

Рекомендации по выбору
Выбирая станки для заточки металлорежущего инструмента, необходимо обращать внимание на ряд показателей, в том числе:
- Универсальность или специализацию;
- Скорость и производительность станка;
- Требования к установке и эксплуатации;
- Класс точности;
- Мощность и степень автоматизации станка.
Предприятиям, работающим с различными видами режущего оборудования, стоит рассмотреть вариант приобретения универсальных станков. Они могут применяться для восстановления различных режущих инструментов – разверток, зенкеров, фрез, сверл, метчиков и т.д. Широкий модельный ряд позволяет выбрать устройство, подходящее по параметрам заточки, скорости и производительности и т.п. На некоторых устройствах может быть установлен алмазный или эльборовый круг, который осуществляет заточку торцевой или режущей грани. Настройка направления заточки – вдоль или поперек – регулируется вручную. На станках полуавтоматического типа имеется гидропривод или электропривод для перемещения стола, при этом станок может быть оснащен системой подачи охлаждающей жидкости. Комплектация станков универсального типа предусматривает выполнение широкого спектра основных и дополнительных рабочих операций, что в разы повышает функциональность оборудования.
Виды фрез
Всего существует несколько видов режущего инструмента. К таковому относится: цилиндрический, концевой, дисковый, торцевой и пазовый.
По виду предназначения:
- угловой;
- фасонный;
- шпоночный;
- для обеспечения пазов вида Т.
По поверхности:
- пластмассе;
- дереву;
- металлической;
- стеклу;
- иные.
Затачивание сложно, так как протяженность режущего основания большая. Поэтому используются специализированные инструменты. А некоторых случаях шлифование осуществляется вручную, но работник, выполняющий эти работы должен обладать опытом. Не имеющий навыков сотрудник может допустить брак и на зубьях появятся дефекты: трещины, заусеницы или раковины, в связи, с чем инструмент нужно будет шлифовать повторно, а это приведет к уменьшению размера.

Технология заточки
Существует ряд параметров, которые влияют на углы заточки фрез, в первую очередь это форма зуба: острозаточенный или затылованный. Характеристики каждого из резцов:
- передний угол, образуется касательной к передней поверхности и плоскостью оси;
- задний угол, образуется касательной к задней поверхности и касательной к окружности вращения опорной точки;
- размер площадки, которая подвергается обработке при затачивании по задней поверхности;
- угол наклона зубьев относительно центральной оси.
Углы заточки фрез по металлу зависят от материала и марки изделия, указаны в специальных справочниках и ГОСТах. При обработке заготовок из высоколегированной стали они практически нулевые или отрицательные. Несоблюдение рекомендованных параметров приведет к быстрому разрушению режущей кромки без возможности восстановления.

В процессе заточки площадь зубьев уменьшается, поэтому крайне важно выполнять все операции однообразно для каждого. Перекосы приведут к изменению формы реза и сильному биению, что критично при работе с вязкими материалами – можно просто сломать фрезу
После заточки необходима проверка: визуальный осмотр на наличие трещин, сколов и деформаций с помощью лупы, для углов приемлемо отклонение в 1 градус, определяется маятниковым угломером.
С помощью станка
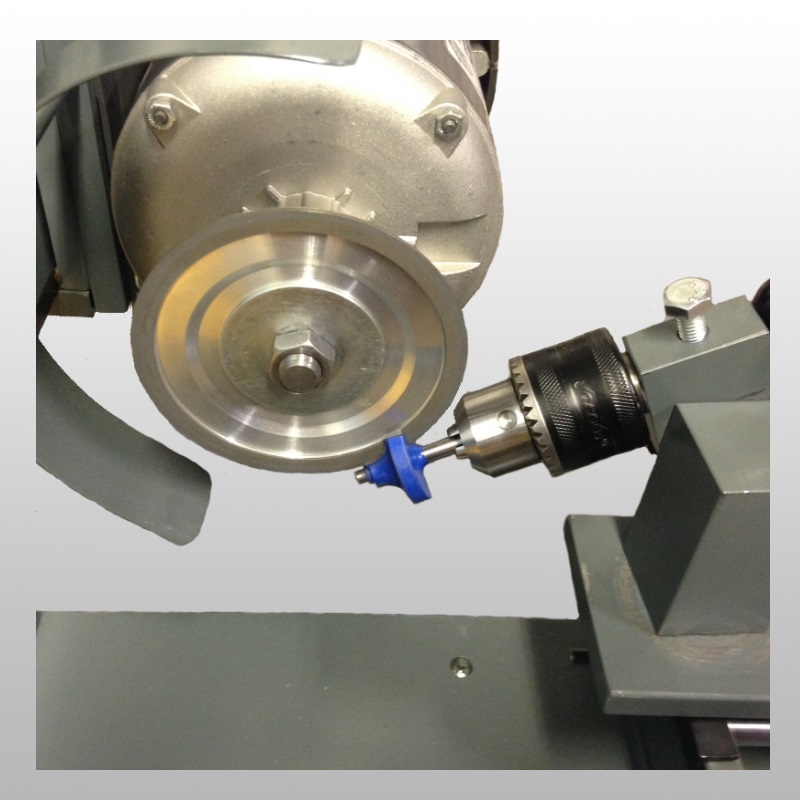
Можно восстановить режущие свойства практически любого инструмента. Заточка твердосплавных фрез производится только на станках. Например, для концевой первым этапом будет круговая шлифовка для удаления возможных сколов и дефектов режущих кромок, после этой операции диаметр измениться в зависимости от степени износа поверхностей. Затем для остроконечных боковых зубьев выполняется заточка по задней части. Для этого используется специальное приспособление в форме иглы, которое обеспечивает равномерный угол заточки на всем протяжении зуба при поступательном движении вдоль абразива
Регулируя его положение, можно добиться изменения заднего угла, а это важно для уменьшения трения и увеличения срока службы. Заточка торцевых зубьев начинается с их установки по горизонту, круг подается под необходимым углом
С помощью станка легко подновить инструменты для ручного фрезера.
Также при увеличении температуры уменьшается твердость абразивных материалов, что увеличивает время обработки заготовок и провоцирует быстрый износ дорогостоящих кругов. Для заточки применяются абразивные круги чашечной и тарельчатой форм для шлифования задних углов зубьев, для передних можно использовать плоские.

В качестве абразива выступают:
- электрокорунд (хорошо подходит для инструментальной стали);
- эльбор (быстрорежущая сталь обычная и повышенной производительности);
- алмаз и зеленый карбид кремния (для твердосплавных резцов).
При обработке твердых сплавов на кругу прогрев поверхности происходит неравномерно, образуются микротрещины, приводящие к деформации зубьев. Для доводки можно использовать чугунный оселок, в качестве абразива взять карбид бора, его же можно использовать и для оперативного устранения неровностей без снятия фрезы.









Промышленные станки дороги, для домашней мастерской можно изготовить его самостоятельно, совместив электрическое точило и механизм подачи затачиваемой фрезы. Универсальный аппарат таким образом сделать не получится, но для выполнения нескольких операций с приемлемым качеством он вполне подойдет.
С помощью кругов для заточки
Имея опыт, можно заточить фрезы несложной формы на обычном точиле, но следует понимать, что большое количество криволинейных поверхностей и необходимость соблюдения угловых параметров, могут свести на нет все усилия. Работать необходимо на небольших оборотах, иначе есть риск перегреть режущие кромки – фреза на выброс.
Подручными средствами
Требуется только наличие абразивных материалов разной зернистости. Бруски в процессе работы необходимо смочить мыльной водой, по окончании промыть и высушить. Заточка фрез по дереву своими руками возможна, но требует долгой практики – основная трудность заключается в равномерной обработке всех зубьев, для этого необходимо контролировать нажим и количество движений. Все издержки перекрываются словом «бесплатно», да и стоимость затачиваемых изделий невелика в случае неудачной попытки. Качество такой работы как правило не очень высокое, но в рамках домашней мастерской приемлемо.

Лучшие точильные станки с гриндером
Выбирая станок с несколькими функциями, можно сэкономить финансовые средства и освободить место в мастерской.
ELITECH СТ 300РС
 Станок может использоваться не только для заточки, но и шлифования Мощность станка составляет 300 Вт. Точильно-шлифовальный станок станет настоящим помощником в мастерской. Размер ленты составляют 686×50 мм, поэтому сможет быть заменена на другую при необходимости. В процессе работы прибор не нагревается и не требует особых умений в регулировке.
Станок может использоваться не только для заточки, но и шлифования Мощность станка составляет 300 Вт. Точильно-шлифовальный станок станет настоящим помощником в мастерской. Размер ленты составляют 686×50 мм, поэтому сможет быть заменена на другую при необходимости. В процессе работы прибор не нагревается и не требует особых умений в регулировке.
Достоинства:
- нет люфтов и вибрации;
- яркая подсветка облегчает работу.
Недостатки:
вес небольшой, поэтому необходимо дополнительно фиксировать на станине.
Лента не самого популярного размера, однако хорошо справляется с поставленными задачами.
Классификация заточных станков для сверл
Оборудование для заточки сверлильного инструмента делится на универсальные и специальные заточные станки. Первые путем смены отдельных рабочих модулей могут быть использованы для заточки не только сверл, но и фрез, резцов, метчиков, зенкеров. Такие станки обычно используются в ремонтных цехах предприятий и при единичном и мелкосерийном производстве инструмента. Конструкция специальных станков позволяет производить на них заточку только сверлильного инструмента различных типов.
На промышленных предприятиях такое оборудование обычно представлено специализированными заточными и доводочными станками, автоматами и полуавтоматами, которые используют для средне- и крупносерийного производства.
Кроме того, существует множество специальных электрических станков для заточки сверл, разработанных специально для использования в бытовых условиях.
Как правило, они имеют пластиковую оснастку и корпус и не отличаются особой точностью (чего, впрочем, от них и не требуется).
Бытовые станки для умеренного использования
Заточные станки, изображения которых приведены выше, могут стоить от десятков до сотни тысяч рублей. Такое оборудование целесообразно приобретать для работы с коммерческими заказами и при больших объемах заточных работ. Для домашней мастерской вполне подойдут простые бытовые станки и приспособления, которые можно приобрести в пределах 1500÷2500 рублей. Качество заточки у них подчас весьма посредственное, но тем не менее достаточное для того, чтобы без проблем просверлить десяток-другой отверстий в металле.
При отсутствии последнего можно приобрести одно из простых устройств с пластиковым кондуктором и профилированным абразивным камнем (см. фото ниже). На таких мини-станках можно производить заточку сверл только определенного диаметра, соответствующего одному из отверстий в крышке-кондукторе.
Главный угол в них всегда постоянный (примерно 118º), т. к. задается наклоном внутренней поверхности абразивного круга. Заточка каждой стороны производится кратковременным прижатием сверла к заточному камню, причем позиционировать сверло нужно на глаз по риске на корпусе.
ПОСМОТРЕТЬ Электрическая дрель точилка на AliExpress →
Промышленное заточное оборудование
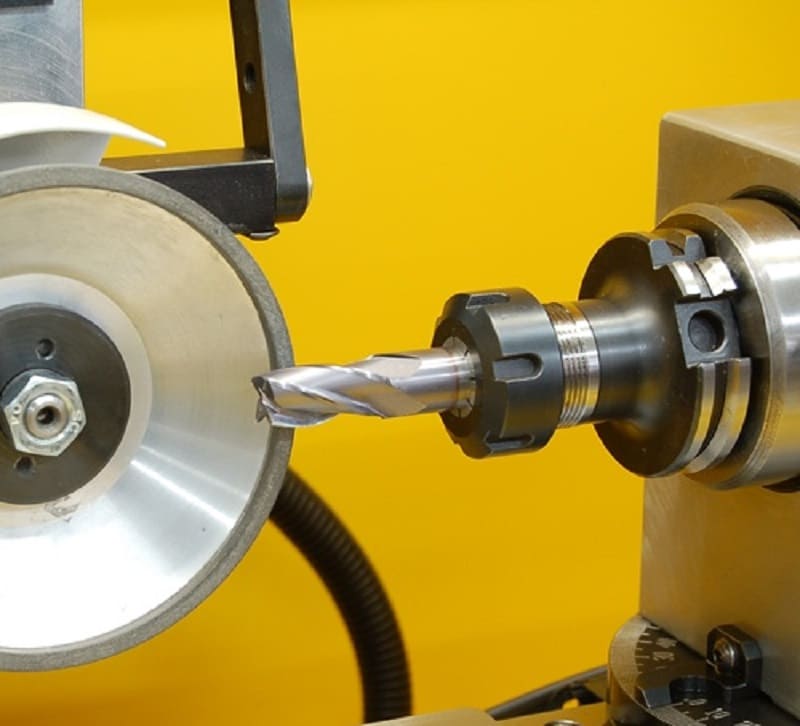
На российском рынке промышленные заточные станки представлены как известными международными брендами, так и моделями российских производителей. Кроме этого, в продаже можно встретить продукцию из КНР под торговыми марками российских компаний, торгующих электроинструментом и промышленным оборудованием. В основном это точильно-шлифовальные станки, предназначенные для заточки сверл и концевых фрез с диаметрами до 30 мм и более.
Большинство из них имеет горизонтальную компоновку, хотя встречаются и вертикальные. В состав поставки обычно входит комплект высокоточных цанг для зажима инструмента, а точность позиционирования этого оборудования составляет 10÷20 мкм.
Поскольку при заточке не требуется больших режущих усилий, мощность приводов у таких установок небольшая — 250÷300 Вт. На фото ниже показан типичный заточной станок этой группы.
ПОСМОТРЕТЬ Станки для заточки сверл на AliExpress →
Дополнительные функции агрегата
Помимо видов стоит учитывать различные модификации и дополнительные функции станков. Например, автоматизированные устройства помогут обеспечить наиболее качественный результат за короткий промежуток времени. В процессе заточки лезвие автоматически подаётся, что обеспечивает профессиональный результат.










Если вы хотите получить хорошую чистоту поверхности инструмента, то стоит использовать оборудование с низкой оборотностью точильного круга. А для шлифовки быстрорежущей стали иногда используют модели с водяным охлаждением, которые помогают достичь наилучшего результата.
Чертежи простейших приспособлений
Простейшими устройствами для заточки могут быть втулки, внутренний диаметр которых соответствует поперечным размерам сверл. Втулка жестко фиксируется в надежное основание с учетом определенного угла
При подборе втулки для таких приспособлений, следует обращать внимание на соответствие ее внутреннего диаметра с поперечным размером затачиваемых инструментов. Запрещается, чтобы обрабатываемые инструменты болтались во втулке, поскольку, даже при отклонении в 1-2 градуса по оси от требуемых значений, могут существенно снизиться показатели качества и точности заточки. В некоторых случаях задачу можно упростить, установив на данную конструкцию деревянный брусок, в котором должны быть просверлены отверстия, с диаметром соответствующим используемому инструменту
Одним из важнейших элементов такого изделия считается наличие подручника, который необходим для:
В некоторых случаях задачу можно упростить, установив на данную конструкцию деревянный брусок, в котором должны быть просверлены отверстия, с диаметром соответствующим используемому инструменту. Одним из важнейших элементов такого изделия считается наличие подручника, который необходим для:
- обеспечения правильной фиксации сверлильного инструмента и возможности точного перемещения в отношении поверхности абразивного камня;
- создания упорной точки для затачиваемого сверла.
Такие изделия из дубовых брусков, в которых предусмотрены разнокалиберные отверстия, являются наиболее надежными. Благодаря им выполняется качественная и точная заточка инструментов. Основной задачей, которая должна быть решена самодельным станком или подобным приспособлением, является правильная ориентация режущей части обрабатываемых инструментов для получения точности требуемого угла заточки.
Область применения
Для выполнения технологических операций существуют различные виды инструмента. Какую фрезу использовать в том или ином случае, для этого необходимо учесть, какой материал нужно обрабатывать.
Фрезы по металлу
К распространенным видам относятся:
- Дисковые. Элементы для резки материала расположены с одной или с двух сторон одновременно. Используются для прорезания пазов, выборки, обрезки и снятии фасок.
- Торцевые. Предназначены для обточки ступенчатых и плоских оснований.
- Цилиндрические. Изготавливаются с винтовыми и прямыми зубьями.
- Угловые. Используются для прорезания стружечных канавок в технологической оснастке.
- Концевые. Применяются для изготовления уступов, выемок по контуру и пазов.
- Фасонные. Предназначены для обработки фасонных поверхностей.
- Червячные. Обработка производится способом обката – касанием инструмента заготовки в одной точке.

Фрезы по дереву
Для обработки деревянных конструкций применяются инструменты:
- Концевые. Внешне напоминают сверло, при этом конусная часть отсутствует.
- Кромочные. Применяются для прорезания кромок и разной конфигурации выемок. Инструменты для фрезерования вручную конструктивно снабжены подшипником для регулирования глубины обработки.
- Пазовые. Используются для прорезания пазов.
- Копировальные. Расположение фрезерной головки в виде дуги.

Фрезы для пластика
При обработке изделий из пластика применяется инструмент:
- Торцевые. Для обработки больших оснований.
- Фасонные. Используются для прорезания сложных профилей.
- Концевые. Применяются для получения карманов или пазов.
- Для гравировки. С ее помощью на основание можно наносить узоры или логотипы.

Фрезы для стекла
Для подготовки изделий из стекла применяются алмазные фрезы. Предназначены для создания кромки и контура на ручном или автоматическом оборудовании.

Применяемые абразивные камни
Выбирая шлифовально-заточной универсальный станок, предполагаются виды предстоящих работ. Помимо конструктивных отличий эксплуатационные качества оборудования зависят от сменного инструмента. Ассортимент точильных кругов насчитывает большое количество наименований. Разделены они по следующим категориям:
- диаметр круга;
- тип абразивного вещества;
- зернистость;
- форма круга;
- диаметр посадочного места на станке.
https://youtube.com/watch?v=9wzrphIHXfo
На домашних точилах применяются камни общего назначения из корундовых частиц. Они универсальны и с успехом используются для бытовых нужд. Настольный заточной станок комплектуется шлифовальным кругом и может при нерегулярном применении служить годами. При выходе из строя следует снять его с вала и проверить внутренний диаметр перед покупкой нового или уточнить размер в инструкции
Важно знать и наружные габариты, чтобы избежать риска приобретения неподходящего для конкретной модели круга. Популярные стандартные диаметры посадочного места, которые может иметь универсальный станок для заточки инструмента:
- 10 мм — круг для заточки цепей, ножовочных полотен;
- 20 мм — круг старого стандарта, но до сих пор выпускается специально для заточных станков;
- 22 мм — стандарт широко использующийся в мире, в частности абразивные диски для «болгарки»;
- 32 мм — распространенный диаметр для шлифовально-заточного оборудования.
Встречаются и другие стандарты, но реже. Для промышленного оборудования предполагается больший ассортимент, поскольку там применяются специальные отраслевые стандарты и перечень выполняемых работ гораздо объемнее. Универсальные станки для заточки режущего инструмента часто комплектуются переходными кольцами для адаптации к нужному диаметру. Для определенных работ важна зернистость абразива. Крупные частицы хорошо использовать для первичной обработки и быстрого снятия значительной толщины металла. Но такие круги не подойдут, если используется заточной универсальный станок для фрез сложной формы, для сверл мелкого диаметра и шлифовально-полировочных работ. Мелкое абразивные частицы работают медленнее, но чистота обработанной поверхности существенно лучше. Используются такие круги для выведения точной режущей кромки токарных резцов, фрез сложной конфигурации.









В технологических производственных линиях широко используется автоматизация. Активно внедряется электронное управление и контроль над выполнением операций и в оборудовании широкого профиля. Полупрофессиональные универсальные станки для заточки все чаще оборудуются подобными устройствами. Они широко применяются:
- в небольших производствах;
- в автосервисах;
- в ремесленном производстве;
- в домашних мастерских частных предпринимателей.
Уважающий себя мастер практически любой специальности имеет хотя бы простенький универсальный станок для выполнения элементарных операций. Те же, кто подходит к вопросу ведения домашнего хозяйства серьезнее старается приобрести производительное и удобное оборудование с хорошим функционалом, набором абразивных кругов и дополнительными приспособлениями для заточки режущего инструмента.  В отдельную категорию выделены абразивы повышенной прочности. Применяются они для шлифовки инструмента с твердосплавными элементами. Широко применяется заточной универсальный станок с алмазным или эльборовым кругом для восстановления режущих дисков в деревообрабатывающей промышленности, производстве металлорежущих инструментов, например, фрез, сверл, резцов.
В отдельную категорию выделены абразивы повышенной прочности. Применяются они для шлифовки инструмента с твердосплавными элементами. Широко применяется заточной универсальный станок с алмазным или эльборовым кругом для восстановления режущих дисков в деревообрабатывающей промышленности, производстве металлорежущих инструментов, например, фрез, сверл, резцов.
Вывод
Заточка является достаточно сложной операцией. Относится к процессу следует предельно внимательно. Ведь от этого зависит дальнейшая эффективность работы с деревянными заготовками. Видео в этой статье продолжит знакомить вас с нюансами заточки.
Фреза может работать производительно лишь при условии правильной эксплуатации. Если работа проводится при правильно назначенных режимах фрезерования, фреза может обработать большое количество заготовок, прежде чем она сколько-нибудь заметно затупится. Однако, если продолжать работать заметно затупившейся фрезой, усилие резания резко увеличится, что вызовет увеличение трения, быстрое дальнейшее затупление и даже поломку зубьев фрезы. Заточка нормально затупившейся фрезы требует сравнительно немного времени и незначительно уменьшает размеры зуба. Заточка очень тупой фрезы является продолжительной, трудоемкой операцией, приходится снимать довольно большой слой металла, поэтому фрезу не надо доводить до сильного затупления. Особенно надо следить за состоянием режущих кромок и своевременной заточкой дорогостоящих фрез из быстрорежущей стали и оснащенных пластинами твердого сплава.
Заточка цилиндрических фрез с остроконечными зубьями
Цилиндрические фрезы с остроконечными зубьями затачивают по задней поверхности зуба чашечным кругом (рис. 332), при этом необходимо соблюдать заданный задний угол &3945;.
При заточке фрезу надевают на оправку, устанавливаемую в центрах заточного станка. Ось чашечного круга устанавливают под углом 1 — 2° к оси фрезы, с тем чтобы круг касался затачиваемой фрезы только одной стороной (рис. 332, в). Если оси чашечного круга и затачиваемой фрезы расположены в одной горизонтальной плоскости (рис. 332, а), то заднего угла α у зуба фрезы не получится. Для образования заднего угла чашечный круг располагают ниже оси затачиваемой фрезы на величину H
(рис. 332, б), которая определяется из прямоугольного треугольника со стороной и углом α:
Угол α следует выбирать по табл. 35. Положение зуба фрезы при заточке фиксируется специальным упором (рис. 332) в виде обычной планки из пружинной стали. Упор, поддерживающий затачиваемый зуб, должен быть установлен очень близко от режущей кромки. Он служит также направлением при заточке фрез с винтовыми зубьями. При заточке задней поверхности цилиндрических фрез дисковыми кругами на зубе получается вогнутая фаска, что ослабляет лезвие зуба и ускоряет их износ. Чашечные круги при заточке дают плоскую фаску (ленточку), чем обеспечивается большая стойкость фрез; по этой причине заточка фрез дисковыми кругами не рекомендуется.
Заточка торцовых фрез
Заточка главной режущей кромки зуба торцовых фрез производится по задней поверхности подобно заточке цилиндрических фрез с остроконечными зубьями (рис. 333, а).
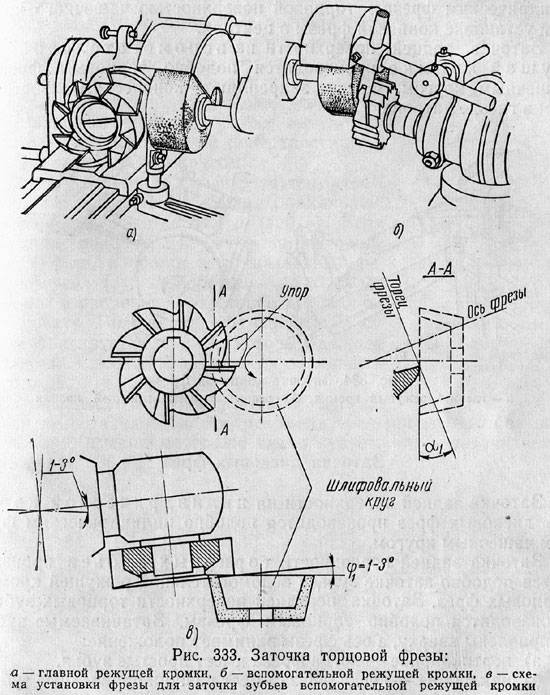
При заточке вспомогательной режущей кромки зуба (рис. 333, б) сначала фрезу устанавливают так, чтобы ее вспомогательная режущая кромка занимала горизонтальное положение. Затем ось фрезы поворачивают в горизонтальной плоскости на величину вспомогательного угла в плане φ 1 и одновременно наклоняют в вертикальной плоскости на торцовый задний угол α 1 . Заточка передней поверхности на вспомогательной режущей кромке производится боковой поверхностью тарельчатого круга. Фрезу устанавливают так, чтобы вспомогательная режущая кромка была обращена кверху, а ось фрезы наклоняют в вертикальной плоскости на величину переднего угла вспомогательной режущей кромки.





