

Как изготовить самодельный листогиб
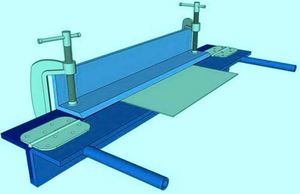
Простейшая конструкция – зажать край листа между стальным уголком и правилом (или двумя уголками) при помощи струбцины, и гнуть заготовку руками. Именно так обычно создаются простейшие элементы кровли.
ВАЖНО! Все работы с металлом необходимо выполнять в защитных рукавицах. Однако траверсный листогиб вполне реально изготовить самостоятельно
Требуется точность разметки и терпение
Требуется точность разметки и терпение
Однако траверсный листогиб вполне реально изготовить самостоятельно. Требуется точность разметки и терпение.
Конструкция и принцип работы видны на чертежах.
Рассмотрим сборку пошагово.
Для изготовления траверсного листогиба нам понадобятся:
4 метра стального уголка, сторона – 50 мм; Шаровая опора для автомобиля, с кронштейном для крепления; Тяга стабилизатора от него же, диаметром 10 мм; Болгарка, дрель, электросварка.
Уголок нарезаем болгаркой на куски по 1 метру.
Если есть необходимость работать с металлом большей ширины – длина уголков увеличивается. К ширине рабочей поверхности надо прибавить минимум 100 мм. Из кронштейна шаровой опоры вырезаем при помощи УШМ две проушины. Это будут рабочие петли подвижной траверсы.
Из стойки стабилизатора – делаем ось, на которую петли будут опираться.
ВАЖНО! От качества подгонки этих элементов зависит будущий люфт поворотного механизма
Тщательно измеряем и размечаем на уголке выборку для крепления оси.
Наносим разметку точно по центру оси, и совмещаем ее с вершиной уголка – траверсы. Этот момент важен. поскольку при неправильной центровки качество изгиба заготовки на станке ухудшится, или же листогиб будет непригоден для работы.
Популярное: Пассатижи и плоскогубцы – отличие и сходство инструмента
Привариваем к выборкам полуоси с соблюдением параллельности вершине уголка. Для повышения точности, при сварке следует воспользоваться кондуктором. Например, тисками и струбциной. Длина выступающей части оси не превышает 1 см.
В результате должна получиться конструкция, с идеальной соосностью в торцах.
Приставляем уголки друг к другу.
Делаем разметку выборки на втором уголке строго напротив осей первого уголка.
Углы относительно друг друга должны быть расположены следующим образом:
Складываем обе траверсы, соблюдая плоскость, и фиксируем их для сварки. Привариваем петли на второй уголок с обеих сторон.
Уголки должны свободно вращаться друг относительно друга на петлях. При повороте на 180 градусов не должно быть зацепов и подклинивания. При этом щель между траверсами должна быть минимальной.
Прижимной уголок будет располагаться следующим образом:
Предварительно разметив, вырезаем при помощи болгарки выборку вокруг оси на прижимном уголке.
Нижняя сторона прижимного уголка стачивается под углом 45 градусов.
ВАЖНО! Кромка должна остаться идеально ровной, именно по ней будет проходить линия сгиба. В случае неровностей возможны заломы и складки на заготовке
Напротив осей размечаем и сверлим отверстия под болты 10 мм
Болты привариваем резьбой вверх к нижней неподвижной траверсе
Напротив осей размечаем и сверлим отверстия под болты 10 мм. Болты привариваем резьбой вверх к нижней неподвижной траверсе.
В центре траверсы также делаем отверстие, но болт не привариваем. Это будет съемный элемент, поэтому к нему Т-образно привариваем короткую ось.
Болты нужны для прижима заготовки к траверсе при изгибе. Центральный болт используется в случае, когда заготовка имеет ширину, вдвое меньшую, чем траверса. При работе с широкими заготовками болт убирается.
Из круга 15-20 мм нарезаем две рукоятки длиной 30 см. Более тонкий прут не подойдет, поскольку усилие на рукоятях может быть значительным, и можно их просто согнуть.
Популярное: Самодельный трубогиб, как изготовить в домашних условиях
Рукояти привариваем с нижней части поворотного уголка (траверсы).
Далее изготавливаем станину для листогиба. Четвертый уголок привариваем к нижней неподвижной траверсе с обеих сторон, для прочности. В станине сверлим отверстия. Вся конструкция обязательно должна быть закреплена на устойчивой поверхности, например – на стальном верстаке.
Листогиб прикручиваем к верстаку, проверяем свободный ход подвижной траверсы.
Конструкция позволяет работать с листами железа толщиной до 2 мм и шириной 92 см. Углы загиба можно выбирать любой величины, гнуть заготовку можно как в одном направлении, так и ступенчато. При работе с толстой заготовкой удлиняется рукоятка металлической трубой, прочности уголка всегда хватает.
Работа со стандартной оцинковкой не вызывает сложностей, приспособление гнет ее с легкостью картона.
Полезные советы
Рекомендуется всю конструкцию окрасить, поскольку она будет использоваться во дворе, а не дома. Своевременная покраска не позволит ей заржаветь.
Не используйте деревянный листогиб для сгибания листов толще чем 1 мм – это приведёт к его быстрой поломке. Он не рассчитан на такое усилие.
Не используйте, наоборот, слишком мощный листогиб для тонкой стали. Слишком быстрое сгибание приведёт к надлому листа, в результате образуется трещина. Особенно трещины разрушают со временем обычные оцинкованные листы. Каждое устройство рассчитано для определённой нагрузки.










Гнуть сталь толщиной более 2 мм на мощном листогибе одному рабочему подчас не по силам. Даже когда у листогиба длинные рычаги, может потребоваться помощь других рабочих. На профессиональных ручных листогибах рабочие гнут стальные листы вдвоём, втроём либо используют механическое устройство с 12-киловаттным двигателем. Последний вариант применим на фабрике, где из полос готовой листовой стали изготавливают, например, кровельные гофрированные листы, «коньковые» уголки, короба, Г-образные полосы для порогов и несколько иных видов продукции.
Любой листогиб подвергается постепенному износу, даже если он сверхпрочный и сверхкачественный. Движущиеся, трущиеся поворотные детали (петли, подшипники) необходимо смазывать хотя бы раз в год – при редкой, эпизодической работе. Частая и долгая работа может потребовать смазки раз в месяц, квартал – эти части испытывают усиленную перегрузку и не лишены трения окончательно. Проверяйте направляющие кромки – со временем они также могут подтупиться и зазубриться, и листовое железо гнётся хуже и грубее, с неровностями и помятыми участками.
Не используйте в качестве материала листы из нержавейки. Значительная вязкость такого сплава делает эти листы трудными в обработке.
Изготавливая листогиб, избегайте сварных соединений, которым вредят нагрузки, постоянно меняющие направление на противоположное.
Старайтесь сделать станок предельно простым, не прибавляя ненужных деталей. Простота – друг надёжности. Лишние детали могут прибавить дополнительный вес.
Листогиб не подходит для сгибания заготовок, используемых затем в художественной ковке – его нож не рассчитан на фигурное разрезание заготовок из стали от 2 мм. Нож листогиба в основном режет только прямо. Используйте специализированные станки для металлообработки иного уровня, решающие эту задачу.
Работая с электроинструментом, включая механизированные листогибы, используйте перчатки, защитные очки и спецодежду
Это уменьшит вероятность получения травмы при неосторожном движении. Амуниция рабочего не должна цепляться при работе за само устройство
Как повысить прочность креплений станка
В листогибочной машине есть еще один большой недочет — схема ее крепления к рабочему столу. Струбцины, которые учтены в предоставленном приспособлении, являются очень ненадежным видом крепления, особенно если учесть быструю астеничность сварочных швов. От этих крепежных частей можно, вообще, отказаться, что также разрешит исключить необходимость использования сварных монтажей и щек. Решить эту задачу разрешают следующие действия:
- Производство опорной балки, которая будет выдаваться за пределы рабочего стола;
- Выделывание U-образных проушин на концах основной балки;
- Крепление основной балки к рабочему столу с помощью болтов (М10) и фасонных гаек с лапами.
Если в улучшенном листогибочной конструкции не будет щек, то как к нему прикрепить траверсу? Решить подобный вопрос можно довольно просто: применять для этого дверные петли-бабочки, какие традиционно используются для навешивания тяжелых железных дверей. Крепить эти петли, обеспечивающие довольно высокую точность, можно с помощью винтов с тайный головкой.
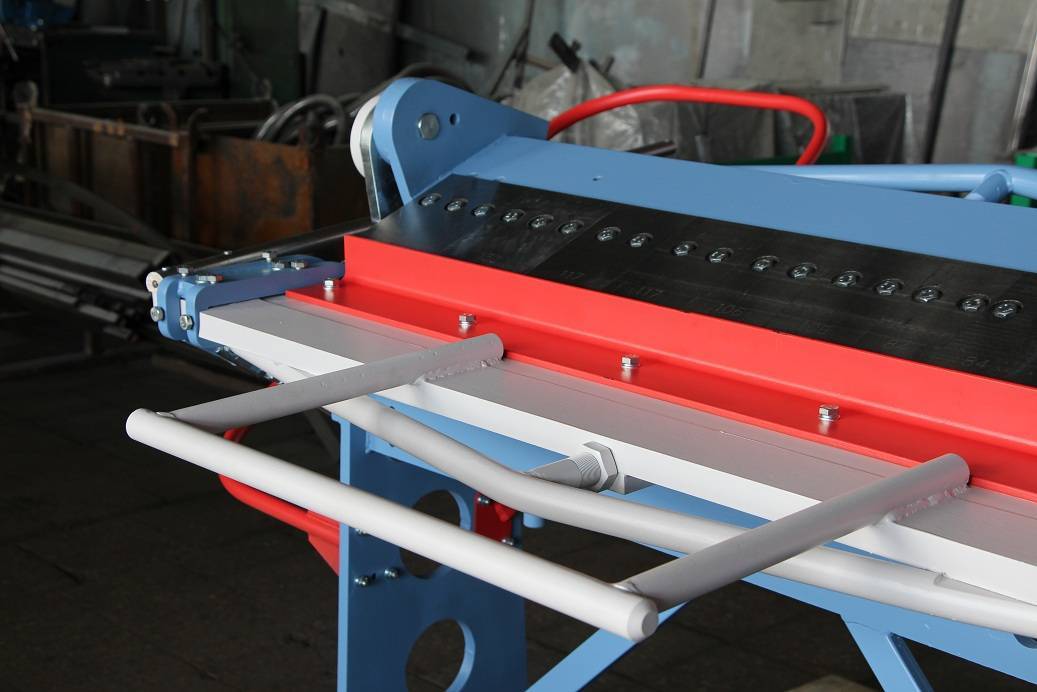
Согнуть на листогибочном станке с траверсой, прикрепленной на петли-бабочки можно множество болванок, так как эти петли отличаются очень высокой прочностью:
- Усиленная опорная балка;
- Маховик — резьбовая часть;
- Балка, обеспечивающая прижимание заготовки;
- Штатив для крепления установки элементов к рабочему столу;
- Траверса, с помощью которой можно согнуть разделываемую заготовку.
Особенности роликового станка
 Роликовые листогибы менее распространены, но если требуется придать листу радиальный изгиб или изготовить трубу, альтернативы нет. В интернете можно найти чертежи листогибочного станка своими руками, рассмотрим наиболее простую и эффективную конструкцию. Валки для листогиба проще всего приобрести готовые или заказать у токаря, их потребуется 3 шт.
Роликовые листогибы менее распространены, но если требуется придать листу радиальный изгиб или изготовить трубу, альтернативы нет. В интернете можно найти чертежи листогибочного станка своими руками, рассмотрим наиболее простую и эффективную конструкцию. Валки для листогиба проще всего приобрести готовые или заказать у токаря, их потребуется 3 шт.
Для этого типа листогиба особенно важна мощная станина. Опять-таки можно изготовить самостоятельно или взять готовую. Два нижних ролика закрепляют стационарно, а верхний может двигаться, он должен располагаться над ними. При помощи нажима на верхний валок регулируется радиус закругления изготавливаемой детали. Для изготовления труб нужно предусмотреть возможность снятия верхнего валка.
Листогибочный станок – делаем ручной листогиб своими руками
Сделать листогибочный станок своими руками несложно, но пока немногие домашние мастера и специалисты, использующие гнутые изделия из листовой стали в своей деятельности, занимаются изготовлением такого оборудования для собственных нужд. Между тем подобное устройство, обладающее достаточно высокой надежностью и простотой в эксплуатации, поможет хорошо сэкономить.
Один из самых доступных листогибов — отечественный ЛГС-26, цена около 38 тысяч рублей. Мы сделаем дешевле и оптимизируем под свои нужды
Особенно изготовление и использование листогибочного станка актуально для тех, кому выполнять технологические операции по гибке листового материала надо не ежедневно и в больших объемах, а периодически.
Преимущества самодельного листогиба
Трудно поверить, но самодельный листогиб, изготовленный строго по чертежам, может быть удобнее заводского, потому что:
- агрегаты производителей рассчитаны ширину заготовок 3 м,
- цена готового оборудования «кусается»,
- для тонких работ неудобно использование механического привода,
- расходы на электроэнергию не оправдываются, если детали небольших размеров или требуется одноразовое использование.

С помощью ручного привода в самодельных листогибах легко регулируются физические усилия. Они просты в эксплуатации и не хуже механических или гидравлических могут сгибать заготовки. Такие листогибы для металла легко ремонтировать.
Подготовка материала к работе, чертежи, подгонка
Для начала необходимо представить, как должен выглядеть листогиб и из каких узлов он будет состоять. Основой, конечно же, послужит массивный швеллер. Элементом, который будет отвечать за изгиб, станет стальной уголок. Однако чтобы он двигался в нужной плоскости, необходимо правильно расположить петли. Они врезаются внутрь швеллера и уголка, что позволяет расположить эти элементы в одной параллели. Как это должно выглядеть, можно понять из чертежей, которые представлены на фото ниже.
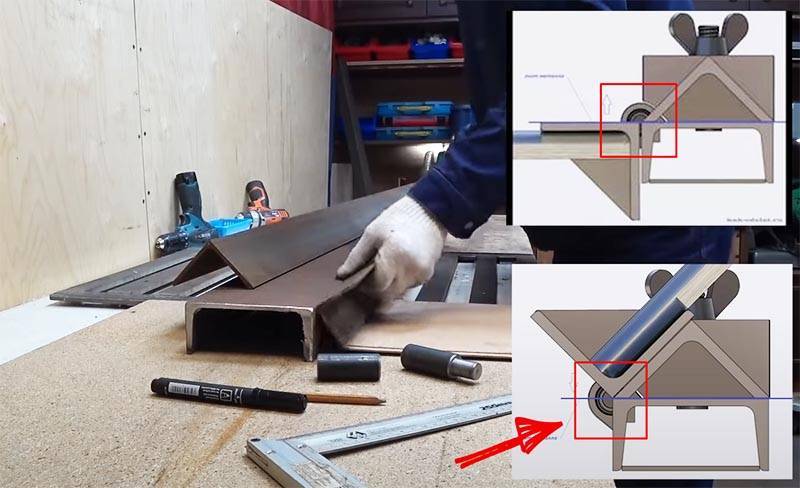 ФОТО: YouTube.comУголок и швеллер готовы, а вот как расположить петли становится понятно из чертежей
ФОТО: YouTube.comУголок и швеллер готовы, а вот как расположить петли становится понятно из чертежей
Производители
Широкое распространение в разных странах получили бендеры, поставляемые австрийским концерном Wuko Maschinenbau GmbH. Модификация Wuko Bender позволяет производить прямо на месте детали кровли, водосточных труб и различных воздуховодов. Этот ручной листогиб может дотягиваться до самых труднодоступных участков. Есть и специальный режим криволинейного изгиба с разными радиусами. На традиционном листогибочном станке, используемом промышленностью, это сделать нельзя.
Wuko Mini Bender — устройство с единственной парой роликов. Вариант 2021 обеспечивает изгиб от 0,5 до 2 см
Если нужны борта большей высоты, стоит обратить внимание на другие модификации в той же линейке. Сейчас их 2: 2030 и 2050
Но ассортимент на этом не заканчивается
Но ассортимент на этом не заканчивается
Но ассортимент на этом не заканчивается.
Если важна повышенная производительность, нужно обратить внимание на линейку Wuko Duo Bender. В таких системах есть 2 пары роликовых элементов
Разница по величине изгиба вполне ощутима — в разных моделях она может составлять от 20 до 35 см
Разница по величине изгиба вполне ощутима — в разных моделях она может составлять от 20 до 35 см
Стоит отметить и конструкцию Wuko Duo Bender 3350 Plus, которая комплектуется вспомогательной снимающейся ручкой и опорной планкой. Такие устройства оптимальны, когда надо работать на прямом участке
Разница по величине изгиба вполне ощутима — в разных моделях она может составлять от 20 до 35 см. Стоит отметить и конструкцию Wuko Duo Bender 3350 Plus, которая комплектуется вспомогательной снимающейся ручкой и опорной планкой. Такие устройства оптимальны, когда надо работать на прямом участке.
Говоря про российские сгибающие системы, полезно упомянуть модель ЛБА-215. Ее характерная особенность — гибочная балка с повышенной жесткостью. Устройство отлично подходит для производства элементов вентиляции и прочих «фасонных» изделий из металла. Возможна обработка не только стали, но и меди, и алюминия. Набор поставки включает отрезную машинку и фальцеосадочный блок, помогающий догибать заготовки до 180 градусов.
Еще одна привлекательная модель — MRB UNO 100 METALMASTER. Параметры этого листогиба таковы:
- работа со сталью толщиной 0,06 см;
- работа с медью толщиной 0,08 см;
- работа с алюминием толщиной 0,08 см;
- работа с цинком и титаном толщиной 0,08 см;
- высота гиба 10 см;
- общая масса устройства 1,3 кг.
Чертеж листогиба: знакомство и улучшение
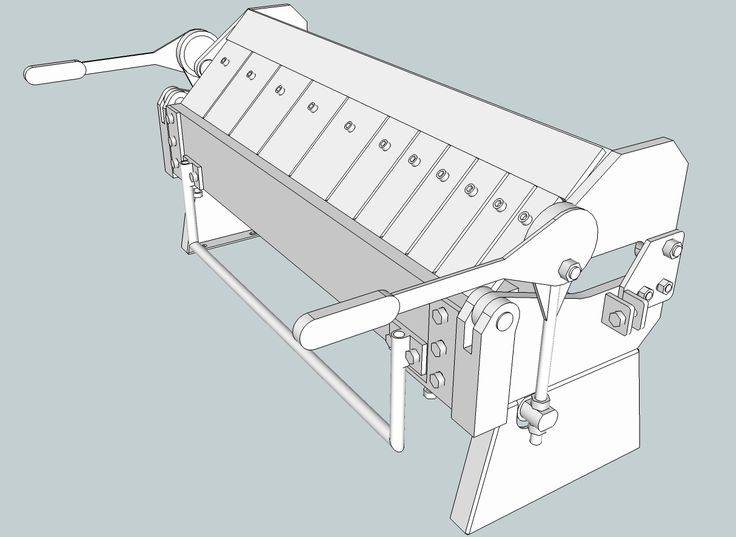
С конструктивной точки зрения ручной листогибочный станок, представленный на первом чертеже ниже, можно запросто улучшить. По схеме наглядно видно, что устройство для гибки металла собрано из следующих компонентов:
- Деревянной подушки.
- Опорной балки из 100-120 миллиметрового швеллера.
- Щечки из 6-8 миллиметрового листа.
- Сгибаемого профиля.
- Прижимной балки, выполненной из 60-80 мм уголков, соединенных вместе сваркой.
- Оси для поворота траверсы (выполняется из 10-мм металлического прутка).
- Траверса, роль которого выполняет 80-100 миллиметровый уголок.
- Рукоятки приспособления, сделанной из 10-мм прутка.
(Чертеж №1)
Изначально на чертеже траверс листогиба выполнен из уголка, однако куда лучше сделать его из швеллера. Такое решение во много раз увеличит выносливость траверсы. В противном случае в определенный момент времени уголок непременно погнется в середине, что заметно снизит качество сгиба в этом месте. При этом замена на швеллер даст возможность дольше работать на станке без необходимости заменять комплектующую, обеспечивая более 1300 сгибаний за место привычных 200, что не сильно много при условии активной работы!
Второй чертеж дает возможность более детально разобраться с конструктивными особенностями самодельного листогиба:
- Струбцина, выполненная из винта с воротком и пяткой, а также 40-60 мм уголка.
- Щечка.
- Швеллер, служащий в качестве опорной балки.
- Кронштейн прижимной балки, изготовленный своими руками из 110-мм уголка.
- Прижимная балка станка.
- Ось вращения траверсы.
- Непосредственно, сама траверса.
(Чертеж №2)
Увеличиваем надежность креплений станка
Листогибочный станок, помимо всего прочего, имеет еще одни существенный минус, который заключается в схеме его размещения к рабочей поверхности. Сами по себе струбцины, а именно они предусмотрены конструкцией в качестве фиксаторов, считаются ненадежным методом крепления. Ситуация усугубляется еще и тем, что сварные швы характеризуются быстрой утомляемостью! Исходя из этого, есть смысл вовсе отказаться от использования данного крепежного элемента, что дополнительно позволит исключить из конструкции устройства щечки и сварные соединения.










Произвести улучшение листогиба своими руками можно следующим путем:
- Выполняется опорная балка таких размеров, чтобы она в будущем могла выступать за границы рабочей поверхности;
- На концах опорной балки делаются U-образные проушины;
- К рабочей поверхности опорная балка фиксируется фасонными гайками с лапами и болтами (М10).
Но, если в новой версии листогибочного станка уже не предусмотрено щек, то каким же образом будет крепиться траверс? Этот вопрос легко решается так: достаточно воспользоваться дверными петлями-бабочками, которые, как правило, используются для фиксации тяжелых металлических дверей. Сами петли обеспечат агрегату большую точность, а крепление можно выполнить за счет винтов с потайной головкой. На втором чертеже данный момент наглядно демонстрируется в правом нижнем углу.
Как усилить прижимную балку?
Далее мы разберем вопрос, связанный с усилением прижимной балки. Хотя если для прижима вы будете использовать достаточно большой уголок, и в процессе работы не планируете гнуть сильно толстые листы, то можно и пропустить этот пункт, оставив прижимную балку из уголка. В остальных же случаях мы рекомендуем выполнить усиление!
Для продления эксплуатационного периода прижимной балки, сделав его сопоставимым с траверсом, нужно дополнить уголок металлической основой габаритами 80 на 16 миллиметров. При этом на рабочей кромке дополняющего элемента стоит выполнить 2-миллиметровую фаску. Параллельно с этим переднему краю металлической полосы необходимо придать 45-градусный угол, чтобы выровнять его с плоскостью прижимного уголка.
На втором чертеже в разрезе этот элемент показан справа сверху. Благодаря такому решению металл станет работать на сжатие, а не изгиб как раньше, что было крайне нежелательно, значительно увеличивая время работы станка без поломок.
Еще один 60-й уголок стоит приварить к обратной полке главного прижимного уголка. Это позволит сдерживать последний от выгибания вверх. На втором чертеже данный момент более наглядно представлен слева сверху.
Не забудьте про низ прижимной балки, а именно о фрезеровке этой части, ведь именно она формирует сгиб металлопрофиля. Согласно общепринятым правилам неровность этой плоскости не должна быть более половины толщины будущей заготовки, иначе выполнить ровный сгиб своими руками не выйдет – обязательно появятся вздутия по линии сгиба!
https://youtube.com/watch?v=AEhdbRD-ciE
Полезные советы
Рекомендуется всю конструкцию окрасить, поскольку она будет использоваться во дворе, а не дома. Своевременная покраска не позволит ей заржаветь.
Не используйте деревянный листогиб для сгибания листов толще чем 1 мм – это приведёт к его быстрой поломке. Он не рассчитан на такое усилие.
Не используйте, наоборот, слишком мощный листогиб для тонкой стали. Слишком быстрое сгибание приведёт к надлому листа, в результате образуется трещина. Особенно трещины разрушают со временем обычные оцинкованные листы. Каждое устройство рассчитано для определённой нагрузки.
Гнуть сталь толщиной более 2 мм на мощном листогибе одному рабочему подчас не по силам. Даже когда у листогиба длинные рычаги, может потребоваться помощь других рабочих. На профессиональных ручных листогибах рабочие гнут стальные листы вдвоём, втроём либо используют механическое устройство с 12-киловаттным двигателем. Последний вариант применим на фабрике, где из полос готовой листовой стали изготавливают, например, кровельные гофрированные листы, «коньковые» уголки, короба, Г-образные полосы для порогов и несколько иных видов продукции.
Любой листогиб подвергается постепенному износу, даже если он сверхпрочный и сверхкачественный. Движущиеся, трущиеся поворотные детали (петли, подшипники) необходимо смазывать хотя бы раз в год – при редкой, эпизодической работе. Частая и долгая работа может потребовать смазки раз в месяц, квартал – эти части испытывают усиленную перегрузку и не лишены трения окончательно. Проверяйте направляющие кромки – со временем они также могут подтупиться и зазубриться, и листовое железо гнётся хуже и грубее, с неровностями и помятыми участками.
Не используйте в качестве материала листы из нержавейки. Значительная вязкость такого сплава делает эти листы трудными в обработке.
Изготавливая листогиб, избегайте сварных соединений, которым вредят нагрузки, постоянно меняющие направление на противоположное.
Старайтесь сделать станок предельно простым, не прибавляя ненужных деталей. Простота – друг надёжности. Лишние детали могут прибавить дополнительный вес.
Листогиб не подходит для сгибания заготовок, используемых затем в художественной ковке – его нож не рассчитан на фигурное разрезание заготовок из стали от 2 мм. Нож листогиба в основном режет только прямо. Используйте специализированные станки для металлообработки иного уровня, решающие эту задачу.
Работая с электроинструментом, включая механизированные листогибы, используйте перчатки, защитные очки и спецодежду
Это уменьшит вероятность получения травмы при неосторожном движении. Амуниция рабочего не должна цепляться при работе за само устройство
Виды листогибочных станков
Самодельный листогибочный пресс или изготовленный профессиональными мастерами может отличаться:
- видом привода,
- степенью механизации основного процесса,
- точностью выполнения операций,
- способом фиксации обрабатываемой заготовки.
Поэтому изготовление безопасной модели самодельного листогиба необходимо начинать с составления схемы и чертежей оборудования.
Вальцовый
Такие модели довольно широко распространены при производстве водостоков, баков, воздуховодов, других изделий круглой или овальной формы.

При изготовлении производители оснащают вальцы 2- 4 гибочными валами, электромеханическим или ручным приводом вращения, ручным, электрическим или гидравлическим прижимом валов. Приводной механизм для всех валов обеспечивает защиту листов заготовок от царапин, предотвращая ее проскальзывание.
Листогибочный пресс
Листогибочные прессы с гидравлическим приводом используют многие производственные предприятия для обработки толстых заготовок методом холодной деформации. Заготовка располагается между двумя шаблонами, которые смыкаются под большим давлением.

В результате выдавливается необходимая форма. Такая технология позволяет производить изделия, чья геометрия точно отвечает требуемым параметрам. В домашних условиях своими руками можно сделать листогиб с ручным или механическим приводом, но не ждать от него слишком высокого качества.
Траверсный
Чтобы сделать козырек, отлив для крыши, можно оцинкованный лист загнуть о кромку верстака или при помощи уголка. Если же нужна деталь с разнонаправленными гранями, без специального приспособления не обойтись.

Смастерив простейшую конструкцию самодельного листогиба для работ с жестью, можно с легкостью заготовку зажимать линейкой-фиксатором, а края под нужным углом до 180 градусов загибать подвижной траверсой. Ширину заготовок определяет длина траверсы, что необходимо учитывать при изготовлении приспособления.
Роликовый
Роликовые модели оборудования отличаются не только конструктивно, но методами работы. Они используются меньше, но при необходимости радиального изгиба или трубки, это лучший вариант использования приспособления.

С их помощью заготовка не сгибается, а закругляется, причем даже далеко от кромок. Изготовленный своими руками роликовый листогиб помогает мастерить полые круглые или овальные изделия.
Как купить Сегментные ручные листогибы
Компания «МОССклад» поставляет Сегментные ручные листогибы во все города России, в том числе в г. Москва, Санкт-Петербург, Челябинск, Пермь, Симферополь, Ульяновск, Казань, Калуга, Новосибирск, Екатеринбург, Нижний Новгород, Калининград, Самара, Омск, Уфа, Саратов, Красноярск, Владивосток, Ростов-на-Дону, Воронеж, Волгоград, Махачкала, Грозный и другие, а также в Белоруссию, Казахстан, Армению и Киргизию.
У нас вы можете купить Сегментные ручные листогибы следующих производителей: JIARONG, MAZANEK, TTMC, FABTEC, и другие.
Приобрести Сегментные ручные листогибы у нас очень легко:
- Выберите интересующее оборудование в подразделе выше
- Узнайте характеристики, посмотрите фото и видео, нажав на название модели
- Узнайте способы оплаты, доставки и запуска оборудования в разделе «Как купить»
- из любого города РФ 8 (800) 333-51-02 или отправьте запрос на
Что-то заинтересовало? Отправьте нам запрос
Источник
Заводы-производители
- Машстройконструкция
- ПромСтройМаш
- РусИнСтрой
- Гигант (Станкокомпания)
Это интересно: Станок для гибки арматуры «GROST RB50SA»
Все производственные мощности вышеперечисленных компаний располагаются на территории России. Этим обусловлена невысокая цена и быстрая скорость доставки. Тем не менее серия СГА пожалуй единственная, которая нашла применение за рубежом.
Данные производители сертифицированные имеют в распоряжении все необходимые документы и сертификаты на продажу их станки проходят процедуру контроля качества и пригодности к работе.
ВНИМАНИЕ! Если вы приобретаете б/у оборудование и продавец отказывается предоставлять сертификаты или документы, которые подтверждают факт приобретения станка на заводе, скорее всего перед вами подделка
Виды листогибов и их конструкция
Прежде чем начать делать самодельный ручной листогиб, следует четко определить перечень задач, для решения которых он необходим. От основного назначения подобного устройства и будет зависеть, по какой схеме оно будет выполнено.








Наиболее простым является приспособление, в котором листовой металл гнется при помощи специальной траверсы. Посредством такого устройства можно легко согнуть лист металла на угол 90 градусов, используя лишь силу рук без дополнительных приспособлений, если ширина листа не превышает 0,5 метра. Основание листа закрепляется при помощи струбцин или в тисках, а его гнутье выполняется за счет давления, оказываемого траверсой. В некоторых случаях для получения угла сгиба ровно в 90 градусов может понадобиться вложенная проставка (на рисунке — справа), представляющая из себя обычную полосу металла, которая поможет компенсировать упругость листа.
Самая распространенная схема для самодельного листогиба
Более сложным по конструкции является листогибочный пресс, конструкцию которого составляют матрица и пуансон. Листовой металл в таком устройстве располагается на матрице, а пуансон опускается на заготовку сверху, придавая ей требуемый профиль. В домашних условиях листогибочный пресс вряд ли найдет применение, так как он достаточно сложен и небезопасен в использовании.
Схема работы листогибочного пресса
Вариант исполнения самодельного листогибочного пресса, работающего в паре со сделанным своими руками гидропрессом. Если у вас уже есть пресс, то дополнить его приспособлениями для сгибания нешироких листов металла не составит труда. Получится нечто такое:
Вариант самодельного листогибочного пресса
Значительно более совершенным является листогибочный станок, гнутье металла в котором осуществляется за счет воздействия на него трех валов. Такое оборудование называется проходным. Одним из главных его преимуществ является то, что его регулируемые вальцы позволяют получать различный радиус изгиба. Подобный инструмент для гибки металла может быть с ручным или электрическим приводом, а его вальцы могут иметь различную конструкцию.
По такой схеме делается большинство заводских листогибов из низшего ценового сегмента
- Вальцы с гладкой рабочей поверхностью предназначены для выполнения большинства жестяных работ, которые предполагают выгибание заготовок, изготовление секций труб с большим диаметром и др.
- Профилированные вальцы необходимы для гнутья элементов кровельных конструкций (коньки, ендовы, водостоки, отбортовки и др.).
- Протяжной листогибочный станок может быть дополнительно укомплектован опорой, прижимом и траверсой, что позволяет использовать его для ручной гибки заготовок.
Подобные станки комплектуются набором валов различного профиля, которые также можно докупить дополнительно, чтобы сделать оборудование более универсальным.
1 Листогибное оборудование сегодня – какое оно?
Из названия становится понятно назначение этих устройств, но все-таки уделим несколько минут терминологии. Итак, это станки для гибки и резки металлических листов. Впервые о подобном устройстве услышали в 19 веке, и неудивительно, ведь именно в этот период произошел значительный скачок в промышленности, появилась острая необходимость в новых конструктивных элементах, деталях и запчастях.
Первые агрегаты были исключительно ручными, механическими, максимум имели гидравлический привод. Но уже со второй половины прошлого столетия их ассортимент значительно расширился и сегодня пользуются спросом электромагнитные и электрические листогибы. Следует отметить, что изначально они использовались только в крупной промышленности, на заводах, больших фабриках и т. д. Сегодня же можно встретить аккуратные небольшие станочки в частных мастерских. Иногда их приобретают и для домашнего пользования.
 Фото электрического листогиба
Фото электрического листогиба
В зависимости от рабочего инструмента оборудование делится на роликовые, с поворотной балкой и валковые листогибы. Причем количество роликов и валков может быть различным. Установки бывают мобильными, имеющими небольшие габариты и вес, и весьма внушающими стационарными. Масса последних достигает несколько тонн. Еще одна особенность подобных устройств – тип привода. Известны механический, гидравлический и пр.
Не так давно изменился способ управления работой и появление листогибов с ЧПУ произвело взрыв на мировом рынке. Все оборудование, начиная от простейшего и заканчивая самым сложным, имеет практически одинаковую технологическую схему. Прижимная балка фиксирует лист, а гибочная формирует необходимый профиль, все параметры задаются и контролируются с помощью электроники. Толщина рабочих листов достигает 10 мм. Большей производительности позволяет добиться комбинация удобного управления с мощным приводом, например, встречается часто гидравлический.
 На фото – листогиб с ЧПУ
На фото – листогиб с ЧПУ
Листогибочный пресс с ЧПУ обладает рядом преимуществ. Прежде всего это цифровое управление. В случае опасного приближения немедленно срабатывает электронная защита. Лазерные лучи очерчивают зону опасности, и как только хотя бы одна из линий будет пересечена рукой либо иным предметом, движение режущего инструмента немедленно прекращается. Но это еще далеко не все плюсы, вы сможете загружать в листогибочный пресс с ЧПУ чертежи изделий с компьютера либо же выбирать в библиотеке деталей. Положение зажима контролируется автоматически, также осуществляется регулировка скорости и угла. При желании вы сами сможете обновить программное обеспечение. Тем более оборудование имеет USB-выход.
1 Листогибочные инструменты – купить или сделать?
Инструмент, с помощью которого листы металла превратятся в детали нужных форм, с легкостью можно соорудить в сарае или гараже, имея минимум инструментов и совсем немного свободного времени. Зато будьте уверены – он станет “рабочей лошадкой”, без которой не обойдется ни одна ваша затея, связанная с листовым материалом. Избалованные обилием инструментов, многие зададутся вполне закономерным вопросом – а зачем делать, если можно купить?

- Листогиб Van Mark – высококачественное гибочное оборудование
- Ручной листогиб – что о нем нужно знать при покупке?
- Гидравлический листогиб – современное оборудование для гибки
Каково будет ваше удивление, если окажется, что самодельный инструмент может быть куда удобнее и эффективнее заводского. На практике такое случается очень часто. Во-первых, большинство агрегатов рассчитаны на гибку листов до 3 м шириной – согласитесь, габариты такого агрегата заставят задуматься даже владельца большого гаража или мастерской. Во-вторых, цена готового инструмента может существенно ударить по бюджету мастера.
Механический привод, которым оснащены многие заводские листогибы, для тонких работ неудобен – в начале рабочего хода механика выдает резкий удар, который к концу слабеет, а ведь для гибки процесс должен быть обратным. К тому же, затраты на электроэнергию не оправдывают себя, если размеры детали небольшие. Гидравлический привод более удобен – он умеет подстраивать свое усилие под оказываемое сопротивление. Однако такие инструменты очень дорогие и сложные, покупать их даже для постоянной работы в небольших объемах нерационально.

Остается ручной привод. Вы сами можете регулировать усилие и распределять его в работе. Ручной инструмент совершенно прост в эксплуатации и обслуживании, и не хуже механики и гидравлики сможет согнуть заготовки из листовой стали. Традиционная киянка и оправка уходит в прошлое – каким бы мастер не был умелым, он не сможет отогнуть с помощью этих инструментов нужную часть листа, не деформировав ее, да и времени уйдет несоизмеримо больше. Делайте выводы сами.





