

Как использовать?
Следует обеспечить следующие параметры и характеристики
Проволока
Выбирая алюминиевую проволоку для сварки полуавтоматом, необходимо учитывать такие моменты, как:
- химический состав должен быть близок к составу материала заготовок, это обеспечит близкие температуры плавления;
- диаметр от 0,8 до 1,6 мм.
Так, для сплавов с долей кремния менее 5% используют марку ER4043 и ER5356

Рабочие режимы для сплавов с низким содержанием кремния.
Горелка
Шланг должен иметь тефлоновый тракт подачи проволоки и длину не более 3 метров.
Наконечник подбирается с запасом до +0,4 мм относительно диаметра проволоки.
При работе токами сильнее 200А потребуется система водяного охлаждения горелки.
Механизм подачи проволоки
Чтобы мягкая алюминиевая проволока не заламывалась и не застревала, следует использовать систему подачи с четырьмя роликами. Профиль роликов должен быть U образный. Механизм нуждается в тонкой регулировке силы натяжения и прижима после каждой смены диаметра проволоки.
Положение газовой горелки
При сварке аргоном сварочным полуавтоматом горелка должна быть наклонена на 10-20о. Зазор между соплом и заготовкой нужно поддерживать в районе 10-15 мм, если отвести горелку дальше, вырастет расход аргона. Ведут горелку справа налево, или движением руки «от себя», от ванны. Это позволяет очищать поверхность шва и снижать загрязнение его шлаками.
Скорость ведения
Алюминий следует сваривать быстрым движением горелки, высокотемпературной электродугой. Это позволяет избежать прожогов при высоких значениях рабочего тока, необходимого для прогрева детали.
Выпуклые швы
Соединение алюминиевых заготовок подвержено риску образования трещин из-за высокого коэффициента расширения материала. Если на шве образовался кратер, он служит точной концентрации напряжений и началом для трещин. Образующиеся в ходе сварки кратеры необходимо заваривать до образования выпуклости, усиливающей шов. Для этого следует провести горелку в обратном направлении, не гася дугу.
Меры предосторожности
При выполнении работ следует соблюдать следующие меры безопасности:
- использовать средства индивидуальной защиты от брызг металла и ультрафиолетового излучения сварочной дуги: плотную несгораемую одежду и обувь, маску сварщика с адаптивным светофильтром, спилковые краги;
- защищать органы дыхания респиратором либо индивидуальным дыхательным аппаратом с подачей чистого воздуха из баллона или от магистрали;
- перед началом работы проверять исправность оборудования, отсутствие механических повреждений, нарушения изоляции и утечки газа.
Возможные сложности
К сложностям, с которыми можно столкнуться при сварке алюминия, относятся:
- недостаточный прогрев толстостенных заготовок, ведущий к неполному проплавлению кромок;
- образование оксидного слоя при некачественной или преждевременной зачистке;
- возникновение трещин из-за перегрева заготовки и последующей усадки;
- сложность определения температуры заготовки «на глаз», поскольку алюминий не меняет цвет при нагреве;
Опытные сварщики дают один общий совет: точное соблюдение режимов сварки и технологических требований поможет избежать этих проблем.
Особенности сварки алюминия и его сплавов
Одним из существенных недостатков материала являются трудности, с которыми сталкиваются при сварке деталей из него. Этот недостаток связан с тем, что алюминий образует быструю и прочную химическую связь с кислородом. Говоря проще, его верхний слой моментально образовывает плёнку, представляющую собой окись алюминия. Основные трудности, возникающие при сварке алюминия, вызваны его химическими и физическими особенностями:
- Существенная разница между температурой плавления самого металла (она составляет 660°C), и температурой плавления окисной поверхностной плёнки (достигает температуры 2060°C).
- Большое количество сплавов алюминия с другими металлами. Это необходимо для придания требуемых свойств. Различные легирующие добавки изменяют температуру плавления, следовательно, необходимо создавать соответствующие условия для сварки таких деталей.
 Трудности, связанные с первой особенностью, решаются достаточно легко с помощью современного оборудования. Однако следует помнить, что коэффициент теплового расширения внешней оксидной плёнки в три раза меньше, чем этот коэффициент самого алюминия. При некачественном прогреве внутри образуются трещины и пустоты. Кроме этого поверхностная плёнка является более рыхлой. Она обладает высокой гигроскопичностью и худшими защитными свойствами. Для преодоления второй проблемы, необходимо знать какой состав сплава требуется сварить. Сегодня в промышленном производстве в алюминий добавляют различные химические элементы: медь, магний, марганец и даже кремний. Все эти сплавы делятся на следующие группы:
Трудности, связанные с первой особенностью, решаются достаточно легко с помощью современного оборудования. Однако следует помнить, что коэффициент теплового расширения внешней оксидной плёнки в три раза меньше, чем этот коэффициент самого алюминия. При некачественном прогреве внутри образуются трещины и пустоты. Кроме этого поверхностная плёнка является более рыхлой. Она обладает высокой гигроскопичностью и худшими защитными свойствами. Для преодоления второй проблемы, необходимо знать какой состав сплава требуется сварить. Сегодня в промышленном производстве в алюминий добавляют различные химические элементы: медь, магний, марганец и даже кремний. Все эти сплавы делятся на следующие группы:
- Сплавы, в состав которых входят алюминий, медь и марганец. Они называются дюралюмины.
- Сплавы алюминия, кремния и марганца. Они получили название – авиали.
- На основе алюминия и меди с добавлением различных элементов. Например, железа и никеля.
- С добавлением цинка.
 Все эти они имеют соответствующие обозначения в соответствии с ГОСТ. Но, следует помнить, что из всего перечня сплавов хорошо свариваются не все. К ним относятся: сплавы марки АД, АМ, АВ, М и Д20. Для сварки определённого вида сплава необходимо использовать подходящую для него сварную проволоку и соответствующие флюсы и присадки. Их перечень приведен в ГОСТ 7871-75. Для проведения качественной сварки следует учитывать следующие особенности:
Все эти они имеют соответствующие обозначения в соответствии с ГОСТ. Но, следует помнить, что из всего перечня сплавов хорошо свариваются не все. К ним относятся: сплавы марки АД, АМ, АВ, М и Д20. Для сварки определённого вида сплава необходимо использовать подходящую для него сварную проволоку и соответствующие флюсы и присадки. Их перечень приведен в ГОСТ 7871-75. Для проведения качественной сварки следует учитывать следующие особенности:
- трудности, связанные с расплавлением верхней оксидной плёнки;
- относительно невысокую температуру плавления самого алюминия;
- необходимость в мощном источнике энергии;
- обязательная заварка образующегося кратера;
- тщательная зачистка шва, перед тем как приступить к сварке.
 В настоящее время применяются следующие виды сварочных процессов:
В настоящее время применяются следующие виды сварочных процессов:
- В окружении инертных газов. Применяются вольфрамовые электроды и добавочные бруски. Такой режим называется AC TIG.
- В окружении инертных газов с автоматизированной подачей сварочной проволоки. Такой способ получил наименование DC MIG.
- Без использования газовой защитной оболочки. В этом случае место сварки покрывается плавящими электродами. Этот режим именуется ММА.
Независимо от выбранного способа сварки сплавов алюминия, главной задачей является разрушение образованного слоя оксидной плёнки на поверхности свариваемых деталей. Для этого используется переменный или постоянный ток разной полярности. В этом случае можно добиться так называемого катодного распыления верхней оксидной плёнки.
Особые свойства алюминия
Для начинающих сварщиков обязательно нужна пошаговая инструкция по сварке алюминия.
В первую очередь, они должны ознакомиться с химическими свойствами «крылатого металла».
Именно так называют алюминий за его прочность и малый удельный вес. Одновременно с этими качествами он обладает высокой химической активностью.
Температура плавления оксидной пленки превышает +2000 градусов, когда сам металл плавится при температуре +650 градусов.
При сварке постоянным током окись может погружаться в металл сварного шва, тем самым нарушая его структуру.
На видео показан процесс сварки листового алюминия при использовании аргона.
Видео:
https://youtube.com/watch?v=5y16U1ezbs8
Особенностью алюминия является то, что нагреваясь, он не меняет цвета, как это бывает при нагреве нержавейки или другого сорта стали.
Сварщику бывает трудно сориентироваться и определить степень нагрева заготовки.
Плюс к этому алюминий имеет большой коэффициент объемной усадки. Если не учитывать это свойство, то внутри шва будут возникать напряжения и деформации.
Чтобы избежать таких последствий, можно увеличить расход сварочной проволоки или выполнять модификацию шва.
Приступая к сварочным работам по алюминию, нужно четко помнить его основные характеристики.
Металл обладает следующими свойствами:
- низкой температурой плавления;
- высокой химической активностью;
- большим коэффициентом объемной усадки.
Учитывая эти особенности, сварка алюминия аргоном выполняется чаще всего. Эта технология позволяет защитить зону сварки от воздействия активных газов, находящихся в атмосфере.




![Сварка алюминия аргоном [инструкция для начинающих, технология]](https://metallcore.ru/wp-content/uploads/8/9/d/89d2e1765bae94735631e749dc0883f7.jpeg)




Присадочная проволока при сварке полуавтоматом выполняет функцию снижения внутренних напряжений шва, поскольку компенсирует объемную усадку.
Кроме этих приемов существуют и другие способы качественно выполнить сварное соединение.
Коррозия алюминия и его сплавов с цинком
Ржавеет Al, как уже упоминалось, медленнее, чем его сплавы. Касается это в том числе и материалов группы Al-Zn. Такие сплавы очень востребованы, к примеру, в самолетостроении. Некоторые их разновидности могут содержать медь, другие нет. При этом первый тип сплавов, конечно же, является к коррозии более устойчивым. В этом плане материалы Al-Zn сравнимы с магниево-алюминиевыми.
Сплавы этой разновидности с добавлением меди проявляют признаки некоторой неустойчивости к ржавлению. Но при этом разрушаются из-за коррозии они все же медленнее, чем изготовленные с использованием магния и Cu.

Технология сварки алюминия

Для выполнения работы потребуется специальное оборудование и оснастка, а также инструкция, если сварка будет осуществляться новичком. Чтобы максимально качественно осуществить работу по сварке потребуется полуавтомат с автоматической подачей проволоки (плавящийся электрод) и возможностью подключения газа к аппарату.
В процессе работы следует наблюдать за расположением горелки относительно свариваемой поверхности. Рекомендуемый угол наклона составляет 10-15 градусов. Газ начинает подаваться за 5-7 секунд до начала сварочных работ, отключение происходит через аналогичный промежуток времени. Это необходимо для того, чтобы газ успел подготовить оптимальный для сварки микроклимат.
Рассмотрим процесс:
- Соблюдая выше описанное расположение горелки, а также предварительно нагрев деталь от 120 до 250 градусов, можно добиться минимального расхода материала. В момент сварки проволока должна подаваться плавно и находиться впереди горелки. Резкие рывки могут привести к разбрызгиванию металла.
- Движение горелки должно осуществляться только вдоль шва. Поперечное движение может привести к хрупкости свариваемой поверхности.
- Чтобы получить ровный и качественный шов, а также сократить расход испорченных наконечников (маркировки AI) скорость сварки должна быть максимально большой.
- Чтобы проволока не застряла в наконечнике, его можно взять чуть большего диаметра.
- При работе с тонкими пластами алюминия в качестве подкладки можно воспользоваться листами нержавейки, которые уменьшат вероятность прожога и сократят расход электроэнергии, так как оператору не придется отвлекаться на проверку состояния изделия.
Использование аргона
Сварка алюминия полуавтоматом в аргоне позволяет создать защитный слой, который ослабляет воздействие атмосферного воздуха, препятствуя тем самым появлению в сварном шве всевозможных окислов. Работа с газом не отличается высокой производительностью, но гарантирует высокое качество алюминиевого соединения.
Меры предосторожности
Категорически запрещается приступать к работе без специальной маски, дополнительно можно купить: рукавицы, прорезиненную обувь, брезентовое или асбестовое полотно. Кроме этого требуется тщательная проверка элементов изоляции электросети.
Сварочный полуавтомат для сварки алюминия разрешено использовать в хорошо проветриваемых помещениях. Запрещается эксплуатация прибора в помещении с большим содержанием легковоспламеняющихся веществ.
Читайте обзоры сварочных аппаратов от разных производителей:
Возможные сложности

Образование тугоплавкого оксида алюминия Al2O3. Его разрушение возможно при температуре более 2000 градусов (практически «невозможно» получить в домашних условиях), поэтому настоятельно рекомендуется как можно лучше раскислить верхний слой перед началом работ, чтобы улучшить проплавление.
При сварке могут образоваться горячие трещины, которые приводят к внутренней деформации и появлению напряжения в структуре материала. Требуется постоянный контроль температуры.
При осуществлении сварочных работ очень сложно контролировать процесс нагрева, так как алюминий практически не меняет цвет, а это может привести к вытеканию металла через швы. Здесь требуется опыт или постоянный контроль не только за образованием шва, но и целостностью прилегающего к нему металла.
Преимущества
- Сварка алюминия аргоном дает достаточно высокий результат качества, который почти не достижим для других способов сваривания;
- Горелка может использоваться для подогрева, что очень удобно во время работы;
- Применяется современное оборудование, которое обладает тонкими настройками, что помогает легко подстроиться под любой режим;
- Техника может применяться не только для алюминия, но и для других сложно свариваемых металлов;
- Аргон помогает бороться со всеми негативными факторами, которым подвергается сварочная ванна, образуя непроницаемую среду;
- Можно создавать длительные беспрерывные швы, так как здесь не используются электроды с обмазкой;
- Работа с тонкими заготовками становится более легкой.
Недостатки
- Высокая себестоимость проведения сварочного процесса, так что использовать его выгодно не во всех процедурах;
- Применяется сложное дорогостоящее оборудование, которое не всегда удобно использовать;
- Работа с газом повышает уровень опасности при работе;
- Для качественной сварки мастер должен иметь высокую квалификацию;
- Подготовка, а также последующая уборка рабочего места, занимает большое количество времени.
Способы сварки и оборудование
Аргонная сварка алюминия относится к одним из лучших способов соединения деталей и проводится практически по тем же самым шагам, что и при работе с другими металлами, за исключением некоторых нюансов. Сварка алюминия аргоном предполагает использование следующего ряда материалов:
Аргоновый инвертор – это практически обыкновенный сварочный трансформатор, который обеспечивает подачу электричества нужных параметров. Современные модели могут обеспечить как постоянный, так и переменный ток, в зависимости от имеющихся режимов, не говоря уже о широкой регулировке параметров.
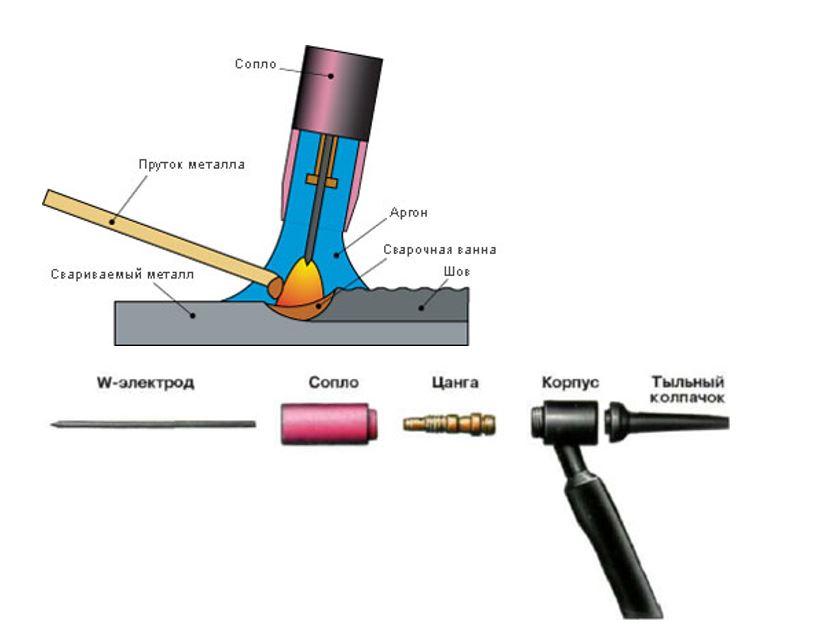
- Горелка с неплавящимся электродом – для такой сварки используется специальная горелка, в которую вставляется неплавящийся угольный или вольфрамовый электрод. Через него зажигается и поддерживается электрическая дуга, а также он помогает размешивать металл в сварочной ванне, чтобы образовался валик шва. С горелки подается защитный газ, который обеспечивает нормальные условия работы. Электрод вставляется в горелку для того, чтобы пламя точно распределялось вокруг расплавленного им металла.
- Газовый баллон с аргоном – он соединяется с горелкой шлангом, благодаря чему его можно удалять на безопасное от контакта с пламенем расстояние. Это должен быть специальный баллон, рассчитанный на хранение данного вида газа.
- Присадочный материал – зачастую это сварочная проволока, которая заполняет область между двумя кромками. Подбирается согласно составу сплава, с которым ведется работа.
https://youtube.com/watch?v=TlFlVegc40U
Подготовка алюминия к сварке
Сварка алюминия аргоном обязательно требует выполнения подготовительных процедур. Если работа ведется с толстой заготовкой, то ее следует зашкурить перед свариванием. Если же толщина относительно небольшая, то следует зачистить при помощи металлической щетки или наждачной бумаги. Следующим этапом является обработка с целью ликвидировать налеты, обезжирить и убрать оксидную пленку. Для этого подойдет растворитель, к примеру, ацетон, или другое схожее вещество.

Подготовка алюминия к сварке
Также может потребоваться разделка кромок, если толщина более 4 мм. Дело в том, что свойства алюминия ухудшают глубину проварки, поэтому, она ниже, чем в той же стали. Чтобы получить более надежное соединение, то края деталей, где будет проходить сварка алюминия аргоном, нужно скосить под углом от 30 до 45 градусов, в зависимости от толщины. Последней сталей подготовки может стать обработка флюсом, если того требует ситуация.
Сварка алюминия аргоном пошаговая инструкция для начинающих
- Проделать все необходимые подготовительные процедуры, которые более подробно описаны выше.
- Далее идет обработка краев флюсом, чтобы улучшить свойства свариваемости и обеспечить дополнительную защиту от образования оксидной пленки.
- Далее можно приступать к самому свариванию. Следует зажечь электрическую дугу, а вместе с ней и горелку и постепенно подавать в сварочную ванну присадочный материал. При работе с тонким металлом лучше делать короткие проходы по место сваривания, а при сваривании толстых заготовок можно проводить длительный шов.
- После окончания процедуры нужно дать остыть заготовке и проверить качество сваривания при помощи керосина или другими методами.
Требования к оборудованию для полуавтоматической сварки алюминия
Сварка алюминия полуавтоматом может выполняться на любом оборудовании, но лучших результатов позволяют добиться импульсные сварочные аппараты. Инверторные устройства (ТИГ), на которых сварка выполняется на переменном токе высокой частоты, также обеспечивают высокое качество получаемого соединения, но процесс на них происходит в три раза медленнее, по сравнению с импульсным оборудованием. Однако для тех домашних мастеров, которые собираются варить детали из алюминия своими руками, ТИГ-аппараты являются оптимальным выбором.
Технология сварки алюминия полуавтоматом подразумевает использование защитного газа, в качестве которого используется аргон или смесь этого газа с гелием (если варить необходимо заготовки большого сечения). В отдельных случаях полуавтоматическая сварка данного металла может выполняться и без газа, но тогда необходимо использовать специальную порошковую проволоку, испарения которой формируют защитную среду, либо осуществлять процесс под слоем флюса.
Полуавтомат для сварки алюминия должен соответствовать ряду требований, которые учитывают особенности как свариваемых деталей, так и расходных материалов, используемых для выполнения соединения. Среди таких требований необходимо выделить следующие:
- Диаметр отверстия в наконечнике, через которое подается сварочная проволока, должен иметь некоторый запас по своему размеру. Объясняется это требование тем, что алюминиевая проволока, используемая для сварки, в процессе нагрева значительно расширяется, что может привести к ее застреванию в подающем отверстии.
- Шланг полуавтомата, через который подается сварочная проволока, должен быть не слишком длинным (не более 3 метров), что объясняется мягкостью используемой проволоки из алюминия, которая может деформироваться. Не допускается, чтобы на таком шланге были скручивания и сильно изогнутые участки.
- Чтобы минимизировать силу трения сварочной проволоки, подающейся через шланг полуавтомата, рекомендуется заменить обычный канал подачи на тефлоновый.
- Чтобы механизм подачи сварочного полуавтомата не заминал мягкую алюминиевую проволоку, он должен быть оснащен 4 роликами, имеющими U-образные канавки. Использование такого подающего механизма позволит обеспечить минимальное механическое воздействие на поверхность проволоки.

Четырехроликовый механизм, обеспечивающий плавную подачу алюминиевой проволоки
Если вы собираетесь выполнять сварку заготовок из алюминия своими руками достаточно часто и вам важна производительность данного технологического процесса, то лучше использовать для этих целей специализированное оборудование, работающее в импульсном режиме. В таком полуавтомате изначально заложен синергетический режим сварки, что дает возможность эффективно использовать это устройство для соединения деталей, изготовленных из алюминия.










Если же вас в первую очередь интересует качество формируемого сварного шва, а не скорость технологического процесса, то лучше использовать для сварки алюминиевых деталей в среде аргона упомянутый выше инвертор ТИГ. Такое оборудование стоит значительно дороже, но обеспечивает высокое качество сварного шва, его однородность и отсутствие в нем пор.

Инверторный полуавтомат марки «Кедр» с выносным механизмом подачи проволоки
Сущность сварочного процесса
Сила тока определяет качество сварного шва и производительность, являясь основным и наиболее важным параметром сварки.
Тепло необходимое для надежного соединения, идет от электрической дуги. Она образуется между электродом и свариваемым металлом. Для образования и горения электрической дуги существует прибор – генератор, который подает необходимое количество тока. Выделяют два вида этих приборов.
Генератор переменного тока – трансформатор.
Ток, выходящий из устройства, приобретает форму квадратной волны, которая меняет свою полярность с частотой в зависимости от генератора. В этом случае выпрямитель преобразует ток сети в соответствующий для сварки переменный ток.
Генератор постоянного тока – инвертор или выпрямитель.
Начинающим оба метода, но начинать нужно с постоянного тока. Ток на выходе из прибора имеет вид постоянной волны. В этом случае переменный ток сети преобразуется в постоянный. Различают два варианта соединения полюсов инвертора со свариваемым материалом:
с прямой полярностью – электрод соединяется с отрицательным полюсом инвертора, а деталь – с положительным;
с обратной полярностью – электрод присоединяется к „+“, деталь – к „–“
Особенности сварки с прямой полярностью: повышение количества тепла в изделии и снижение в электроде; зона расплавления металла узкая, но глубокая. Это основной режим tig сварки всех видов сложных металлов и сплавов.
При обратной полярности: ввод тепла в изделие сниженный, а в электрод – повышенный. Сварочная ванна широкая, но не глубокая. Кроме того, присутствует эффект катодной чистки поверхности металла, когда оксидная пленка разрушается. Это улучшает сплавление кромок и формирование шва.
Алюминий и магний, а также их сплавы можно и нужно варить на переменном токе.
Еще существуют генераторы, которые выдают импульсный постоянный ток – импульсные инверторы. Такие генераторы имеют устройства, изменяющие амплитуду тока сварки путем наложения на базовый постоянный ток квадратные волны. Получается периодическая пульсации дуги. При импульсном режиме шов образуется за счет непрерывного накладывания друг на друга сварочных точек.
В основном применяется на тонких изделиях, когда необходимо поддерживать необходимую температуру во избежание прожига металла и, в то же время, не нарушать глубину провара.
Регулировка параметров процесса на сварочном аппарате
Перед началом работы необходимо настроить значения показателей так, чтобы шов получился нужного размера и хорошего качества. Аппарат настраивают в зависимости от вида металла, его толщины и рабочего газа.
К каждому сварочному аппарату дается таблица настройки параметров сварки. Ориентируясь на таблицу, на лицевой панели выставляем режим tig и основные показатели:
- величина силы тока;
- время продувки газом перед началом – 0,5, и в конце – 1,5 сек;
- величина тока для поджига дуги – 25% от рабочего тока;
- период нарастания до значения рабочего тока 0,2 –1,0 сек;
- время спада тока и его значение для заварки кратера выбирается в зависимости от толщины металла.
По таблице первоначально выставляем расход газа в нормальных условиях – 8-10 л/мин.
Начинать варить надо на аналогичной пробной детали. Если дуга не стабильная и гаснет, то ток надо увеличить. При прожиге металла или образовании наплывов, ток уменьшить.
Увеличиваем подачу газа, если дуга нестабильна и шов кривой. После окончания, когда дугу угасили, еще какое-то время обдуваем сварочную зону, во избежание окисления шва и электрода. Современные аппараты снабжены многими функциями и, если нет, например, время продувки или еще чего-то, то сварщик контролирует процесс самостоятельно.
Подготовка деталей
В отличие от других видов сварки, tig очень чувствительна к загрязнениям. Это нужно учитывать всем начинающим. Поэтому детали следует очищать особенно тщательно: обезжирить растворителем и зашкурить до блеска свариваемую поверхность.
Пруток перед самой сваркой, если есть необходимость зашкурить, и обязательно протереть спиртом.
Толстые детали разделывают, снимая фаску под углом 45°. Это обеспечит хороший провар. Зафиксировать положение деталей относительно друг друга с помощью прихваток или струбцин.
Что необходимо учитывать при аргоновой сварке алюминия?
Сварка аргоном довольно универсальна, что позволяет соединять этим методом разные толщины материалов и работать со сплавами, считающимися трудносвариваемыми. Основой служит электрическая дуга, горящая между вольфрамовым электродом и изделием. Ее появление обеспечивается постоянным или переменным током, подающимся на горелку и массу, прикрепленную к свариваемым частям. Инертный газ выступает в качестве защиты сварочной ванны. Но алюминий и его сплавы имеют ряд специфичных особенностей, которые требуется знать и учитывать производя сварку.
Одной из трудностей служит оксидная пленка, образовывающаяся на поверхности материала. Она появляется при взаимодействии металла с кислородом. Плавится пленка при температуре 2000 градусов. Но сам алюминий начинает приобретать жидкую форму уже после 500 градусов. Поэтому выбрав слишком большую силу тока и расплавив оксид, невозможно вести шов. Установив малые параметры на аппарате не получается вообще начать процесс создания сварочной ванны. Поэтому аргонодуговая сварка алюминия подразумевает предварительную зачистку поверхности металла от оксида. Достигается это специальной щеткой или растворителем, после чего необходимо сразу начинать сварочный процесс.
Дополнительной сложностью является гигроскопичность материала. При высокой влажности окружающей среды алюминий впитывает часть воды из воздуха. Когда изделие начинает подвергаться нагреву от электрической дуги, то свариваемый материал выделяет влагу на поверхность. Это может отражаться на качестве формирования шва, плотности контакта с изделием, и пощипыванию малым напряжением сварщика, соприкасающегося с мокрыми участками. Хотя варить аргоном можно сразу, рекомендуется небольшой прогрев материала газовой горелкой при температуре 150 градусов. Это даст испариться лишней влаге и улучшит сварочный процесс.
Аргонная сварка алюминия требует и хорошей защиты расплавленного металла от внешнего воздуха. Для этого необходимо выставить правильный расход газа. Недостаточная подача последнего приведет к вспениванию металла и горению вольфрама. Чрезмерная продувка аргоном мешает формированию шва и сделает процесс более дорогим.
Еще одной сложностью для начинающих сварщиков является образование воронки в конце шва. Если дугу резко оборвать, то появляется кратер. Длительное удержание горелки на одном месте приводит к ненужному прогреву и расширению сварочной ванны. Поэтому аргоннодуговая сварка алюминиевых сплавов нуждается в дополнительных настройках режима затухания дуги, уменьшающего силу тока постепенно. Учитывая эти особенности материала, можно правильно выставить параметры напряжения и своими руками выполнить качественный шов.
Преимущества и недостатки
Сварка алюминиевых изделий полуавтоматом в среде, заполненной аргоном, имеет ряд существенных преимуществ по сравнению с другими способами.
Первое, что следует отметить, малую область нагрева свариваемой детали
Это важно при соединении деталей со сложной объемно-пространственной структурой
Сколько требуется газа и какая нужна проволока, подсчитать можно. Однако спрогнозировать внутреннюю деформацию детали очень трудно.
Сварной шов имеет одинаковую глубину проплавления по всей длине.
К числу недостатков сварки аргоном можно отнести сложность оборудования.
При сварке полуавтоматом требуется тонкая настройка всех составляющих устройства
Важно, чтобы проволока подавалась в рабочую зону постепенно
Видео:








Для этого необходимо правильно настроить аппарат подачи. Если проволока будет подаваться не ритмично, то горение дуги будет прерываться.
В таком случае увеличится расход электроэнергии и аргона. Чтобы качественно выполнить соединение алюминия, сварщик должен обладать сноровкой и навыками этого ремесла.
Только теория и советы в этом случае не помогут.
Сварка алюминия аргоном
Из перечисленных способов сварки наибольшей популярностью пользуются: аргонодуговая сварка АС TIG и полуавтоматическая импульсная сварка MIG. Очень часто первый вид сварочного процесса называют или аргонной, или аргоновой, или сваркой аргоном. Каждый из этих терминов подразумевает один и тот же технический процесс: сварка вольфрамовым электродом в среде аргона.
Для реализации такого сварочного процесса необходимы следующие элементы:
- мощный источник переменного тока (желательно с изменяющейся частотой);
- высокочастотный HF преобразователь для зажигания сварочной дуги.
Изменение частоты переменного тока в сторону увеличения и уменьшения в определённых пределах позволяет обеспечивать более точный контроль над состоянием дуги. Можно регулировать фокусировку ширины.
Кроме изменения частоты применяется изменение баланса переменного тока. Изменение баланса позволяет управлять процессом так называемого «раскисления» поверхностного слоя алюминия. Иногда его называют предварительной чисткой. Количество и качество подобной чистки зависит от состава металла, его чистоты и скорости сварки. Однако настройка слишком высокого баланса значительно снижает стабильность создаваемой дуги. Низкий баланс приводит к тому, что не удаётся расплавить поверхностную оксидную плёнку.
Для проведения такой сварки используются вольфрамовые электроды и присадочные прутки или проволока. В соответствии с ГОСТ электроды должны иметь диаметр от 1,6 до 2,4 мм, а прутки диаметром от 1,6 до 4 мм. В качестве защитного газа применяют инертный газ (обычно это аргон) отсюда и пошло название процесса сварки. Правда существуют аппараты, в которых применяется гелий с высокой степенью очистки.  Все параметры: интервал изменения частоты и баланса переменного тока, размеры электродов и присадочного прутка, размер дуги, скорость подачи газа зависит от технических возможностей оборудования и состава и формы свариваемых деталей. Чтобы не допускать ошибок при сварке, разработаны специальные таблицы, которые позволяют выставлять требуемые параметры. Кроме таблиц, опытными сварщиками разработаны инструкции по сварке алюминия. Согласно инструкции целесообразно обеспечивать угол между свариваемой поверхностью и электродом выдерживать в пределах 70-80°, между электродом и присадочным бруском или проволокой близким к 90°. Длину сварочной дуги необходимо выдерживать в пределах от 1,5 мм до 2,4 мм. Горелка должна двигаться медленно и не обгонять присадочный пруток. Таким образом, будет обеспечена наилучшая защита образованного шва.
Все параметры: интервал изменения частоты и баланса переменного тока, размеры электродов и присадочного прутка, размер дуги, скорость подачи газа зависит от технических возможностей оборудования и состава и формы свариваемых деталей. Чтобы не допускать ошибок при сварке, разработаны специальные таблицы, которые позволяют выставлять требуемые параметры. Кроме таблиц, опытными сварщиками разработаны инструкции по сварке алюминия. Согласно инструкции целесообразно обеспечивать угол между свариваемой поверхностью и электродом выдерживать в пределах 70-80°, между электродом и присадочным бруском или проволокой близким к 90°. Длину сварочной дуги необходимо выдерживать в пределах от 1,5 мм до 2,4 мм. Горелка должна двигаться медленно и не обгонять присадочный пруток. Таким образом, будет обеспечена наилучшая защита образованного шва.  Для получения лучшего качества сварки следует алюминиевую деталь располагать на горизонтальной поверхности. В качестве подложки лучше использовать прокладку из меди или стали. Будет обеспечен надёжный отвод тепла во время сварочного процесса. Это необходимо при сварке тонких деталей, так как перегрев может вызвать прожигание самой детали.
Для получения лучшего качества сварки следует алюминиевую деталь располагать на горизонтальной поверхности. В качестве подложки лучше использовать прокладку из меди или стали. Будет обеспечен надёжный отвод тепла во время сварочного процесса. Это необходимо при сварке тонких деталей, так как перегрев может вызвать прожигание самой детали.
Повышенный расход газа приводит к эффекту засасывания воздуха в зону дуги, что снижает эффект воздействия инертного газа. Если газ вытекает медленно, или применяется слишком большая скорость сварки, это тоже приводит к ухудшению качества защиты места шва. Обычно специалисты включают подачу аргона за 3-5 секунд до зажигания дуги и выключают через 5 секунд после сварки.
Режимы ручной и автоматической сварки алюминия в аргоне неплавящимся вольфрамовым электродом
Скорость сварки необходимо согласовывать не только с силой тока, но и с расходом аргона. При большой скорости сварки, неправильном наклоне сопла горелки и малом расходе аргона зона сварки может оказаться недостаточно защищена, что приводит к окислению кристаллизующегося металла.
Диаметр сварочной горелки должен быть согласован с диаметром вольфрамового электрода, который обычно равен 2-5мм. В зависимости от этой величины выбирают силу тока, из расчёта 60-70А на миллиметр диаметра электрода. Ориентировочные режимы ручной и автоматической сварки вольфрамовым электродом в аргоне представлены в таблицах ниже. При механизированной сварке сила тока должна быть немного больше, чем ручной сварке.
Режимы ручной дуговой сварки
| Тип соединения, подготовка кромок | Толщина свариваемых кромок, мм | Диаметр электродной проволоки, мм | Диаметр присадочной проволоки, мм | Сила тока, А | Расход аргона, л/мин | Число проходов |
| Стыковое, отбортовка кромок | 1,0 | 1,0 | – | 40-50 | 35-50 | 1 |
| 2,0 | 2,0 | – | 80-90 | 65-80 | 1 | |
| Стыковое, без разделки, одностороннее | 3,0 | 3,0-4,0 | 2,0-3,0 | 100-130 | 80-110 | 1 |
| Стыковое, без разделки, двухстороннее | 5,0 | 4,0-5,0 | 3,0-4,0 | 200-240 | 160-200 | 2 |
| Стыковое, V-образная разделка | 10 | 5,0-6,0 | 4,0-5,0 | 250-300 | 240-280 | 5 |
Режимы автоматической сварки
| Тип соединения | Толщина металла, мм | Диаметр электродной проволоки, мм | Диаметр присадочной проволоки, мм | Сила тока, А | Расход аргона, л/мин | Скорость сварки, м/ч | Скорость подачи проволоки, м/ч | Рабочее напряжение, В |
| Стыковое, без разделки | 3,0 | 4,0 | 2,5 | 180-200 | 14-16 | 18-20 | 95-100 | 12 |
| Стыковое, без разделки | 6,0 | 5,0 | 2,5 | 250-290 | 16-18 | 17-18 | 90-100 | 14 |
| Стыковое, без разделки. Сварка на подкладке трёхфазной дугой | 2,0 | 2,5 | 2,5 | 520-550 | 14-16 | 7-8 | 35-45 | – |
Для сварки алюминиевого сплава типа АМг6 толщиной 10мм рекомендуются следующие режимы: диамтер электродной проволоки 5мм, присадочной – 4мм. Сила тока 580-600А, расход аргона 25-28л/мин, рабочее напряжение 16-17В, скорость сварки 10м/ч.
Подготовка свариваемых поверхностей
Чистка алюминия перед сваркой является залогом успешного соединения деталей. Для того, чтобы удалить окислы алюминия, можно пользоваться щетками из нержавеющей стали или растворителями и реактивами для травления.
Правила очистки металла:
- Не пользоваться щеткой, которая использовалась для очистки каких-либо сталей, например нержавеющей или углеродистой.
- Не следует сильно надавливать на щетку — при сильном надавливании окислы проникают в заготовку.
- Очистка металлической щеткой из нержавеющей стали осуществляется только в одном направлении;
- При использовании травящих жидкостей следует позаботиться об их удалении с поверхности заготовки перед сваркой с помощью ацетона или растворителя.
 Зачистка алюминия перед сваркой
Зачистка алюминия перед сваркой





