
- Станина;
- Электрооборудование;
- Задняя тумба;
- Передняя тумба;
- Защитный кожух
фото:устройство токарного станка
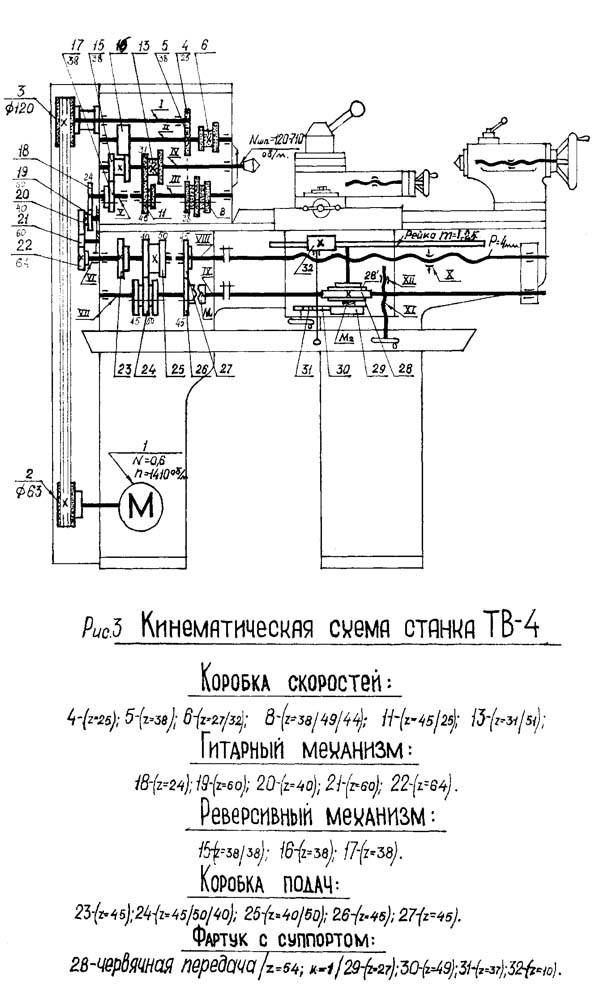
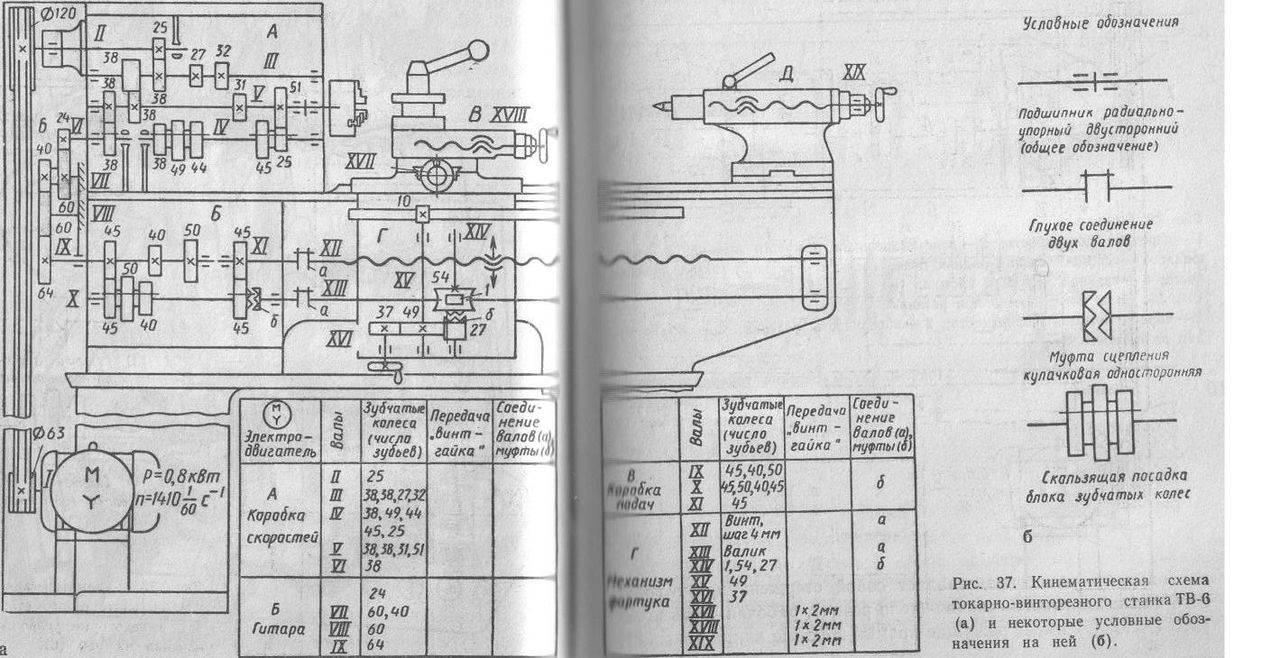
фото:кинематическая схема токарного станка
фото:электрическая схема токарного станка
Передняя бабка токарного станка ТВ 6
Передняя бабка предназначена для поддержания обрабатываемой заготовки и передачи ей вращательного движения. В токарном станке ТВ 6 передняя бабка является и коробкой скоростей и имеет шесть ступеней скоростей.






Монтаж передней бабки осуществляется по линии центров в горизонтальной плоскости при помощи двух установочных винтов. Шпиндель передней бабки установлен на двух упорных подшипниках 9 и радиальном подшипнике 19.
Вращательное движение передается от электродвигателя через ременную передачу на ведущий вал коробки скоростей. Внутри коробки, движение передается через вал 2 и неподвижное зубчатое колесо 3 на вал 4 с неподвижными шестернями 12, 6 и блоком шестерен 5.
Блок шестерня 5 принимает участие только при реверсе подачи.
Вращение заготовки, закрепленной в трехкулачковом патроне или планшайбы, передается от шпинделя. При обработке заготовки в центрах, в шпиндель вставляется неподвижный центр.
В коробке скоростей установлено устройство для изменения направления суппорта. Это осуществляется перемещением зубчатого колеса 15 в левое или правое положение при помощи рукоятки 3.
В левом положении зубчатого колеса 15 выполняется прямое вращение от блока шестерен 16. В правом положении колеса 15 выполняется обратное вращение при помощи паразитной шестерни 6.
фото:передняя бабка токарного станка
Гитара сменных зубчатых колес токарного станка ТВ 6
Гитара – передаточный механизм, служащий для передачи вращательного движения от шпинделя коробки скоростей к коробке подач.
Гитара состоит из кронштейна 1 и шестерен 2,4,7.
фото:гитара токарного станка
Коробка подач школьного токарного станка ТВ 6
Вращательное движение на коробку подач передается от коробки скоростей через передаточный механизм.
Поворачивая рукоятку 4 в трех положениях, блок-шестерен 6 перемещается по шлицам вала 5 и поочередно входит в зубчатое зацепление зубчатыми колесами 2,3,4. Что дает возможность нарезать метрическую резьбу с шагом 0,8; 1; 1,25 мм и продольную подачу суппорта 0,08; 0,1; 0,12 мм/об.
Рукояткой 5 осуществляется включение ходового винта и валика.
Смазка трущихся поверхностей и шестерен осуществляется фитилями.
фото:коробка подач токарного станка
Фартук настольного токарного станка ТВ 6
Фартук предназначен для механической продольной подачи суппорта от ходового валика, винта и ручной продольной подачи.
Маховиком 1 осуществляется ручная подача. Маховик сидит на валу 4, на котором установлено зубчатое колесе 11, входящее в зацепление с шестерней 3. Шестерня 3 сидит на валике реечной шестерни 2.Реечная шестерня, в свою очередь, входит в зацепление с зубчатой рейкой.
Механическая подача осуществляется червяком 5, установленном на ходовом валике 10 при помощи шпоночного соединения. Червяк входит в зацепление с червячной шестерней 13 и далее через муфту передается на реечную шестерню.
фото:фартук токарного станка
Информация о производителе
Ростовский завод был основан в далеком 1956 году. На сегодняшний день он входит в группу промышленных компаний КомТех, которая известна в сфере производства станков на протяжении последних нескольких лет. Продукция данного производителя хорошо известна на территории России и других стран СНГ, появившиеся ТВ-4 и ТВ-6 получили широкое применение и популярность практически сразу после поступления в продажу
Компания при проектировании своего оборудования уделяет особое внимание экономичности и достижению низкого уровня эксплуатационных расходов, что позволяет снизить себестоимость изделий и повысить эффективность труда. ТВ-9 отличается от своих аналогов показателем межцентрового расстояния. При изготовлении его основных узлов используются самые различные металлы
Примером можно назвать применение нержавеющей стали при создании корпуса некоторых агрегатов, чугуна при изготовлении станины. Для снижения показателя износа трущихся элементов они изготавливаются из конструкционной стали с повышенной износоустойчивостью, в область трения подается масло
При изготовлении его основных узлов используются самые различные металлы. Примером можно назвать применение нержавеющей стали при создании корпуса некоторых агрегатов, чугуна при изготовлении станины. Для снижения показателя износа трущихся элементов они изготавливаются из конструкционной стали с повышенной износоустойчивостью, в область трения подается масло.
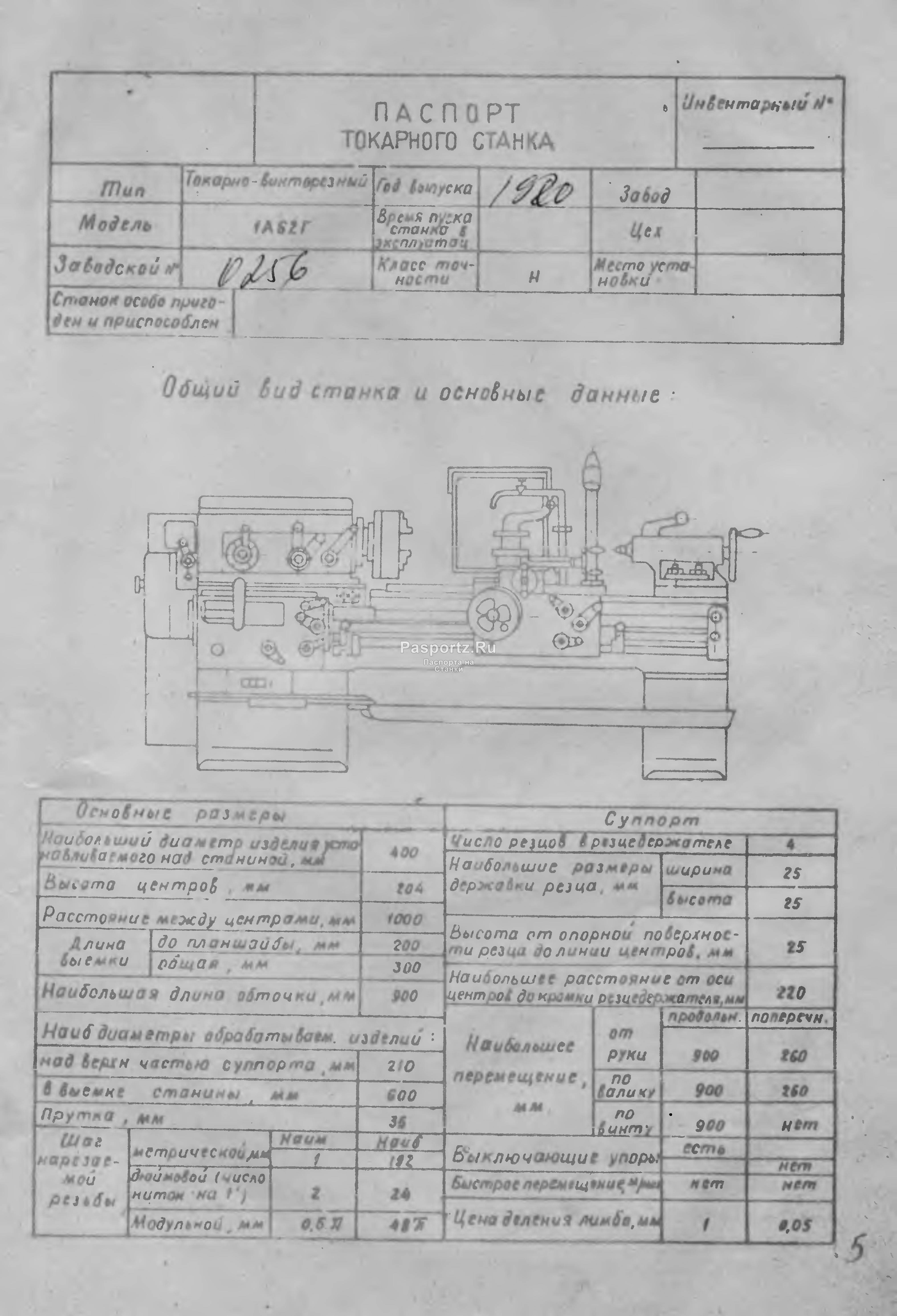
Технические характеристики
Мощность электродвигателя токарного станка ТВ-4 составляет 0.6 КВТ. При этом полный его вес составляет 280 кг, что позволяет ему легко располагаться в бытовых условиях.
Основные параметры
К основным параметрам токарного станка ТВ-4 относятся:
- расстояние между центрами – 35 см;
- наибольшая длина обтачивания – 30 см;
- максимальный диаметр заготовки, обрабатываемой над верхней частью суппорта – 125 мм;
- диаметр, обрабатываемый над станиной – 20 см.
Узлы в токарном станке ТВ-4 классические, с определенными техническими характеристиками, которые позволяют выполнять все токарные работы, характерные для этого вида оборудования.
Шпиндель
Располагается в передней, шпиндельной бабке и его основная функция – вращать рабочую заготовку посредством трехкулачкового патрона. От приемного шкива получает 6 цифр оборотов. Максимум – 710 об/мин.
Наибольший диаметр обрабатываемого прутка на шпинделе – 15 мм. Конец шпинделя резьбовой – М36х4.
Суппорт и подачи
Предназначен для перемещения режущего инструмента. Имеет 4 каретки:
- Первая — перемещается по направлению станины.
- Вторая – перемещается по поперечным направляющим первой каретки, перемещает режущий инструмент в поперечном направлении.
- Третья – от среднего положения в обе стороны поворачивается на 45 градусов.
- Четвертая – несет резцедержатель и перемещается в продольном направлении по третьей каретке.
Резцовые салазки по техническим характеристикам предполагают смещение на 5 см.

Задняя бабка
Ее еще называют упорной бабкой. Это конструктивная деталь токарного станка ТВ-4, главная функция которой – поддержка с помощью центра второго конца заготовки. Она фиксирует будущую деталь.
Расположена на основании, которое равномерно перемещается по направляющим станины. В упорной бабке расположена пиноль, передвигающаяся в продольном направлении. Ее движение осуществляется маховиком.

Электрооборудование
Привод осуществляется от асинхронного электродвигателя ~220В. Через клиномерные передачи и одноступенчатый шкив движение передаётся ходовому валу, коробки скоростей.
Также к электрическому оборудованию относится электрический щит, трансформатор, плавкие вставки. Щиток электрооборудования и магнитный пускатель расположены в правой тумбе, а сам электродвигатель с кнопочной станцией – в левой.
Общие размеры (габариты) и вес
Токарный станок ТВ-4 относится к легкому классу оборудования. Его параметры в мм 1100х470х1020. Класс по точности обработки Н, что позволяет допускать погрешность не больше 10 мкм. Благодаря своим комфортным размером подходит даже для установки в квартире или на балконе. Поэтому станок и пользуется популярностью у бытовых мастеров.
Основные технические характеристики токарного станка 1Е61
| Наименование параметра | 1Е61 | 1Е61М | 1Е61МТ | 1Е61ПМ | УТ61ПМ |
| Основные параметры станка | |||||
| Класс точности по ГОСТ 8-82 | П | П | П | П | П |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 320 | 320 | 320 | 320 | 320 |
| Высота центров, мм | 170 | 170 | 170 | 175 | 175 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 188 | 188 | 188 | 170 | 170 |
| Наибольшая длина устанавливаемой детали РМЦ, мм | 750 | 710 | 710 | 710 | 750 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 192 | 185 | 185 | 175 | 175 |
| Расстояние от оси шпинделя до направляющих станины (высота центров), мм | 170 | 170 | 170 | 175 | 175 |
| Шпиндель | |||||
| Диаметр отверстия в шпинделе, мм | 32,5 | 32,5 | 32,5 | 30 | 32 |
| Диаметр прутка проходящего через отверстие в шпинделе, мм | 32 | 32 | 32 | 25 | |
| Частота вращения шпинделя, об/мин | 33..1500 | 35..1600 | 35..1600 | 35,5..1800 | 40..2000 |
| Количество прямых и обратных скоростей шпинделя | 12 | 12 | 12 | 18 | 18 |
| Центр в шпинделе по ГОСТ 13214-67 | Морзе 5 | Морзе 5 | Морзе 5 | Морзе 5 | Морзе 5 |
| Конец шпинделя по ГОСТ 12595-72 | М86 х 6 | М86 х 6 | М86 х 6 | 5К | 5К |
| Торможение шпинделя | есть | есть | есть | есть | есть |
| Блокировка шпинделя | есть | есть | есть | есть | есть |
| Защита от перегрузок шпинделя | есть | есть | есть | есть | есть |
| Суппорт. Подачи | |||||
| Наибольшая длина хода суппорта (каретки) — продольное перемещение от руки, мм | 810 | 640 | 640 | 710 | 710 |
| Наибольшая длина хода суппорта (каретки) — продольное перемещение по валику, мм | 810 | 640 | 640 | 710 | 710 |
| Наибольшая длина хода суппорта (каретки) — продольное перемещение по винту, мм | 810 | 640 | 640 | 710 | 710 |
| Наибольшее поперечное перемещение суппорта от руки, мм | 250 | 200 | 200 | 230 | 230 |
| Наибольшее поперечное перемещение суппорта по валику, мм | 250 | 200 | 200 | 230 | 230 |
| Продольное перемещение суппорта на одно деление лимба, мм | 0,2 | 0,2 | 0,2 | 0,1 | 0,1 |
| Продольное перемещение суппорта на один оборот лимба, мм | 28 | 28 | 28 | 24 | |
| Поперечное перемещение суппорта на одно деление лимба, мм | 0,02 | 0,02 | 0,02 | 0,02 | 0,02 |
| Поперечное перемещение суппорта на один оборот лимба, мм | 6 | 3 | 3 | 5 | |
| Наибольшее перемещение верхнего суппорта (резцовых салазок), мм | 130 | 140 | 140 | 140 | 140 |
| Перемещение верхнего суппорта на одно деление лимба, мм | 0,02 | 0,02 | 0,02 | 0,02 | 0,02 |
| Перемещение верхнего суппорта на один оборот лимба, мм | 3 | 3 | 3 | 3 | 3 |
| Количество подач продольных/ поперечных суппорта | 21 | 21 | 40 | ||
| Пределы подач продольных, мм | 0,04..6 | 0,04..1,99 | 0,04..6 | 0,018..1,1 | 0,018..1,1 |
| Пределы подач поперечных, мм | 0,025..3,75 | 0,025..1,24 | 0,012..1,87 | 0,01..0,625 | 0,01..0,625 |
| Количество нарезаемых резьб метрических, мм | 22 | 22 | 35 | ||
| Количество нарезаемых резьб модульных, мм | 19 | 19 | 31 | ||
| Количество нарезаемых резьб дюймовых, мм | 15 | 15 | 26 | ||
| Пределы шагов метрических резьб нормальной точности, мм | 0,2..30 | 0,2..30 | 0,2..30 | 0,1..56 | 0,1..56 |
| Пределы шагов метрических резьб повышенной точности, мм | 0,35..12 | 0,35..12 | |||
| Пределы шагов модульных резьб нормальной точности, модуль | 1..7,5 | 1..7,5 | 1..7,5 | 0,1..28 | 0,1..28 |
| Пределы шагов модульных резьб повышенной точности, ниток/дюйм | 0,5..5 | 0,3..6 | |||
| Пределы шагов дюймовых резьб нормальной точности, ниток/дюйм | 1,2..30 | 4,0..30 | 4,0..30 | 3,0..30 | 3,0..60 |
| Пределы шагов дюймовых резьб повышенной точности, ниток/дюйм | 3..20 | 3..20 | |||
| Пределы шагов питчевых резьб нормальной точности, питчей | — | 8..60 | 8..60 | ||
| Пределы шагов питчевых резьб повышенной точности, ниток/дюйм | 5..20 | — | |||
| Скорость быстрых перемещений продольных/ поперечных, м/мин | нет | нет | нет | нет | нет |
| Высота резца, устанавливаемого в резцедержателе, мм | 20 х 20 | 20 х 20 | 20 х 20 | 20 х 20 | 20 х 20 |
| Выключающие упоры | есть | есть | есть | есть | есть |
| Задняя бабка | |||||
| Наибольшее перемещение пиноли, мм | 100 | 100 | 100 | 100 | 100 |
| Цена деления лимба задней бабки, мм | 1 | 1 | 0,05 | 0,05 | |
| Центр в пиноли по ГОСТ 12595-72 | Морзе 3 | Морзе 3 | Морзе 3 | Морзе 3 | Морзе 3 |
| Поперечное смещение задней бабки, мм | ±20 | ±5 | ±5 | ±5 | ±5 |
| Диаметр сверла при сверлении стали, мм | 12 | ||||
| Диаметр сверла при сверлении чугуна, мм | 15 | ||||
| Электрооборудование станка | |||||
| Количество электродвигателей на станке | 3 | 3 | 3 | 3 | 4 |
| Мощность электродвигателя главного привода, кВт (об/мин) | 3,2 (1440) | 4,5 | 4,5 | 2,7/ 4,4 | 3,2/ 5,3 |
| Мощность электродвигателя насоса охлаждения, кВт (об/мин) | 0,125 (2700) | 0,125 | 0,125 | 0,12 | 0,12 |
| Мощность электродвигателя насоса смазки, кВт (об/мин) | 0,125 (2700) | 0,125 | 0,125 | 0,08 | 0,09 |
| Мощность электродвигателя вентилятора, кВт | нет | нет | нет | нет | 0,18 |
| Габариты и масса станка | |||||
| Габариты станка (длина ширина высота), мм | 2275 х 950 х 1590 | 2190 х 930 х 1500 | 2191 х 930 х 1500 | 2290 х 1150 х 1365 | 2110 х 1050 х 1395 |
| Масса станка, кг | 1850 | 1650 | 1650 | 1670 | 1810 |
Принцип работы
Производились школьные токарные cтанки по металлу в СССР для обучения подростков токарному делу на простом и безопасном оборудовании. Они работали по принципу большого универсального токарного станка, но все функции и устройство были упрощены. Движение шпинделя и суппорта происходило от одного двигателя, расположенного непосредственно под коробкой скоростей. Ведущий вал со шкивом на конце выходил непосредственно в гитару. Отсутствие коробки передач делало схему работы простой, управление прямое.
Основные узлы и детали учебного токарного станка по металлу:
- станина;
- передняя бабка;
- шпиндель;
- электродвигатель;
- суппорт с салазками;
- задняя бабка;
- вал;
- винт;
- корыто для стружки;
- лампа;
- защитные приспособления.
Деталь зажимается в шпинделе. Длинная заготовка типа вала засверливается в торце и поджимается центром, установленным в задней бабке. Короткая точится закрепленная только на передней бабке. При включении электропривода происходит вращение шпинделя. Прямое или обратное направление выбирается переключением вращения двигателя.








От коробки скоростей вращается вал или винт. Они обеспечивают продольное перемещение суппорта с салазками, на которых установлен резец. Для поперечного точения на большинстве моделей надо вращать ручку салазок, автоматического перемещения нет.
Изменение скорости вращения детали осуществляется перекидыванием ремня с одного шкива на другой и перемещением шестеренок поворотом ручек на панели передней бабки.

Для сверления и внутренней расточки в оси станка инструмент устанавливается на задней бабке.
Особенности станины токарного агрегата ТВ-320
Вся конструктивная оснастка станка располагается на чугунном основании, которое имеет коробчатую конфигурацию. В верхнем участке главной опоры оборудования размещены 4 направляющие, три из которых призматические, а одна – плоская. Они установлены на двух чугунных стойках. По призматическим направляющим перемещается поддерживающий узел (суппорт) агрегата, а по остальным задняя бабка.
В левой тумбе опоры располагается блок скоростей токарного агрегата, отдел с электрооборудованием, электропривод, резервуар для охладителя.
Устройство шпиндельной бабки агрегата
Передний узел токарного станка ТВ-320 сделан из чугуна способом литья. В лицевой области токарного станка размещен узел перебора скоростных режимов, а в оборотной части – активный механизм блока подач, функционирующий в нескольких (прямое, обратное) направлениях.
Нагрузка реза, влияющая на шпиндельный механизм по его базисной точке, принимается упорным подшипником.
Компоненты шпиндельной системы должны обладать определенными свойствами:
- расстояние между звеньями заднего оплота – 0,01– 0,015 мм;
- промежуток промеж подшипника и полого вала в поперечном направлении – 0,015–0,03 мм.
Узел агрегата, посредством которого осуществляется изменение подачи, располагается в левой области шпиндельной бабки. Регулировка подшипников качения этого узла выполняется с помощью индивидуальных гаек.
Механический держатель для резцов (суппорт агрегата)
Предназначение поддерживающего узла в токарном станке заключается в решение двух дилемм:
- на приспособление можно закрепить режущий инструментарий;
- передвижение токарного реза в продольном и поперечном направлениях.
Продольное передвижение бывает ручным либо механическим. Внутри конструкции предусмотрены два Т-образных паза для монтажа добавочного реза. Перпендикулярное передвижение осуществляет каретка из резцовых салазок, а уровень регулируется посредством двух упоров – шарикового и поперечного вида.
Назначение фартука токарного агрегата
Располагается с лицевой стороны. Специальная оснастка позволяет уберечь устройство от аварийной ситуации, когда происходит внезапный пуск рабочего ролика и винта.
Активная позиция маточной гайки напрямую связана с расположением рукояти, которая отвечает за перевод подач. Данное включение возможно лишь, когда рукоять расположена в средней точке.
При появлении перегрузок в токарной системе во время обработки болванок срабатывает аварийное отключение подачи, которое называют устройством падающего червяка.
Функции блока оборотов агрегата
Через коробку скоростей передается вращательное действие от главного электродвигателя к шпиндельному механизму. На 3 валах блока имеется два коробки шестерен, которые обеспечивают девять скоростей вращения шпинделя. Можно контролировать натяжку ремней, передающих вращательные движения, посредством передвижения корпуса блока скоростей по особым пазам. Если возникает цель передвинуть коробку, то следует ослабить фиксирующие болты.
Чтобы ролики легче претерпевали нагрузки, для этого в их основании размещены подшипники (шарикового и роликового типа), промежуток в которых контролируется особыми винтами и гайконарезными соединениями.
Типовая комплектация станка ТВ-320 предоставляет возможность наносить резьбу метрического типа. Чтобы нанести другой вид резьбы потребуется установка вспомогательных шестерен. Комплект специальных зубчатых колес подбирается на основании таблицы, расположенной на гитаре.
Устройство задней бабки агрегата
Если перемещать бабку в поперечном направлении, то можно обрабатывать детали с конусной поверхностью. В свою очередь, продольное передвижение регулируется винтом и соединительной гайкой. Винт вращается маховиком. За положение пиноли отвечают два клеммных сухаря, связанных с регулирующей рукоятью.





