

По газифицируемым моделям
Представляет собой технологию получения отливок высокого качества с применением исходной модели (заготовки), полученной из материала, который при заливке расплавленного металла в форму насыщается выделяющимися газами.
В результате действия высоких температур, которое проявляется в процессе заливки расплава в форму, модель сначала разрушается, а затем расплавляется. Продукты разрушения в капелеподобном состоянии выдуваются непрерывным газовым потоком. При этом в зоне обработки, в зависимости от конструктивной схемы установки, создается либо отрицательное давление, либо вакуум. Под влиянием разницы давлений внутри и вне контейнера освободившееся место занимается металлическим расплавом, который детально воссоздаёт конфигурацию и размеры отливки.
Виды сплавов
В промышленности применяют следующие цинковые сплавы для литья:
- Система Zn-Al – ЦА4, ЦА15 и пр.;
- Система Zn-Cu – ЦМ 1, ЦАМО и пр.;
- Система Zn-Al-Cu – ЦАМ 4-1, ЦАМ 10-4;
- Система Zn-Al-Me – ЦП2, ЦП3 и пр.
Приведенные сплавы применяют для выполнения литья под давлением. Из них производят отливки сложной формы, при этом толщина стенки может составлять 0,6 мм. Эти же сплавы могут быть использованы для литья в кокиль или песчаные формы. Цинковые литейные сплавы должны отвечать следующему требованию – минимальное количество примесей, а именно в сплавах, должно быть, сведено к минимуму содержания свинца, железа и некоторых других.
Литее в металлические формы (кокильное литье)
При литее в металлические формы получаются отливки с хорошими механическими качествами благодаря мелкозернистому строению металла вследствие быстрого остывания. Отливки имеют довольно точные очертания, почти не требующие обработки, а если в них и предусматривается припуск на обработку, то в несколько раз меньше, чем при отливке в песок. При литье в металлические формы отпадают земельное хозяйство, опоки, сушильные печи, а условия работы становятся более гигиеничными (нет пыли от формовочной земли). Из-за массивности металлической формы вес отливаемых деталей ограничен.
В настоящее время с успехом применяют автоматические литейные машины, в которых закрывание и открывание металлической формы механизировано. Удаление газов из газонепроницаемых форм производиться через выпоры, через трехгранные щели и вентиляционные нитяные каналы в плоскости разъема формы, достаточные по сечению для выхода газов, но недостаточные для утечки металла.
Материал для изготовления металлической формы берется в зависимости от заливаемого в него сплава; обычно применяют серый чугун, реже — малоуглеродистую сталь. Температура формы перед заливкой должна быть не ниже 200 oC для стали; для чугуна — 200-300 oC; для алюминиевых сплавов — 250-350 oC; для медных сплавов — 150-200 oC (при массивных отливках — 120-150 oC).
Формы для продления срока их службы смазывают одним из следующих огнеупорных материалов: SiO2 (кварцевый мукой или маршалитом), MgO (магнезитом), Al2O3 (глиноземом, огнеупорной глиной или бетонитом). FeO · Cr2O3 (хромистым железняком). Связующим веществом при этом обычно служит жидкое стекло.
Перед заливкой медных сплавов металлическую форму не обмазывают, а окрашивают специальной краской из варенного масла с графитом (4%) или просто смазочным маслом с парафином(по 50%) и др. Для алюминиевых сплавов формы смазывают составом из 30 г окиси цинка и 30 г жидкого стекла на 1 л воды или 200 г мела и 30 г жидкого стекла на 1 л воды.
Первоисточники
Чтобы определить, какая технология использовалась при литье икон в XVIII-XIX веках, обратимся к первоисточникам — документам того времени. В «Указе о медном мастерстве» (XVIII век) подробно описаны все этапы получения формы для литья в землю: «То возьми верхнюю половину опоки да положи на доску да землю набей туго… » В «Истории литейного дела икон и крестов медно-литейного заведения Серова П.Я., с. Красное Костромской области» читаем: «… Для всякой какой-бы то ни было отливок (вещи) в литейном производстве нужна модель для формовки в земле. И после извлечения ее из земли образует литейную форму со всеми ее точными очертаниями, что и будет называться литейной формой. Куда и будет заливаться жидкий металл и при остывании принимает твердую массу с ее точными очертаниями.» Далее: «… Формовочная смесь (глина и песок)…» В статье Г.И. Фроловой «К вопросу о технологии выговского (поморского) литья» есть строки из описи обыска крестьян Олонецкой губернии (документ середины XIX века): «Найдено: … в корыте сырая земля, употребляемая при вылитии створов и крестов, на полке четыре железные опоки».
Во всех упомянутых документах описываются материалы и технологические моменты, характерные для технологии, которая называется литье в землю (варианты названия: литье в песчаные формы, литье в песчано-глинистые формы). В «Истории литейного дела Серова П.Я. из села Красное» есть упоминание о технологии литья по восковым (выплавляемым) моделям, но отмечено, что эта технология использовалась только при получении заготовки для модели.
Отливка по выплавляемым моделям

Литьё по выплавляемым моделям позволяет производить точные компоненты, сводя к минимуму отходы материалов, уменьшая энергоёмкость производства и снижая затраты на последующую обработку готовых отливок, причём любой степени сложности.
Процесс литья по выплавляемым моделям происходит в несколько этапов:
- Создание исходного образца, в котором отражается конфигурация готовой детали, с поправкой на тепловую усадку заготовки;
- Изготовление восковых образцов и создание деревянной модели. Она собирается таким образом, чтобы обеспечить доставку расплава ко всем труднодоступным частям отливки;
- Создание оболочки пресс-формы, когда вся восковая модель окунается в керамическую суспензию, покрывается песчаной оболочкой и отправляется на сушку. Эти циклы повторяются до тех пор, пока не будет создана оболочка желаемой толщины, которая устанавливается по размерам и конфигурации готовой отливки. После высыхания керамической оболочки она становится достаточно прочной, чтобы удерживать расплавленный металл во время литья.
- Удаление воска, для чего вся сборка помещается в паровой автоклав, чтобы растопить практически весь воск (остатки, пропитанные керамическим составом, сжигаются в печи). Тогда же удаляются и литники;
- Расплавление и литьё. Форму предварительно нагревают до определенной температуры и заполняют расплавленным металлом, создавая металлическую отливку. С помощью процесса литья по выплавляемым моделям можно получить готовый продукт из любого сплава. В зависимости от его химического состава можно применить плавку на воздухе или в вакууме. Вакуумная плавка используется тогда, когда в сплаве присутствуют реактивные элементы.
- Заключительные операции. После того, как отливка окончательно остынет, оболочка кристаллизатора отделяется от отливки путем вытеснения. При этом отрезаются остатки каналов, литников, а, при необходимости, выполняется пескоструйная обработка, шлифовка и механическая доводка отливки до размерам, обусловленным чертежом изделия.
Технология включает стадию неразрушающего контроля, для чего используется флуоресцентный, магнитопорошковый, рентгенографический или другие методы проверки качества.
Преимущества метода:
- Широкий диапазон массы получаемых отливок – от мелких до 300…350 кг.
- Универсальность и сложность формы, включая и такие, которые нельзя получить металлорежущей обработкой на станках.
- Минимизация последующей механической доводки.
- Высокая точность и низкая шероховатость готовой поверхности.
Литьё по выплавляемым моделям – хорошая альтернатива сварке, поскольку многие компоненты можно объединить в одну отливку сложной формы.
Поскольку инструмент довольно сложен в изготовлении, то данная технология полностью окупает себя в условиях серийного и массового производства.
Кокильное литье
Разлив в формы, выполненные из металла. Суть этого специального метода состоит в том, что отливки получают, заливая расплав в металлические формы. Такие формы называют кокилями. Их изготавливают в двух исполнениях – разъемные и неразъемные. Первые состоят из нескольких частей, эти формы используют для производства сложных по форме отливок. Неразъемные формы используют для производства простых отливок и пр. Для металлических форм применяют чугун марки СЧ или легированные стальные сплавы. На стойкость кокиля оказывают прямое влияние материалы, размеры отливки и, конечно, кокиля.

Процесс отлива в кокиль
Инженеры разработали и успешно используют на практике специальные методы продления времени эксплуатации кокиля и повышения качества отливок. Для этого на рабочую поверхность формы наносят специальные составы, образующие покрытие стойкое к температурному воздействию со стороны расплава. Эти материалы наносят или с помощью краскопульта или обыкновенной кистью. Для чугуна необходимо нанести облицовку несколько раз за смену. Краску наносят непосредственно перед заливкой облицовки.

Технологический процесс литья в кокиль
Для получения внутренних полостей применяют стержни, выполненные из стали марок У7 и ее аналогов. Кроме стержней, изготовленных из стали применяют и изделия, выполненные из специального песка. Специальное литье этого типа можно выполнять только в подогретую оснастку. Рабочая температура кокиля должна находиться в пределах от 200 до 300 градусов Цельсия. Разогрев формы снизит эффект от теплового удара, да и при литье не произойдет выброса расплава, который может произойти при попадании в холодный кокиль. Кокильное литье используют для изготовления отливок из цветных сплавов.










Серийное и массовое производство отливок выполняют на оборудовании, которые самостоятельно, без участия человека обслуживают литейные формы, монтируют и демонтируют стержни, достают отливки. Литье в с применением механизированного оборудования позволяет в несколько раз поднять производительность на производстве. Между тем литье в кокиль обладает и рядом недостатков. В частности, для изготовления форм требуется большое количество времени, возникают технологические сложности при получении отливок с тонкими стенками и несколько других.
Специальные способы – литье
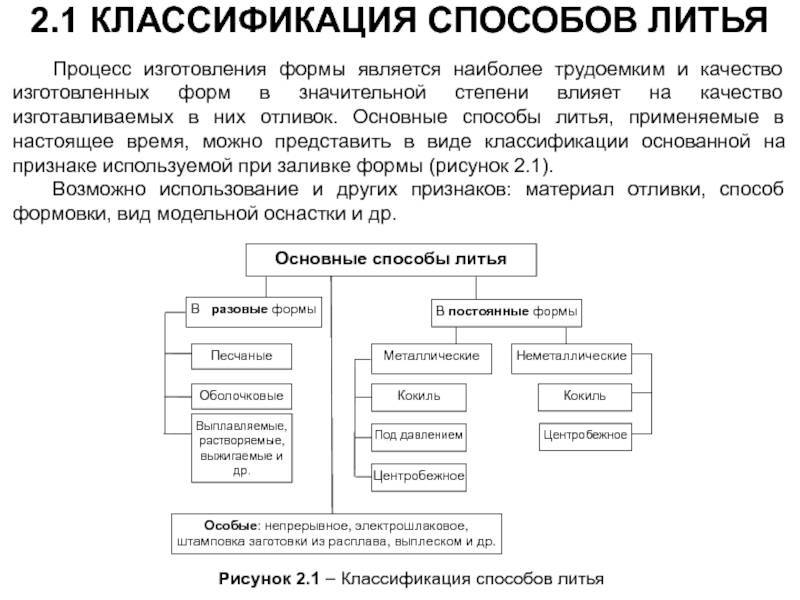
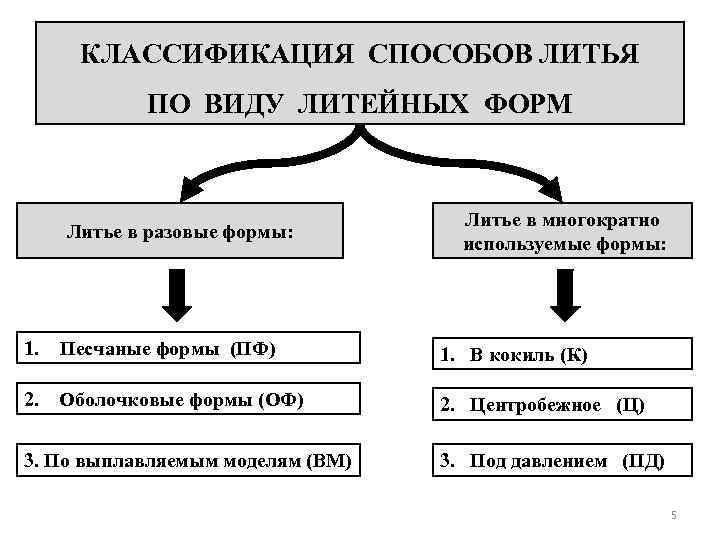
Специальные способы литья следующие: литье в оболочковые формы, точное литье в металлические формы ( кокили), центробежное литье, литье под давлением и непрерывное литье в кристаллизаторах. Эти способы позволяют получать отливки с минимальными припусками на механическую обработку, высокой точности и чистоты поверхности.
Специальные способы литья целесообразно применять для получения мелких и средних по массе отливок; при литье в песчаные формы габариты и масса отливок практически не ограничены.
Некоторые специальные способы литья позволяют получать отливки с высокой чистотой поверхности и точностью по размерам, что резко сокращает или исключает совсем их последующую механическую обработку.
Практически, так называемые специальные способы литья повышенной точности и относятся к последней группе процессов, что определяется невозможностью их реализации в ручном исполнении.
В литейном производстве широко применяют специальные способы литья: в металлические формы ( коки-ли), центробежное литье, литье под давлением, литье по выплавляемым моделям и др. Такими способами можно получать отливки высокой точности, с минимальными допусками по размерам, с высокой чистотой поверхности. Это сокращает или совсем исключает механическую обработку на металлорежущих станках, дает экономию металла, особенно важную при использовании дорогостоящих и дефицитных сплавов, снижает трудоемкость и стоимость детали. Наряду с этим каждый специальный способ литья имеет свои специфические особенности, ограничивающие область его применения.
| Схема получения отливок в поворотной форме.| Схема получения отливок автоклавным способом. |
При заливке алюминиевых сплавов в гипсовые формы применяют специальные способы литья: тонкостенные отливки заливают в нагретые до 100 – 200 С формы методом вакуумного всасывания, что позволяет заполнять полости толщиной до 0 2 мм; толстостенные ( более 10 мм) отливки получают заливкой форм в автоклавах.
В связи с этим за последние годы быстрыми темпами развиваются специальные способы литья ( кокильное, под давлением, по выплавляемым моделям, в оболочковые формы, центробежное и др.), позволяющие получать отливки повышенной точности, с высокими параметрами шероховатости поверхности, с минимальными припусками на механическую обработку, а иногда и полностью исключающие ее. Технологические процессы изготовления отливок специальными способами позволяют механизировать и автоматизировать процессы, что обеспечивает повышение производительности труда, улучшение качества отливок, снижение себестоимости и значительное улучшение условий труда.
В третьем разделе рассмотрены основы современной технологии литейного производства, специальные способы литья и контроля качества отливок, а также приведены требования, предъявляемые к литейным сплавам.
В третьем разделе рассмотрены основы современной технологии литейного производства, специальные способы литья, а также приведены характеристики основных литейных сплавов и описаны печи, применяемые для их выплавки.
Для получения отливок из магниевых сплавов широко применяют литье под давлением и другие специальные способы литья. При литье в песчано-глинистые формы литниковые системы имеют такие же особенности, как при литье алюминиевых сплавов. Особенность магниевых сплавов состоит в том, что они способны разлагать влагу формовочных материалов, что приводит к образованию гремучего газа. Для предотвращения этого в формовочные смеси вводят добавки порошкообразной серы, борной кислоты.
| Ориентировочные значения КИМ различных заготовок. |
Способы изготовления отливок делятся на две группы: литье в обычные песчаные формы; специальные способы литья.
Если при литье в песчаные формы габаритные размеры и масса отливок практически не ограничены, то специальные способы литья применяют для получения мелких и средних по массе отливок. Кроме того, следует выбирать такой способ литья, который обеспечивал бы получение отливок с заданной точностью и заданным параметром шероховатости поверхности. Малая шероховатость поверхности отливок позволяет сохранить литейную корку, которая, как правило, имеет повышенные твердость и износостойкость; снизить себестоимость готовых деталей за счет экономии металла и снижения трудоемкости при механической обработке.
Отливки, полученные в песчаных формах, используют в единичном и мелкосерийном производствах. Специальные способы литья целесообразно применять при крупносерийном и массовом производствах, так как эти процессы экономически оправдывают себя только в том случае, если стоимость оснастки полностью окупается снижением расходов на механическую обработку.
Литье в керамические формы
Так, называют метод получения отливок в том числе и с крупными размерами, обладающих высокой точностью в одноразовых формах выполненных из керамики. Их изготавливают из подвижных смесей, используя для этого постоянную модель.

Литье в керамические формы
В состав этой смеси входят огнестойкие порошки разной фракции, и растворов этилсиликата и огеливателя. После тщательного перемешивания ее выливают в заранее подготовленную оснастку. Там она затвердевает, пройдя через эластичное состояние. После выполнения этой операции форму снимают и отправляют в печь для прокаливания. Во время этого процесса происходит сгорание спиртовых паров и в результате этого в форме происходит формирование микротрещин. Металлический расплав заливают в холодную форму, но иногда, это определяет марка расплава, ее подогревают до 900 градусов Цельсия. Такой метод применяют для получения штампового инструмента, технологической прессовой оснастки, компонентов литейных форм и пр. Существует несколько наименование литья в керамические формы – шоу-процесс, уникаст-процесс и керамкаст-процесс. Разница между первыми двумя заключается только во времени получения патента. Последний процесс, включает в себя элементы технологии первых двух. Оболочковые формы для последнего процесса производят при помощи разъемных моделей с тонкими стенами, которые выполнены из искусственного каучука.
Керамическую оболочку выполняют точно так же, как и для литья по выплавляемым моделям. При сборке формы, эластичные детали просто вытягивают, а литники или выплавляют или выжигают. Для изготовления стержней используют такой способ – в ящик для формовки стержней заливают суспензию и через некоторое время ее сливают. На поверхности ящика останется слой суспензии, засыпаемый огнеупором. Те частицы, которые не прилипли, удаляют из ящика. После чего, снова заливают суспензию и посыпают ее порошком. Эту операцию повторяют несколько раз до тех пор, пока стержень не получить необходимые размеры.

Огнеупоры
Литниково-питающая система при литье по выплавляемым моделям
Плотность отливок в первую очередь зависима от способа заливки и строения литниково–питающей системы. Учитывая то, что металлический расплав подают в разогретую форму, получение отливок высокого качества сопровождается рядом сложностей.
Во время заливки формы расплав должен заполнить полости, расположенные в форме равномерно, но при этом необходимо как-то компенсировать усадку, сопровождающую затвердевание металла. Эту задачу решают путем использования системы литников и прибылей, формируемых при изготовлении модели. Практика литейного дела представило множество знаний о системах подобного типа.










Хранилище жидкого металла называют прибылью. Ее размещают так, чтобы была возможность компенсации объема металла, расходуемого на усадку. Прибыль должна быть размещена таким образом, чтобы металл оставался в жидком состоянии дольше, чем в рабочей части формы. То есть, прибыль служит для подпитки отливки во время ее затвердевания.

Миксер для временного хранения жидкого металла
Прибыль выполняют из тех же материалов, которые применяют для изготовления формы и поэтому она охлаждается так же как и другие части системы. Для обеспечения более позднего остывания прибыли изготовление моделей выполняют таким образом, чтобы, она остывала несколько медленнее. Для замедления процесса остывания иногда применяют материалы с меньшей теплопроводностью.
Специфика схем отливки
Формы разового применения предполагают обычную формовку. При этом заливка осуществляется, когда форма находится на центробежной машине. Крутящий момент позволяет создать центробежную силу, которая и обеспечивает высокую плотность и качество отливки. При этом сами формы производятся по той же технологии, что используются и в стандартной стационарной технологии литья.
У каждой из выбранных схем литья есть свои достоинства и ограничения. Выбирать конкретную схему стоит только в зависимости от конструкции детали
При этом важно учитывать экономическую целесообразность производства. Считается, что наиболее экономичной будет схема заливки металла в металлическую форму. Данный метод гарантирует достойное качество отливки
Данный метод гарантирует достойное качество отливки.
Классификация
Кроме того, существует классификация по способу применения стали:

- Строительная – обыкновенный материал с хорошей свариваемостью.
- Конструкционная – характеризуется высоким содержанием углерода, подходит для каркасов, кровельных работ, изготовления рельсов.
- Инструментальная – применяется для режущего инструмента (резец, стамеска, долото, сверло, напильник и др.).
- Легированная – универсальная смесь со специальной примесью. Подвид – низколегированная сталь для суровых климатических условий.
- Сталь особого назначения используется в точном судостроении и электротехнике.
Свариваемость – ещё один важнейший критерий для литья стали, ставший основанием для разделения сплавов на группы. Это свойство определяется способностью к раскислению:
- Спокойные – полностью раскисляются, содержат минимальное количество неметаллических примесей.
- Полуспокойные, схожие со спокойными по качеству.
- Кипящие – неокисленные стали с высоким процентным содержанием неметаллических компонентов.
Из чего изготавливаются формовочные смеси?
Основой служат различные сорта песков и глин, а также связующие составы. В их роли могут выступать масла натуральные и синтетические, олифа, смола, канифоль, да хоть деготь.
Далее наступает время формовщиков, в задачу которых входит изготовление литейных форм. Если объяснять проще, то делается это так: берется деревянный ящик, в него кладется половинка от формы (она же разъемная), а промежутки между стенками модели и формы забиваются формовочным составом.
То же самое делают со второй половиной и скрепляют обе части штырями
Важно заметить, что в ту часть формы, которая при заливке окажется наверху, вставляют два специальных конуса. Один из них служит для заливания расплавленного металла, второй – для выхода расширяющихся газов
Нержавеющее литье
Коррозионно-стойкие стали – это такой вид материала, в состав, которого входит некоторое количество легирующих элементов, придающие ей стойкость к воздействию коррозии, возникающей и от влаги, и от различных химических веществ.
Основную роль в придании коррозионной стойкости стали играет хром. Именно от его реакции с окружающей средой зависит образование защитной пленки, которая защищает металл от коррозии. Контроль над правильностью пропорций компонентов нержавеющей стали осуществляется еще на стадии подготовки к плавке. Нержавеющее литье отличается качеством поверхности, это тоже является важным фактором повышения стойкости стали к воздействию коррозии.
Свойства цинковых сплавов
Изделия из цинковых сплавов используют в разных отраслях промышленности и быту. Например, при сборке автомобильной техники цинковые сплавы используют при изготовлении некоторых корпусных деталей, фильтров и множестве других. Электротехническая промышленность применяет цинк для производства щеткодержателей. Сплавы из этого материала обладают высокой пластичностью. И это свойство позволяет его применять для получения отливок сложной формы с тонкими стенками. Цинковые литьевые сплавы не вступают в химическую реакцию с металлом формы и не прилипают к ее поверхности. Параметры этих материалов позволяют изготавливать детали с резьбой.  Между тем механические свойства цинка и сплавов из него характеризует то, что предел прочности лежит в диапазоне 20 – 38 кгс на метр квадратный, а твердость по Бринеллю составляет 65 – 110 единиц. Отливки из цинковых сплавов обладают низкой шероховатостью поверхности, точностью размеров. Заготовки, полученные литьем под давлением хорошо, обрабатываются давлением и резанием. Между тем цинковые сплавы, обладают высокой плотностью – 7 кг на дециметр, а это сопоставимо со сталью. Они имеют не очень высокую стойкость к воздействию коррозии. Наличие в составе сплава таких веществ, как – свинец, кадмий и некоторых других приводит к тому что ускоряются процессы старения. Он сопровождается снижением механических параметров и изменением объема отливки. Ко всему прочему сплавы из этих материалов отличаются повышенной пористостью.
Между тем механические свойства цинка и сплавов из него характеризует то, что предел прочности лежит в диапазоне 20 – 38 кгс на метр квадратный, а твердость по Бринеллю составляет 65 – 110 единиц. Отливки из цинковых сплавов обладают низкой шероховатостью поверхности, точностью размеров. Заготовки, полученные литьем под давлением хорошо, обрабатываются давлением и резанием. Между тем цинковые сплавы, обладают высокой плотностью – 7 кг на дециметр, а это сопоставимо со сталью. Они имеют не очень высокую стойкость к воздействию коррозии. Наличие в составе сплава таких веществ, как – свинец, кадмий и некоторых других приводит к тому что ускоряются процессы старения. Он сопровождается снижением механических параметров и изменением объема отливки. Ко всему прочему сплавы из этих материалов отличаются повышенной пористостью.







Для улучшения прочностных свойств и приданию цинковым сплавам хорошей коррозионной стойкости, в их состав вводят магний, его концентрация не должна превышать 0,1%. Кроме этого, способа применяют и довольно традиционные методы – никелирование, кадмирование и пр. Свойства сплава определяется наличием тех или иных веществ в составе сплава.
Отливка по выплавляемым моделям
Литьё по выплавляемым моделям позволяет производить точные компоненты, сводя к минимуму отходы материалов, уменьшая энергоёмкость производства и снижая затраты на последующую обработку готовых отливок, причём любой степени сложности.
Процесс литья по выплавляемым моделям происходит в несколько этапов:
- Создание исходного образца, в котором отражается конфигурация готовой детали, с поправкой на тепловую усадку заготовки;
- Изготовление восковых образцов и создание деревянной модели. Она собирается таким образом, чтобы обеспечить доставку расплава ко всем труднодоступным частям отливки;
- Создание оболочки пресс-формы, когда вся восковая модель окунается в керамическую суспензию, покрывается песчаной оболочкой и отправляется на сушку. Эти циклы повторяются до тех пор, пока не будет создана оболочка желаемой толщины, которая устанавливается по размерам и конфигурации готовой отливки. После высыхания керамической оболочки она становится достаточно прочной, чтобы удерживать расплавленный металл во время литья.
- Удаление воска, для чего вся сборка помещается в паровой автоклав, чтобы растопить практически весь воск (остатки, пропитанные керамическим составом, сжигаются в печи). Тогда же удаляются и литники;
- Расплавление и литьё. Форму предварительно нагревают до определенной температуры и заполняют расплавленным металлом, создавая металлическую отливку. С помощью процесса литья по выплавляемым моделям можно получить готовый продукт из любого сплава. В зависимости от его химического состава можно применить плавку на воздухе или в вакууме. Вакуумная плавка используется тогда, когда в сплаве присутствуют реактивные элементы.
- Заключительные операции. После того, как отливка окончательно остынет, оболочка кристаллизатора отделяется от отливки путем вытеснения. При этом отрезаются остатки каналов, литников, а, при необходимости, выполняется пескоструйная обработка, шлифовка и механическая доводка отливки до размерам, обусловленным чертежом изделия.
Технология включает стадию неразрушающего контроля, для чего используется флуоресцентный, магнитопорошковый, рентгенографический или другие методы проверки качества.
Преимущества метода:
- Широкий диапазон массы получаемых отливок – от мелких до 300…350 кг.
- Универсальность и сложность формы, включая и такие, которые нельзя получить металлорежущей обработкой на станках.
- Минимизация последующей механической доводки.
- Высокая точность и низкая шероховатость готовой поверхности.
Литьё по выплавляемым моделям — хорошая альтернатива сварке, поскольку многие компоненты можно объединить в одну отливку сложной формы.
Поскольку инструмент довольно сложен в изготовлении, то данная технология полностью окупает себя в условиях серийного и массового производства.





