

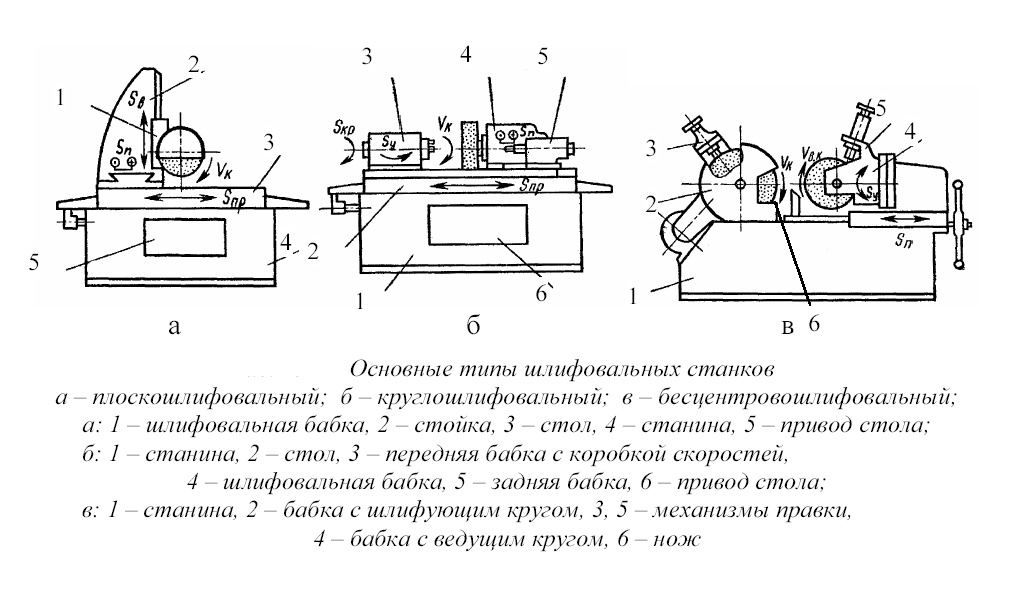
Шлифовально-заточное оборудование
Шлифовально-заточной станок применяют для заточки резцов, зуборезных головок, выполненные из твердых сплавов.
Станина оборудования делается из полимерного бетона, который в отличие от чугуна, обеспечивает еще большее гашение вибрации, а также жесткость и устойчивость к изменению температур.
Новейшая разработка системы ЧПУ, работающая на ОС Windows, и отлично подходить к электрическим механизмам шлифовально-заточного станка.
Все поворотные устройства станка имеют прямой привод, что обеспечивает высокую скорость перемещения, надежность и долговечность.
Шлифовально-заточные станки нашли широкое применение в приборостроение, автопроме и при изготовлении медицинского инструментария.
Виды металлорежущего оборудования
Металлорежущие станки в зависимости от назначения подразделяются на девять основных групп. К ним относятся следующие устройства:
- токарные — все разновидности станков токарной группы (в маркировке обозначаются цифрой «1»);
- сверлильные и расточные — станки для выполнения сверлильных операций и расточки (группа «2»);
- шлифовальные, полировальные, доводочные — металлорежущие станки для выполнения доводочных, шлифовальных, заточных и полировальных технологических операций (группа «3»);
- комбинированные — металлорежущие устройства специального назначения (группа «4»);
- резьбо- и зубообрабатывающие — станки для обработки элементов резьбовых и зубчатых соединений (группа «5»);
- фрезерные — станки для выполнения фрезерных работ (группа «6»);
- долбежные, строгальные и протяжные — металлорежущие станки различных модификаций соответственно для строгания, долбежки и протяжки (группа «7»);
- разрезные — оборудование для выполнения отрезных работ, в том числе пилы (группа «8»);
- разные — примеры таких металлорежущих агрегатов — бесцентрово-обдирочные, пилонасекательные и другие (группа «9»).
Группы и типы металлорежущих станков (нажмите, чтобы увеличить)
Кроме того, металлорежущие станки могут относиться к одному из следующих типов:
- много- и одношпиндельные, специализированные (полуавтомат и автомат), копировальные многорезцовые, револьверные, сверлильно-отрезные, карусельные, лобовые и специальные типы токарных станков;
- оборудование для выполнения технологических операций расточки и сверления: много- и одношпиндельные, полуавтоматы, сверлильные станки вертикального, горизонтального и радиального типа, расточные устройства координатного, алмазного и горизонтального типа, разные сверлильные модели;
- различные типы шлифовальных станков (плоско, внутри- и круглошлифовальные), обдирочное и полировальное оборудование, заточные и специализированные агрегаты;
- типы металлообрабатывающих станков, предназначенные для обработки элементов зубчатых и резьбовых соединений: зуборезные (в том числе предназначенные для обработки колес конической формы), зубострогальные — для цилиндрических зубчатых колес, зубофрезерные, резьбонарезные, резьбо- и зубошлифовальные, зубоотделочные, проверочные, резьбо-фрезерные, устройства для обработки торцов зубьев и элементов червячных пар;
- металлорежущие станки, относящиеся к фрезерной группе: консольные (вертикальные, горизонтальные и широкоуниверсальные модели) и бесконсольные (вертикальные устройства, продольные, копировальные и гравировальные модели);
- строгальное оборудование и модели подобного назначения: продольные станки, на которых установлена одна или две стойки; горизонтальные и вертикальные протяжные устройства;
- разрезное оборудование: оснащенное абразивным кругом или гладким металлическим диском, резцом или пилами различной конструкции (ленточными, дисковыми, ножовочными); правильно-отрезные типы металлообрабатывающих станков;
- остальные типы станков для обработки металлических заготовок: делительные, используемые для осуществления контроля сверл и шлифовальных кругов, опиловочные, балансировочные, правильно- и бесцентрово-обдирочные, пилокасательные.
Ленты для ленточно-шлифовальных станков
Как на производстве, так и в домашних условиях часто используются шлифовальные станки, рабочим инструментом в которых является матерчатая лента со слоем абразивного порошка. Основой таких лент является плотная материя (бязь, саржа) или специальная бумага, а абразивный слой на них фиксируется при помощи клеевого состава.
Эффективность использования такой ленты зависит от ряда параметров: плотности нанесения абразивного порошка и состава его зерен. Большей эффективностью отличаются ленты, порошок на которых занимает не более 70% их площади. Объясняется это тем, что обрабатываемый материал не забивается между абразивными зернами такой ленты. В качестве абразивного порошка, наносимого на рабочую поверхность ленты, могут использоваться как природные, так и искусственные материалы, но все они должны обладать высокой твердостью.
Одна из разновидностей ленточно-шлифовального станка
Классифицируются ленты, устанавливаемые на шлифовальный станок, по номеру, обозначающему величину абразивных зерен, выраженную в сотых долях миллиметра. Надежность и эффективность такой ленты зависит также и от типа клея, который используется для фиксации абразивных зерен. На сегодняшний день используется два типа такого клея: мездровый и из синтетической смолы.
Как правило, ленточные шлифовальные станки применяются на деревообрабатывающих предприятиях. Лента на таких станках может также крепиться и на бобины, что позволяет отнести их к категории круглошлифовального оборудования. Но в большинстве случаев эти станки делают универсальными, выполнять на них обработку деревянных деталей можно как при помощи ленты, так и с использованием шлифовальных кругов.
Источник
О технических особенностях некоторых устройств с ЧПУ
Изготовление подобных станков для работ по шлифовке бывает связано с определенными сложностями, которые характеризуются такими техническими факторами:
- с одного боку, необходимо добиваться хорошего качества и довольно высокой точности шлифовальных работ, с наименьшим рассеиванием по размерам кругов;
- с другого, необходимо учитывать погрешность в точных размерах шлифовального рабочего круга, зависимые от его износа.
В таких случаях требуется, чтобы на подобном шлифовальном станке ЧПУ, имелись специальные механизмы для автоматического компенсирования изнашиваемости этого инструмента. Подобные механизмы призваны компенсировать (возместить):
- некоторую деформацию;
- небольшую погрешность в температурном режиме;
- изменения в припусках, допустимых на обрабатываемых заготовках;
- любые погрешности станочных приспособлений по заданным координатам.
Обычно для шлифовочного типа устройств употребляют специальные системы CNC (от англ. ЧПУ), управление которыми реализовывается по ординатам от 3 до 4. А если в станках задействовано несколько шлифовочных кругов, то такое управление будет производиться по 5-6-8 разным ординатам. Причем взаимодействие оператора со встроенной системой ЧПУ часто производится в режиме диалога при помощи дисплея. К тому же для повышения надежности такие системы обустраиваются специальными диагностическими модулями.
Металлорежущие станки: классификация и общие сведения – Шлифовальные станки с ЧПУ
| Article Index |
|---|
| Металлорежущие станки: классификация и общие сведения |
| Типовые передачи в станках и их передаточные отношения |
| Технико-экономические показатели станков |
| Назначение и типы приводов |
| Основные узлы и механизмы станка |
| Шпиндельные механизмы |
| Назначение и классификация коробок скоростей |
| Назначение и типы коробок подач |
| Реверсивные механизмы |
| Предохранительные устройства |
| Механизмы суммирования движений |
| Муфты |
| Методика кинематической наладки металлорежущих станков |
| Станки с программным управлением |
| Функциональная схема системы ЦПУ |
| Числовое программное управление |
| Токарные станки |
| Токарно-револьверные станки |
| Карусельные и лобовые станки |
| Назначение, классификация и конструктивные особенности станков с ЧПУ |
| Токарный карусельный станок модели 1512ФЗ |
| Основные механизмы и движения в станке |
| Токарные автоматы и полуавтоматы |
| Станки сверлильно-расточной группы |
| Назначение, классификация и конструктивные особенности сверлильных и расточных станков с ЧПУ |
| Фрезерные станки |
| Фрезерные станки с ЧПУ |
| Делительные головки (ДГ) |
| Шлифовальные станки |
| Шлифовальные станки с ЧПУ |
| Станки строгально-протяжной группы |
| Зубообрабатывающие станки |
| Зубофрезерный станок модели 5Д32 |
| Назначение, классификация и принцип работы зубоотделочных станков |
| Агрегатные станки |
| Многоцелевые станки (станки типа обрабатывающий центр) |
| Многоцелевой станок модели ИР500ПМФ4 |
| Автоматические линии (АЛ) |
| Классификация, технические характеристики и типаж промышленных роботов |
| Захватные устройства ПР |
| Автоматизированное производство |
| All Pages |
Page 30 of 41
Шлифовальные станки с ЧПУ
Назначение и классификация аналогичны станкам с ручным управлением. Оснащаются специальными СЧПУ, которые применяются только со шлифовальными станками.
На станках устанавливается большое количество измерительно-контрольной аппаратуры. Станки обладают повышенной жесткостью и точностью.
Круглошлифовальный станок с ЧПУ модели ЗМ151Ф2.
Назначение, основные узлы и движения аналогичны станку модели 3151.
Отличия: оснащен прямоугольно-позиционной СЧПУ. На шлифовальной бабке установлено устройство для автоматической правки шлифовального круга.
Продольная подача Z.
Поперечная подача X.
Осевая подача для обработки торца
– перемещение шпинделя с шлифовальным кругом.
Вспомогательное движение
– перемещение механизма правки шлифовального круга.
Главное движение обеспечивается двигателем М1.
Круговая подача обеспечивается двигателем М2.
Поперечная подача обеспечивается двигателем постоянного тока МЗ, n = 20…400 об/мин.








Ускоренное перемещение шлифовальной бабки обеспечивается двигателем М4 или рукояткой 8.
Осевая подача обеспечивается гидроприводом. Масло поступает в силовой цилиндр Ц5 и перемещает поршень и рейку. Рейка перемещает реечное колесо 17, вал 14
и дисковый кулачок 4. Кулачок перемещает палец 5, который при помощи рычага 6 перемещает шпиндель. При помощи силовых цилиндров Ц4 и Ц3 механизм правки перемещается в продольном и осевом направлении.
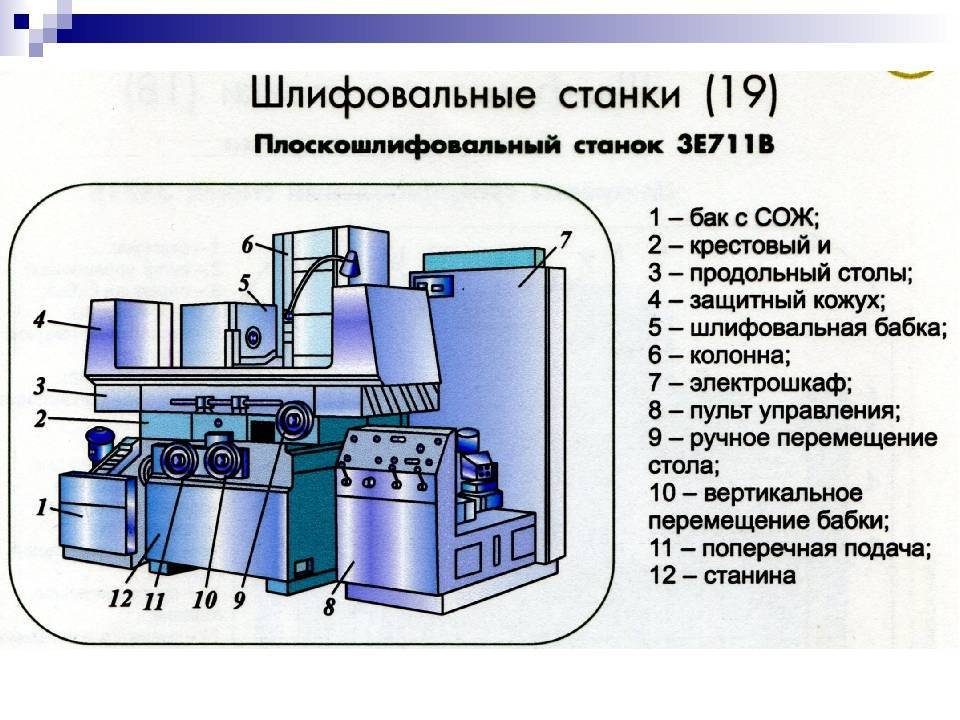
Плоскошлифовальный станок с ЧПУ модели ЗЕ711ВФ3.
Назначение и классификация аналогичны станку с ручным управлением.
Станок предназначен для обработки заготовок различных профилей методом врезания. Правка шлифовального круга производится автоматически от устройства ЧПУ. Имеются датчики обратной связи. Программоноситель – 8-ми дорожковая перфолента.
Механизм правки с ЧПУ устанавливается на шлифовальной головке. Правка шлифовального круга производится резцом с алмазной вставкой. Для этого от устройства ЧПУ резцу сообщается перемещение по координатам X – в продольном и Z – в поперечном направлениях. Державка алмаза имеет поворот вокруг вертикальной оси Y (координата В) + 30°.
Привод подач осуществляется по координатам Z и X соответственно от шаговых
двигателей М2 и М3 через червячные редуктора и винт-гайку качения VI и II с шагом Р = 5 мм. Поворот вокруг оси Y происходит от
шагового двигателя М1 через червячный редуктор Z = 1/60.
<< Prev – Next >>
Эксплуатация
При работе на шлифовальных станках нужно соблюдать следующие правила:
диск и заготовка должны быть установлены плотно, соосно, без свободного вращения; уровень биений не должен превышать допустимых значений, указанных в техдокументации; обязательно использовать защитные щитки, чтобы предотвратить травматизм оператора; перед запуском нужно убедиться в работоспособности защитной системы; запрещено касаться руками вращающихся узлов, механизмов, заготовок; важно проводить техосмотры, замены повреждённых деталей, выполнять своевременную смазку; если предусмотрена система охлаждения, то требуется следить за её исправностью; недопустимо использование сильно изношенного круга или повреждённого; при обнаружении перегревов выше +600С нужно остановить работу, выяснить причину, устранить её; следует за один проход снимать оптимальный по размерам верхний слой, не вызывая перегрузок или сбоев в работе станка. В случае нехватки мощности потребуется заменить двигатель на новый или установить редуктор либо коробку передач
Второй вариант является более выгодным, но при этом сложность конструкции возрастёт в несколько раз
В случае нехватки мощности потребуется заменить двигатель на новый или установить редуктор либо коробку передач. Второй вариант является более выгодным, но при этом сложность конструкции возрастёт в несколько раз.
Как правильно выбирать станки?
Есть несколько правил выбора. Ориентируясь на них, получится подобрать хорошее оборудование для работы или хобби:
- Мощность двигателя.
- Максимальная толщина обработки заготовок.
- Возможность точной настройки угла обработки.
- Размеры станка.
- Максимальный размер заготовок, с которым можно работать на станке.
Чем выше мощность двигателя, тем лучше. Однако избыточная мощность может сопровождаться высокими расходами на электричество. Если работать на оборудовании часто, расход электричества значительно увеличится. Максимально возможная толщина обработки важна для станков, где выставляется зазор. В первую очередь это калибровочное оборудование
Для точильно-шлифовальных и ленточных станков это неважно, как и настройка угла обработки деталей
Важный критерий выбора — внешние габариты. Станок может весить до нескольких тонн. Профессиональные станки, предназначенные для использования на производстве, нельзя будет разместить в маленькой мастерской или гараже. Для домашнего пользования есть много оборудования, имеющего компактные размеры. В них используются дешевые расходники. Такие установки имеют достаточный функционал, чтобы выполнить бытовые задачи.
О технических особенностях некоторых устройств с ЧПУ
Изготовление подобных станков для работ по шлифовке бывает связано с определенными сложностями, которые характеризуются такими техническими факторами:
- с одного боку, необходимо добиваться хорошего качества и довольно высокой точности шлифовальных работ, с наименьшим рассеиванием по размерам кругов;
- с другого, необходимо учитывать погрешность в точных размерах шлифовального рабочего круга, зависимые от его износа.
В таких случаях требуется, чтобы на подобном шлифовальном станке ЧПУ, имелись специальные механизмы для автоматического компенсирования изнашиваемости этого инструмента. Подобные механизмы призваны компенсировать (возместить):
- некоторую деформацию;
- небольшую погрешность в температурном режиме;
- изменения в припусках, допустимых на обрабатываемых заготовках;
- любые погрешности станочных приспособлений по заданным координатам.
Обычно для шлифовочного типа устройств употребляют специальные системы CNC (от англ. ЧПУ), управление которыми реализовывается по ординатам от 3 до 4. А если в станках задействовано несколько шлифовочных кругов, то такое управление будет производиться по 5-6-8 разным ординатам. Причем взаимодействие оператора со встроенной системой ЧПУ часто производится в режиме диалога при помощи дисплея. К тому же для повышения надежности такие системы обустраиваются специальными диагностическими модулями.
Нумерация и масса
Классификация сверлильных станков включает в себя разделение их по весу. Отличают рассматриваемое оборудование по данному фактору таким образом:
- Масса до одной тонны — легкие агрегаты.
- До 10 тонн — средние.
- Тяжелые — до 16 тонн.
- Крупные — до 30 т.
- Особо тяжелые — до 100 т.
Классификация шлифовальных станков и их аналогов определяется буквенно-цифровым кодом. В этом индексе указывается принадлежность инструмента к определенной группе, а также предельные габариты обрабатываемых заготовок и диаметры сверления. Оборудование одного размера, но с разными параметрами характеризуется литерой, помещенной между первой и второй цифрой. К примеру, модели 162 и 1К62 отличаются по скорости оборотов. Первая версия имеет 600 вращений в минуту, вторая — 2000. Кроме того, отличить станки можно по последней букве в конце определяющего индекса. Базовая модификация горизонтального фрезерного станка — 6Н82, упрощенный вариант — 6Н82Г.
В некоторых типоразмерах нумерация свидетельствует о назначении аппаратов и классификации по четвертой цифре. Например, расточный горизонтальный станок 262 имеет усовершенствованную версию 2620. Подобная идентификация дает возможность с легкостью определить необходимое оборудование в специальных каталогах, а также подобрать соответствующие запасные части.
Классификация оборудования с числовым программным управлением
В зависимости от способа обработки материала, ЧПУ-станки бывают:
- Сверлильными. Сверло вращается и перемещается вокруг блока исходного материала и в контакте с ним.
- Токарными. Блоки сырьевых материалов вращаются против головок бура.
- Фрезерными. Материал удаляют из заготовок с помощью вращающихся режущих инструментов.
- Оснащенными иными режущими инструментами. Резка может выполняться с помощью лазера, плазмы, кислорода либо водоструйной технологии.
- Для химической и электрической обработки. Материал можно резать посредством следующих типов обработки: электрохимической, электронно-лучевой, электроэрозионной, фотохимической, ультразвуковой.
ЧПУ-станки применяются для обработки обширного разнообразия материалов: стали, дерева, титана, меди, латуни, алюминия, стекловолокна, полипропилена, пластмассы.
Фрезерный станок с ЧПУ
Фрезерные ЧПУ-станки способны заменить собой до 300 инструментов. Они режут заготовки любых форм, в том числе сложных пространственных, раскраивают металлические листы, выбирают пазы, загибают углы. Расположение шпинделя у них бывает горизонтальным либо вертикальным. Станки для фрезеровки могут быть консольными либо нет, с одной или несколькими деталями. Контроль может осуществляться одновременно по двум, трем или более координатам. На позиционных фрезерных станках выполняют сверлильные работы, на контурных — обрабатывают криволинейные поверхности сложных форм, с помощью комбинированных — решают комплексные задачи.










ЧПУ-станки для фрезеровки обладают мощными корпусами и станинами. Ребра жесткости придают их шпинделям повышенную прочность. Чтобы инструменты быстро перемещались по горизонтали, в комплекте к таким устройствам идут рельсы и точные винты.
Токарный станок с ЧПУ
Такие устройства оснащены резцами со сменными пластинами. На центровых токарных станках точат фасонные поверхности, конические и цилиндрические заготовки. На патронных — зенкеруют, создают резьбу, обтачивают внутренние и внешние плоскости под втулки, диски, шестерни и фланцы. На универсальных моделях выполняют операции, свойственные обоим вышеперечисленным типам станков. На карусельных — обрабатывают крупногабаритные и неправильные по форме элементы. Компоновка станков бывает вертикальной или с крутым наклоном.
Шлифовальный станок с ЧПУ
С помощью таких станков различные поверхности подвергают обработке абразивными материалами. При шлифовке снимается гораздо больший объем металла или иного вещества, чем при обтачивании и фрезеровке. Только такой способ обработки позволяет выполнять хрупкие детали для электронных и точных вычислительных приборов.
Зубообрабатывающий станок с ЧПУ
На таких станках нарезают и отделывают зубья для колес различных передач. Колеса нарезаются методом следа или обкатки. Зубообрабатывающие станки для мелкосерийного производства автоматизированы в большей степени, чем модели для серийного выпуска деталей.
Многоцелевой станок с ЧПУ
Такие устройства предназначены для комплексных обработок заготовок и оснащены комбинированными системами программного обеспечения. Они одинаково успешно обработают как плоскую, так и сложную криволинейную форму, нарежут фаски и резьбу, выполнят расточку и раскрой, осуществят фрезерование. Ради облегчения предварительной настройки инструментов многоцелевые станки укомплектовывают сменными магазинами. Компоновка таких устройств может быть горизонтальной либо вертикальной.
Бесцентрошлифовальный станок
Этот тип является разновидностью круглошлифовального станка. Бесцентрошлифовальный станок (рис. 5) используется для обработки деталей, закрепить которые в центрах не представляется возможным. Это связано либо с отсутствием возможности захвата детали патроном, либо с габаритами.
Рисунок 5. Бесцентрошлифовальный станок.
Бесцентрошлифовальный станок имеет два шлифовальных круга, каждый из которых приводится в движение собственным электромотором. Один из кругов, как правило, закрепляется статично или имеет настройку положения лишь по высоте. Второй круг подвижный и может перемещаться в более широких диапазонах. Снизу имеется так называемый опорный нож, который служит для поддержки обрабатываемой детали.
Различают три основные шлифовальные операции на этом станке.
- Продольное шлифование. Этой операции подвергаются детали с гладкими поверхностями различных длин и диаметров. Подача осуществляется при повороте одного из абразивных кругов или при изменении положения опорного ножа.
- Врезное шлифование. При помощи врезного шлифования обрабатываются детали с коническими и сферическими поверхностями, многоступенчатые валы и прочие детали с форменной поверхностью.
- Шлифование до упора. Применяется как промежуточная операция между продольным и врезным шлифованием. Таким способом обрабатываются детали, которые имеют слишком большую длину или такую форму поверхности, при которой другие типа шлифования не подходят. Когда шлифовальный круг подходит к своей крайней точки, деталь удаляется из зоны обработки и происходит повторная установка.
Основные узлы внутришлифовального станка
Любой внутришлифовальный станок имеет следующие составные узлы:
бабка изделия;
В свою очередь, бабка разделяется на:
a) переднюю бабку внутришлифовального станка. Она осуществляет как поперечную, так и круговую подачи детали. Передняя опора бабки представляет собой двухрядный роликовый подшипник с отверстием в виде конуса. Задняя опора бабки зачастую состоит из пары сдуплексированных радиально-упорных подшипников. Также, в шпиндельном узле могут быть предусмотрены несколько длинных распорных втулок с затяжкой и независимой регулировкой натяга в подшипниках, прилепленных отдельными гайками. Привод шпинделя всегда осуществляется плоскозубчатыми ремнями с перебором.
b) Заднюю бабку, которая имеет только установочное перемещение, для того, чтобы осуществлялась наладка на заданную длину обработки. В данной бабке предусмотрена пиноль, в которую вставляют задний центр. Перемещение пиноли может осуществляться зажимом и освобождением детали.
шлифовальная бабка:
Как правило, шлифовальная бабка является одним из основных узлов станка. Она состоит из шпинделя шлифовального круга с опорами и привода к нему,
и корпуса;
стол:
Стол, помещаясь по направляющим, несет шлифовальную бабку;
гидравлический привод стола;
станина.
Зачастую, на станине установлена передняя бабка, которая жестко закреплена и остается неподвижной.
Схема и принцип действия
Большинство современных станков с ЧПУ – одностоечные. Оборудуются мощной колонной со шпиндельной бабкой и поворотным столом, где размещается заготовка. Все рабочие узлы расположены на прочной, устойчивой станине, она обеспечивает необходимую жесткость и стабильность обработки.

Расположение основных рабочих узлов расточного станка с одной стойкой
Колонна зафиксирована неподвижно, по ее направляющим перемещается шпиндельная бабка со шпинделем, где крепится инструмент. Суппорт может быть смонтирован на планшайбе. По направляющим станины двигаются салазки, на которых закреплен рабочий стол. Он может перемещаться в продольном и поперечном направлении, и поворачиваться вокруг своей оси (Ось В)
Горизонтально-расточные станки имеют 5 осей. Продольное движение по оси Х реализуется за счет хода рабочего стола. Вертикальный ход по оси Y осуществляет шпиндельная бабка. Передвижение по оси Z также выполняет стол – в поперечном направлении. Есть модели станков, когда перемещение в этой оси выполняет колонна со шпиндельной бабкой, линейное перемещение стола в этом случае реализовано в одной оси. Четвертая ось W – это выдвижение шпинделя в направлении параллельном оси Z. Пятая ось B – поворот стола вокруг своей оси.








На видео ниже продемонстрирован станок с ЧПУ BMC 110R1 от FEMCO в процессе работы в условиях заводского цеха:
Эксплуатация оборудования
Технические характеристики станка 3Б12
О торце-кругло-шлифовочных устройствах с ЧПУ
Обычно, в устройствах, управляемых программами, предусматривают большое число координат. К примеру, в шлифовальном приспособлении этого типа может быть до 10 управляемых ординат, из них три основных и минимум шесть вспомогательных для лучшего позиционирования:
- осевой ориентации заготовок относительно круга;
- смещения бабки заднего типа для корректировки и обработки заготовок;
- правки кругов для обеспечения возможности обработки любых профилей;
- осей устройства для активного контроля;
- лучшего поворота столов для обрабатывания конусов.

Для обработки разного вида геометрических форм изделий шлифовальными станками ЧПУ, установлены специальные программы:
- диспетчер выбора режимов;
- специальный модуль, управляющий приводом;
- определяющий координаты точек интерполятор.
При серийном производстве такие шлифовальные станки с ЧПУ используются с применением программных систем, что дает возможность для гибкой настройки цикла правки, шлифовки, существенно влияет на скорость переналадки станков и обрабатывания самых разных деталей. К тому же такие многокоординатные системы придают больше универсальности станкам, стабильной эффективности управления всеми процессами.





