Форма выпуска
Серебряный припой, применяемый для домашней и промышленной пайки, выпускается:
- проволока;
- листы различной толщины;
- полые трубки, наполненные канифолью.
Проволока различной толщины составляет большую часть продукции. ПСР легко подобрать для любого вида пайки, выбрав из большого количества нужный диаметр в пределах 0,13 – 6 мм.
Применение пластин для присадки пайки возможно только в условиях крупного предприятия. Домашнее оборудование просто не в состоянии их расплавить.
Начальник цеха сварочной проволоки и припоев завода ДонМет Евтюшенко В. П.: «Пластины ПСР применяют в электротехнической промышленности для лужения концов медных многожильных кабелей высоковольтных линий и для защитного покрытия крупных деталей, работающих в среде агрессивных газов и жидкостей. Нанесенный сверху слой серебра, химически инертного материала, защищает поверхность стали от окисления, разрушающего действия кислот. Используют в основном ПСР 40, или ПСР 45».
Виды и характеристики припоев
 Бывают мягкими (легкоплавкими) и твердыми. Для монтажа радиоаппаратуры используются легкоплавкие, с температурой плавления 300−450 °C. Мягкие припои уступают по прочности твердым, хотя для сборки электроприборов используются как раз они.
Бывают мягкими (легкоплавкими) и твердыми. Для монтажа радиоаппаратуры используются легкоплавкие, с температурой плавления 300−450 °C. Мягкие припои уступают по прочности твердым, хотя для сборки электроприборов используются как раз они.
Легкоплавкие сплавы — это обычно сплав свинца и олова главным образом. Немного есть легирующих элементов.
Примеси иных металлов вводятся для получения определенных характеристик:
- пластичности;
- температуры плавления;
- прочности;
- устойчивости к коррозии.
Число в обозначении марки говорит о том, сколько процентов олова в нем содержится. Так, у припоя ПОС-40 технические характеристики таковы, что в нем 40% Sn, а ПОС-60 — 60%.
Если марка неизвестна, состав можно оценить по косвенным признакам:
- Температура плавления ПОС — 183−265 °C .
- Если у припоя металлический блеск, значит, в нем достаточно много Sn (ПОС-61, ПОС-90). Если цвет темно-серый, а поверхность матовая, это говорит о высоком содержании свинца, именно он придает сероватый оттенок.
- Припои, содержащие большое количество свинца очень пластичны, а олово придает прочности и жесткости.
Чем паять серебро в домашних условиях?
Пайка любых металлов требует знаний о физико-химических свойствах материала. Серебро плавится при температуре 960ºС, это среднее значение для металлов, применяемых при изготовлении ювелирных изделий. Для примера, температура, необходимая для достижения точки плавления меди — 1083ºС, а для золота — 1063ºС.
Сплавы, содержащие серебро, имеют разную температуру плавления. Точные значения указаны в специализированных справочниках. В частности, ПСр-25, ПСр-10, ПСр-12. Серебряные припои маркируются последовательностью букв и цифр. Цифровые значения соответствуют процентному содержанию серебра в припое.
Подготовка паяльника к работе и зачистка поверхности: а — нагревание паяльника паяльной лампой, б — способы крепления паяльника на паяльной лампе, в — подставка для паяльника, г — облуживание паяльника на кирпиче.
В современном производстве припои, содержащие серебро, являются важным, неотъемлемым компонентом технологического процесса, так как сварные швы, спаянные серебряным припоем, гарантируют прочность, высокую плотность и устойчивость к коррозии. Антикоррозийность следует признать самым значимым качеством. При повышении требований к прочности и устойчивости к коррозии необходимо использовать припои с повышенным содержанием серебра. В некоторых случаях применяется пайка припоем с 70%-м содержанием серебра.
Припой для серебра приобретается в специализированных магазинах. Предпочтительно пользоваться припоем тугоплавким (температура плавления выше 240ºС), использовать сплав с маркировкой ПСР2 и ПСР-2,5 или применить специализированную пасту для пайки.
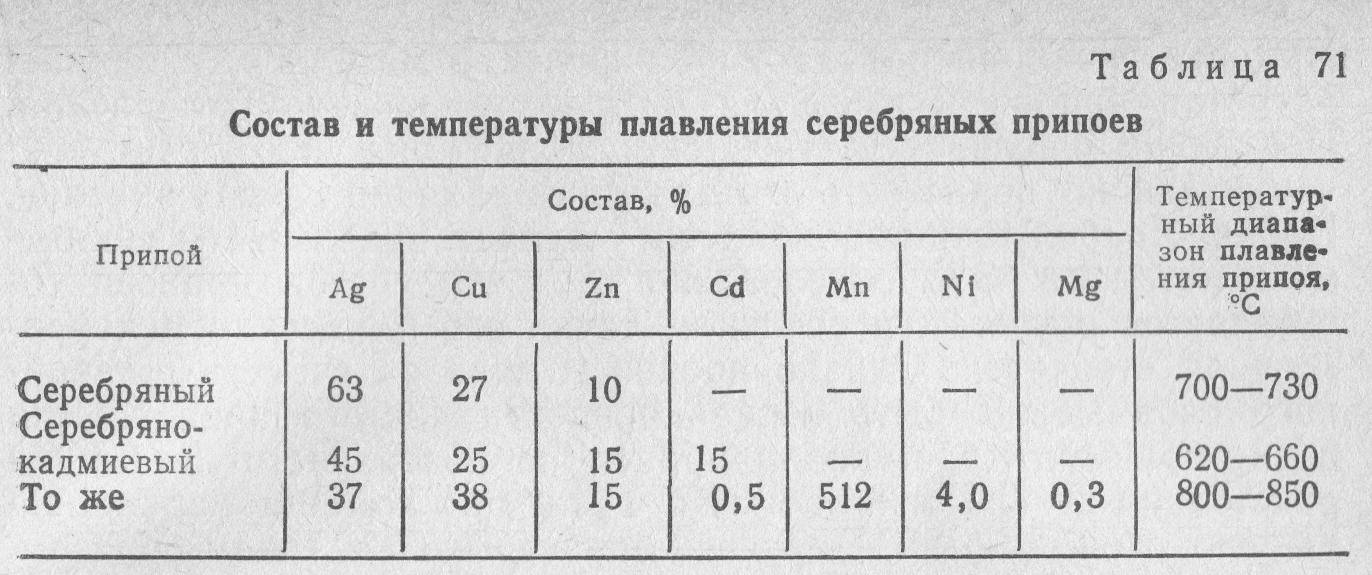
Также можно изготовить припой своими руками. Применяются серебряно-медно-цинковые и серебряно-медно-кадмиево-цинковые припои. Наиболее оптимальный состав — 45% серебро, 25% медь, 30% цинк. Компоненты плавятся в муфельной печи под флюсом. Готовая смесь выливается на подложку, после остывания сплав пропускается через вальцовочный станок, до получения листочков толщиной примерно 0,5 мм. При пайке используют полоски шириной 1-3 мм, от которых отрезаются кусочки требуемой длины.
Не рекомендуется использовать дома составы, содержащие кадмий, так как пары кадмия вызовут проблемы со здоровьем. В процессе пайки место соединения подвергается воздействию атмосферного воздуха. Для предотвращения окисления и других негативных реакций применяют флюс (колофоний). Во время расплавления припоя флюс равномерно распределяется по поверхности металла и изолирует область сварки.
Приемы пайки: а — пайка открытого шва молотковым паяльником, б — подогревание спаиваемых поверхностен электрическим утюгом, в — пайка листового металла, г — пайка проводов, д — спаивание труб торцовым паяльником, е — способ запайки отверстий в трубах, ж — облуживание концов провода.
Дома можно использовать простой флюс для пайки серебряных сплавов — смесь равных долей буры (тетрабората натрия) и поташа. Поташ можно заменить пищевой или технической содой. Иногда добавляют 1/10 поваренной соли. Бура представлена водным раствором, и ее требуется просушить. Сушится она на конфорке кухонной плиты в сосуде типа фарфоровой химической емкости или чашки для выпаривания. Сушится на несильном огне.
Горячая бура образует пузыри, которые протыкаются металлическим стержнем для разрушения, масса должна оставаться в таре. После окончания процесса выпаривания буру немедленно снимают с огня, чтобы не допустить плавления. После остывания полученные кристаллы растирают в ступке и смешивают с поташем.
После окончания пайки с поверхности отремонтированного изделия флюс удаляют с помощью нагретого слабого раствора кислоты. Для чернения применяют горячий раствор серной печени. Серная печень — смесь полисульфидов натрия или калия, изготавливается сплавлением поташа или соды (две меры) с серой (одна мера). Готовую серную печень нужно хранить в герметичной сухой таре, непосредственно перед употреблением готовят раствор, так как он сохраняет свои свойства в течение 24 часов. Насыщенность раствора зависит от необходимого результата и подбирается индивидуально.
Для соединения мелких ювелирных деталей используют газовую горелку. Подобная определенность при выборе главного инструмента связана, прежде всего, с удобством: для работы газовой горелкой потребуется лишь обычный газовый баллончик, да и качество выполненной работы порадует.
Как правильно варить серебряный припой по старинной методике
Существует несколько способов создания серебряного сплава, но в совершенстве овладеть методикой можно лишь после длительной практики. Для получения сплава необходимо приготовить 2 монеты: полтинник 1924 г. и пятак 1962 г. Также для работы потребуются:
Нагревать припой удобнее всего на газовой горелке.
- серебро;
- ложка (не столовая);
- ингус;
- газовая горелка.
В начале работы в ложке расплавляют серебро. В полученный расплав добавляют пятикопеечную монету и покатывают смесь по ложке для лучшего перемешивания. Чем длительнее покатывают ложку, тем лучше происходит процесс перемешивания. Но есть один существенный недостаток: выгорает много составляющих, необходимых для припоя.
Затем мастер, который делает сплав своими руками, выливает его в ингус и раскатывает без отжига. Полученный припой имеет высокие качества: 10 г относятся к 900-й пробе.
Очень важно при пайке приготовить свежий флюс, который обеспечит качественную работу. Необходимо внимательно следить за величиной пламени в горелке: мягкий, не очень горячий огонь в виде метлы обеспечит получение качественного шва
Для работы используют жесткие припои, которые содержат: 80 Ag, 16 Cu, 4 Zn, 75 Ag, 22 Cu, 3 Zn. Мягкие припои включают в свой состав: 65 Ag, 20 Cu, 15 Zn.
Для получения легкого серебряного припоя, используемого в ремонте изделий, необходимо приготовить: 7 частей серебра, 2,8 – латуни, 0,35 -цинка
Важно перед началом работы произвести зачистку латуни от оксидной пленки. Для получения 10 г припоя расплавляют серебро 999 пробы
После получения жидкого состава добавляют латунь, перемешивают содержимое в ложке. Когда состав полностью расплавился, добавляют цинк, несколько раз покачивают ложку, затем начинают прокатывать получившийся состав. После его изготовления необходимо с помощью ножниц разрезать лист проката и взвесить на весах. Для успешной работы следует приготовить:
- наждачную бумагу;
- ложку;
- газовую горелку;
- лопатку для перемешивания;
- фальцы;
- ножницы;
- весы.
Не обойтись мастеру-любителю без таких материалов, как:
Чистое серебро не используют для припоя, так как это слишком дорогой металл.
- серебро;
- латунь;
- чистый цинк;
- бура, которая добавляется в расплавленный состав.
Иногда не подмешивают цинк в чистом виде: лучше использовать его сплав с латунью или медью. Цинк добавляют в припой, завернув в серебряную фольгу.
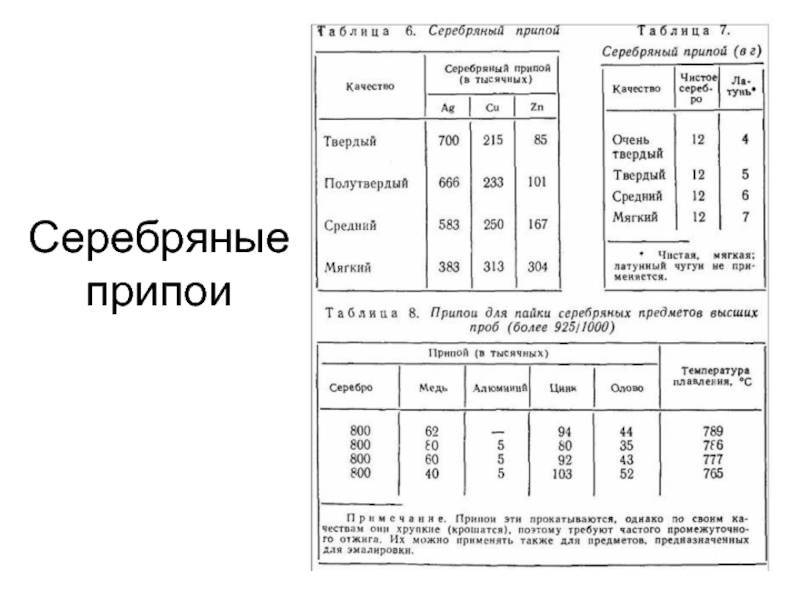
Чтобы сделать серебряный припой, можно брать серебро 96-й пробы, выжигу 94-й пробы. Ее получают, сжигая старые серебряные изделия: парчу, позументы, галуны.
Плавка припоя
Если вы решили обойтись без старинных рецептов, запасайтесь вот какими материалами:
- емкость с водой;
- древесная смесь с углем;
- бура;
- тигель и железный крюк.
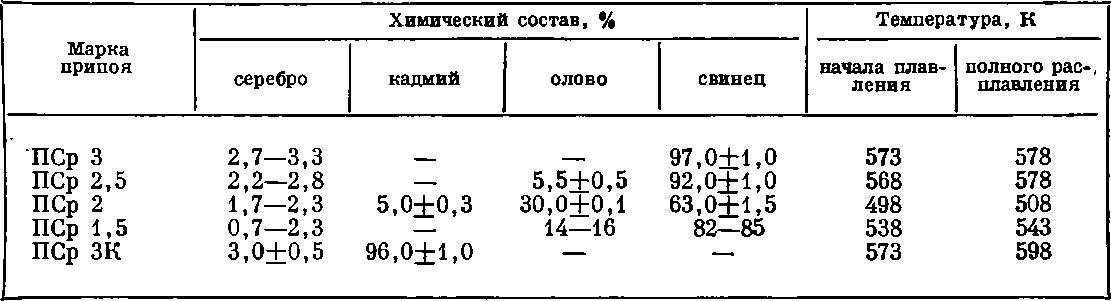
 Состав припоя и его температура плавления.
Состав припоя и его температура плавления.
Металлы плавим в тигле, который нужно поместить в горн или нагревать его паяльной лампой. Во время расплавки обязательно добавляем буру
Важно знать и выполнять четкую очередность процесса. Главное – плавить первым делом тугоплавкие металлы, и только потом – легкоплавкие. Жидкие металлы постоянно перемешиваются в тигле крюком или деревянной палкой
Процесс лучше разделить на два этапа. Тигель с расплавленными металлами вынимают из горна, а металл соединяют с водой. Образующиеся при этом мелкие капли металла высушивают и снова переплавляют, добавив буры
Жидкие металлы постоянно перемешиваются в тигле крюком или деревянной палкой. Процесс лучше разделить на два этапа. Тигель с расплавленными металлами вынимают из горна, а металл соединяют с водой. Образующиеся при этом мелкие капли металла высушивают и снова переплавляют, добавив буры.
После окончательного расплавления припой переливаем в форму. Когда он застынет, прокатываем его в полосы.
Важнейшая часть процесса пайки серебром в домашних условиях – переход сплава из жидкого состояние в твердое. Сначала смесь плавится, а затем отливается в ингус.
Подготовка ложки заключается в следующем: на ее дно кладется картон прямоугольной формы, поверх него – пластина, чтобы ее края обворачивали края ложки. Картонные листы тщательно обжимаются, образуя ложе вогнутой формы.
Лом с пробой 875 смешивается с остальными частями. В качестве флюса выступает бура.
Пропорция серебра пробы № 875 и меди составляет ровно 4:1 (три медных пятака и один полтинник), буру добавляют из расчета одна часть на десять частей шихты.
Ингус или другую форму смазывают воском и ставят рядом с горелкой. Дело в том, что расплав ни в коем случае не должен остывать. Поэтому его выливают в хорошо нагретый ингус. Затем форму отправляют под холодную воду для охлаждения. Остывший брусок вынимается.
Особенности состава пищевых припоев
Безопасным сплавом считается олово, поэтому основная доля всех припоев изготавливается на его основе. В состав входит ограниченное количество элементов, поэтому пищевых разновидностей немного. Элементы для «чистых» припоев:









- Медь, содержание которой находится в пределах 10%, что не повышает токсичность.
- Цинк также часто используется в качестве основного или добавочного элемента.
- Висмут. Он безвреден, его содержание в небольшом количестве относится к добавочному, и такие припои больше применяются для медицинских целей.
Нельзя использовать сурьму в больших количествах, категорически запрещен кадмий, который имеет высокий уровень токсичности.
Припой пищевой
Применение «чистых» припоев также определяется толщиной соединяемых деталей и допустимой температурой плавления для конструкций и изделий. Например, припой для пищевой меди по химическим свойствам может быть медно-серебряный, оловянно-цинковый и оловянно-медный, но температура плавления серебряных (670-800 °С) и использование горелки не подойдут для тонких конструкций, а также для металлов с температурой плавления, приближенной к температуре плавления припоя. Именно поэтому наиболее распространены оловянные сплавы, которые способны соединять различные металлы и «работают» при нагреве до 250 °С.
Разновидности
Пищевые припои для пайки используются в нескольких типах.
Серебряные. Здесь могут быть взяты модификации с добавлением никеля, меди, висмута, марганца. Температура их плавления составляет 670-800 градусов, что требует использования горелки для разогрева. Соединять конструкции нужно без применения нагрузок или давления на нее.
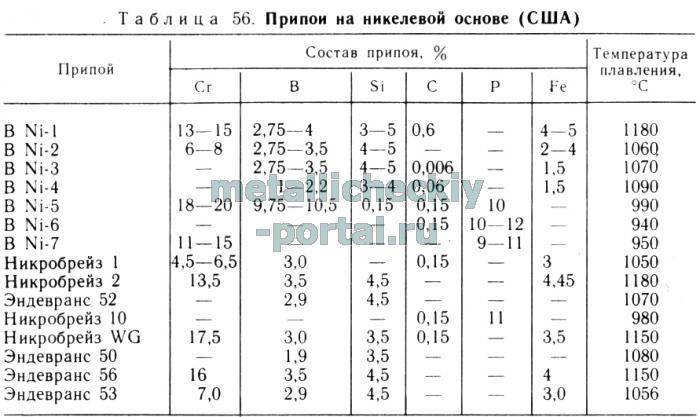
Хромоникелевые. Обеспечивают высокую прочность соединения, но для повышения прочности могут дополнительно быть легированы кальцием, натрием, никелем.
Медно-фосфорные. Низкоплавкие (до 450 °С), нужны для работы с медными изделиями. Образуют прочное соединение, для взаимодействия с которым требуется горелка соответствующей мощности.
Оловянные. Наиболее распространены «мягкие» разновидности с температурой плавления 250 °С. В их состав могут входить следующие элементы: медь, цинк, висмут. Их используют для неответственных деталей, а также соединяемых элементов тонкого сечения. Для некоторых изделий может потребоваться особый пищевой припой: для пайки самовара, например, применяют чистое олово или варианты с его содержанием 90%. Это одна из самых экологически чистых марок низкоплавкого припоя.
Процесс пайки пищевой нержавейки и меди
Области применения
Назначение зависит от используемых металлов для самих изделий, их конфигурации и толщины. Основные пищевые металлы — это:
Нержавейка
Метод ее соединения зависит от толщины листа: если она менее 3 мм и при отсутствии требований по прочности шва, можно использовать оловянные сплавы. Но лучшим считается серебряный припой для пайки нержавейки пищевой, особенно если в него входит небольшое количество никеля. Он имеет схожий цвет и коррозионную стойкость. Во втором случае нужно учитывать условия работы с нержавейкой, а также ее физико-химический состав, не каждый из которых может без последствий подвергаться столь высокому нагреву, который нужен для расплавления твердых припоев. Сложными являются сплавы с содержанием никеля более 25%, которые начинают при длительном нагреве до +500-700 °С выделять карбиды (снижается стойкость к коррозии).
При печном спаивании применяют серебряно-марганцевые или хромоникелевые разновидности. Пайка проводится с использованием буры.
Медь с латунью, нержавейкой
Комбинирование металлов усложняет пайку. Разница температур плавления и свойства металлов усложняют выбор припоя, флюса и, соответственно, технологии. Применение паяльника в большинстве случаев нерентабельно из-за использования твердых припоев и/или больших площадей соприкосновения. В качестве универсальной технологии подойдет пайка горелкой, поскольку это ускорит процесс, предотвращая окисление флюса. Для неответственных деталей вполне уместны латунные припои, для ответственных — стоит остановиться на более дорогом и качественном медно-фосфорном варианте.
Заключение
Для производственных масштабов разработаны нормы расхода припоя для пайки по ГОСТ, без которого невозможно рациональное применение дорогостоящих материалов. Оценка результативности проводилась на основании табличных данных свойств материала, базирующихся на измерении и сравнительных расчетах. Нормированию также подлежат и дополнительные элементы: флюсы, защитные, окислительные среды, расходные элементы для пайки.
Какой припой выбрать
Для радиолюбителей подойдет ПОС с флюсом (канифолью) в виде прутка от 0,2 мм до 1 мм. Такой припой легче всего брать на паяльник благодаря наличию канифоли. А небольшое сечение прутка позволяет точно дозировать нужное количество припоя. Если требуется на паяльник больше брать припоя, то достаточно скрутить несколько прутков вместе, и с 1 мм прутка получим 2 мм.

Также обращайте внимание на массу припоя. Она не должна отличаться от указанной на упаковке. Если масса отличается, то скорее всего катушку с припоем перематывали, и вам достался некачественный товар
Если масса отличается, то скорее всего катушку с припоем перематывали, и вам достался некачественный товар.
 Читайте отзывы с обзорами и проверяете полученный товар.
Читайте отзывы с обзорами и проверяете полученный товар.

Подготовка паяльника к работе
Перед тем как паять паяльником, следует правильно подготовить его к работе. В быту чаще всего используют электрический паяльник с медным жалом, которое при хранении и эксплуатации постепенно покрывается слоем окиси и подвергается механическим повреждениям. Для получения паяного соединения хорошего качества подготовку паяльника к работе проводят в такой последовательности:
- Напильником с мелкой насечкой зачищают рабочую часть жала на длину 1 см от кромки. После зачистки инструмент должен приобрести красноватый цвет, свойственный меди, и металлический блеск. Во время зачистки жалу придают клиновидную, скошенную, конусовидную форму, чтобы спаивать, что нужно мастеру.
- Паяльник включить в сеть и разогреть до рабочей температуры.
- Жало необходимо залудить, покрыть тонким слоем олова – того же припоя, чем паять соединяемые проводники. Для этого кончик инструмента погружают в канифоль, а затем проводят по нему кусочком припоя. Не стоит применять для лужения паяльника пруток из припоя с канифолью внутри. Чтобы равномерно распределить припой, рабочие грани потереть о металлическую поверхность.
При работе полуда будет обгорать и стираться, поэтому паяльник придется очищать и лудить в процессе пайки несколько раз. Очистить жало можно о кусочек наждачной шкурки.
Если мастер будет пользоваться инструментом с никелированным необгораемым стержнем, чистить его придется специальной губкой или влажной тканью. Лудят такое жало в расплаве канифоли, проводя по нему куском припоя.
Паянию можно научиться только в процессе работы, но перед этим желательно ознакомиться с основными операциями.
Основные данные
Популярность и свинца объясняется несколькими обстоятельствами.
Главная особенность сплавов – способность при определенном соотношении компонентов образовывать состав с эвтектическими свойствами. Это межметаллическая система, температура плавления которой меньше, чем ожидаемые значения.
Можно себе представить радость первооткрывателей, которые обнаружили, что оловянно-свинцовый сплав для превращения в жидкое состояние можно нагревать до меньшей температуры.
Интересно, что эвтектическая смесь может служить растворителем, в котором распределяется при добавлении определенное дополнительное количество какого-либо металла.
Так были разработаны разнообразные марки припоев ПОС. В их технических характеристиках указаны пропорции, значения физических констант.
Плавка припоя
Если вы решили обойтись без старинных рецептов, запасайтесь вот какими материалами:
- емкость с водой;
- древесная смесь с углем;
- бура;
- тигель и железный крюк.
Состав припоя и его температура плавления. Металлы плавим в тигле, который нужно поместить в горн или нагревать его паяльной лампой. Во время расплавки обязательно добавляем буру
Важно знать и выполнять четкую очередность процесса. Главное – плавить первым делом тугоплавкие металлы, и только потом – легкоплавкие
Жидкие металлы постоянно перемешиваются в тигле крюком или деревянной палкой. Процесс лучше разделить на два этапа. Тигель с расплавленными металлами вынимают из горна, а металл соединяют с водой. Образующиеся при этом мелкие капли металла высушивают и снова переплавляют, добавив буры.
После окончательного расплавления припой переливаем в форму. Когда он застынет, прокатываем его в полосы.
Важнейшая часть процесса пайки серебром в домашних условиях – переход сплава из жидкого состояние в твердое. Сначала смесь плавится, а затем отливается в ингус.
Подготовка ложки заключается в следующем: на ее дно кладется картон прямоугольной формы, поверх него – пластина, чтобы ее края обворачивали края ложки. Картонные листы тщательно обжимаются, образуя ложе вогнутой формы.
Лом с пробой 875 смешивается с остальными частями. В качестве флюса выступает бура.
Пропорция серебра пробы № 875 и меди составляет ровно 4:1 (три медных пятака и один полтинник), буру добавляют из расчета одна часть на десять частей шихты.
Ингус или другую форму смазывают воском и ставят рядом с горелкой. Дело в том, что расплав ни в коем случае не должен остывать. Поэтому его выливают в хорошо нагретый ингус. Затем форму отправляют под холодную воду для охлаждения. Остывший брусок вынимается.
Физико-химические свойства и особенности
Если рассматривать серебряные припои, свойства которых зависят от состава, то стоит понимать, что серебро здесь не всегда является доминирующим элементом и его свойства далеко не всегда проявляются на переднем плане. Он может использоваться для таких процедур, как пайка нержавейки твердым припоем, а также при работе с другими сложными металлами. Как правило, чем выше содержание серебра в припое, тем крепче получается соединение. Благодаря ему, металл получает высокие свойства текучести, которые позволяют проникнуть во все щели и мелки сколы на поверхности, тем самым улучшая контакт схватывания с поверхностью и образуя надежные молекулярные связи. При этом может случиться так, что эти свойства будут в ущерб пластичности, так как повышенное содержание драгоценного металла делает шов менее податливым и он хуже сопротивляется нагрузкам. Повышенное содержание серебра расширяет температурный диапазон эксплуатации готового изделия, в особенности, при низких его значениях.
Технические характеристики
Марка | Состав элементов материала, % | |||||||||
Серебро | Медь | Цинк | Олово | Марганец | Фосфор | Кадмий | Максимальное наличие примесей | |||
Свинец | Железо | Висмут | ||||||||
ПСр72 | 72 | Ост. | — | — | — | — | — | 0,005 | 0,1 | 0,005 |
ПСр71 | 71 | Ост | — | — | — | 1 | — | 0,005 | 0,15 | 0,005 |
ПСр70 | 70 | 26, | Ост | — | — | — | — | 0,05 | 0,1 | 0,005 |
ПСр65 | 65 | 20,0 | Ост | — | — | — | — | 0,1 | 0,1 | 0,005 |
ПСр62 | 62 | 28,0 | — | Ост | — | — | — | 0,005 | 0,15 | 0,005 |
ПСр50 | 50 | Ост | — | — | — | — | — | 0,005 | 0,15 | 0,005 |
ПСр50 Кд | 50 | 16,0 | 16,0 | — | — | — | Ост | 0,1 | 0,1 | 0,005 |
| ПСр37,5 | 37,5 | Ост | 5,5 | — | 8,2 | — | — | 0,05 | 0,1 | 0,005 |
Особенности выбора
Правильный подбор припоя является не таким уж простым делом, так как имеется огромное количество вариантов. Для крепких соединений, которые должны выдерживать большие вибрационные нагрузки, а также должны сопротивляться ударам, следует выбирать материалы с высоким содержанием драгоценного металла. Остальными элементами могут быть никель, медь и даже свинец. Для климатической и холодильной техники также желательно использовать припои с высоким содержанием серебра. Для ювелирной сферы нередко применяются дорогостоящие 90-100% материалы. Они применяются для пайки колец и цепей, причем производятся в виде тонкой 1 мм проволоки.









Наличие кадмия также может добавлять хрупкости, поэтому, он далеко не всегда входит в состав материала. Одним из главных элементов в составе является фосфор, который нередко снижает температуру плавления металла, что очень полезно, когда идет работа с тонкими материалами, нержавеющей сталью, алюминием и прочими сложными в спаивании материалами.
Особенности пайки нержавейки
- В первую очередь происходит зачистка деталей, а именно их стыков, любым механическим способом;
- После этого следует выложить флюс на зону будущей спайки;
- Выставить горелку на нужный режим и постепенно разогреть место спаивания с флюсом, пока металл не поменяет цвет (это следует делать постепенно, чтобы не было резких перепадов температуры);
- Когда заготовка достигнет нужной температуры, то можно подавать припой, который должен растекаться равномерно по всей поверхности (припой иногда также покрывают флюсом, если речь идет о сложных работах);
- Следует пройти весь шов от начала и до конца постепенно;
- Дать остыть материалу, но при этом продолжать подогревать горелкой, постепенно понижая температуру.
При этом не следует использовать газ, в котором имеется много кислорода, так как это ухудшит качество соединения.