

Коробки переключения скоростей и передач
Коробка скоростей предназначается для избирания промежутка вращения шпинделя. Она включает 3 элемента:
- Электрический двигатель.
- Ряд зубчатых колес.
- Механизм передач.
Общее число скоростей для шпинделя – 24. Выбор 12 из них оператор станка делает прямо через муфту, а еще 12 – через шестерни перебора. Управляется станок мастером с использованием 3 рукояток для:
- переключения шестеренок;
- изменения вращательного хода винта (в процессе создания резьбы);
- запуска перебора и муфты.
Коробка передач передает движение от коробки скоростей в коробку подач и служит для настройки подач на вид нарезаемой резьбы.

Описание конструкции токарного станка 1Н65
Станина
Станина является базовой сборочной единицей, на которой монтируются все остальные сборочные единицы и механизмы станка.
На верхней части станины расположены три призматические направляющие, из которых передняя и задняя являются базой каретки, а средняя — базой задней бабки.
Внутри станины имеются наклонные люки для отвода стружки и охлаждающей жидкости в сторону, противоположную рабочему месту.
Под левой головной частью станины имеются ниши, в одной из которых смонтирован электродвигатель главного привода, а в другой — электронасос охлаждения с резервуаром для охлаждающей жидкости. Корыто для сбора охлаждающей жидкости выполнено монолитным с корпусом станины.
В правой части станины на передней стенке смонтирован кронштейн со встроенными в него опорами ходового винта и ходового вала.
Для предотвращения провисания ходового винта и ходового вала в станке с РМЦ = 5000 мм имеются две подвески. Для станков моделей 1Н65Г и 1Н65ГФ1 в станине имеется выемка, в которой установлен съемный мостик.
Бабка передняя
Бабка передняя устанавливается на левой головной части станины, фиксируется штифтами и крепится болтами. В корпусе ее смонтированы: электромагнитная муфта для торможения шпинделя, шпиндельный узел, звено увеличения шага в 8 раз, механизм изменения направления перемещения каретки или нарезании резьб, механизм настройки скоростей шпинделя, вилки перемещения, рукоятки и другой детали, система смазки и электрошкаф.
Шпиндель смонтирован на трех опорах качения, из которых передняя и задняя регулируемые.
Бабка задняя
Бабка задняя перемещается по направляющим станины от редуктора ручного перемещения вращением валика.
В пиноль бабки встроен вращающийся шпиндель, у которого подшипники передней опоры регулируются с помощью гаек.
В шпинделе бабки задней имеется прорезь для лапок хвостового режущего инструмента.
Суппорт
Суппорт крестовой конструкции имеет продольное перемещение вместе с кареткой по направляющим станины, а поперечное по направляющим каретки.
Оба перемещения осуществляются механически при помощи крестового переключателя и вручную вращением маховика и рукоятки каретки.
Резцовые салазки, несущие четырехпозиционную резцедержку, перемещаются вручную и механически по направляющим поворотной части, которую можно повернуть вокруг оси на любой угол.
Каретка станков с устройством цифровой индикации снабжена преобразователем линейных перемещений, который соединяется с винтом поперечных перемещений с помощью сильфонной муфты.
Отсчет поперечного перемещения может осуществляться по лимбу и по табло УЦИ.
Фартук станка

Фартук токарно-винторезного станка 1н65 в сборе
Фартук станка выполнен закрытого типа со съемной передней крышкой. Движение суппортной группе передается механизмом фартука от ходового вала или ходового винта.
Благодаря наличию в фартуке четырех электромагнитных муфт управление механическим перемещением суппортной группы сосредоточено в одной рукоятке, причем направление включения рукоятки совпадает с направлением подачи.
Возможно включение быстрого хода суппорта в направлении наклона рукоятки управления.
Благодаря обгонной муфте, вмонтированной в фартук, включение быстрого хода возможно при включенной подаче. Электродвигатель ускоренного хода установлен на фартуке.
В фартуке смонтирован механизм предохранительной муфты, исключающий поломку станка при перегрузках.
Коробка подач
Коробка подач закрытого типа со съемной передней крышкой.
Механизм коробки подач позволяет получить первый ряд подач и все нарезаемые на станке резьбы, не прибегая к изменению настройки сменных шестерен.
Для получения второго ряда подач устанавливаются сменные колеса: а = 42, b = c = l26.
Комплектация станка
В состав станка входит патрон четырехкулачковый несамоцентрирующий диаметром 1000 мм.
Для обработки нежестких деталей станок снабжен двумя люнетами — подвижным и неподвижным.
Люнет подвижный крепится на каретке и поддерживает деталь непосредственно около резца. Диаметр охвата сухарями обеспечивается в пределах от 70 до 250 мм.










Люнет неподвижный устанавливается на направляющих станины в любом месте и закрепляется болтом, с помощью прихвата.
Он снабжен сухарями и роликами, которые устанавливаются в зависимости от условий обработки.
Диаметр охвата обрабатываемой детали в люнете неподвижном обеспечивается в пределах от 70 до 380 мм.
Кинематическая схема токарно-винторезного станка 1К62
Кинематическая схема токарно-винторезного станка 1к62
Условные обозначения
Мф6 — обгонная муфта для выключения цепи подач от электродвигателя М2 при быстром перемещении суппорта;
Мф7 — предохранительная муфта, пробуксовывающая при перегрузке механизма подач;
Мф8, Мф9 — муфты для включения подачи суппорта влево или вправо;
z — число зубьев ступенчатого конуса (блок Б10, z = 26, 28, 32, 36, 40, 44, 48), с накидной шестерней z=36;
u2 — передаточные отношения передачи от вала XII валу XIV, которая переключается блоками Б11 и Б12;
Б1..Б — блоки зубчатых колес;
a/b·c/d — сменные зубчатые колеса гитары (приклона);
Р — шаг резьбы в мм.
Винторезная кинематическая цепь токарно-винторезного станка 1к62
При нарезании всех видов резьб на станке продольное перемещение суппорта осуществляется уже ходовым винтом XV. Для этого включается муфта Мф5, а шестерня z=10 выводится из зацепления с зубчатой рейкой. Подача суппорта производится при включении гайки ходового винта XV.
Нарезание метрических резьб
Настройка механизма подач для нарезания этой резьбы производится путем установки блоков гитары Б8 и Б9 так, чтобы передача осуществлялась через колеса с передаточным отношением uVIII-IX = (42/95)·(95/50) включением муфт Мф2, Мф3 и Мф5. Блок Б10 становится в этом случае ведущим.
Уравнение баланса винторезной цепи запишется так:
Подставляя семь значений z (26, 28, 32, 36, 40, 44, 48) и четыре значения u2 (1/8; 1/4; 1/2; 1), можно получить 28 значений шагов резьбы в пределах от Р = 26/4 · 1/8 = 0,8125 до P28 = 48/4 = 12 мм. Из 28 только 19 значений шагов совпадают с применяемыми метрическими резьбами.
Нарезание модульных резьб
Настройка механизма подач для нарезания модульных резьб производится так же, как для нарезания метрических, только блоки гитары Б8 и Б9 устанавливаются так, чтобы передача осуществлялась через колеса с передаточным отношением u’VIII-IX = (64/95) · (95/97), при этом получаемый шаг резьбы изменяется в число раз, равное (64/95 · 95/97) : (42/95 · 95/50) = 64/97 · 50/42 = 3200 / 4074 = 0,78552. Поэтому получаемый шаг модульной резьбы P’ = 0,78552 · zu2/4, а модуль m = P/ /π = 0,78552 / 3,14 · zu2/4 = 1/4 · zu2/4.
Нарезание дюймовых резьб
Настройка механизма подач для нарезания этих резьб производится так же, как и на метрические, но при этом включается только муфта Мф5, а все остальные выключаются. В результате этого блок Б10 зубчатых колес становится ведомым.
Уравнение баланса кинематической цепи в этом случае запишется так:
Дюймовые резьбы характеризуются не шагом, а числом ниток К на один дюйм длины резьбы. Число ниток находят из формулы:
Подставляя в формулу семь значений z и четыре значения u2, получают 28 различных значений К, из которых 20 стандартных значений.
Нарезание питчевых резьб
При нарезании питчевых резьб пользуются такой же кинематической цепью, как и при нарезании дюймовых резьб, только на гитару вместо колес 42/95 · 95/50 устанавливают сменные зубчатые колеса 64/95 · 95/97. При этом полученный шаг резьбы изменяется в 0,78552 раза и равен Р = 0,78552 · 16 · 25,4 (u2/z), а К = z/0,78552 · 16.
Известно, что между питчем Dp и числом ниток К на один дюйм существует соотношение Dр = Кπ. Поэтому Dp = Кπ = πz / 0,78552 · 16u2 = 4z/16u2 = z/4u2.
Нарезание резьбы с увеличенным шагом
Все кинематические цепи, написанные ранее, относились к резьбам с нормальным шагом.
Для получения увеличенного шага резьбы шестерня z=46 блока Б6 вводится в зацепление с шестерней z=45 вала III. В этом случае передача от вала VI на вал VII осуществляется через валы V, IV и III со следующими передаточными отношениями:
а) при частоте вращения шпинделя в диапазоне n = 12,5..40 об/мин (u перебора = 1/16)
б) при частоте вращения шпинделя в диапазоне n = 50..160 об/мин (u перебора = 1/4)









В результате получаемый шаг метрических и модульных резьб увеличивается в 8 или 32 раза, а число ниток на один дюйм и питч уменьшается в то же число раз.
При нарезании резьб с увеличенным шагом более высокой частотой вращения шпинделя чем 160 об/мин не пользуются.
Нарезание точных резьб
При нарезании этих резьб включаются муфты Мф2, Мф4, Мф5. В этом случае передача осуществляется от шпинделя через сменные шестерни гитары uVIII-IX = a/b·c/d на вал IX и далее напрямую на ходовой винт XV.
Уравнение баланса винторезной кинематической цепи в этом случае запишется так:
Из уравнения получаем формулы для подбора чисел зубьев сменных колес гитары:
для метрической резьбы: a/b·c/d = P/12;
для модульной резьбы Р=πт получаем a/b·c/d = πт/12 = 11m/42;
для дюймовой резьбы P=25,4 /К получаем a/b·c/d = 25,4/12К = 127/60К;
для питчевой резьбы P=25,4π /Dp получаем a/b·c/d = 25,4π/12Dp = 127·11 / 30·7Dp.
Комплект сменных зубчатых колес, нужных для нарезания точных резьб, поставляется к станку 1К62 по особому заказу.
Технические возможности оборудования
Принципы универсальности заложены в конструкции токарно-винторезного станка 1Н65. Обработка деталей осуществляется продольным и поперечным движением режущего инструмента. Для этого используется 2 отдельных электродвигателя, положение осей отслеживается датчиками положения. 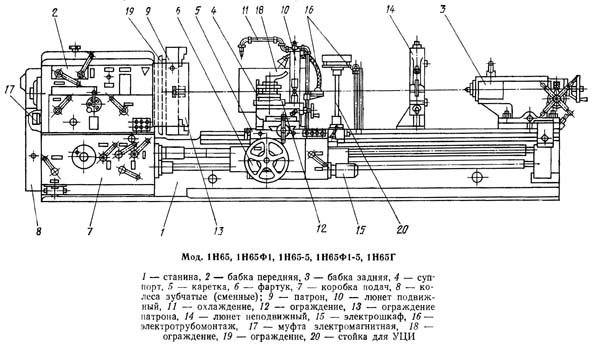 Благодаря такой конструкции на одном станке 1Н65 можно получать как цилиндрические детали, так и конические продолжительной формы. Вращение заготовки осуществляет мощный шпиндельный узел, имеющий несколько ступеней. Коробка передач срабатывает автоматически либо вручную. Скоростей может быть две или три. Также регулируется подача электронным методом. Контроллер ЧПУ токарно-винторезного станка 1Н65 осуществляет автоматическую синхронизацию вращения шпинделя и движения инструмента. Ось С (так именуется главный узел) может иметь возможность позиционирования, что является опцией. Кулачками зажимаются тела вращения для нарезания резьбы или изготовления фасок, переходов. Можно обрабатывать отличные от круглой формы заготовки. К таким деталям режущий инструмент подходит со стороны торца. При использовании станка 1Н65 получают детали методом развальцовки. Зажимая длинные заготовки, скручивают стержни. Мощный шпиндель тянет деталь по траектории вращения, а зажим на задней бабке удерживает второй конец в неподвижном состоянии.
Благодаря такой конструкции на одном станке 1Н65 можно получать как цилиндрические детали, так и конические продолжительной формы. Вращение заготовки осуществляет мощный шпиндельный узел, имеющий несколько ступеней. Коробка передач срабатывает автоматически либо вручную. Скоростей может быть две или три. Также регулируется подача электронным методом. Контроллер ЧПУ токарно-винторезного станка 1Н65 осуществляет автоматическую синхронизацию вращения шпинделя и движения инструмента. Ось С (так именуется главный узел) может иметь возможность позиционирования, что является опцией. Кулачками зажимаются тела вращения для нарезания резьбы или изготовления фасок, переходов. Можно обрабатывать отличные от круглой формы заготовки. К таким деталям режущий инструмент подходит со стороны торца. При использовании станка 1Н65 получают детали методом развальцовки. Зажимая длинные заготовки, скручивают стержни. Мощный шпиндель тянет деталь по траектории вращения, а зажим на задней бабке удерживает второй конец в неподвижном состоянии. 
Технические характеристики токарного станка 1Н65
| Наименование параметра | ДИП-500(1д65) | 165 | 1м65 | 1н65 |
|---|---|---|---|---|
| Основные параметры | ||||
| Класс точности по ГОСТ 8-82 | Н | Н | Н, П | Н, П |
| Наибольший диаметр обрабатываемой заготовки над станиной, мм | 1000 | 1000 | 1000 | 1000 |
| Наибольший диаметр обрабатываемой заготовки над суппортом, мм | 620 | 600 | 600 | 650 |
| Наибольшая длина заготовки (РМЦ), мм | 5000 | 2800, 5000 | 3000, 5000, 8000 | 1000, 3000, 5000 |
| Высота устанавливаемого резца, мм | 45 х 45 | 50 | ||
| Наибольшая масса заготовки в центрах, кг | 5000 | 5000 | 5000 | |
| Шпиндель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 100 | 85 | 85 | 128 |
| Наибольший диаметр зажимаемого прутка, мм | 80 | 80 | 120 | |
| Наибольший крутящий момент на шпинделе, кН/м | 9,5 | |||
| Число ступеней частот прямого вращения шпинделя | 12 | 24 | 24 | 24 |
| Частота прямого вращения шпинделя, об/мин | 4,25..192 | 5…500 | 5…500 | 5…500 |
| Размер внутреннего конуса в шпинделе | КМ 6 | 100, 1:20 | 100, 1:20 | 100, 1:20 |
| Конец шпинделя по ГОСТ 12595-72 | 1-15М | 1-15М | 2-15М | |
| Диаметр стандартного патрона, мм | 1000 | |||
| Торможение шпинделя | есть | есть | есть | есть |
| Подачи | ||||
| Наибольшее продольное перемещение суппорта РМЦ=3000, мм | 2520 | 2710 | 700, 2700, 4500 | |
| Наибольшее поперечное перемещение суппорта, мм | 600 | 600 | 600 | |
| Цена деления лимба при продольном перемещении, мм | нет | 0,1 | 0,1 | 0,1 |
| Цена деления лимба при поперечном перемещении, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Наибольшее продольное перемещение на оборот лимба, мм | 10 | 50 | 50 | 50 |
| Наибольшее поперечное перемещение на оборот лимба, мм | 12 | 6 | 6 | 6 |
| Число ступеней продольных подач | 32 | 32 | 40 | |
| Пределы продольных подач, мм/об | 0,225..3,15 | 0,20..3,05 | 0,20..3,05 | 0,05..3,05 |
| Пределы поперечных подач, мм/об | 0,114..1,6 | 0,07..1,04 | 0,07..1,04 | 0,017..1,04 |
| Наибольшее продольное усилие резания Pz, кН | 12 | 12 | 41 | |
| Наибольшее поперечное усилие резания Pх, кН | 780 | 780 | ||
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | 2,16 | 3 | 3 |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | 0,735 | 1 | 1 |
| Количество нарезаемых резьб метрических | 22 | 44 | ||
| Пределы шагов нарезаемых резьб метрических, мм | 1..14 | 1…120 | 1…120 | 1…120 |
| Количество нарезаемых резьб дюймовых | 36 | 31 | ||
| Пределы шагов нарезаемых резьб дюймовых, ниток на дюйм | 2..28 | 28…¼ | 28…¼ | 28…¼ |
| Количество нарезаемых резьб модульных | 13 | 37 | ||
| Пределы шагов нарезаемых резьб модульных, модуль | 0,25..3,5 | 0,5…30 | 1…120 | 0,5…30 |
| Количество нарезаемых резьб питчевых | нет | нет | нет | нет |
| Выключающие упоры продольные | нет | нет | ||
| Выключающие упоры поперечные | нет | нет | ||
| Резцовые салазки (верхний суппорт) | ||||
| Наибольшее перемещение резцовых салазок, мм | 240 | 240 | 240 | |
| Цена деления лимба перемещения резцовых салазок, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Число ступеней подач | 40 | |||
| Пределы продольных подач, мм/об | 0,017..1,04 | |||
| Скорость быстрых перемещений, мм/мин | 1 | |||
| Наибольший угол поворота, град | ±90° | |||
| Цена одного деления угла поворота, град | 1° | |||
| Задняя бабка | ||||
| Центр в шпинделе по ГОСТ 13214-79 | Морзе 6 | Морзе 5 | Морзе 5 | |
| Наибольшее перемещение пиноли, мм | 300 | 300 | 300 | |
| Наибольшее перемещение пиноли с установленным инструментом, мм | 280 | |||
| Диаметр пиноли, мм | 120 | |||
| Наибольшее перемещение бабки в поперечном направлении, мм | ±30 | ±15 | ||
| Электрооборудование | ||||
| Количество электродвигателей на станке | 1 | 3 | 4 | 3 |
| Электродвигатель главного привода, кВт | 17 | 22 | 22 | 22 |
| Электродвигатель быстрого хода суппорта, кВт | нет | 1,5 | 1,5 | 1,5 |
| Привод насоса смазки | Встроен | С12-54 | ||
| Насос охлаждения (помпа) | ПА-22 | ПА-22 | 0,12 | |
| Суммарная мощность всех электродвигателей, кВт | 23,62 | |||
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота) РМЦ=2800,3000, мм | 8000 х 1700 х 1620 | 5825 х 2100 х 1760 | 6140 х 2200 х 1760 | 4100..8180 х 2200 х 1770 |
| Масса станка РМЦ=3000, кг | 11500 | 12500 | 12800 | 9850..15750 |
Список литературы
Станок токарно-винторезный 1Н65. Руководство по эксплуатации 1Н65.00.000 РЭ, 1991
Станок токарно-винторезный 1Н65-6, 1Н65-8. Руководство по эксплуатации электрооборудования 1Н65-6.00.000 РЭ1, 2003
Станок токарно-винторезный 1Н65_5, 1Н65-6, 1Н65-8. Руководство по эксплуатации электрооборудования 1Н65-6.00.000 РЭ1, 1995
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки, 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Связанные ссылки. Дополнительная информация
Главная
О компании
Новости
Статьи
Прайс-лист
Контакты
Справочная информация
Скачать паспорт
Интересное видео
Деревообрабатывающие станки
КПО
Производители
Расположение составных частей токарного станка с ЧПУ 1и611пмф3

Расположение составных частей токарного станка 1и611пмф3
Спецификация составных частей токарного станка с ЧПУ 1и611пмф3
- Привод датчика для нарезания резьбы – 1И611ПМФ3.25.000
- Привод продольных подач – 1И611ПМФ3.32.000
- Короб – 1И611ПМФ3.85.000
- Ограждение патрона – 1И611ПМФ3.86.000
- Электрооборудование – 1И611ПМФ3. 90.000
- Электрошкаф – 1И611ПМФ3.91.000
- Блок питания – 1И611ПМФ3.92.000
- Станина – 1И611ПМФ3.000
- Редуктор – 1И611ПМФ3.18.000
- Суппорт – 1И611ПМФ3.61.000
- Головка револьверная – 1И611ПМФ3.69.000
- Гидрооборудование – 1И611ПМФ3.70.000
- Ограждение суппорта – 1И611ПМФ3.89.000
- Установка датчиков – 1И611ПМФ3.90.01.000
- Датчик установки нуля – 1И611ПМФ3.94А.000
- Бабка шпиндельная – 1И611ПУ.20.000
- Фартук – 1И611ПУ.50.006
- Привод поперечных подач – 1И611ПУ.56.000
- Бабка задняя – 1И611П.40.000
- Охлаждение – 1И611.70А.000
- Смазка – 1И611.72.000
* Приспособление для настройки инструмента – 1И611ПФ3.65.000
* Принадлежности – 1И611ПФ3.88.000
* Патрон поводковый – 1И611.80.000
* Патрон 3-х кулачковый – 1И611.81.000
* Планшайба с пазами – 1И611.82.000
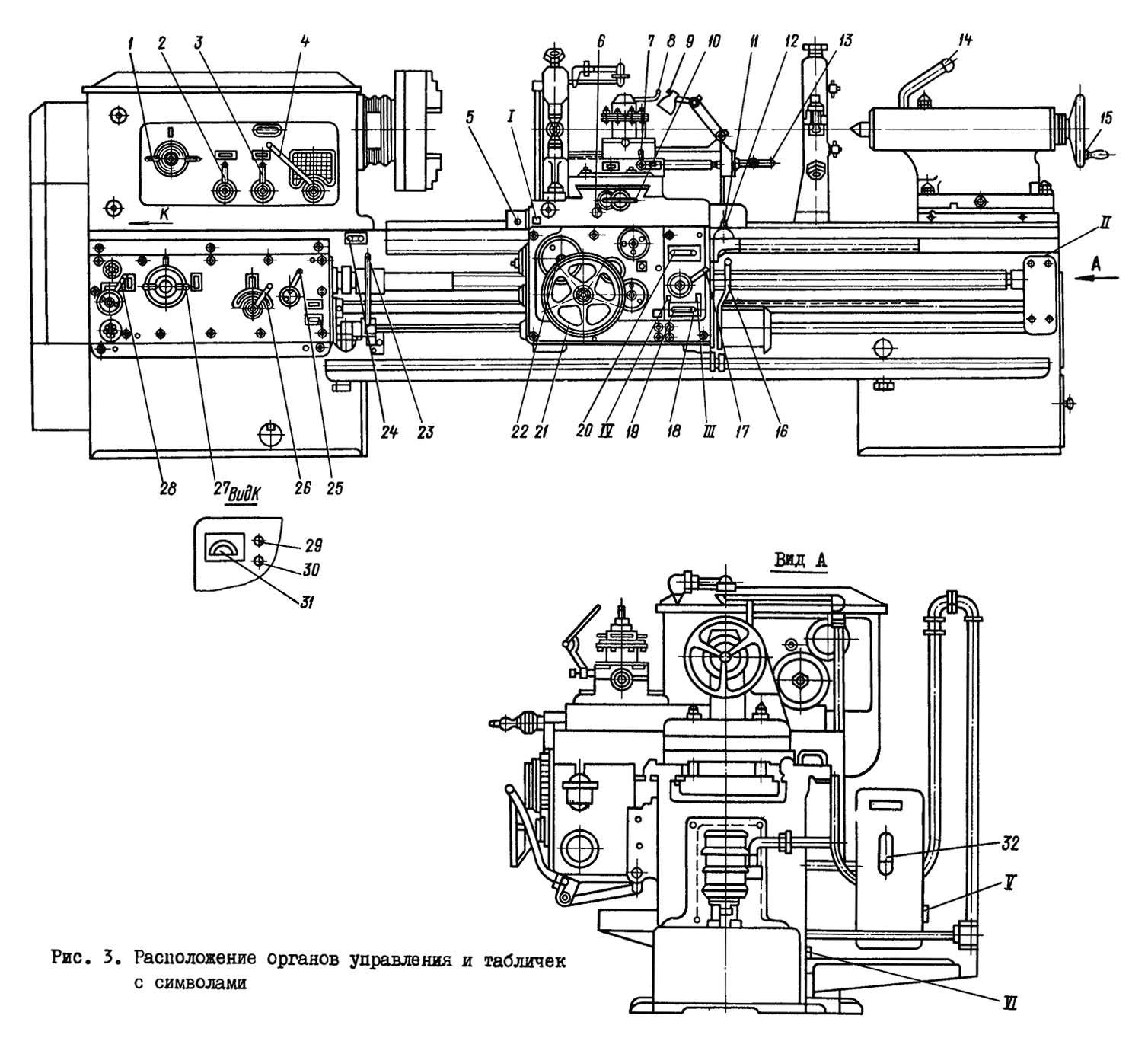
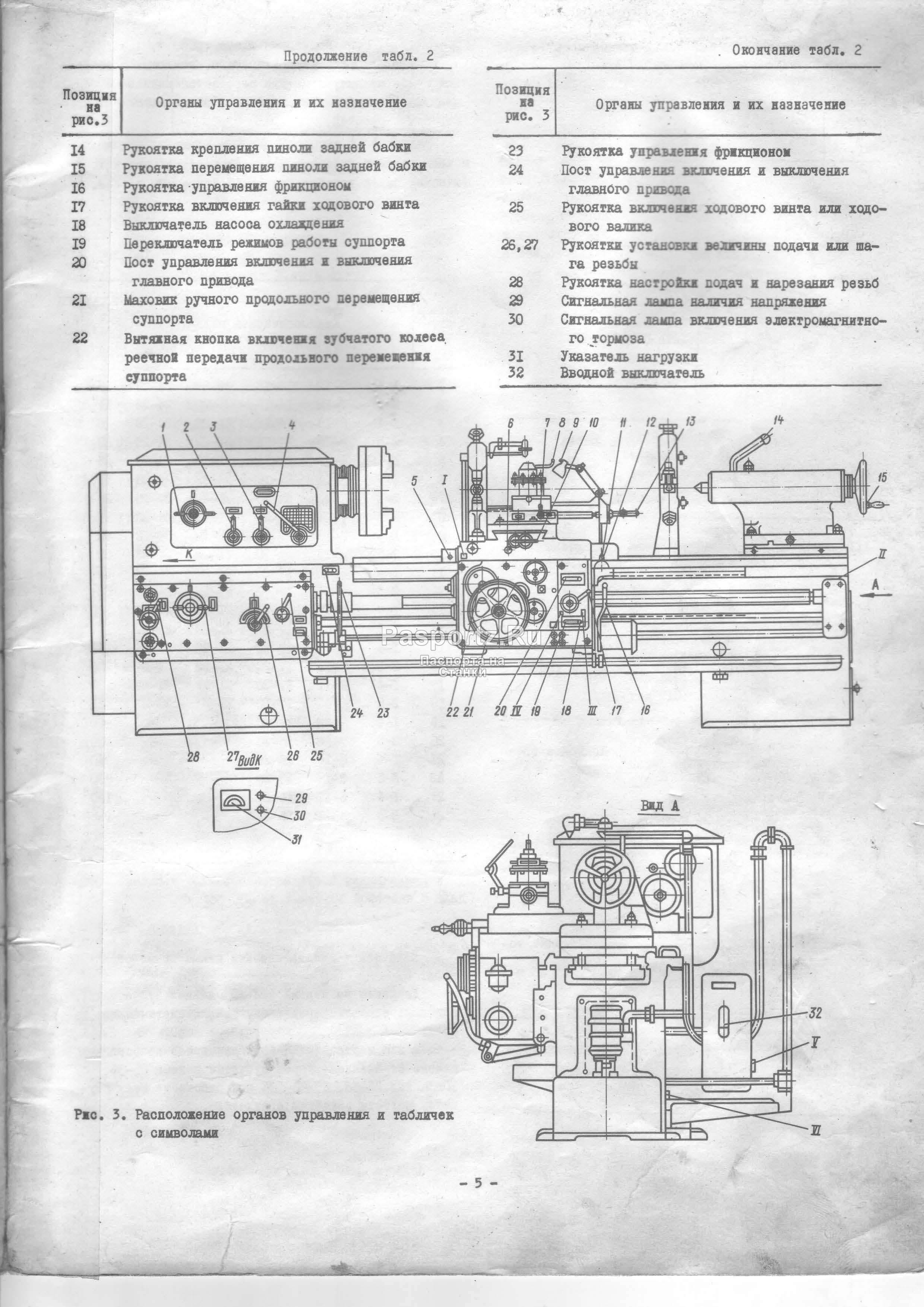
Расположение органов управления на пультах станка 1Н65
Расположение органов управления на пультах станка 1н65
Спецификация органов управления станком 1Н65
- Рукоятка установки частоты вращения шпинделя
- Рукоятка установки частоты вращения шпинделя
- Рукоятка установки частоты вращения шпинделя
- Рукоятка установки частоты вращения шпинделя
- Рукоятка установки нормального и увеличенного шага
- Рукоятка установки правой и левой резьб
- Рукоятка выбора вида работ (резьбы или подачи) и типа резьбы
- —
- Рукоятки установки величины подачи и шага резьбы
- Рукоятки установки величины подачи и шага резьбы
- —
- Рукоятка установки величины подачи, шага резьбы и включения ходового винта напрямую
- Рукоятки установки величины подачи и шага резьбы
- Рукоятка установки вида работ (резьбы или подачи)
- —
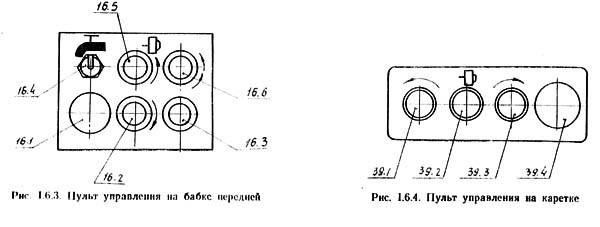
- Пульт управления на бабке передней
- 16.1. (SB1) Кнопка аварийного отключения «Стоп»
- 16.2. (SB11) Кнопка — шпиндель «Назад»
- 16.3. (SB6) Кнопка — шпиндель «Стоп»
- 16.4. (SA4) Переключатель охлаждения
- 16.5. (SB8) Кнопка — шпиндель «Вперед»
- 16.6. (SA7) Кнопка — шпиндель «Прерывистое вращение»
- —
- Маховик ручного перемещения каретки
- —
- —
- Рукоятка включения гайки ходового винта
- —
- Рукоятка управления механическими ходами каретки и суппорта
- Кнопка включения быстрых ходов каретки и суппорта
- —
- Валик ручного перемещения задней бабки
- Рукоятка включения упора задней бабки
- Толкатель стопорения шпинделя задней бабки с пинолью
- Маховик быстрого перемещения пиноли задней бабки
- Рукоятка включения медленного или быстрого перемещения пиноли задней бабки
- Рукоятка медленного перемещения пиноли задней бабки
- Винт поперечного перемещения задней бабки
- Рукоятка стопорения пиноли задней бабки
- Рукоятка ручного перемещения резцовых салазок
- Тумблер «Освещение включено»
- Рукоятка поворота и крепления резцовой головки
- Рукоятка ручной поперечной подачи суппорта
- Вводной выключатель
- Пульт управления на каретке
- 39.1 Кнопка — шпиндель «Вперед»
- 39.2 Кнопка — шпиндель «Стоп»
- 39.3 Кнопка — шпиндель «Назад»
- 39.4 Кнопка аварийного отключения «Стоп»
- Винт стопорения каретки
- Рукоятка включения механического перемещения верхнего суппорта
- Рукоятка включения механической поперечной подачи
- Тумблер переключения на точение конуса и цилиндров
- Рукоятка плунжерного насоса ручной смазки направляющих
- Винт фиксации кронштейна УЦИ
Расположение органов управления на пультах станка 1Н65

Расположение органов управления на пультах станка 1н65
Спецификация органов управления станком 1Н65
- Рукоятка установки частоты вращения шпинделя
- Рукоятка установки частоты вращения шпинделя
- Рукоятка установки частоты вращения шпинделя
- Рукоятка установки частоты вращения шпинделя
- Рукоятка установки нормального и увеличенного шага
- Рукоятка установки правой и левой резьб
- Рукоятка выбора вида работ (резьбы или подачи) и типа резьбы
- —
- Рукоятки установки величины подачи и шага резьбы
- Рукоятки установки величины подачи и шага резьбы
- —
- Рукоятка установки величины подачи, шага резьбы и включения ходового винта напрямую
- Рукоятки установки величины подачи и шага резьбы
- Рукоятка установки вида работ (резьбы или подачи)
- —
- Пульт управления на бабке передней
- 16.1. (SB1) Кнопка аварийного отключения «Стоп»
- 16.2. (SB11) Кнопка — шпиндель «Назад»
- 16.3. (SB6) Кнопка — шпиндель «Стоп»
- 16.4. (SA4) Переключатель охлаждения
- 16.5. (SB8) Кнопка — шпиндель «Вперед»
- 16.6. (SA7) Кнопка — шпиндель «Прерывистое вращение»
- —
- Маховик ручного перемещения каретки
- —
- —
- Рукоятка включения гайки ходового винта
- —
- Рукоятка управления механическими ходами каретки и суппорта
- Кнопка включения быстрых ходов каретки и суппорта
- —
- Валик ручного перемещения задней бабки
- Рукоятка включения упора задней бабки
- Толкатель стопорения шпинделя задней бабки с пинолью
- Маховик быстрого перемещения пиноли задней бабки
- Рукоятка включения медленного или быстрого перемещения пиноли задней бабки
- Рукоятка медленного перемещения пиноли задней бабки
- Винт поперечного перемещения задней бабки
- Рукоятка стопорения пиноли задней бабки
- Рукоятка ручного перемещения резцовых салазок
- Тумблер «Освещение включено»
- Рукоятка поворота и крепления резцовой головки
- Рукоятка ручной поперечной подачи суппорта
- Вводной выключатель
- Пульт управления на каретке
- 39.1 Кнопка — шпиндель «Вперед»
- 39.2 Кнопка — шпиндель «Стоп»
- 39.3 Кнопка — шпиндель «Назад»
- 39.4 Кнопка аварийного отключения «Стоп»
- Винт стопорения каретки
- Рукоятка включения механического перемещения верхнего суппорта
- Рукоятка включения механической поперечной подачи
- Тумблер переключения на точение конуса и цилиндров
- Рукоятка плунжерного насоса ручной смазки направляющих
- Винт фиксации кронштейна УЦИ
Расположение органов управления на пультах станка 1Н65

Расположение органов управления на пультах станка 1н65
Спецификация органов управления станком 1Н65
- Рукоятка установки частоты вращения шпинделя
- Рукоятка установки частоты вращения шпинделя
- Рукоятка установки частоты вращения шпинделя
- Рукоятка установки частоты вращения шпинделя
- Рукоятка установки нормального и увеличенного шага
- Рукоятка установки правой и левой резьб
- Рукоятка выбора вида работ (резьбы или подачи) и типа резьбы
- –
- Рукоятки установки величины подачи и шага резьбы
- Рукоятки установки величины подачи и шага резьбы
- –
- Рукоятка установки величины подачи, шага резьбы и включения ходового винта напрямую
- Рукоятки установки величины подачи и шага резьбы
- Рукоятка установки вида работ (резьбы или подачи)
- –
- Пульт управления на бабке передней
- 16.1. (SB1) Кнопка аварийного отключения «Стоп»
- 16.2. (SB11) Кнопка – шпиндель «Назад»
- 16.3. (SB6) Кнопка – шпиндель «Стоп»
- 16.4. (SA4) Переключатель охлаждения
- 16.5. (SB8) Кнопка – шпиндель «Вперед»
- 16.6. (SA7) Кнопка – шпиндель «Прерывистое вращение»
– Маховик ручного перемещения каретки – – Рукоятка включения гайки ходового винта – Рукоятка управления механическими ходами каретки и суппорта Кнопка включения быстрых ходов каретки и суппорта – Валик ручного перемещения задней бабки Рукоятка включения упора задней бабки Толкатель стопорения шпинделя задней бабки с пинолью Маховик быстрого перемещения пиноли задней бабки Рукоятка включения медленного или быстрого перемещения пиноли задней бабки Рукоятка медленного перемещения пиноли задней бабки Винт поперечного перемещения задней бабки Рукоятка стопорения пиноли задней бабки Рукоятка ручного перемещения резцовых салазок Тумблер «Освещение включено» Рукоятка поворота и крепления резцовой головки Рукоятка ручной поперечной подачи суппорта Вводной выключатель Пульт управления на каретке
- 39.1 Кнопка – шпиндель «Вперед»
- 39.2 Кнопка – шпиндель «Стоп»
- 39.3 Кнопка – шпиндель «Назад»
- 39.4 Кнопка аварийного отключения «Стоп»
- Винт стопорения каретки
- Рукоятка включения механического перемещения верхнего суппорта
- Рукоятка включения механической поперечной подачи
- Тумблер переключения на точение конуса и цилиндров
- Рукоятка плунжерного насоса ручной смазки направляющих
- Винт фиксации кронштейна УЦИ
Дополнительные особенности конструкции
Фартук может управляться лишь от одной рукояти, что существенно облегчает и убыстряет действия оператора со станком 1Н65. Пиноль оборудована вторым шпиндельным узлом, настройка высоты которого выполняется за счёт регулируемых подшипников. Цифровая индикация продольного движения увеличивает наглядность процесса при осуществлении реза.









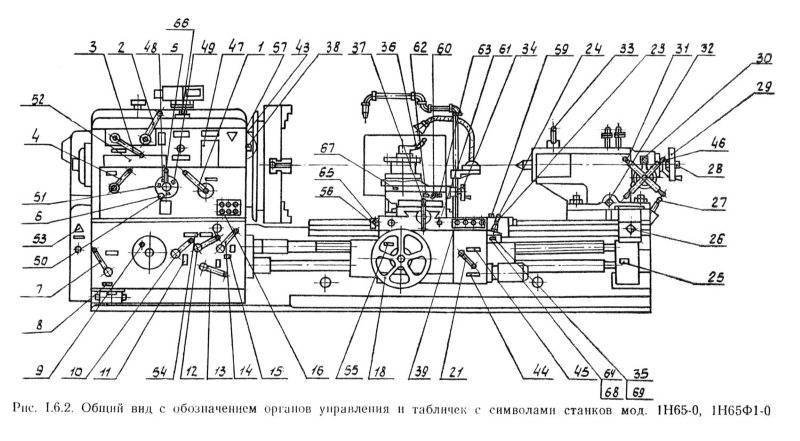
Весь вид с обозначением органов управления станка 1Н65
Безопасность персонала, обслуживающего станок, предоставляют замки безопасности. Их установка штатно размещается на калитках и шторках. Если хочет клиент возможны иные варианты выполнения.
Торможение шпиндельного узла выполняет муфта электромагнитная, поставленная на срезе оси механического привода. В территорию реза подается охлаждающая жидкость от отдельного насоса, мощностью 0,12 кВт. Стружка и отработанные материалы отводятся по наклонным желобам под воздействием силы тяжести.
В середине станины станка 1Н65 размещается углубление, служащая Основанием под удерживающий мостик. Последний является опорой для длинных заготовок и предохраняет от провисания. Для самого нагруженного узла (шпинделя) используются регулирующиеся опоры качения.
Цифровой отсчет показаний перемещения продольного выполняется по лимбу. Электромагнитные муфты выполняют переключение привода на поперечный в середине фартука. В последнем поставлен электрический двигатель, соединяемый обгонной муфтой с шестернями механизма.
Для оберегания от неполадки сложного набора шестерен использована муфта, которая поломается при большой нагрузке. Коробка передач станка 1Н65 оборудована сменными колесами для реализации подходящей резу скорости. Патрон шпинделя считается самоцентрирующимся. Для увеличения жесткости детали при вращении вала ставятся люнеты у самого основания и в зоне реза.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.





