

Пайка газовой горелкой: ремонт чайника

Сначала необходимо тщательно зачистить наждачной бумагой зону пайки и убрать накипь возле поврежденного участка. Чтобы запаять чайник из нержавейки газовой горелкой, нужно следовать такой инструкции:
- Прогреть соединение пламенем, плавно перемещая устройство. Нагревание будет достаточным, когда припой начнет плавиться от прикасания к металлу.
- Нанести флюс (канифоль или ортофосфорную кислоту) на зону пайки.
- Наложить олово на поврежденное место, при этом нужно продолжать нагревать участок горелкой, чтобы вещество, расплавляясь, заполнило собой весь дефективный участок.
- Зашлифовать шов щеткой по металлу.
- Протереть запаянный участок спиртом для очистки его поверхности от окалин и окислов.
В ходе паяльных работ нужно следить за уровнем кислорода. Для определения этого параметра необходимо посмотреть на пламя, нормальный оттенок которого — синий. В перенасыщенном составе цвет будет бледным, что и указывает на переизбыток кислорода. Если проигнорировать это требование, велика вероятность, что нержавейка начнет окисляться.

Выбор припоя

Правильный припой для пайки нержавейки – залог качества соединения. На выбор подходящего материала оказывают влияние следующие факторы:
- состав металла;
- условия проведения работ.
В стандартных условиях пайку выполняют серебряным припоем – он обладает отличными антикоррозионными свойствами, а никель в его составе повышает прочность соединения. Визуально, соединение не будет отличаться от основной поверхности. Мастера считают серебряные составы лучшим материалом для пайки нержавейки. При этом использовать серебро без добавок запрещено. Для повышения качества соединения к нему добавляют медь или цинк.
Свойства медных сплавов
Медь является самым универсальным и доступным материалом. Положительные свойства металла обеспечивают широкое применение его сплавов во многих отраслях промышленного производства.
К таким свойствам относятся:
- Электропроводность меди является основным качественным показателем, который обуславливает ее повсеместное применение. Коэффициент электропроводности материала из меди превышает характеристики многих инженерных металлов. Добавление легирующих элементов и примесей в состав чистого металла уменьшает его проводимость, но значительно повышает прочность.
- Свойство теплопроводности, как и электрические характеристики, также зависит от процентного содержания примесей в медном сплаве.
- Коррозийная устойчивость меди определяется свойствами поверхностной пленки, которая малочувствительна к внешнему воздействию, поэтому и защищает эффективно основной металл от разложения. Медь устойчива к органическим кислотам, солевым и щелочным растворам, а вот азотные и неорганические кислоты способны разрушать структуру этого металла.
- Пластичность материала при его изготовлении или механической обработке (штамповке, прокатке) может значительно снижаться. Это свойство легко возвращается путем отжига металла, то есть его нагрева до 600–700 градусов с последующим охлаждением в естественных условиях.
- Внешний вид и цвет медных сплавов имеют характерный оттенок, который может существенно изменяться под воздействием погоды и атмосферных явлений. Медь имеет специфичный цвет от оранжево–розового оттенка до темно–бронзовой окраски. Атмосферное влияние может спровоцировать окрашивание поверхности вплоть до зеленого цвета. Некоторые медные сплавы широко используются в декоративных целях.
Хочется отметить, что процесс соединения разнообразных медных проводов не вызывает особой сложности, даже у людей, не имеющих опыта работы с паяльником. Поэтому полезнее будет остановиться на пайке металлических труб.
Выбор припоя

Существует два фактора, влияющие на выбор припоя для нержавейки:
- условия, при которых производится процесс соединения;
- состав нержавейки.
Если приходится работать в обычных условиях (в любом помещении), то пайку лучше проводить серебряным припоем, в который входит небольшое количество никеля.
При печном проведении спаиваемого процесса, то есть, при полном отсутствии влажности, используются медные, серебряно-марганцовые или хромоникелевые припои.
Ведь серебро так же не поддается коррозии, имеет такой же светлый цвет, как и нержавеющая сталь. Но необходимо отметить, что в чистом виде серебро в припоях не используют.
В сплав добавляют цинк или медь. Чем больше в процентном соотношении серебра, тем выше качество сплава. Правда, такой материал придется использовать при более высоких температурах. Оловянные припои используют редко, когда не требуется высокой прочности.
Таблица 1. Состав и свойства серебряных припоев
| Проба припоя | Содержание компонентов, % | Температура, °С | ||||
| Серебро | Медь | Цинк | Кадмий | Начало плавления | Полное расплавление | |
| ПСр-80 | 80,0 | 12,4 | 7,6 | — | 780 | 800 |
| ПСр-75 | 75,0 | 18,6 | 6,4 | — | 755 | 755 |
| ПСр-70 | 70,0 | 30,0 | — | — | 770 | 780 |
| ПСр-70 | 70,0 | 26,4 | 3,6 | — | 745 | 765 |
| ПСр-65 | 65,0 | 35,0 | — | — | 790 | 810 |
| ПСр-65 | 65,0 | 20,0 | 15,0 | — | 700 | 720 |
| ПСр-60 | 60,0 | 24,8 | 15,2 | — | 700 | 720 |
| ПСр-50 | 50,0 | 50,0 | — | — | 779 | 850 |
| ПСр-50К | 50,0 | 16,0 | 16,0 | 18,0 | 650 | 670 |
| ПСр-45 | 45,0 | 30,0 | 25,0 | — | 660 | 725 |
| ПСр-25 | 25,0 | 40,0 | 35,0 | — | 745 | 775 |
| ПСр-12М | 12,0 | 52,0 | 36,0 | — | 780 | 825 |
| ПСр-10 | 10,0 | 53,0 | 37,0 | — | 815 | 850 |
Пайка черных металлов
Качество скрепления стальных изделий зависит от нескольких факторов:
- марки стали;
- пористости заготовок;
- уровня очищенности стыковочного шва.
В качестве припоя выбирают оловянные или латунные сплавы. Их используют в зависимости от поставленной задачи. Более простой способ — использование олова. С ним проще работать, однако, конечный шов не будет обладать высоким уровнем прочности.
Припои на основе латуни намного прочнее, но для работы с ними потребуется особое оборудование.
Рабочий процесс на подготовительном этапе практически не различается. В обоих случаях детали зачищают от грязи и ржавчины. Фиксируют при помощи струбцин или тисков. В качестве флюса используют обычную ортофосфорную кислоту. После этого наступает этап самой пайки.
Пайка стали оловом
При пайке оловом подбирают паяльник мощностью от 100 Вт. Для получения качественного шва обе детали предварительно залуживают, после чего в готовый шов подают оловянный припой и завершают пайку.
Пайка стали латунью
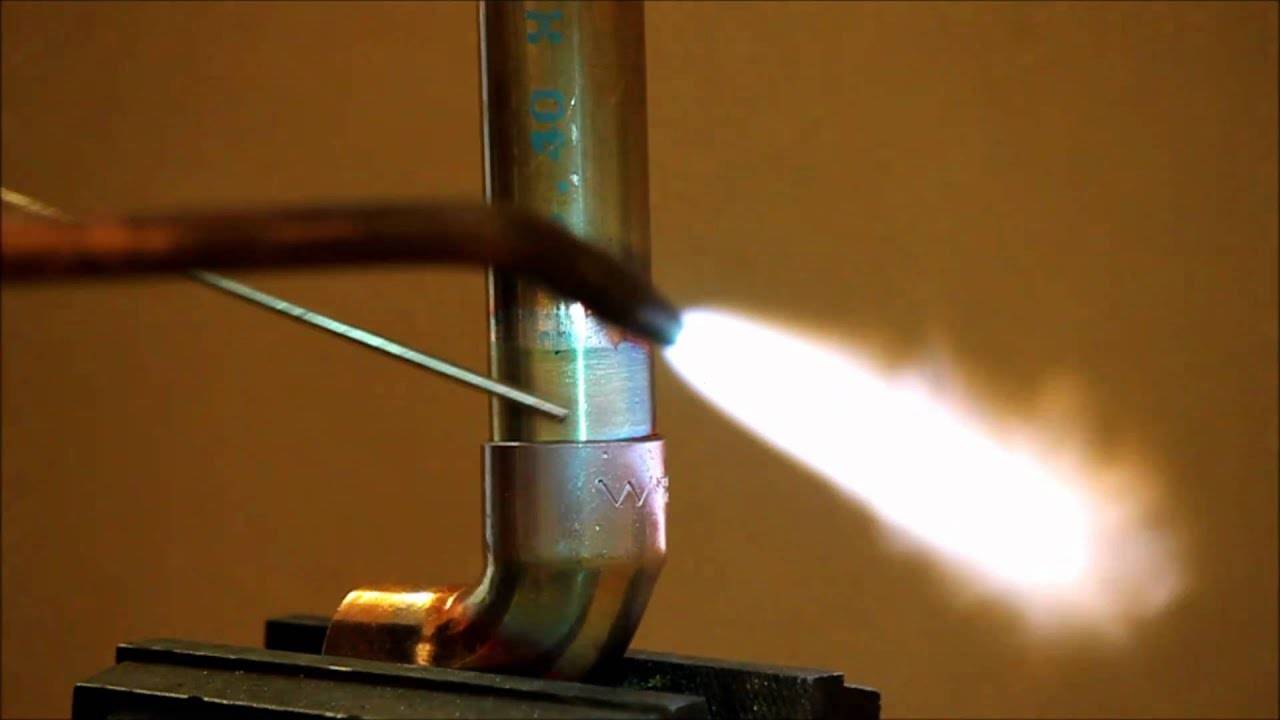
Латунь плавится при температуре свыше 900 ˚С, поэтому для работы с таким припоем потребуется газовая горелка
Важно нагревать оба элемента равномерно. В противном случае латунь быстро расплавится
Она будет хорошо прилипать только на краях стальных заготовок (что может вызвать хрупкость и разрушение под напряжением), что поспособствует образованию трещин в конечном изделии.
Выбор припоя
 Существует два фактора, влияющие на выбор припоя для нержавейки:
Существует два фактора, влияющие на выбор припоя для нержавейки:
- условия, при которых производится процесс соединения;
- состав нержавейки.
Если приходится работать в обычных условиях (в любом помещении), то пайку лучше проводить серебряным припоем, в который входит небольшое количество никеля.
При печном проведении спаиваемого процесса, то есть, при полном отсутствии влажности, используются медные, серебряно-марганцовые или хромоникелевые припои.
Ведь серебро так же не поддается коррозии, имеет такой же светлый цвет, как и нержавеющая сталь. Но необходимо отметить, что в чистом виде серебро в припоях не используют.










В сплав добавляют цинк или медь. Чем больше в процентном соотношении серебра, тем выше качество сплава. Правда, такой материал придется использовать при более высоких температурах. Оловянные припои используют редко, когда не требуется высокой прочности.
Таблица 1. Состав и свойства серебряных припоев
| Проба припоя | Содержание компонентов, % | Температура, °С | ||||
| Серебро | Медь | Цинк | Кадмий | Начало плавления | Полное расплавление | |
| ПСр-80 | 80,0 | 12,4 | 7,6 | — | 780 | 800 |
| ПСр-75 | 75,0 | 18,6 | 6,4 | — | 755 | 755 |
| ПСр-70 | 70,0 | 30,0 | — | — | 770 | 780 |
| ПСр-70 | 70,0 | 26,4 | 3,6 | — | 745 | 765 |
| ПСр-65 | 65,0 | 35,0 | — | — | 790 | 810 |
| ПСр-65 | 65,0 | 20,0 | 15,0 | — | 700 | 720 |
| ПСр-60 | 60,0 | 24,8 | 15,2 | — | 700 | 720 |
| ПСр-50 | 50,0 | 50,0 | — | — | 779 | 850 |
| ПСр-50К | 50,0 | 16,0 | 16,0 | 18,0 | 650 | 670 |
| ПСр-45 | 45,0 | 30,0 | 25,0 | — | 660 | 725 |
| ПСр-25 | 25,0 | 40,0 | 35,0 | — | 745 | 775 |
| ПСр-12М | 12,0 | 52,0 | 36,0 | — | 780 | 825 |
| ПСр-10 | 10,0 | 53,0 | 37,0 | — | 815 | 850 |
Технология пайки нержавейки оловом
Очень важно правильно и тщательно выполнить подготовительные операции. Их цель — удалить с поверхности нержавейки оксидную пленку и другие загрязнения, препятствующие образованию прочного и долговечного паяного соединения
Сначала поверхность защищается шкуркой, проволочной щеткой или надфилем. Далее, после удаления опилок и частичек абразива, проводят обезжиривание. Для этого берут специальный обезжириватель. Его с успехом заменит любой органический растворитель — ацетон, уайт-спирит, номерные растворители (646, 657) и т.п.
Теперь начинаются собственно пайка оловом. Вначале область пайки разогревается при посредстве жала паяльника или факела газовой горелки. При пайке горелкой следует контролировать содержание кислорода, поскольку при его избытке начнутся окислительные процессы, ухудшающие качество соединения. При превышении допустимой концентрации кислорода пламя приобретает светло-синий оттенок.
Принцип пайки нержавейки
Всю область пайки следует прогреть до температуры плавления припоя.
Подачу припоя в рабочую зону надо проводить до того момента, пока он не начнет появляться из рабочих зазоров между заготовками. Это обеспечит оптимальное схватывание.
Подготовка оборудования и необходимых материалов
При подготовке оборудования важно уделить внимание характеристикам и конструктивным особенностям паяльника. Его мощность – не менее 80-110 ватт, более слабые приборы не смогут обеспечить достаточный прогрев рабочей зоны. Жало должно быть необгораемое
Работать паяльником получится мягкими, легкоплавкими припоями – прутками из чистого олова или из смесей типа ПОС. Чистое олово потребуется при ремонте кухонной посуды и сосудов, соприкасающихся с пищей или питьевой водой. Оно не содержит вредных компонентов. Наиболее подходящим флюсом для такой посуды будет ортофосфорная кислота
Жало должно быть необгораемое. Работать паяльником получится мягкими, легкоплавкими припоями – прутками из чистого олова или из смесей типа ПОС. Чистое олово потребуется при ремонте кухонной посуды и сосудов, соприкасающихся с пищей или питьевой водой. Оно не содержит вредных компонентов. Наиболее подходящим флюсом для такой посуды будет ортофосфорная кислота.
Для твердых припоев придется воспользоваться газовой горелкой.
Выбор припоя и вспомогательных материалов
POS-61,
- POS-40.
- Для ремонта предметов, контактирующих с пищей, следует использовать только чистое олово. Не все флюсы подходят для нержавеющей стали.
- Сварка PIC-61 Фосфорная кислота и сварочные кислоты
Сварочная кислота,
Фосфорная кислота,
- Хлорид цинка.
- Жидкость следует наносить непосредственно перед сваркой, чтобы предотвратить повторное образование оксидного слоя.
- Интересный факт: фосфорная кислота является компонентом кока-колы. Это хорошая причина пересмотреть свое мнение о том, стоит ли его пить.
Часто случается, что мастеру приходится ремонтировать бытовую технику и посуду из нержавеющей стали. Для этого необходимо подготовить определенное оборудование, а также рабочие и вспомогательные материалы. Для качественного и быстрого ремонта изделий из нержавеющей стали также необходимо приобрести определенные навыки. Поэтому не стоит сразу же приступать к ремонту сложных или крупных изделий. Чтобы нанести удар рукой, «почувствовать металл и огонь», лучше всего практиковаться на ложке, чашке или простом куске нержавеющей стали.
Для работы необходимо оборудовать рабочее место. Стол должен быть изготовлен из металла или иметь негорючее покрытие. Необходимо обеспечить вентиляцию, поскольку как сварочные дымы, так и дымы от флюсов и обезжиривателей вредны для дыхательной системы. Свариваемые детали должны быть надежно закреплены с помощью имеющихся крепежных элементов — винтовых зажимов, хомутов, распорок.

Рабочая зона не должна быть загромождена; в ней должны находиться только свариваемые детали.
Контейнеры с жидкостями должны быть плотно закрыты сразу после использования и храниться в шкафу или ящике.
Щетка для зачистки, которую вы можете сделать сами. Для этого в кусок трубы диаметром 5-10 мм и длиной около 10 см плотно вставьте проволоку от металлического троса. Они должны выступать из трубы на несколько миллиметров. При склеивании нержавеющей стали на небольших поверхностях и особенно в узких и труднодоступных местах такая самодельная щетка гораздо практичнее и эффективнее, чем коммерческая щетка с деревянной ручкой.
Такую щетку можно использовать в непосредственной близости от паяльника или пламени горелки, минимизируя время между зачисткой и началом сварки.
Щетка пламени движется мягко и равномерно нагревает металл. Сварочный стержень должен плавиться не от пламени горелки, а от тепла заготовки — только так можно получить прочное и надежное соединение. После установки стержня в зоне стыка детали необходимо дополнительно нагреть для полного проникновения и заполнения всех зазоров. Продолжайте нагрев до тех пор, пока излишки сварочного состава не начнут вытекать из соединения.
https://youtube.com/watch?v=DLwir_Sua_g
Медные, серебряно-марганцевые или хромоникелевые сварочные аппараты используются для печной сварки, т.е. когда процесс сварки полностью сухой.









Пайка с помощью газовой горелки
Для получения неразъемного соединения деталей из коррозионно-стойкой стали используются присадочные металлы с более низкой температурой плавления, чем основной соединяемый металл. Наличие твердого оксидного слоя делает нержавеющую сталь более трудной для сварки, чем углеродистая сталь.
Типы припоев
Изделия из нержавеющих сталей можно паять как мягкими припоями, изготовленными на основе олова и свинца, так и твердыми типами присадочного материала, в состав которого входят более тугоплавкие металлы.
Мягкий припой за счет того, что его основу составляет олово, является легкоплавким материалом, отличающимся высокой пластичностью и жидкотекучестью в расплавленном состоянии
Что особенно важно при выполнении пайки изделий из нержавейки, он обладает хорошей раскислительной способностью

Свойства мягких припоев
Более надежные соединения как в производственных, так и в домашних условиях позволяет получить пайка, выполняемая с использованием твердых припоев. Металлы, из которых их изготавливают, плавятся при более высокой температуре, чем олово, что и позволяет получать с их помощью надежные и долговечные соединения. Очень часто материалы данного типа производят на основе технического серебра, которого в их составе может содержаться до 30%.

Основные марки серебряных припоев
Одним из популярных типов твердого припоя является материал марки HTS-528, который успешно используется для пайки не только нержавейки, но и меди, латуни, бронзы, никеля и других металлов. Удобно, что он выпускается в виде прутка, поверхность которого уже покрыта слоем флюса. Работая с таким припоем в производственных условиях или дома, следует иметь в виду, что температура его плавления составляет 760°.

Припой HTS-528, представляет собой пруток, покрытый флюсом красного цвета. Помимо нержавейки подходит для чугуна и цветных металлов
Пайка нержавеющей стали в домашних условиях
Иногда возникает потребность спаять изделие из нержавеющей стали. Перед тем как паять нержавейку в домашних условиях, необходимо ознакомиться с технологией, принципами выполнения работ.
Подготовка
Тщательная очистка поверхности изделия в области стыка является ключом к крепкой пайке. Масло и жир удаляют с помощью растворителей, а проволочную щетку или абразивную обработку наждачной тканью применяют для устранения сложных типов загрязнения.
Шероховатая поверхность абразива эффективна, она улучшит адгезию припоя. Рекомендуется проводить ремонтные работы сразу после очистки. Если это невозможно, детали предварительно покрывают присадочным материалом (лужат). Припаивая детали из латуни или меди, необходимо нанести тонкий слой олова на предварительно разогретый участок, который соединяется с изделием.
Процесс пайки
Технологическая операция заключается в соединении нержавейки с помощью присадочного металла, благодаря силам сцепления между атомами. Руководство соединения деталей:
- Подключают паяльник и дают ему нагреться.
- Слегка шлифуют края металла в месте будущего шва или заплаты, чтобы избежать появления неровностей. 2 части должны соединиться без каких-либо промежутков.
- Удаление шлифовальной пыли влажной тряпкой.
- Области, которые недопустимо подвергать воздействию растворителей, закрывают малярной лентой.
- Флюс наносится в зоны, которые будут принимать припой.
- Разместить в рабочей зоне весь необходимый инвентарь. Паяльник кладут на безопасном расстоянии. Проволочный припой разматывают.
- Проводится лужение. Тонким слоем наносится смесь олова и свинца.
- Если покрыть изделие припоем не удается (смесь скатывается по запчасти), прибегают к проверенному способу. Изготавливают небольшую кисточку из стальной проволоки и трубки. Паяльную кислоту наносят непосредственно перед использованием щетки. Нагревают детали паяльником или паяльным пистолетом, хорошо защищают самодельной щеткой. Данная процедура эффективна, т.к. снимается окисная пленка без использования химических соединений.
- Наносится тонкий слой растопленного олова.
- Начинается процесс пайки оловом.
- Паяльник удерживают в области стыка, который заполняется присадочным материалом.
- Получить сталь нужной температуры трудно, поэтому необходимо внимательно следить за процессом. Перегретые детали покрываются оксидами, которые снижают качество отделки нержавейки.
- Дают остыть.
- Очищают швы наждачной бумагой и растворителем.
Основные ошибки во время пайки
Распространенные ошибки, мешающие достигнуть положительного результата:
- Неверный выбор растворителей. Агрессивные вещества необходимы для удаления оксида с подготовленной поверхности. Следует избегать использования паст на основе соляной кислоты, поскольку коррозия усложнит очистку.
- Перегрев места соединения.
- Загрязненное жало паяльника.
- Несоответствие требованиям. Выбор сплава должен соответствовать ожидаемым условиям эксплуатации (механическая нагрузка, цветовое соответствие, контакт с пищевыми продуктами или водой).
- Упущенное время. Пасту удаляют сразу после проведения работ, чтобы избежать обесцвечивания и предотвратить коррозию.
- Температура разогрева не соответствует плавке.
- Нарушение спаянных швов. Это происходит в результате движения, когда сплав затвердевает.
- Холодное сплочение. В результате недостаточного нагрева холодные швы часто характеризуются жесткостью, шероховатостью и неравномерностью. Эта ошибка припаивания создает ненадежные швы, подверженные растрескиванию, разрушению.
Соединение будет прочным, если использовать соответствующий припой и не экономить на флюсе.
Пайка нержавейки в домашних условиях
Пожалуй, все знают, что домашний мастер постоянно сталкивается с бытовыми сложностями, которые ему необходимо устранять самостоятельно. Но нередко случается и так, что нужно сделать работу, связанную с обработкой нержавеющей стали своими руками. Поэтому для этого потребуются определенные навыки, умения и знания. Также нужно будет обзавестись некоторыми материалами и инструментами. Вот перечень всего необходимого:
- Паяльная кислота;
- Электропаяльник на 100 Ватт;
- Оловянный припой для соединения металлов;
- Напильник или наждачная бумага;
- Трубка;
- Металлический трос.
Теперь, когда с инструментом для пайки определились, нужно узнать этапы выполнения действий:
- Для обработки нержавейки, нужно изначально позаботиться о наличии флюса и электропаяльника мощностью 100 Ватт. Нужно знать, что мощней выбирать паяльник для обработки нержавеющей стали нет смысла. Флюсом служит обычная паяльная кислота. Также не забывайте про то, чтобы под рукой всегда был оловянно-свинцовый припой.
- Когда все необходимые инструменты и материалы готовы для пайки, можно начинать работу. Сперва необходимо зачистить место соединения нержавеющей стали: выполнить это можно при помощи наждачки или напильника. По завершении очистки рабочих участков необходимо нанести паяльную кислоту с последующей обработкой. Если обработка не получается (припой не прилипает к поверхности нержавейки), то нужно повторно произвести манипуляции с паяльной кислотой тщательно разогретую поверхность, затем выполнить обработку заново.
- В случае, когда вы сделали вторую попытку, и она не завершилась успехом, и припой опять отстает, то рабочую поверхность нержавейки требуется почистить специальной щеткой, которую можно сделать своими: потребуется кусок трубы сечением 5 мм, куда разместите тонкие жилы, вытянутые из металлического троса. Теперь, нанесите на место пайки кислоту, а после подведите одновременно сюда щетку и паяльник. Затем начните работать двумя инструментами. Нужно отметить, что этот процесс очень хорошо помогает при удалении оксидной пленки с поверхности нержавейки.
- Когда детали получилось отлудить, начинайте пайку нержавеющей стали, используя в работе паяльник и флюс.
Пайка нержавейки
Пайка нержавеющей стали — довольно сложная и трудная работа. Чтобы получилось качественное соединение, нужно соблюдать множество условий — как по выбору материалов, так и по режимам пайки. Несколько проще паять сплавы с содержанием Ni или Cr до 25%. Они спаиваются и с другими металлами и сплавами, за исключением Al и Mg. Домашние мастера чаще всего применяют оловянные припои.
Пайка нержавейки
Особенности пайки нержавейки
Используя олово и составы на его основе, можно отремонтировать изделия из нержавейки, а также собрать небольшие по размерам и не подвергающиеся большим нагрузкам самодельные конструкции. Кухонная посуда и другие предметы быта ремонтируются обычным паяльником и оловянным припоем.
Пайка нержавейки на производстве выполняется по более сложной технологии. Для пайки ответственных конструкций применяются специальные промышленные смеси , содержащие Cr
Используемое оборудование
Для того чтобы качественно отремонтировать изделия, нужно подготовить материалы, оборудование и изучить технологию. Чтобы паять нержавейку в мастерской на дому, потребуется:
- электропаяльник мощностью 100 Вт (портативная пропановая горелка);
- флюс;
- обезжириватель (растворитель);
- абразивная бумага, проволочная щетка, надфиль;
- оловянный припой;
- ветошь;
- средства защиты: перчатки, респиратор, защитные очки или прозрачный щиток.
Портативная пропановая горелка
Кроме того, для первичного прогрева массивных заготовок может понадобиться более мощный паяльник. Ортофосфорная кислота обеспечивает высококачественную очистку поверхности и быструю свёртываемость.









Типы припоев
Припои для нержавеющей стали делятся на две основных группы:
Мягкие — это привычные составы на основе Pb и Sn марок ПОС. Достаточное содержание олова повышает пластичность и текучесть, позволяя ему проникать во все микронеровности поверхности и существенно улучшая адгезию
Кроме того, олово является хорошим раскислителем, что особенно важно при работе с нержавеющими сплавами. Недостатком таких паяльных составов является невысокая прочность получающегося соединения
Для получения более прочных паяных соединений нержавейки применяют твердые припои
Ими работают как в индустриальных условиях, так и в домашней мастерской. В твердые составы добавляют до 30% технического серебра. Их выпускают в виде тонких прутков и обозначают литерами ПСр
Для получения более прочных паяных соединений нержавейки применяют твердые припои. Ими работают как в индустриальных условиях, так и в домашней мастерской. В твердые составы добавляют до 30% технического серебра. Их выпускают в виде тонких прутков и обозначают литерами ПСр.
Припой HTS – 528
Если требуется соединить пайкой разнородные изделия из таких материалов, как нержавейка, медные сплавы, никель, чугун — применяют состав HTS – 528. В его состав уже включен флюс, а температура плавления — не менее 750 °С
Приготовление флюса
Коррозионно-стойкие сплавы весьма чувствительны к условиям пайки, поэтому правильный выбор флюса для пайки нержавейки исключительно важен.
Наиболее широко применяемый флюс содержит:
- 7 частей технической буры;
- 2 части борной кислоты;
- 1 часть фтористого кальция.
Изготовление флюса в домашних условиях
Для пайки мелких заготовок состав флюса упрощается — берут равные части буры и борной кислоты. Смесь разводят в воде и наносят на область пайки. Как только она высохнет- обеспечит будет отличную адгезию к поверхности сплава.
Перед нанесением флюса необходимо провести тщательную механическую обработку области пайки шкуркой, проволочной щеткой или надфилем.
Преимущества пайки нержавейки оловом
Применение мягких составов на основе олова дает следующие преимущества:
- простота выполнения паяльных операций для небольших предметов;
- короткая подготовка;
- доступность паяльных материалов;
- достаточное качество пайки для не самых ответственных деталей.





