

Основные типы сварки
В зависимости от условий выполнения процесса глобально все типы сварки можно разделить на:
- сварка в земных условиях, т. е. в условиях действия силы земного притяжения;
- сварка под водой;
- сварка в космическом безвоздушном пространстве.
Различают множество способов сварки, зависящих как от особенностей выполнения этой операции, так и от свариваемых материалов:
Дуговая сварка плавлением (mma)
В 40-х годах прошлого века был изобретён способ автоматической сварки под слоем флюса (накладки), в годы Второй мировой войны эта сварка была удачно использована для производства танковых бронекорпусов. Ручная сварка плавлением, отягощённая подчас сложными окружающими условиями, всегда была тяжёлым и трудозатратным процессом.
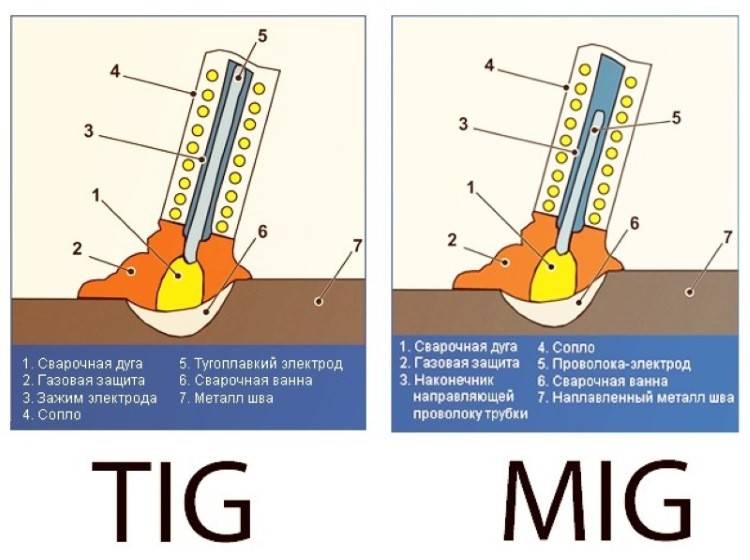
Разновидностью дуговой сварки является аргонодуговая сварка (tig), осуществляемая плавящимися или неплавящимися вольфрамовыми электродами в среде инертного газа аргона.

Электрошлаковая сварка
В 50-60-е годы прошедшего столетия получил распространение процесс электрошлаковой сварки. Этот способ сварки имел очень большое значение для развития тяжёлого машиностроения, давая возможность создания крупнейших металлических конструкций при ограниченных литейных и кузнечных мощностях. Сваривать можно было очень толстый металл, за один проход около двух метров. Такой способ применялся при конструировании прессов, сосудов высокого давления с толщиной стенок нескольких десятков и даже сотен миллиметров и т.д. За прошедшее время производительность электрошлаковой сварки увеличилась в пять раз. Электрошлаковое плавление и литье позволяет создавать, к примеру, корпуса подводных лодок и атомных реакторов.
Однако, эта технология имеет и свои недостатки: сильный перегрев околошовной зоны требует технической нормализации этой поверхности.

Контактная сварка оплавлением
Эта технология является наиболее эффективным способом соединения металлов и продолжает успешно развиваться, её возможности далеко не исчерпаны. Две детали направляются навстречу друг другу, образуя металлические мостовые соединения с оплавлением их кромок. После оплавления происходит сдавливание деталей, образуя сварное соединение. Различается непрерывное и пульсирующее (менее затратное энергетически и уменьшающее потери металла) оплавление. Позволяет сваривать высокопрочные стали и сплавы.
Электронно-лучевая сварка
Источником тепла служит пучок электронов – электронный луч. Этот метод имеет множество инженерно- технологических решений в сферах самолётостроения и ракетного производства. Сварка осуществляется в вакуумном пространстве, в частных случаях – в локальных камерах. Безвакуумная (воздушная) электронно-лучевая сварка создаёт радиационное облучение, которое необходимо максимально блокировать, и требует огромных напряжений в сотни киловольт.
Плазменная сварка
Источником энергии этого способа сварки является получаемая с помощью плазмотрона прямого или косвенного действия сжатая дуга, называемая плазменной струёй. Сварка такого рода заключается в локальном плавлении и выдувании расплавленного металла на свариваемые кромки деталей. Кроме сварки этот способ используется для операций технологической наплавки, резки и напыления.

Гибридная сварка
Использующая два источника энергии – микроплазму и лазерный пучок – гибридная сварка существенно увеличивает коэффициент полезного действия процесса сваривания.
Сварка в твердой фазе
В теории этот способ появился в середине 60-х – начале 70-х годов прошлого века, а быстрый прогресс развития электронной техники, приборостроения и средств автоматизации сделал его весьма востребованным в различных отраслях промышленности. В сварке давлением (в твёрдой фазе) различают индукционную, диффузионную, магнитно-импульсную, ультразвуковую и др. Возможно соединение этими способами практически любых металлических сплавов, металлов и полупроводников, керамики, пластмассы и т. д. Особенностью этого метода сварки является возможность соединения хрупких материалов.
Расшифровка аббревиатур
ММА (РДС)
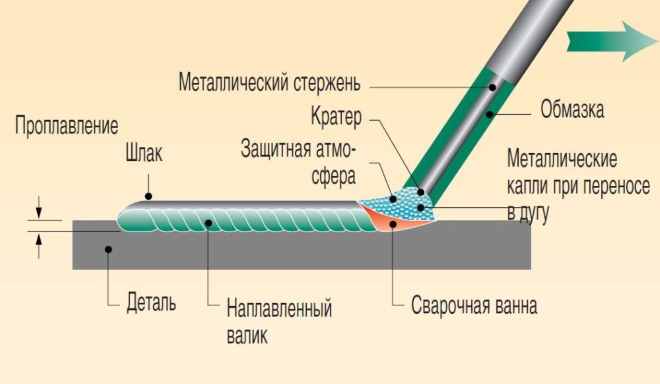
MMA (Manual Metal Arc)-ручная дуговая сварка штучными (покрытыми) электродами с помощью инвертора или трансформатора. Техническая литература советских времен оперировала обозначением РДС. Процесс сварки происходит за счет плавления металлического стержня – электрода, покрытого специальной обмазкой, которые имеют свою классификацию. Основное ее предназначение заключается в защите сварочной ванны от воздуха, предотвращая окисление металла. Расплавленный стержень образует сварочный шов, а использованное покрытие остается в виде шлака.
 Сварка покрытым электродом
Сварка покрытым электродом
РДС возможна как на постоянном, так и на переменном токе. При постоянном токе возможны два варианта подключения зажима массы и держателя электрода, поэтому существует сварка на прямой и обратной полярности. Переменный ток такой особенностью не обладает – как подключать электрод в данном случае не имеет значения. Приведенный рейтинг надежности сварочных инверторов поможет подобрать аппарат, который прослужит долгие годы.
Поскольку метод ММА самый популярный ввиду его простоты и относительно недорого применяемого оборудования, с вопросом как научиться варить электросваркой самостоятельно стоит ознакомиться непременно.
TIG(WIG) или РАДС
TIG (Tungsten Inert Gas) – технология дуговой сварки в среде инертного газа неплавящимся электродом. Вольфрам – (англ.Tungsten) очень тугоплавкий металл с температурой плавления около 3500 С, поэтому он является основой для производства подобного рода электродов. Иногда можно встретить иные вариации этого способа:
- WIG(Wolfram Inert Gas) – название образовано от немецкого написания;
- GTA (Gas Tungsten Arc) – в данной аббревиатуре опущено химическое взаимодействие защитного газа.
Т.к. электрод является неплавящимся, процесс аргонной сварки происходит по другому сценарию:
- электрическая дуга возбуждается между концом электрода и свариваемым металлом;
- заполнение сварочного шва происходит путем подачи в сварочную зону специального присадочного материала – прутка;
- сварочная ванна защищается газовым облаком.
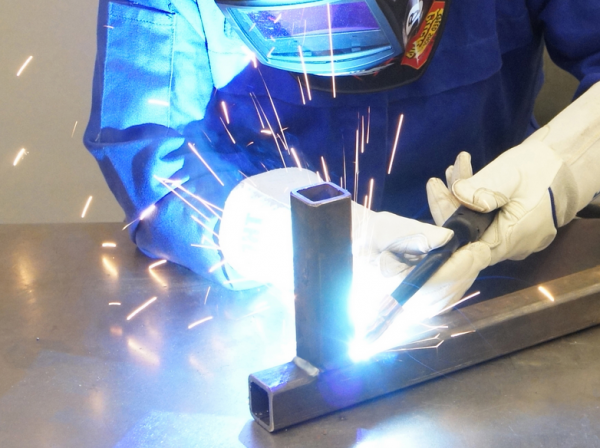
 Процесс сварки по методу TIG
Процесс сварки по методу TIG
Защитным инертным газом, т.е. газом, молекулы которого химически не взаимодействуют в процессе сварки с основным и присадочным материалом, в данном случае выступает аргон. Именно поэтому за ним закрепилось название “ручная аргонно-дуговая сварка” или РАДС.
Аргон может использоваться при сварке плавящимся электродов – MIG метод, речь о котором пойдет ниже.
В технических характеристиках сварочного оборудования помимо обозначения TIG всегда дополняется упоминанием рода сварочного тока DC (Direct Current) – постоянный ток или AC/DC (Alternating Current/Direct Current) – переменный/постоянный ток
В данном случае это очень важно. К примеру, сварка алюминия аргоном производится на переменном токе
MIG / MAG
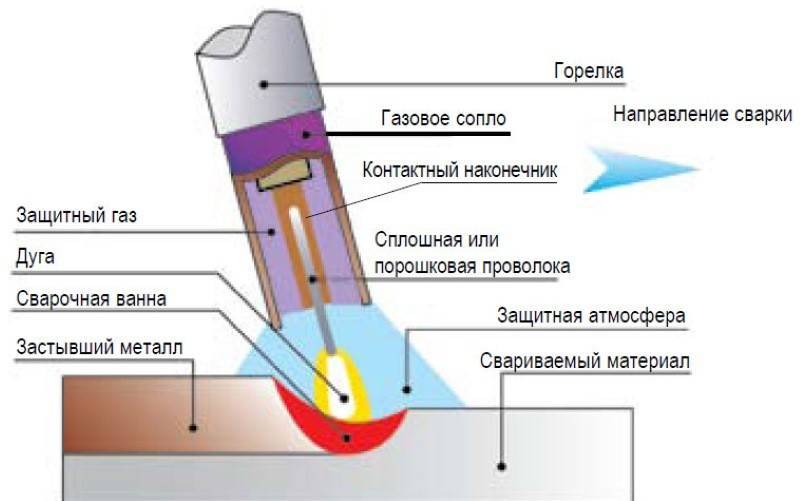
MIG/MAG (Metal Inert/Active Gas) – метод дуговой сварки в защитной среде инертного/активного газа с помощью плавящегося электрода в виде стальной или иной проволоки в зависимости от типа соединяемого металла.
 Схематичное изображение mig/mag-метода
Схематичное изображение mig/mag-метода
Под МИГ или МАГ сваркой обычно подразумевают полуавтоматическую. Основной задачей данного способа была идея создания “бесконечного электрода”, чтобы тем самым добиться значительной производительности сварочных работ. Ведь при РДС методе приходится часто менять электрод по мере его расходования, что в некоторых случаях является крайне не удобным. Как и при ТИГ сварке здесь применяются защитные газы.










В роли инертного обычно выступает аргон и его смеси, который подходит, к примеру, для сварки алюминия и его сплавов полуавтоматом. Активным газом, т. е. взаимодействующим в процессе со свариваемым металлом, как правило является углекислый газ( углекислота). Вы можете услышать от сварщика словосочетание “сварка полуавтоматом в среде углекислого газа“, подразумевающий способ MAG(МАГ).
Данный способ наиболее распространен ввиду повышенной производительности по сравнению с MMA, и дающий лучший результат в качестве сварного шва.Определиться с выбором сварочного аппарата поможет рейтинг бытовых полуавтоматов на основе отзывов опытных сварщиков.
Надеемся, что данная статья поможет разобраться в классификации основных методов сварки, а также будет полезной при выборе оборудования и материалов с английскими аббревиатурами.
Технология MIG/MAG сварки
Сварка MIG/MAG осуществляется в полуавтоматическом режиме. Сварочный автомат функционирует в атмосфере инертных или активных газообразных веществ. Во время сваривания между деталью и сварочной проволокой (электродом) загорается дуга. Под воздействием теплоты дуги свариваемый материал полностью расплавляется. В результате этого процесса образуется сварочная ванна. Она защищена от воздействия кислорода газообразным веществом, подаваемым с помощью сопла горелки. С течением времени элементы, находящиеся в сварочной ванне, начинают кристаллизироваться, образуя сварной шов.
Выбирать защитный газ необходимо в соответствии с материалом изготовления свариваемой детали и его толщиной. При сварке цветных металлов в полуавтоматическом режиме применяются смеси аргона или гелия. При сваривании кобальта или медных материалов используют азот. При сварке сталей применяются оксиды углерода. Для улучшения прочности загорающейся дуги и ускорения формирования шва часто используются смеси MIG и MAG газов.
Выделяют следующие типы МИГ/МАГ сварки:
- Крупнокапельный: осуществляется без коротких замыканий.
- Мелкокапельный: во время сваривания от металла отделяются небольшие частицы металла. Этот вид сварки осуществляется без коротких замыканий.
- Без коротких замыканий: производится во время сваривания материалов при низком напряжении сварочного тока.
При полуавтоматической сварке с капельным переносом происходит повышение плотности сварочного тока, что приводит к повышению напряжения дуги. В результате изменяется характер электрода. От свариваемого изделия отделяют крупные частицы. Минусом этого типа сваривания является высокие показатели разбрызгивания. По этой причине снижается качество сварки деталей в потолочном положении.
Сварка с переносом мелких капель осуществляется при высоких напряжениях и большой плотности сварочного тока. При нем свариваемый материал в расплавленном состоянии стекает в сварочную ванну. Поэтому данный метод сварки также называется струйным. При сваривании изделий с мелкокапельным переносом повышается интенсивность передачи тепла, что приводит к изменению формы сварного шва. Главным отличием этого способа полуавтоматической сварки является стабильность горящей дуги. Это значит, что напряжение сварочного тока не изменяется.
При сваривании деталей без возникновения коротких замыканий металл в расплавленном состоянии преобразуется в каплю, что приводит к увеличению напряжения и длины горящей дуги до максимальных значений. Интенсивность подачи токи остается неизменной поэтому материал в расплавленном состоянии перемещается в сварочную ванну до возникновения короткого замыкания.
Помимо полуавтоматической MIG/MAG сварки существует 2 иных вида сваривания: MMAи TIG. Расшифровки этих аббревиатур означают “manualmetalarc” и “TungstenInertGas”. Главным отличием сварки MIG/MAGот MMAи TIG является высокий потенциал при подаче электродов и газообразных веществ. Это увеличивает эффективность работы сварщика. В отличие от технологии МИГ/МАГ, сварка ТИГ или ММА не требует большого количества аппаратов и инструментов, потому что процесс сваривания отличается в ручном режиме.
В отличие от иных технологий сваривания металлов, сварка MIG/MAG обладает следующими особенностями:
- Небольшие временные затраты на смены сварочных проволок.
- Процесс сваривания полностью автоматизирован.
- Металлы можно сваривать в любых пространственных положениях.
Главным недостатком этой технологии является большие потери при разбрызгивании расплавленного материала, что связано с мощным излучением горящей дуги и ограничений по подаче сварочного тока. При МИГ/МАГ сварке изделий также необходимо приобретать специальные сварочные аппараты (полуавтоматы), выступающие в качестве источника электроэнергии и газораспределительного механизма.
Формирование шва
При MIG/MAG сварке образование сварного шва производится при помощи расплавления электродной проволоки. В результате этого процесса основные сварочные материалы кристаллизируются. Полученный шов надежно защищен от воздействия атмосферного воздуха газовой пленкой. Его размеры и форма зависят от особенностей переноса материала в сварочную ванну. При увеличении теплопередачи в сварочной ванне образуется небольшое углубление, что оказывает влияние на процедуру формирования шва.

Виды сварки: MIG MAG TIG MMA
Сварка позволяет получить неразъемные соединения, отличающиеся исключительной прочностью. Данный показатель у шва должен быть не ниже основного материала, что достигается строгими требованиями к технологии и добавлением легирующих веществ. Кроме того, этот процесс характеризуется скоростью соединения, сложностью допустимой формы, возможностью контроля и варьирования базовых параметров. Наиболее динамично развивается в промышленном исполнении MIG/MAG сварка, но совершенствуются и прочие виды. Выбор конкретного подхода определяется рядом параметров:
- Материал соединяемых деталей.
- Производственные условия. MIG, MMA и TIG требуют различной организации и подготовки производства. Набор необходимого оборудования может варьироваться от простейшего источника тока до комплекта, включающего в себя механизм подачи с точной регулировкой и баллон со сжатым газом.
- Требования к качеству. MIG, MAG, MMA и TIG сварку не всегда стоит рассматривать, как взаимозаменяемые – у них отличающиеся возможности, в том числе, и в формообразовании сварного шва.
- Квалификация персонала. Наиболее доступны в этом MAG и MMA. Впрочем, РДС заметно труднее при повышенных требованиях и небольших размерах: катет, ширина, высота и пр.
- Ожидаемая производительность. Полуавтоматический и автоматический процесс оказывается гораздо быстрее, чем ручной. В зависимости от этого рассматриваются подходящие виды, и выбирается оптимальный из них.
В нашей стране распространено определение ручная дуговая сварка (и сокращение РДС). Она дешевле и проще в организации производства и менее требовательна к оборудованию.
Соединение двух элементов при ММА происходит с помощью электрода – металлического стрежня, покрытого обмазкой, содержащей вещества способствующие поддержанию дуги, защите сварочной зоны, формированию шва с заданными свойствами. При подаче напряжения образуется стабильное замыкание между стержнем и заготовкой, приводящее к их взаимному расплавлению.
Сложность может доставить требование к квалификации сварщика. Чтобы получить аккуратный и надежный стык необходимо умение и долгий опыт.
Особое внимание в ММА уделяется состоянию электродов, которые не должны быть мокрыми или крошащимися. Не стоит пренебрегать предварительной сушкой и проверкой
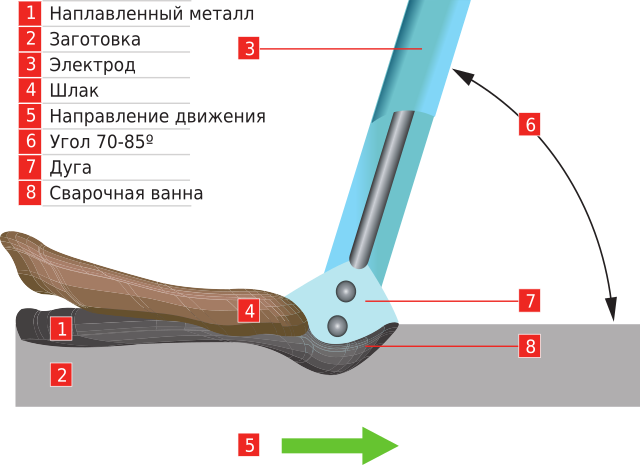
Технология сварочного процесса
Суть ММА сварки состоит в расплавлении кромок металла электродугой, заполнении стыка наплавочным материалом. Электроды представляют собой металлический стержень со специальным покрытием, образующим защитный шлаковый слой, препятствующий окислению ванны расплава. В процессе кристаллизации на месте соединения образуется диффузный слой – смесь наплавочного металла и сплава, из которого сделаны сварные заготовки.
Режим сварки – это параметры напряжения и силы тока, необходимые для образования дуги нужной плотности, температуры. После настройки оборудования один из контактов подключается к электроду, другой – к металлу. Цепь замыкается при контакте электрода и деталей, возникает разряд, генерирующий плазму.
При ММА дуга разжигается двумя способами:
- чирканием (подобно разжиганию спички);
- постукиванием.
После розжига важно поддерживать стабильное горение дуги. Для этого электрод отводят от поверхности детали на 2–4 мм. Электрод расплавляется постепенно, так как температура создается только на кончике стержня
Капли равномерно пополняют ванну расплава, образованную расплавленными кромками
Электрод расплавляется постепенно, так как температура создается только на кончике стержня. Капли равномерно пополняют ванну расплава, образованную расплавленными кромками.










Возможное движение электрода:
- круговое вдоль оси, контролируется процесс расплавления стержня, формирования защитного шлакового слоя;
- по направлению стыка, регулирует скорость образования соединения;
- возвратно-поступательное вдоль шва;
- колебательное с одной детали к другой перпендикулярно стыку, формируется широкий.
Технология MIG/ MAG сварки
Что такое миг/маг сварка мы узнали, но в чем состоит суть работы используемого полуавтоматического сварочного аппарата? Она состоит в том, что в атмосфере инертного газа между металлическим изделием и присадочной проволокой — плавящимся электродом, горит дуга. Именно она расплавляет стыки деталей и припой, формируя сварочную ванну. А сам процесс осуществляется в защитной среде с использованием гелия или аргона.
Дуговая сварка в защитном газе (в среде СО2) плавящимся электродом осуществляется в нескольких режимах. Определить наиболее подходящий можно по следующей таблице:
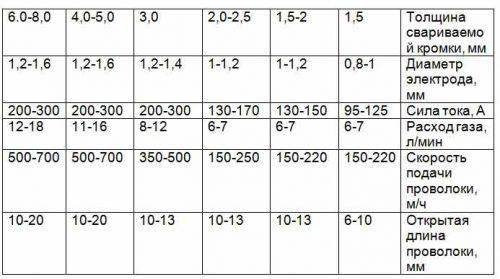
Сварка в защитных газах плавящимся электродом производится при напряжении холостого хода 19-30 В, все зависит от особенностей полуавтомата. Многие бытовые и полупрофессиональные устройства для полуавтоматической сварки имеют непостоянную скорость и напряжения, также данные показатели не регулируются. Это сделано для автоматической стабилизации дуги.
Но все же чтобы выполнить все правильно стоит изучить важные особенности сварки в защитном газе:
- После загорания дуги плавящийся электрод или присадочная проволока по роликовым направляющим подается прямо к области сварного соединения;
- Защитный газ находится под давление, во время сварки он нагнетается в горелку и начинает активно обдувать сварочную ванну;
- Подача дуги и обдувание защитным газом при проведении MIG сварки защищают раскаленную металлическую основу от окисления, которое может появиться при воздействии атмосферного воздуха. Также они сохраняют структуру обрабатываемого металла;
- Используемый инертный газ выполняет роль покрытия обычного электрода. При полуавтоматическом сварочном процессе обеспечивается прямая защита и при этом не происходит сгорания защитной оболочки стержня.
Автоматическая сварка в среде защитных газов может проводиться при разных типах питающих дугу токах — при переменном и постоянном, также она может осуществляться при любой полярности включения проводов. Выбор данных параметров может зависеть от условий предстоящих работ, в основном от качеств свариваемых металлических изделий.
Oборудование
Что это такое MMA TIG MIG вы уже знаете, теперь поговорим об типах аппаратов для каждого вида сварочных работ.
С инертным газом
Газ находится в баллонах со специфической маркировкой, сверху установлен редуктор, регулирующий величину его подачи. При методе МИГ используют инертные газы, которые намного дороже активных аналогов, например, цена углекислого газа в 45 раз меньше аргона, а по сравнению с гелием — стоимость снижается еще в 3,5 раза.
При сварке МАГ в качестве защиты используется углекислый газ или азот, но чтобы не было негативного воздействия на результат, применяют проволоку с добавлением марганца или кремния, т. к. они не дают окислять расплавленный металл.

С неплавящимся стержнем
В странах СНГ метод ТИГ — это аргонодуговая сварка по названию используемого газа для защиты, неплавящийся электрод упрощает весь процесс, а отсутствие посторонних вкраплений позволяет получить высококачественный шов. Импульсный вариант сварочного процесса аналогичен по своим свойствам TIG, только используется непостоянный ток, такой режим встречается в агрегатах МАГ/ТИГ. Его применяют для соединения тонких листов, т. к. нет перегрева и коробления поверхности, а шовное соединение имеет вид чешуи.
Процесс сварки MMA был подробно описан ранее, напомним, что для него характерно образование дуги между плавящимся электродом и заготовкой.
Шов после застывания покрывается окалиной от застывшего шлака, которая легко удаляется постукиванием по поверхности молотком.
Полуавтоматы
Практически во всех СТО установлен аппарат для сварки методом МИГ/МАГ, потому что при его применении получается шов высокого качества, не требующий дополнительной обработки. Используют инверторы, т. к. подключаются они к обычной электрической сети, имеют небольшие габариты и массу, а также мобильны.
Источник питания у большинства аппаратов идентичный, поэтому производители наладили выпуск универсального оборудования, которое позволяет работать на разных режимах, только надо сменить горелку.
Проволока для присадки
Методы MIG MAG TIG используют в полуавтоматах специальные установки для непрерывной подачи проволоки, от характеристик которой зависит качество швов. Когда применяется порошковый вид присадка, то защитный газ не нужен.
На производстве применяют такие виды: на основе алюминия, из стали, с частичным или полным омеднением и порошковая проволока. Особое качество и большое распространение получили два последних варианта — гарантируется отсутствие брызг, что повышает качество и скорость сварки.
Полуавтомат-универсал
Аппарат Тритон МИГ — это яркий пример универсальности, он относится к оборудованию для профессионалов. Инвертор компактных габаритов установлен на небольших колесах, вырабатывает ток не более 250 А, обеспечивает нормальную работу во всех существующих режимах, проводит шов по технологии Пятно/Стежок. В комплектации имеется три варианта горелок, которые легко заменить. При пиковом режиме продолжительность работы составляет 60%, а при 200 А — 100%. Для надежности и легкости активации розжига имеются специальная функция и контактная активация дуги. Оборудование позволяет соединять разные металлы, а также листы с оцинковкой.
Spot/Stitch
В этом режиме оборудование работает таким методом: капля расплавленной проволоки переносится на изделие при отсутствии КРЗ (короткое замыкание), поэтому нет перегрева и коробления поверхности. Аналогичная методика применяется для прочного соединения листов из нержавейки или оцинкованных заготовок. Небольшой нагрев увеличивает продолжительность срока использования аппарата и повышает общую работоспособность.
Защитный газ
Основная задача защитного газа – защита расплавленного металла от атмосферного воздействия (кислород окисляет, а азот и влага из воздуха вызывают пористость шва) и обеспечить благоприятные условия зажигания сварочной дуги.
Тип защитного газа влияет на скорость плавления, проникновение сварочной дуги, на количество брызг при сварке, форму и механические свойства сварочного шва. Определённая смесь газов даёт существенный эффект стабильности электрической дуги и уменьшает количество брызг при сварке. Состав газа влияет на то, как расплавленный металл от проволоки передаётся к месту сварки.
Инертные газы и их смеси в качестве защитного газа (MIG) используются для сварки алюминия и цветных металлов. Обычно применяются аргон и гелий.
Активные газы и смеси (MAG) применяется для сварки сталей. Чаще всего это чистая двуокись углерода (CO2), а также в смеси с аргоном.
Рассмотрим виды и смеси защитных газов подробнее:
- Чистая двуокись углерода (CO2) или двуокись углерода с аргоном, а также аргон в смеси с кислородом обычно используются, для сварки стали. Если использовать двуокись углерода (CO2) в качестве защитного газа, то получите высокую скорость плавления, лучшую проникаемость дуги, широкий и выпуклый профиль сварочного шва. Когда используется чистая двуокись углерода, то происходит сложное взаимодействие сил вокруг расплавленных металлических капель на кончике насадки. Эти несбалансированные силы становятся причиной образования больших нестабильных капель, которые передаются в зону сварки случайными движениями. Это является причиной увеличения брызг вокруг сварочного шва. Также чистый карбон диоксид образует больше испарений.
- Аргон, гелий и аргонно-гелиевая смесь используются при сварке цветных металлов и их сплавов. Эти смеси инертных газов дают более низкую скорость плавления, меньшее проникновение и более узкий сварочный шов. Аргон дешевле гелия и смеси гелия с аргоном, а также даёт меньшее количество брызг при сварке. В отличие от аргона, гелий даёт лучшее проникновение, более высокую скорость плавления и выпуклый профиль сварочного шва. Но когда используется гелий, сварочное напряжение возрастает при такой же длине сварочной дуги и расход защитного газа возрастает в сравнении с аргоном. Чистый аргон не подходит для сварки стали, так как дуга становится слишком нестабильной.
- Универсальная смесь для углеродистой стали состоит из 75% аргона и 25% двуокиси углерода (может обозначаться 74/25 или C25). При использовании такого защитного газа образуется наименьшее количество брызг и уменьшается вероятность прожига насквозь тонких металлов.
Области применения
MIG или MAG сварка используется в разных областях производства и промышленности. Этот метод сваривания отлично подходит для изготовления автомобилей, локомотивов, кораблей, а также высокопрочных металлических конструкций. Этот метод уникален тем, что он производится среде защитных газов, которые предотвращают окисление свариваемой области. В результате этого получается прочный и качественный сварной шов.
Также сварочный процесс миг часто используется в разных отраслях промышленности. Этот технологический процесс широко распространен в обычных мастерских, на станциях сервисного обслуживания. Применяют этот метод, где только можно, потому что он действительно подходит для любых металлических изделий из разного вида металла.
Так что такое MIG или MAG сварка? Отличие между этими двумя технологиями состоит в виде используемого защитного газа. Итак, полуавтоматическая сварка MAG/MIG имеет дословную расшифровку — Metal Inert/Active Gas. Данная технология проводится в инертной или активной среде газа. Подача припоя производится при помощи пистолета сварочного аппарата в область соединения.









Стоит отметить! Во время проведения сварочных работ сварщик подбирает необходимое напряжение дуги, которая расплавляет проволоку. Этот элемент является токопроводящим электродом и присадочным материалом.
Рассматривая, что такое дуговая сварка в защитном газе стоит обратить внимание на ее виды. Каждый из них обладает некоторыми отличительными особенностями, которые могут влиять на качество и вид получаемого сварного шва
Выделяют следующие типы сварки осуществляемой в среде защитных газов — MMA, MIG, MAG, TIG. Чтобы понять что это за технологии, стоит рассмотреть их главные особенности:
MMA. Это ручная дуговая сварка, которая имеет сокращение РДС. Соединение элементов происходит при помощи электрода и металлического стержня, который покрыт обмазкой. Именно в ней имеются компоненты, которые поддерживают дугу, защищают сварочную зону, способствуют правильному формированию сварного соединения;
Виды сварки MAG/MIG. Данные сварочные технологии похожи между собой, но у многих часто возникает вопрос — что такое в сварке миг/маг? Под этими обозначениями подразумевается вид используемого защитного газа — он может быть инертным и активным. Именно газ защищает раскаленную металлическую зону от окисления в результате контакта с кислородом;
TIG
Стоит обратить внимание на то, что TIG и MIG сварка имеют сходные свойства, обе технологии производятся в среде инертных газов. Но во время этого процесса используются неплавящиеся электроды — тонкие заточенные стержни из вольфрама
Они обладают стойкостью к высоким температурам.
Интересно! Помимо MMA, MIG, MAG, TIG сварки выделяют еще один вид — flux. Этот процесс осуществляется под слоем флюса. Позволяет получить ровный и прочный шов, способствует образованию монолитной корки после остывания. Но этот метод обладает высокой стоимостью.





