

Поверка инструмента
Методика поверки штангенрейсмаса учитывает следующее. Сначала необходимо проверить установочный ноль применённого инструмента. Для этого прибор размещают на эталонную плиту и передвигают его в продольном направлении. Контрольная прямая не обязана иметь ломаных участков и других отклонений, которые в полном выражении выходят за пределы точности. Таким образом поверяется и цифровой штангенрейсмас, только контролируются критерии цифрового монитора.
Назначение штангенрейсмаса – точное проведение размерных линий и производство измерений – может быть реализовано полностью, если исполнять такие правила и требования:
- Недопускаются существенные температурного колебания и влаге во время работы. В особенности, нормируемый диапазон температур составляет 20±10 °С, а относительная влажность 70±5%.
- При изменении диаметра или формы измерительной головки поверку следует осуществлять по новому.
- Поверку всегда делают пару раз (не менее трёх), после этого для штангенрейсмаса нониусного сравнивают между собой показания нониуса. Инструмент цифрового типа поверяется по отклонению показаний имеющегося в комплекте дисплейного экрана.
Для контроля полученных результатов применяют эталонный микрометр, точность которого должна быть не меньше, чем точность поверяемой техники.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Классификация
В соответствии с указанным стандартом рассматриваемый инструмент-штангенрейсмас ГОСТ 164-90 — может быть классифицирован по следующим параметрам:
- По способу снятия отсчёта – ручные с линейным отсчётом, ручные с круговым отсчётом и автоматизированные (цифровые).
- По предельной длине измеряемого изделия (для приборов ручного типа), которая указывается в обозначении. Согласно 1-му ряду предпочтительных чисел ручной штангенрейсмас ГОСТ 164-90 типа ШР с линейным отсчётом показаний может быть следующих типов: штангенрейсмас ШР-250, штангенрейсмас ШР-400, штангенрейсмас ШР-630 и так далее, вплоть до ШР-2500.
ШР-250 в комплекте с принадлежностями
- По классу точности. В частности, по ГОСТ 164-90 первый класс соотвествует точности 0,05 мм, а второй — 0,10 мм. С увеличением пределов измерительного диапазона точность снижается. Например, если для типа ШР-250 обязательна исключительно верхняя граница точности, то штангенрейсмас ШР-630 ГОСТ 164-90 может иметь точность и 100 мкм. Для наименее точных инструментов точность соответственно уменьшается до 150… 200 мкм.
- По длине шкалы. Для инструментов 1-го класса она может быть 19 и 39 мм, а для 2-го — 9, 19 и 39 мм.
- Электронный штангенрейсмас дополнительно различается ещё по шагу дискретности дисплея: 0,03…0,07 мм для 1-го класса точности и 0,05…0,09 мм для 2-го класса точности.
Стандартное обозначение рассматриваемого инструмента включает все вышеперечисленные факторы. Например, ручной инструмент с диапазоном отсчёта 60-630 и точностью отсчёта 0,10 обозначается так: штангенрейсмас ШР-630-0,10 ГОСТ 164-90.
Технические характеристики
Метрологические характеристики указаны в таблицах 1, 2, 3.
Таблица 1 – Диапазон измерений, значение отсчета по нониусу, цена деления круговой шкалы отсчетного устройства___
| Модификация | Диапазон измерений, мм | Значение отсчета по нониусу, мм | Цена деления круговой шкалы отсчетного устройства, мм |
| ШР 250 | от 0 до 250 | 0,05 | – |
| ШР 400 | от 40 до 400 | ||
| ШР 630 | от 60 до 630 | 0,05; 0,10 | |
| ШР 1000 | от 100 до 1000 | ||
| ШР 1600 | от 600 до 1600 | 0,10 | |
| ШР 2500 | от 1500 до 2500 | ||
| ШРК 250 | от 0 до 250 | – | 0,05 |
Таблица 2 – Расстояние от края нониуса до поверхности шкалы штанги штангенрейсмасов типа ШР, параметр шероховатости измерительных поверхностей, отклонение действительного размера «g» измерительной ножки от намаркированного, ширина ребра верхней измерительной поверхности измерительной ножки, ширина стрелки штангенрейсмаса ШРК, расстояние между концом стрелки и циферблатом штангенрейсмасов типа ШРК, отклонение от параллельности измерительной плоскости ножек относительно основания штангенрейсмасов_
| Наименование характеристики | Значение |
| Расстояние от края нониуса до поверхности шкалы штанги штангенрейсмасов типа ШР, мм, не более | 0,25 |
| Параметр шероховатости измерительных поверхностей штангенрейсмасов при значении отсчета по нониусу или цене деления шкалы не более 0,05 мм по ГОСТ 2789-73, Rа, мкм, не более: – измерительной ножки – разметочной ножки и основания | 0,16 0,32 |
| Параметр шероховатости измерительных поверхностей штангенрейсмасов при значении отсчета по нониусу 0,1 мм по ГОСТ 2789-73, Rа, мкм, не более: – измерительной и разметочной ножки – основания | 2 3 m vo о” о” |
| Отклонение действительного размера «g» измерительной ножки от намаркированного, мм, не более | ±0,02 |
| Ширина ребра верхней измерительной поверхности измерительной ножки, мм, не более: – штангенрейсмасы с диапазоном измерения от 0 до 250 мм – штангенрейсмасы с другими диапазонами измерений | ,5 ,2 |
| Ширина стрелки штангенрейсмаса ШРК, мм | от 0,15 до 0,20 |
| Расстояние между концом стрелки и циферблатом штангенрейсмасов типа ШРК, мм, не более | 0,7 |
| Отклонение от параллельности измерительной плоскости ножек относительно основания штангенрейсмасов, мм, не более: – штангенрейсмасы со значением отсчета по нониусу 0,05 мм и цене деления шкалы 0,02 мм и 0,05 мм – штангенрейсмасы со значением отсчета по нониусу 0,1 мм | 0,010 0,015 |
Таблица 3 – Пределы допускаемой абсолютной погрешности как при незатянутом, так и при затянутом зажиме рамки, при температуре окружающей среды (20±10) °С_
| Измеряемая длина, мм | Пределы допускаемой абсолютной погрешности штангенрейсмасов, мм | ||
| с ценой деления круговой шкалы отсчетного устройства | со значением отсчета по нониусу | ||
| 0,05 | 0,05 | 0,10 | |
| от 0 до 400 включ. | ±0,05 | ±0,05 | ±0,05 |
Св. 400 до 630 включ. | – | ±0,10 | |
| Св. 630 до 1000 включ. | ±0,10 | ||
| Св. 1000 до 1600 включ. | – | ±0,15 | |
| Св. 1600 до 2500 | ±0,20 |
Таблица 4 – Основные технические характеристики
| Модифи кация | Допуск параллельности верхней и нижней измерительных поверхностей измерительных ножек, мм | Допуск прямолинейности измерительных поверхностей разметочной и измерительной ножек, мм | Габаритные размеры (длинахширинах высота), мм, не более | Масса, кг, не более | Средний срок службы, лет, не менее |
| ШР 250 | 0,006 | 0,004 | 160x70x375 | 1,8 | 5 |
| ШР 400 | 275x120x531 | 5,3 | |||
| ШР 630 | 275x120x761 | 5,7 | |||
| ШР 630 | 0,01 | ||||
| ШР 1000 | 320x155x1169 | 13,0 | |||
| ШР 1600 | 425x200x1770 | 32,0 | |||
| ШР 2500 | 460x200x2670 | 44,0 | |||
| ШРК 250 | 0,006 | 160x70x375 | 1,6 |
Таблица 5 – Условия эксплуатации
| Наименование характеристики | Значение |
| Температура окружающего воздуха, °С | от +10 до +40 |
| Относительная влажность воздуха при температуре 25 °С, %, не более | 80 |
ШПЦ-1
Под этой маркировкой предлагаются цифровые устройства. Они, как уже было замечено, ничем конструктивно от механических инструментов не отличаются, кроме электронного измерительного блока и наличия цифрового индикатора. Что касается интервалов измерений, то он также позволяет измерять размеры в диапазоне от 0 до 150 мм. Но за счет цифрового модуля точность гораздо выше.
Комфорт от использования электронного прибора в том, что в каждой точке измерений можно выставить индикатор на 0. С помощью нажатия небольшой кнопки переключаются системы измерений – например, с метрической в дюймовую и обратно.
Перед приобретением электронной модели важно обращать внимание на показания, когда губки прибора сведены. Также, когда затянут стопорный винт, на экране не должно быть никаких прыжков цифр
Как пользоваться?
Принцип замера включает несколько практических рекомендаций, которые следует применять для получения точных результатов. При измерении следует фиксировать рамку болтом, который предназначен для того, чтобы она не сместилась случайно. Не использовать инструменты с повреждениями штанги или нониуса (в случае с цифровыми устройствами могут быть более сложные неисправности) или со сбитой нулевой отметкой. Учитывать тепловое расширение деталей (лучше всего делать замеры при температуре, близкой к 20 C).
При измерении механическим штангенглубиномером нужно помнить о цене деления. Для большинства моделей она составляет 0.5 или 1 мм для основной шкалы и 0.1 или 0.5 мм для нониуса. Общий принцип таков, что номер деления нониуса, совпавшего с отметкой основной шкалы, необходимо умножить на его цену деления и затем прибавить к целой части искомой величины.
Есть несколько правил использования и хранения приборов, позволяющих избежать их преждевременного выхода из строя:
- попадание пыли и твёрдых частиц между рамкой и штангой могут вызвать её заклинивание, поэтому следует держать инструмент в футляре;
- срок эксплуатации механических приборов больше, чем цифровых, и последние требуют более бережного обращения;
- отсчётный компьютер и дисплей нельзя подвергать сотрясениям и ударам;
- для правильной работы питание к этим узлам должно поступать от аккумулятора с нормальным уровнем заряда и/или от исправного блока питания.
В следующем видео вас ждет обзор штангенглубиномера ШГЦ-150.
Измерение и разметка заготовок штангенрейсмасом
Рас скажем о том, как проводятся измерение заготовок и их разметка при использовании ручного штангенрейсмаса.
Измерения
Измерения ручным штангенрейсмасом проводите в таком порядке.
Наденьте держатель для ножки на выступ рамки прибора.
Установите ножку в паз держателя. Закрепите ее стопорным винтом.
-
Поместите штангенрейсмас на контрольную эталонную плиту.
Удостоверьтесь в том, что прибор стоит ровно.
Придерживая основание инструмента левой рукой, переместите рамку вверх и зафиксируйте ножку выше заготовки.
Установите изделие под ножку штангенрейсмаса.
Опустите рамку до плотного контакта ножки с верхней поверхностью заготовки.
Зафиксируйте положение рамки при помощи еще одного стопорного винта.
Считайте показания.










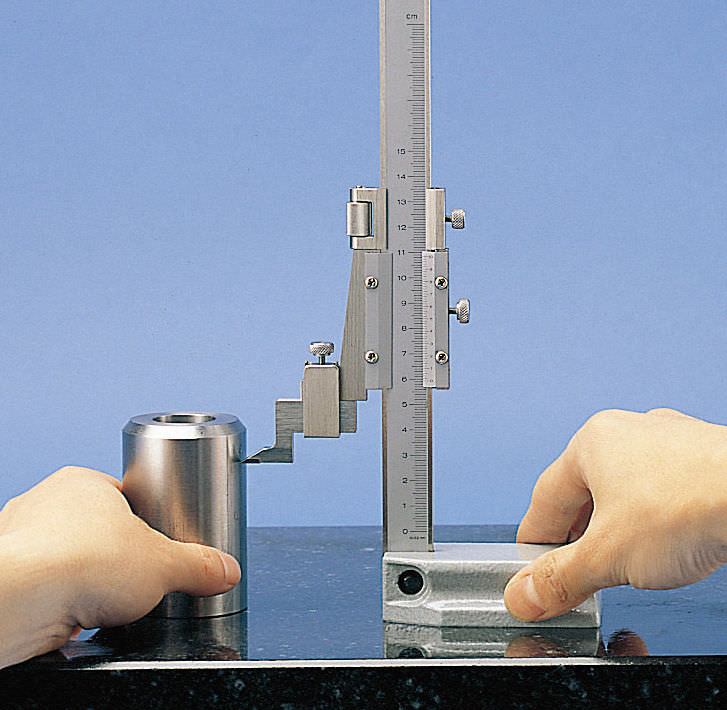
Фотография №2: измерение высоты изделия штангенрейсмасом
Разметка
Чаще всего при помощи штангенрейсмасов наносят на заготовки параллельные горизонтальной эталонной плите линии. Для этого:
установите рамку на нужную высоту (правильность вы можете оценить по значениям на шкалах прибора);
зафиксируйте рамку при помощи стопорного винта;
установите в паз держателя чертилку с твердосплавным наконечником;
надежно закрепите ее при помощи стопорного винта;
разметочный штангенрейсмас и заготовку установите на измерительную плиту (чертилка должна с усилием касаться изделия);
для получения горизонтальной линии переместите прибор по плите, придерживая основание.
В результате на поверхности заготовки появится хорошо различимая линия на нужной высоте.

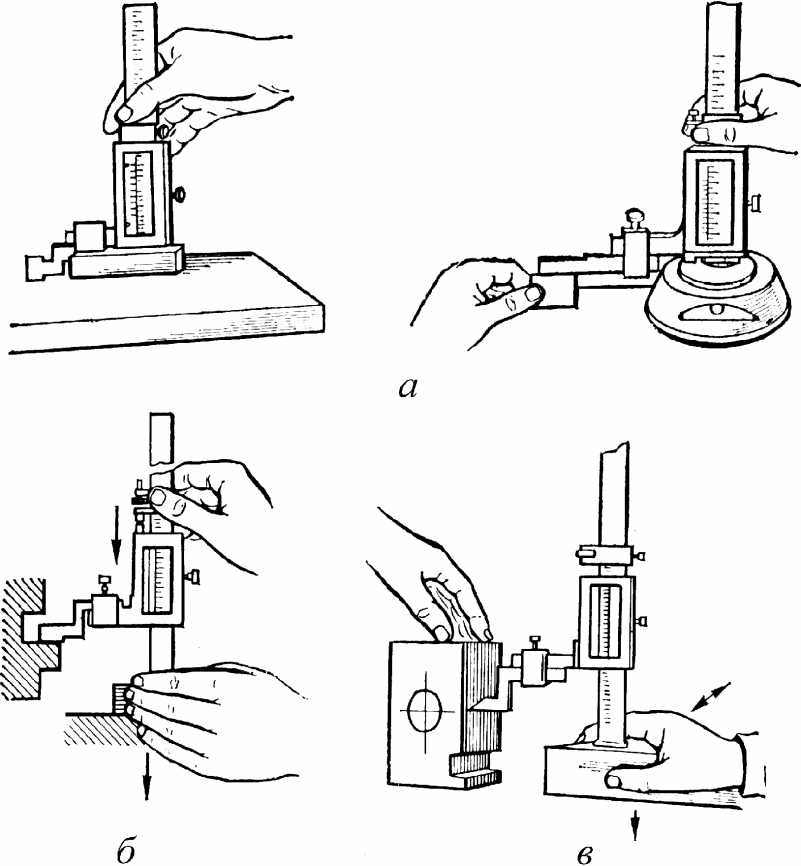
Фотография №3: разметка заготовки штангенрейсмасом
Это интересно: Особенности герметизирующей ленты
Рейсмусовый станок
Многофункциональное деревообрабатывающее оборудование располагается на станине. На горизонтально расположенную рабочую площадку укладывается заготовка, которая вручную или в автоматическом режиме продвигается к режущим элементам. Ножевой вал подравнивает обратную сторону пиломатериала, срезая ненужный слой до необходимой толщины. Чтобы заготовка при перемещении не болталась из стороны в сторону, по бокам ее удерживают вальцами, планками или роликами.
Рейсмусовый станок часто путают с фуговальным. Но в конструкцию последнего входит не менее трех ножей. Они выполняют более глубокий съем древесины с заготовки. На рейсмус изделие попадает лишь после предварительной обработки на фуговальном оборудовании, так как материал на рабочую площадку может быть уложен лишь плоской стороной.
Рейсмусовые станки бывают:
-одно- и двусторонними;
-напольными и настольными.
Односторонние модели относятся к бюджетному оборудованию. Ножевой вал в конструкции находится над рабочей площадкой, поэтому рейсмусование происходит лишь с одной стороны. Двусторонние станки имеют два ножа – над и на рабочей поверхности, что позволяет выполнять обработку сразу двух плоскостей. Такие агрегаты незаменимы при больших объемах работ.

При выборе рейсмусового станка обращают внимание на его мощность и производительность, на возможные габариты заготовок и количество ножевых валов. Немаловажным показателем является масса оборудования, так как она оказывает огромное влияние на степень вибрации станка во время работы. Еще пару факторов, которыми стоит заинтересоваться, – это наличие возможности регулировки толщины счищаемого слоя и глубина пропила за один проход
Именно эти характеристики помогут определить функциональность станка и удобство его эксплуатации
Еще пару факторов, которыми стоит заинтересоваться, – это наличие возможности регулировки толщины счищаемого слоя и глубина пропила за один проход. Именно эти характеристики помогут определить функциональность станка и удобство его эксплуатации.
При установке оборудования следует обеспечить его надежную фиксацию. Это касается как напольных, так и настольных моделей. Стабильность положения предотвратит опасные ситуации при работе рейсмусового станка, а также поспособствует получению более точных результатов в процессе обработки пиломатериалов и нанесении требуемых меток. В инструкции производителя даются указания по правильному креплению станины. Как правило, его производят при помощи болтов, входящих в комплект рейсмуса.
К работе разрешается приступать только после набора станком необходимой скорости вращения ножевых валов.

Важно понимать, что для разовой работы приобретать деревообрабатывающее оборудование будет экономически невыгодным решением. Гораздо рациональнее – арендовать станок, минимизировав время на его использование. Прежде чем обратиться в сервис проката строительных инструментов, рекомендуется разумно скомпоновать этапы работы с древесным материалом, временно отказавшись от сопутствующих процессов
Прежде чем обратиться в сервис проката строительных инструментов, рекомендуется разумно скомпоновать этапы работы с древесным материалом, временно отказавшись от сопутствующих процессов.
Что касается ручного рейсмуса, то его вполне можно изготовить собственными руками. Сложности в этом никакой нет, да и модель будет сделана под индивидуальные запросы. Вариации инструмента можно найти в большом количестве на просторах интернета.
Как устроен и функционирует
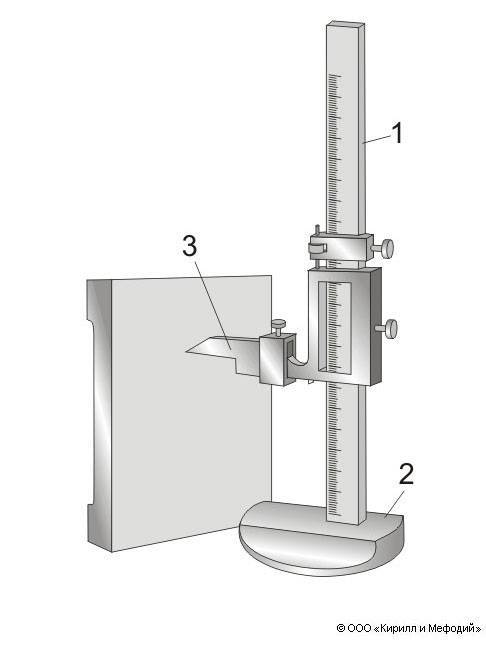
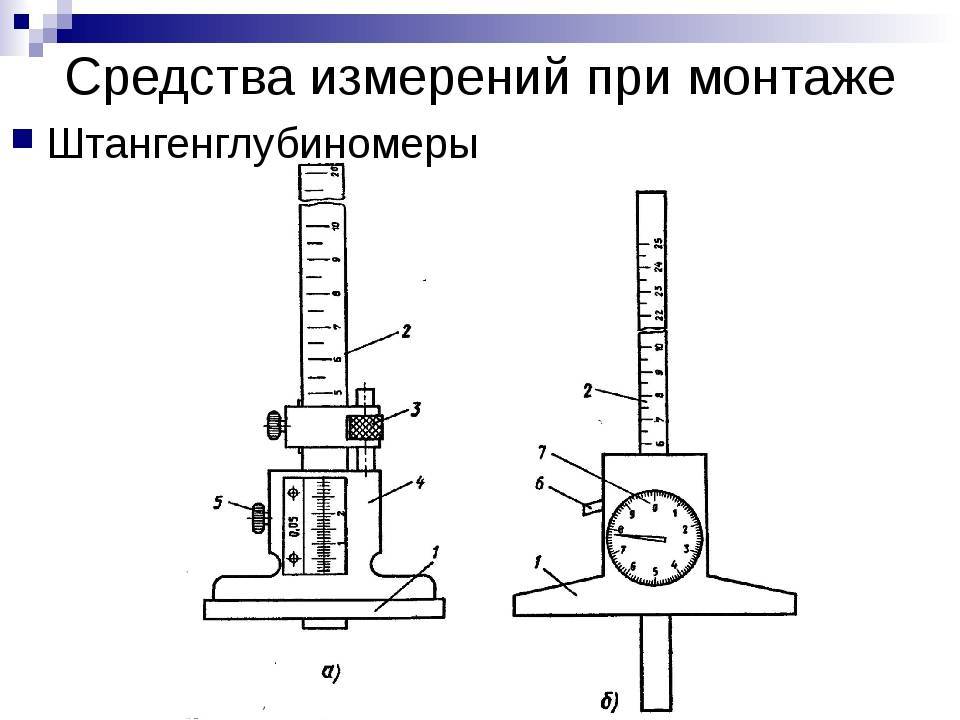
ГОСТ 164-90 предусматривает следующее типовое устройство штангенрейсмаса:
- основание;
- измерительная линейка;
- нониус (шкала для отсчёта дополнительных показаний в долях мм);
- рамка с микрометрической подачей;
- держатель крепления сменных наконечников;
- отсчётная призма (или чертилка, в зависимости от действий с инструментом).

Устройство и основные детали
В соответствии с методикой, которая прописана в ГОСТ 164-90, инструмент в режиме разметки следует использовать так. Все измерения должны выполняться на массивной и ровной плите с минимальной шероховатостью поверхности. На эту плиту устанавливают основание, после чего пользуясь рамкой и нониусом, устанавливают необходимый линейный размер, который нужно воспроизвести на поверхности заготовки или полуфабриката. В держатель помещается чертилка, которая жёстко фиксируется микрометрическим винтом. Рамка, которая предварительно застопорена винтом, прижимается вместе с корпусом к размечаемой поверхности. Далее инструмент передвигают на требуемое значение линейного размера, при этом остриё чертилки должно оставлять видимый след на поверхности заготовки.





Скачать ГОСТ 164-90 «Штангенрейсмасы. Технические условия»
Штангенрейсмас, назначение которого – измерение, вместо чертилки в держателе имеет призматический либо конусный указатель, который заканчивается головкой малого радиуса (по действующим нормам это может быть 50 или 100 мкм).
Считывание результатов
Считать показания результатов, которые получены с помощью штангенциркуля, несложно. На неподвижной рамке (штанге), где расположена основная шкала, определяют целое число (мм). Нониусная шкала показывает сотые доли миллиметра. Нужно найти штрих нониусной шкалы на используемом штангенциркуле, совпавший с определённой цифрой на главной шкале. Этот показатель и будет являться значением размера детали в миллиметрах.
По нониусной шкале
Бывает, что при измерениях достаточно целого показателя. Если же требуется установить значение более точно, то нужно осмотреть нониусную шкалу. А на ней необходимо найти точку совпадения двух рисок. Цифра нониусной шкалы будет означать десятое значение. Сложив её с целым числом, пользователь получит точное значение размера детали.
По часовому индикатору
При использовании циферблатного штангенциркуля также целое число в миллиметрах можно увидеть на главной шкале. Как и на аналоговом устройстве оно определяется совпадением рисок на обеих шкалах. Цифра же, представленная на циферблате, показывает значение от 0,01 до 0,99 мм, это зависит от цены деления шкалы. Стрелочный или циферблатный штангенциркуль — более точное устройство, чем механический (аналоговый). Пользоваться им следует при необходимости получения идеально точных данных.
По цифровому табло
Высокоточные (до сотых долей миллиметров) показания результатов, полученных при работе с цифровым штангенциркулем, представлены на жидкокристаллическом дисплее табло. Необходимо при этом помнить, что на нём имеются разные режимы, показывающие результаты измерения как в миллиметрах, так и в дюймах. Такие приборы также оснащены нониусной шкалой. Ею можно пользоваться, если, к примеру, разрядится аккумулятор.
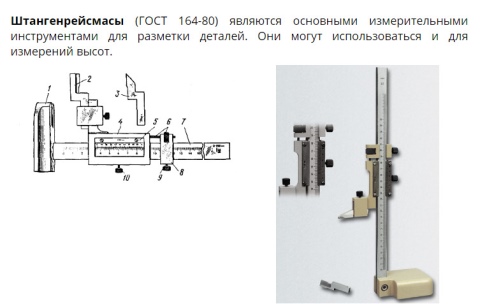
Штангенрейсмас
В современном машиностроении для контроля наружных и внутренних размеров деталей используется немало различных типов измерительных инструментов: микрометрические измерительные приборы, штангенглубиномеры (с их помощью определяют глубину пазов и отверстий), штангенциркули и штангенрейсмусы.
Согласно такому стандарту, как ГОСТ 164 – 90, штангенрейсмусы в процессе производства различных машиностроительных деталей используются для того, чтобы производить точную разметку. Кроме того, допускается их применение для определения высоты деталей, предварительно размещенных на разметочных чугунных плитах.
Заводы производители, выпускают большой ассортимент продукции, в число которых входят штангенрейсмасы. Они имеют цену деления нониуса 0,1 или 0,05 миллиметра, а предел измерений ими достигает 2500 миллиметров.
Конструкция штангенрейсмаса состоит из ряда деталей, таких как чугунное основание, которое должно быть массивным для устойчивости всего инструмента, штанги с миллиметровой шкалой, на которую монтируется подвижная рамка с нониусом и механизм микрометрической подачи. Кроме того, на подвижной рамке имеется державка, на которой наличествует специальная измерительная ножка, предназначенная для определения значения измеряемой высоты, или же разметочная ножка.
Следует заметить, что основание штангенрейсмаса играет роль не только несущего элемента. Оно также необходимо для того, чтобы перемещать этот измерительный инструмент по всей плоскости разметочной чугунной плиты. Рабочие плоскости штангенрейсмасов в процессе их производства обрабатывается методом шлифования.
Перед тем, как использовать штангенрейсмас для проведения измерений или же разметки, его рабочую шлифованную поверхность рекомендуется протереть с использованием машинного масла. Благодаря этому инструмент будет легче перемещать по поверхности.
Перед использованием штангенрейсмаса нужно проверить его нулевой отсчет. Для этого инструмент устанавливается на проверочную плиту, а его рамка опускается вниз вплоть до того, момента, когда измерительная поверхность ножки совпадет с плитой. В таком положении нулевые штрихи миллиметровой шкалы и нониуса должны полностью совпадать. Некоторые модели штангенрейсмусов имеют нижние пределы измерения, превышающие сорок миллиметров. Проверка этих инструментов производится при помощи установки под их ножки специальных плоскопараллельных плиток. В тех случаях, когда между плитой и ножкой (или же равной нижнему пределу концевой мерой) отсутствует зазор, нулевые отметки штанги и нониуса должны полностью совпадать.
В процессе проведения измерений нужно прижимать основание к плите левой рукой, а ножку подвести к проверяемой поверхности. После этого при помощи микрометрической подачи следует аккуратно довести измерительную ножку вплоть до соприкосновения ее нижней части с проверяемой поверхностью.
Когда с помощью штангенрейсмаса производят разметку, то сначала устанавливают необходимый размер, основание прижимают левой рукой к плите, и при этом перемещают инструмент относительно размечаемой детали. Риски на нее наносятся заточенным острием ножки.
Считывание показаний штангенрейсмаса производится точно так же, как у нониусного штангенциркуля.
Предел погрешности измерения штангенрйсмусов и при затянутом, и при незатянутом положении рамки определяется ГОСТ 164 – 90. На все наружные поверхности рейсмасов кроме измерительных и основания должно наноситься антикоррозионное покрытие. Кроме того, перед использованием штангенрейсмасы следует размагнитить.
Классификация по точности и проведение измерений
Любой штангенрейсмус должен быть категоризирован по классу точности, который вносится в маркировку прибора. Этот класс указывается в цифровом виде и является последней группой цифр в названии. К примеру, последние три цифры в названии «ШР-250-0,05» будут означать, что устройство имеет измерительную погрешность в 0,05 миллиметра.
Таким образом, классы точности подразделяются по следующим категориям:
- Первый класс (самый точный и лучший) – от 0,05 до 0,09 миллиметров;
- Второй класс – от 0,1 миллиметра и выше.
Для электронных приборов к точности еще может быть добавлен и шаг дискретности – от 0,03 до 0,09 миллиметров – первый класс, все, что выше – второй.
До начала использования инструмента необходимо провести поверку его точности, а сами измерения производить в соответствии с условиями МИ 2190-92 и ГОСТ 164-90.
Проверку нулевой точки на рабочей плоскости возможно осуществить следующим способом:
- Инструмент фиксируется на ровном основании;
- Основная рамка приспускается вниз до упора (до соприкосновения с основанием);
- Далее происходит сверка шкалы на основной линейке и нониусе – они должны совпадать по своим нулевым рискам-значениям;
- Если совпадение достигнуто, то прибор способен выполнять точные измерения.
Штангенрейсмас как пользоваться
Аналогично первому примеру необходимо найти штрихи нониуса и штанги, которые точно совпадают друг с другом. На рисунке они выделены зеленым и черным цветом соответственно. Например, маркировка ШР ,05 будет означать, что данная модель ручного штангенрейсмаса имеет точность измерений 0,05 мм, на что указывает последняя цифра 0, Этот параметр соответствует первому классу точности прибора по ГОСТ Интервал этого класса — 0,,09 мм.
Начиная от 0,1 и выше — второй класс точности. Для цифровых приборов имеется разделение по признаку так называемого шага дискретности — от 0,03 до 0,09 мм например, ШРЦ, Чтобы начать применение инструмента, сперва необходимо проверить, точно ли он измеряет и нет ли у него какой-либо неисправности.
Методика должна соответствовать нормативному документу МИ , предназначенному именно для штангенрейсмусов. Если операция состоит в разметке, то в инструмент вставляется разметочная ножка, а потом по шкалам устанавливается нужный размер, который и нужно отметить на детали.
Отметка производится остриём ножки путём передвижения инструмента относительно детали. Stroy-podskazka Ремонт Инструменты Штангенциркуль Штангенрейсмас:что это такое, виды и устройство. В первую очередь стоит привести общие сведения об этом слесарном инструменте. Имеет и другое название — штангенрейсмус. С виду похож на штангенциркуль, но устанавливается для определения размеров на горизонтальной плоскости в вертикальном положении. Принцип действия штангенрейсмаса ничем не отличается от принципа работы штангенциркуля.
Его назначение — измерять высоту деталей, глубину отверстий и взаимное расположение поверхностей различных корпусных деталей. Кроме того, он применяется для разметочных операций. Так как инструмент является, по сути, измерительным прибором, то имеет определённую методику поверки и измерения.
Штангенрейсмасс штангенрейсмус – слесарный и измерительный инструмент , применяемый для разметки, измерения высоты, глубины отверстий и расположения поверхностей корпусных деталей. Принцип работы инструмента аналогичен штангенциркулю.
Регулирует технические условия данного инструмента ГОСТ , являющийся его основным стандартом. Конструкция обычного штангенрейсмаса довольно проста. Его основные части такие: массивное основание; вертикальная штанга, на которую нанесена миллиметровая основная шкала иногда её называют линейкой, так как по виду она напоминает именно этот известный со школьных лет инструмент ; основная рамка; нониус дополнительная микрометрическая шкала на основной рамке ; измерительная ножка.
Все остальные детали — вспомогательные: крепёжные, регулировочные. Это: винт и гайка для передвижения основной рамки; рамка микрометрической подачи; крепёжные винты рамок; держатель сменных наконечников измерительной ножки; чертилка.
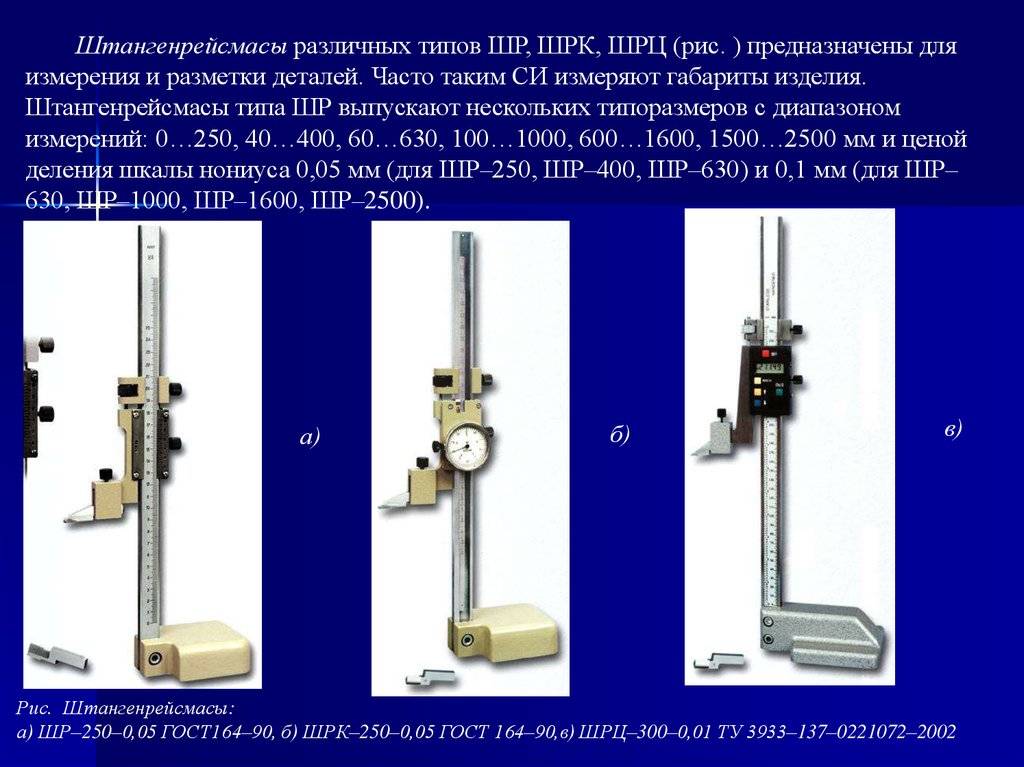
Типы штангенрейсмасов
Согласно ГОСТу 164-90 штангенрейсмасы могут выпускаться в трёх исполнениях, различающихся видом отсчётного устройства. Подача рамки во всех случаях одинакова и является микрометрической.
Инструменты первого типа оснащены нониусной шкалой и маркируются буквенным сочетанием ШР. Длина нониуса может составлять 9, 19 и 39 мм или 19 и 39 мм в зависимости от того, какое значение имеет отсчёт по нониусу (0,1 и 0,05 мм соответственно). Длинные штрихи, нанесённые на нониус, могут быть подписаны целыми числами, однако, обозначают долю целого деления.
Штангенрейсмасы, оснащённые отсчётным устройством в виде круговой шкалы, выпускаются под маркой ШРК. Отсчётное устройство должно обеспечивать совмещение стрелки с нулевой отметкой круговой шкалы. Расстояние между краем отметок и стрелкой не должно превышать значения 0,7 мм, а риска деления – быть меньше 1 мм.
Третий тип штангенрейсмасов – ШРЦ – снабжаются электронным (цифровым) устройством отсчёта, интерфейсом для вывода показаний на внешнее устройство (ПК) и встроенным источником питания. Инструмент типа ШРЦ предназначен для полной или частичной автоматизации измерений и обеспечивать правильность показаний при перемещении рамки со скоростью, превышающей 0,5 м/с.
Классификация
Штангенрейсмасы классифицируются по различным признакам. По конструктивному исполнению выделяют следующие типы прибора:
- нониусные (ШР) – это те, что уже описаны выше, то есть имеющие сходство со штангенциркулем;
- с круговой шкалой (ШРК) – устройства, имеющие круговую шкалу отсчёта;
- цифровые (ШРЦ) – имеющие электронные индикаторы отсчёта.
Кроме того, различают эти инструменты в зависимости от максимальной измеряемой длины (высоты) деталей. Этот параметр (в миллиметрах) включается в название модели инструмента.
А также имеются модели штангенрейсмусов с маркировками ШР-400, ШР-630 и более. Максимальная известная модель — ШР-2500.
Классифицируют все инструменты и по классу точности. Он также вносится в маркировку моделей. Например, маркировка ШР 250-0,05 будет означать, что данная модель ручного штангенрейсмаса имеет точность измерений 0,05 мм, на что указывает последняя цифра (0,05). Этот параметр соответствует первому классу точности прибора по ГОСТ 164-90. Интервал этого класса – 0,05-0,09 мм. Начиная от 0,1 и выше — второй класс точности.

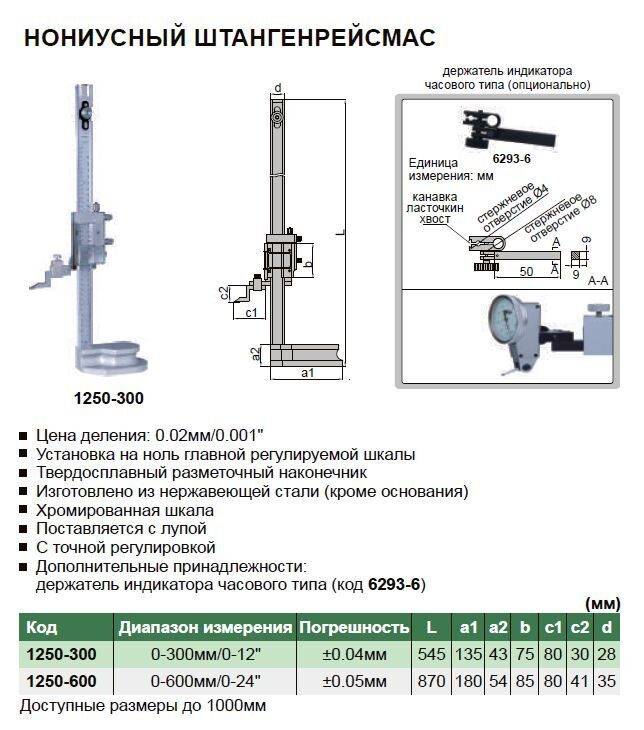






Для цифровых приборов имеется разделение по признаку так называемого шага дискретности — от 0,03 до 0,09 мм (например, ШРЦ-600-0,03).
Штангенрейсмасы. Основные виды, характеристики и сферы использования
Первые измерительные инструменты, такие как измерительная линейка, появились в арсенале мастеровых много тысяч лет назад. Но постепенно развитие техники требовало все большей точности при изготовлении деталей, а значит и новых, все более точных измерительных приборов и инструментов. Так постепенно появился целый класс штангенинструментов, представителем которого являются и штангенрейсмасы. Штангенинструменты сочетают в себе два качества, делающие их незаменимыми на производстве: простота использования и достаточно высокая точность измерений.
Штангенрейсмас служит для замера или разметки высоты. Так как штангенрейсмас относится к классу штангенинструментов, по принципу действия и внешнему виду он напоминает более известный штангельциркуль. Отличие состоит в том, что вместо неподвижной губки штангенциркуля штангенрейсмас имеет массивное основание. Разметочные чертилки или ножи для разметки (при замере высоты – измерительные головки или губки), крепятся в специальной державке на подвижной рамке с нониусом.
Изготавливаются штангенрейсмасы из высоколегированной инструментальной стали. Все детали инструмента тщательно полируются, иногда наносится специальное антибликовое покрытие для повышения точности измерений.
По типу отсчетного устройства различают три основных типа штангенрейсмасов, каждый из которых имеет соответствующее обозначение. Различаются эти типы и по точности измерений. — Классические штангенрейсмасы с отсчетом по нониусу. Имеют обозначение ШР и точность измерений 0,05 – 0,1 мм. Штангенрейсмасы с отсчетом по нониусу получили наибольшее распространение благодаря своей надежности и простоте использования. — Штангенрейсмасы с отсчетным устройством в виде круговой шкалы. Обозначаются как ШРК и имеют точность измерений 0,02 – 0,05 мм. — Наиболее современные и точные штангенрейсмасы с электронным устройством отсчета. Имеют обозначение ШРЦ и шаг дискретности электронного устройства 0,01 мм. На сегодняшний день ШРЦ обеспечивают наиболее высокую точность измерений. Используются электронные штангенрейсмасы на производстве, где предъявляются повышенные требования к точности измерений. К недостатку таких инструментов можно отнести их более высокую стоимость. Более подробно о ценах на различные типы и модели штангенрейсмасов Вы можете узнать в следующей статье.
При изготовлении штангенрейсмасов предприятия – изготовители руководствуются требованиям ГОСТ 164 – 90. Штангенрейсмас ГОСТ 164 – 90 должен полностью соответствовать всем требованиям, предъявляемых этим документом.
Сегодня штангенрейсмасы производят достаточно большое количество предприятий – изготовителей, как отечественных, так и зарубежных. Выбрать штангенрейсмас и купить именно той модели и именно того производителя, что наиболее полно будет удовлетворять всем Вашим требованиям, поможет каталог компании ФАСТБ, в котором представлен широкий выбор различного измерительного инструмента ведущих мировых производителей.
Порядок измерений
Теперь о том, как работает штангенциркуль. Перед тем как начать пользоваться, необходимо подготовить устройство и измеряемую деталь: очистить поверхность от грязи, чтобы обеспечить максимальную точность. Губки нужно плотно свести и оценить размер просвета между ними. Если конструкция исправна, то он будет минимальный.
Далее подвижную рамку необходимо передвинуть так, чтобы её первая риска совпала с нулевой отметкой на шкале штанги в точности. Если не учесть это и не выполнить, то результаты не будут точными. Если не получается сопоставить эти отметки, то такой штангенциркуль неисправен и пользоваться им не рекомендуется. Лишь убедившись, что конструкция полностью подготовлена, можно начинать работать.
Измерение наружных поверхностей
Когда требуется провести измерение линейного размера, либо наружного диаметра, то последовательность использования инструмента следующая. Прежде всего, губки нужно развести, передвигая рамку. А потом плотно прижать их к противоположным поверхностям детали, которую требуется измерить, и закрепить положение рамки с помощью винта. Если измеряется наружный диаметр детали цилиндрической формы, то её ось должна быть точно перпендикулярна плоскости рамки. Если же измеряется длина детали или изделия, то его продольная ось должна располагаться точно параллельно штанге. Эти условия необходимо соблюдать, пользуясь штангенциркулем, иначе невозможно получить точные результаты.

Измерение внутренних поверхностей
Если нужно произвести измерение диаметра отверстия, то наружные губки должны быть установлены на нуле. Их надо вставить в отверстие, которое требуется измерить. Держать штангенциркуль при этом необходимо ровно. Далее губки нужно до упора развести, так, чтобы они плотно прижались к внутренним стенкам детали. Зафиксировать их положение, пользуясь стопорным винтом. Затем снимаются показания и производятся необходимые вычисления, если использовался нониусный штангенциркуль.

Определение глубины
Чтобы провести замер глубины отверстия, потребуется переместить рамку и выдвинуть глубиномер. Затем вставить его до упора в отверстие, чтобы конец коснулся дна. Он должен быть расположен точно перпендикулярно поверхности измеряемой детали. Прижать к стенке. Штангу переместить в торец также до упора. С помощью стопорного винта зафиксировать положение, и вывести устройство.

Замер резьбовых соединений
Штангенциркулем можно пользоваться для замера резьбовых соединительных деталей – винтов, болтов и др. Показатели диаметров резьбы определяются по выступам. С этой целью измеряемый винт или болт следует установить вертикально и зажать губками. После этого возможно определять нужные показатели.
Если требуется замерить шаг резьбы, пользуясь штангенциркулем, это производится в следующей последовательности. Сначала измеряются высота стержня и внешний диаметр детали. А затем подсчитывается число витков резьбы. Разделив длину стержня на количество витков можно получить показатель шага резьбы.






