

Технология загиба листового материала
Процесс рассмотрим на примере изготовления крышки для коптильни. Толщина листа в нашем случае 2 мм.

Сделайте разметку на листе. На каждый изгиб предусмотрено 35 мм, для загиба рекомендуется вычесть из этого размера по 4 мм. Соответственно, на листе надо нарисовать прямоугольник 508×308 мм, изгибы получатся длиной по 31 мм. Под линейку проведите линии.

Чтобы лист можно было легко согнуть, необходимо прорезать небольшие канавки. Наденьте защитные очки или маску и болгаркой ровно пройдитесь по линиям, глубина резания примерно один миллиметр, но не более. Толщина диска 1 мм.

Поменяйте диск на 2,5 мм и еще раз пройдитесь по линиям. Пользоваться двумя дисками надо по двум причинам.
- Тонким диском намного легче работать, он дает ровный срез, проще контролировать глубину.
- Широкий диск увеличивает пропил, что позволяет загибать металл без упора о кромки.
Прорежьте одну сторону угла, полностью они срезаются после изгиба.

Приступайте к гибке листа. Точно по линии пропиливания положите его на профиль, согните вначале одну сторону, затем противоположную.

Обстукивайте постепенно по всей длине, гните медленно, не пытайтесь сделать сразу большой угол.
Повторите операции с оставшимися краями листа. Если линия получилась не идеальной, то поставьте деталь на ребро и подровняйте проблемные места. Проверьте изделие. Все в норме – отрежьте болгаркой оставшиеся хвостики.

Проварите места срезов на углах. Болгаркой уберите окалину, потеки металла и острые края, придайте товарный вид.

Принцип работы
Технологическая операция гибки листового металла при использовании листогиба ЛГС 26 выполняется в следующей последовательности:
- На раму станка (под его матрицу) помещают заготовку, геометрические параметры которой не должны превышать оговоренных производителем оборудования величин.
- Заготовку располагают на раме в соответствии с разметкой и затем надежно фиксируют.
- Используя пуансон поворотного типа, заготовку гнут на требуемый угол.
- Если согнуть на требуемый угол необходимо не одну, а несколько заготовок, то для этого можно использовать ограничитель угла поворота пуансона, располагающийся на его рукоятке.
- Если заготовку требуется согнуть на больший угол, чем это позволяет сделать основной механизм листогиба (до 180°), то для этого можно использовать догибочное устройство, расположенное на задней части ЛГС 26.
Для того чтобы выполнить на станке данной модели резку листового проката, можно воспользоваться специальной машинкой дискового типа, которая присутствует в стандартном оснащении данного оборудования.
Ножи отрезной машинки предназначены для многоразового использования и затачиваются на любом плоскошлифовальном станке
Принцип действия такой машинки, конструкция которой, кроме дисковых ножей, состоит из нижних и верхних роликов, крепежных болтов, используемых также для регулировки положения устройства, заключается в следующем:
- Металлический лист, как и перед гибкой, прижимается к станине оборудования матрицей.
- Машинка, при помощи которой будет выполняться резка, монтируется на направляющей листогиба.
- За счет перемещения отрезной машинки справа налево выполняется резка листа.
Процесс обрезки кромки с помощью отрезной машинки
Чтобы станок модели ЛГС 26 при выполнении на нем резки и гибки обеспечивал качественный результат, следует правильно отрегулировать его механизмы перед началом работ. Так, необходимо, чтобы оси матрицы и оси направляющей относительно оси поворотного пуансона были строго параллельны. Для такой наладки используются регулировочные болты, которые также выполняют крепежные функции. На рабочей поверхности листогиба в процессе обработки не должно находиться посторонних предметов, которые могут не только помешать качественно выполнить обработку, но и стать причиной поломки оборудования. Разумеется, работая на листогибе ЛГС 26, следует также строго соблюдать общие правила техники безопасности.
Для обеспечения безопасности работы на станке данной модели, а также для поддержания его в работоспособном состоянии необходимо регулярно проводить его техническое обслуживание (ТО-1 и ТО-2). В рамках ТО-1, которое выполняется ежедневно, поверхность станка очищается от грязи, пыли и остатков металла. Оценивается также корректность работы всех конструктивных элементов оборудования. ТО-2, проводящееся ежемесячно, подразумевает не только осмотр и тестирование всех механизмов листогиба ЛГС 26, но и выполнение подтяжки всех крепежных элементов в его конструкции.
Страницы
- 1
- …
- следующая ›
- последняя »
Curtiss-Wright KD2C Skeet. Технические характеристики. Фото.
Вертолёт Kaman SH-2G Super Seasprite. Технические характеристики. Фото.
Орбитальный самолет
Последние новости:
В Москве, на фоне коронавируса, смертность достигла максимума за целое десятилетие
Иранские военные по ошибке уничтожили крылатой ракетой собственный корабль — около 37 человек погибли. Видео
Российский Су-57 выполнил уже более 3500 полётов — более десятка только в Сирии
Последнее видео:
День Победы 9 мая 2020 75-я годовщина Победы! Парад 1945 / Обращение президента / Бессмертный полк
Полёт российских перехватчиков МиГ-31 на малой высоте
Пустая Москва / Карантин / Видео
Далее
Конструктивные разновидности листогибочного оборудования с ручным приводом
Виды листогибочных станков различают по следующим позициям:
- по виду применяемого деформирующего инструмента. Выпускаются листогибочные станки (ЛГС) со специализированной и сегментной оснасткой. В первом случае пуансоны и матрицы имеют строго определённую конфигурацию, и предназначены для гибки конкретных изделий, причём на лишь заданный угол гиба. Сегментные инструменты представляют собой набор пуансонов и матриц с одинаковой посадочной частью. Перемещая, меняя их местами и пр., можно производить гибку заготовок разнообразных форм. Выбрать тип инструмента можно по размеру партии выпуска готовой продукции;
- по способу получения деформирующего усилия. В подавляющем большинстве ЛГС реализован либо ручной, либо ножной (педальный) привод. Ручной листогиб, предназначенный для деформирования относительно небольших по габаритам деталей, снабжают ручным приводом, при котором рабочее усилие процесса передаётся через систему рычагов. Одна из рук оператора при этом занята удерживанием заготовки на весу, либо в переднем упоре станка. В случае работ с более габаритными изделиями предпочтительнее ножной привод, когда руки оператора полностью свободны, и могут производить необходимые манипуляции с изгибаемой заготовкой;
- по кинематике перемещения рабочей балки с подвижным инструментом. Выпускаются ЛГС с поступательным, либо поворотным перемещением ножевой балки. С точки зрения технологических преимуществ обе схемы примерно равноценны, но станки с поступательно движущейся балкой отличаются своей увеличенной высотой, а с поворотной – шириной. Таким образом, выбор фактически сводится к размерам производственной площади, на которой предполагается установить ручной листогиб;
- по типу действия прижимов и их функциям. В большинстве бюджетных моделей ЛГС устанавливается более простой, винтовой прижим материала, при котором регулировка усилия прижима производится вручную. В случае обработки более точных заготовок и с увеличенной толщиной, применяются гидравлические узлы прижима. Они улучшают качество гибки, поскольку обеспечивают более надёжное фиксирование заготовки во время деформирования. В некоторых моделях имеется также и боковой прижим. Отрезной нож, который часто конструктивно входит в такой узел, может дополнительно производить кромкообрезные операции. Наименее удачным будет приобретение ручного листогиба с электромагнитным прижимом, поскольку надёжность действия такого узла напрямую зависит от стабильности электроснабжения производства.
Выбрать подходящее исполнение ручного сегментного листогиба на основании рассмотренной классификации следует, исходя также из дополнительных опций, предлагаемых фирмами-производителями, объёмов изготовления продукции и степени её конструктивной сложности.
Ручной листогиб модели ЛГС-26
ЛГС-26 относят к называющимся недорогим исполнениям рассматриваемых станков. ЛГС-26 – аппарат проходного типа (имеет отрезной нож для фиксирования конечных размеров изделия, которые в большинстве случаев деформируются в процессе гиба на непростые формы). Он лёгок, мобилен, а поэтому может использоваться конкретно на площадках для строительства, к примеру, при выполнении самых разных кровельных операций. ЛГС-26 относится к ручным листогибам, подготовленным для работ только с тонколистовым металлом, но при этом как правило выполняет гиб очень маленьких полок (до 15 мм), и на угол до 180 0 . ЛГС-26 прекрасно выделяется демократической стоимостью, а надёжная конструкция прижима позволяет гарантировать равномерность зажима заготовки по всему фронту гибки. Применение в ЛГС-26 более жёсткой рамы добавляет сегментному блоку пуансонов отличную точность. Кол-во опор прижимной траверсы в ЛГС-26 минимизировано, что обеспечивает равномерность прижима. Более того, в процессе действия ЛГС-26 заготовка не будет выжиматься из-под прижима. ЛГС-26 снабжён угломером, что обеспечивает дополнительные удобства в рабочий период. ЛГС-26 может относительно быстро переналаживаться для работы с изделиями приличной длины, зачем в конструкции предусматривается проходной раздвигающийся стол. Отрезная машинка агрегата снабжена долговечными стальными направляющими.
Вывод: ЛГС-26 – универсальный, надёжный и – при этом – очень доступный по стоимости ручной листогиб.
Стоимость ручных листогибов ЛЗПО
Ну а теперь самый волнующий вопрос — цена листогиба ручного. И здесь ЛЗПО особенно порадовал потребителей
Ведь, например, листогиб ручной ЛГС-26 стоит всего лишь 45 тысяч рублей , и это с учетом бесплатной доставки в любую точку России! Доступно? Даже более чем! Что еще важно, заказанный станок не придется ждать неделями. Ведь листогибы ручные ЛГС-26 всегда есть в наличии у производителя, так что отгрузка будет осуществлена тут же после оплаты! И это при том, что для работы данного станка нужны только ровная площадка и рабочий
Наверное, у многих возник вопрос: недорого, всегда есть в наличии, быстрая доставка — прямо идеальная картинка, но где здесь подвох? Возможно, удивительно, но никакого подвоха нет! Весь секрет этой идиллии кроется в том, что производит станки российская компания. Помимо невысокой цены, оперативной доставки и наличия готовых гибочных станков на складе, это дает покупателям листогибов целый ряд преимуществ. О них и поговорим.










Дело в том, что инженеры ЛЗПО отчетливо для себя представляют, что такое Россия, российская стройка и отечественные рабочие. Поэтому свою продукцию они адаптируют под существующие, то есть, реальные условия, с которыми знакомы не понаслышке. Это значит, что при покупке листогибов ЛЗПО вы получаете не только отличное качество по доступной цене, но и гарантированную работоспособность оборудования в течение длительного времени даже при самых жестких условиях эксплуатации.

Купили импортный листогиб ручной. Стильный, весь такой зализанный, весело покрашен. Одним словом — красавец. Полюбовались и хватит, айда за работу! Упс, прошло несколько месяцев и что мы видим: краска обшаркалась, конструкция станка кое-где прогнулась (а могли и сломать!), точность изделий уже далеко не та, станок весь расшатан. Итог — со своей работой этот западный красавец стал справляться куда хуже. Уронили нетрезвые грузчики? Сломался? А попробуйте сварить алюминиевые детали. Не получается? Что остается — покупать новый листогиб?
Знакомая картинка? Для многих — да. Хотите избежать подобного? Просто выбирайте листогиб ручной российского производства. Он, может быть, не так красив, как западные аналоги, зато отлично и очень долго работает в суровых российских условиях!
Как изогнуть железный лист без гибочного станка
В процессе строительства дома или дачи зачастую появляется необходимость в оборудовании водостоков, канализации, каркасов из металла.
При изготовлении подобных изделий необходимо придать плоской заготовке необходимую пространственную форму. Советы опытных мастеров, как загнуть лист металла в домашних условиях, позволят изготавливать конструкции хорошего качества, которые прослужат долгое время. Для работы не понадобится гибочный станок, обойдемся небольшим набором инструментов, которые есть в мастерской.
Существует простой способ сделать это и без специальных приспособлений наподобие листогиба.
Как выбрать листогиб?
Для правильного выбора устройства для создания гнутых элементов из металлопрофиля стоит придерживаться следующих правил:
- Мастерам, которые занимаются жестяными работами и сборкой составляющих кровельных конструкций на постоянной основе, пригодится заводское устройство для гнутья металлических листов;
- Для периодического домашнего использования человеку, нуждающемуся в листогибочном станке, вполне подойдет простая конструкция, собранная из подручных материалов своими руками;
- Ручной станок для изготовления профилированного листа необходим работникам, профессионально занимающимся производством деталей для кровельных систем. Для данного класса мастеров наиболее оптимальным выбором станет профессиональное устройство, выделяющееся большей долговечностью и надежностью;
- Людям, что периодически берутся за заказы по сборке кровель, пригодится заг-машина и ручной листогиб.
Если вы планируете пользоваться самодельным листогибочным станком для работы на постоянном потоке, то приготовьтесь к тому, что в какой-то период времени ваш «цех» может приостановить свою деятельность на время по причине поломки. Связано это с тем, что домашние мастера, как правило, используют сталь для сборки листогиба, которая просто не выдерживает большой нагрузки!
Для менее интенсивного бытового использования же станок, собранный своими руками, годится как нельзя лучше, позволяя сэкономить часть средств и становясь отличным помощником в работе
Важно учитывать данный нюанс и не надеяться, что самодельный агрегат проявит чудеса производительности и выносливости!. Перед тем, как начать собирать листогибочный станок своими руками, рекомендуется не только тщательно ознакомиться с различными вариантами чертежей, но и просмотреть специальные видео. Вполне вероятно, что габариты описанного решения для кого-то окажутся чересчур мелкими, тогда можно присмотреться к моделям более крупного размера, которые уже не будут выступать в качестве мобильного устройства, становясь выбором в пользу частного цеха
Вполне вероятно, что габариты описанного решения для кого-то окажутся чересчур мелкими, тогда можно присмотреться к моделям более крупного размера, которые уже не будут выступать в качестве мобильного устройства, становясь выбором в пользу частного цеха
Перед тем, как начать собирать листогибочный станок своими руками, рекомендуется не только тщательно ознакомиться с различными вариантами чертежей, но и просмотреть специальные видео. Вполне вероятно, что габариты описанного решения для кого-то окажутся чересчур мелкими, тогда можно присмотреться к моделям более крупного размера, которые уже не будут выступать в качестве мобильного устройства, становясь выбором в пользу частного цеха.
3 Как правильно выбрать листогиб?
При выборе оборудования для сгибания металла вы должны правильно определиться с техническими условиями, которые предъявляются к будущим изделиям, чтобы приобретаемый инструмент полностью подходил по своим характеристикам. Качественный и надежный листогибочный станок должен обладать рядом необходимых свойств, их и разберем подробнее.
В первую очередь, для сгибания металла с определенной заранее точностью необходимо наличие ограничителя угла поворота. А регулировка прижима листа в инструменте должна быть простой и удобной для исполнителя, который занимается обработкой. Большим плюсом было бы также наличие в станке пружинного компенсатора, который служит для уменьшения необходимого усилия, затрачиваемого на опускание прижимной балки. Благодаря этому работники будут меньше уставать, а мощность такого производства заметно возрастет.
Выбор ручного листогиба – определенно очень непростое задание. Это связано в первую очередь с тем, что в настоящее время существует огромное число предложений в этой сфере различных отечественных и зарубежных производителей металлопрокатного оборудования
Важно также обращать внимание на то, чтобы модель, которую вы выбрали, обладала возможностью быстрого снятия и перестановки сегментов. Также следует помнить, что для работы с листами окрашенного металла необходимо, чтобы на гибочном валу присутствовало специальное силиконовое покрытие
Важно понимать еще и тот факт, что не все оборудование для сгибания листов имеет возможность разрезать производственные заготовки, а иногда эта функция очень полезна
Но данную работу можно осуществить, если станок оснащен специальным роликовым ножом
Важно понимать еще и тот факт, что не все оборудование для сгибания листов имеет возможность разрезать производственные заготовки, а иногда эта функция очень полезна. Но данную работу можно осуществить, если станок оснащен специальным роликовым ножом. Так что если род вашей деятельности подразумевает такую операцию, то наличие специального резца придется уточнить у продавца
Так что если род вашей деятельности подразумевает такую операцию, то наличие специального резца придется уточнить у продавца.
Как выбрать?
Перед тем как купить ручной листогиб, стоит убедиться, что он обладает простой конструкцией. Для оцинковки и для профнастила можно использовать универсальный агрегат. От формы станины во многом зависит функционал оборудования. Дорогие модели могут из листового металла создавать широкий ассортимент готовой продукции.

Поскольку ручной агрегат для профлиста, полосы и других заготовок предполагает использование ручного труда, то перед покупкой обязательно нужно обращать внимание на то, что используется в качестве утяжелителя рычага балки для гибки металла. Если предусмотрена система противовесов, это хорошо – она позволяет пользователю затратить гораздо меньше сил на изготовление готовой продукции

Как ровно согнуть лист металла? Этапы:
Совет: при сгибании деталей учитывается его толщина, пластичность и определяется радиус кривизны.
Технология гибки метала
Сгибание листового металла подразумевает осуществление определенных действий, которые приводят к тому, что материал приобретает нужную форму. Процесс сгибания металла выполняется без помощи сварочных или других соединений, уменьшающих долговечность и прочность материала.
При сгибе наружные слои изделия растягиваются, а внутренние сжимаются. Технология заключается в том, чтобы одну часть перегнуть по отношению к другой на требуемый угол.
Вовремя гибки металлический лист подвергается деформации. Ее величина зависит от толщины изделия, пластичности, угла изгиба и скорости сгибания. Сам процесс выполняют на оборудовании, за счет чего не образуются повреждения. Если согнуть деталь неправильно, то на его поверхности могут произойти разные дефекты, вследствие чего на линии изгиба металл получает разные повреждения, что может привести к ее поломке.











Напряжение изгиба должно быть больше, чем предел его жесткости. В результате гибки может происходить пластическая деформация. При этом после операции сгиба готовая конструкция будет хранить ту форму, которая была ей задана.
Преимущества процесса ровной гибки листа металла:
- Высокая производительность процесса.
- В результате сгибания можно получить заготовку без шва.
- Готовая конструкция имеет высокую устойчивость к коррозии.
- На месте сгиба не образуется ржавчина.
- Конструкция является цельной.
- Высокая прочность.
- Специальное оборудование стоит довольно дорого.
- Ручная гибка достаточно трудоемкая.
В отличие от конструкций, выполненных путем сгиба металла, на сварных конструкциях присутствует сварной шов, который подвергается ржавчине и коррозии.

Сгиб изделий выполняется вручную или с использованием специальных устройств. Ручной изгиб – сложная и трудоемкая процедура, которая выполняется при помощи плоскогубцев и молотка. Если нужно ровно согнуть лист металла небольшой толщины, применяют киянку.
Сгибание листового металла осуществляют при помощи вальцов, роликовых станков или пресса. Чтобы материалу придать форму цилиндра, применяют гидравлические, ручные или электропроводные вальцы. Подобным методом производят трубы.

Гибка листового металла используется в целях домашнего строительства для производства водостоков, металлических каркасов, профилей, труб и прочих конструкций. При сгибании материала своими руками можно выполнить трубы разного диаметра. С помощью станков загибаются изделия с цинковым покрытием. Для этого следует изготовить станок, желательно по шаблону.
При загибе какого-либо изделия следует определить его параметры. Длина конструкции вычисляется с учетом радиуса. Для заготовок, которые сгибаются под прямым углом, без образования закруглений, припуск должен составлять 0,6 мм от общей толщины листа.
Собственноручно можно сгибать следующие металлы:
Радиус изгиба будет зависеть от качества металла и варианта гибки.
Как ровно согнуть лист металла своими руками?
Для изготовления скобы методом гибки применяют следующие инструменты и материалы:
- тиски;
- металлический лист;
- оправа;
- молоток;
- электропила по металлу;
- брусок.
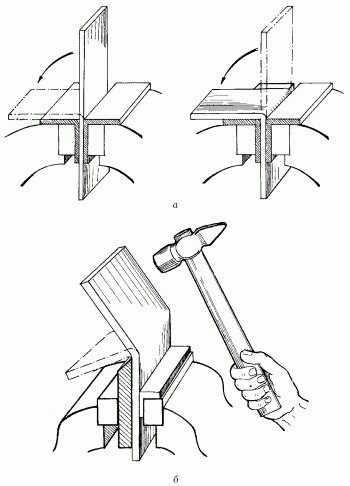
Заранее по схеме вычисляется длина полосы заготовки и выполняется расчет сгибания металлического листа. В расчете на каждый загиб делается запас по 0,5 мм толщины и по 1 мм на сгиб торцов в сторону. По заранее составленной схеме выпиливается заготовка и делается отметка места загиба. Для того чтобы согнуть материал используют тиски с угольниками.
Сначала на уровне изгиба нужно зажать в тисках заготовку. Затем при помощи молотка осуществляется первый загиб. Заготовка переставляется в тисках и зажимается оправой вместе с бруском, после чего выполняется второй загиб.

Как ровно согнуть лист металла: изготовление станка своими руками
Для того чтобы создать устройство, позволяющее в домашних условиях выполнить изгиб металлического листа необходимо подготовить следующие материалы и инструменты:
- уголок 80 мм;
- болты;
- металлическая балка двутавр 80 мм;
- петли;
- сварочный аппарат;
- струбцины;
- рукоятки;
- стол.
Все работы начинаются с подготовки основы самодельного станка из профиля – двутавра 80 мм. После этого сверху к двутавровой балке прикручивается уголок 80 мм на два болта. Во время сгибания он будет крепить заготовку. Под уголок приваривается три петли от стальных дверей, вторые половинки которых приваривают к самому уголку.
Листогибы делятся на несколько типов:
Ручные листогибы
Ручные станки применяют в единичном и мелкосерийном производстве при работе с металлом до 2 мм. Гибочный механизм приводится в действие за счет усилия нажатия на рычаг. Основные преимущества:
- удобство (ручной листогиб не требует подключения к источнику тока, может эксплуатироваться в условиях отсутствия электричества);
- мобильность (за счет относительного небольшого веса);
- низкая стоимость (по сравнению с электромеханическими и гидравлическими моделями).
Электромеханические листогибы
Электромеханические станки применяют для гибки листового металла в условиях серийного производства. В отличии от ручных, электромеханические станки являются стационарными и приводятся в действие посредством редуктора с электродвигателем. Важным фактором у таких станков является скорость траверсы: чем она выше, тем больше производительность листогиба и скорость самой работы. Станки могут иметь педальное или кнопочное управление.
Преимущество использования электромеханического листогиба — полная автоматизация, от оператора не требуется практически никаких физических усилий, кроме загрузки и снятия заготовки.
Такие станки имеют высокую производительность за счет гидравлического привода. Путём равномерного распределения усилия по всей длине они способны производить безупречный гиб листового металла толщиной до 3 мм.
Процесс сгибания металла осуществляется с помощью давления на рабочий орган, которое происходит за счет поступления в цилиндры гидравлической жидкости, выталкивающей поршни.
Преимуществами данного типа являются:
- отсутствие вибраций за счет прочной рамы из высоколегированной стали;
- высокая повторяемость деталей за счет электронного управления процессом;
- безопасность — подобные станки оборудован специальными щитами и системами экстренного отключения.
Гидравлические листогибы, в отличии от остальных видов, существенно ускоряют изготовление стандартных изделий на крупном производстве за одну смену.
Сегментные листогибы
Гибочные балки таких станков могут быть оснащены специальными сегментами, с помощью которых можно изготавливать изделия сложных профилей, коробчатых, трапециевидных форм сечений (фасадных кассет, лотков, поддонов и др).
Перед покупкой вы можете ознакомиться с ассортиментом оборудования на нашем сайте, а также получить консультации по бесплатному номеру по всей России: 8 (800) 333-51-02.
Поэтапное описание работ
Пошаговая инструкция по созданию ручного профилегибочного станка включает несколько этапов:
- подготовка площадки для установки;
- сборка станка;
- установка станка;
- проверка работы.
Для создания самодельного профилегиба можно использовать домкрат, рельсу, швеллер или просто уголок. Посредством подробного чертежа сделать самому такой агрегат довольно просто.
После того как пользователь решит, что именно будет использоваться в качестве площадки для установки оборудования, стоит приступать к сборке изделия. Для небольших профилегибов можно использовать в качестве площади для установки обычный верстак. Те станки, что создаются из рельсов, обладают большой массой, поэтому под ними должна быть только бетонированная плоскость.
Станину сваривают посредством специального аппарата и электродов. В используемом отрезке швеллера потребуется сделать небольшое отверстие по размеру ввариваемой гайки. В нее вкручивают заранее подготовленный винт. Только после выполнения этой работы приваривают ролики, вал, подложки.
Следующий этап работы – установка звездочек. Сначала делают отметки на концах валиков. Пазы и канавки можно нарезать дрелью. Звездочки можно взять с велосипеда. Для прочной фиксации их стоит приварить. Действия повторяют на второй стороне. Следующий этап работ – монтаж цепи. Она и звезды необходимы для установки рукоятки, посредством вращения которой профиль будет двигаться. В качестве ручки можно использовать педаль от того же велосипеда. Как и в любом другом случае, после сборки станка потребуется провести пробную гибку металлической заготовки.
Используемая труба может достигать толщины не более 2.2 мм. Если у пользователя есть токарный станок, и он умеет работать на нем, стоит сделать валы точного размера под используемые заготовки. Если для создания станка используются старые запчасти, то внешний вид несложно облагородить. Необходимо очистить металл от ржавчины, если необходимо, снять краску. После поверхность обрабатывается антикоррозийным составом. Так станок дольше проработает. В конце желательно покрыть металл краской.
Если профилегиб изготавливается электрическим, то технология не сильно отличается. Единственным нюансом является подключение электрического привода в сеть. Обязательно под электропривод подготавливается дополнительная металлическая площадка. К ней его потребуется надежно прикрепить. Чтобы станок заработал, цепь привода требуется пропустить через звезду установленного электромотора.
Способы гибки листового металла
Конструктивно возможны два варианта гибки – усилием и моментом. В первом случае используются так называемые калибрующие листогибочные станки, которые работают по классической схеме, с наличием пунсонов и матриц. Для случая гибки по прямому контуру такой инструмент может быть сегментным, когда отдельные его части располагают с определённым интервалом вдоль линии гиба: это экономит время на наладку, и снижает массу станка.
Свободная гибка при которой применяется универсальный непрофилированный инструмент основана на использовании роликовых матриц, которые, вращаясь при повороте исполнительного органа листогиба, выполняют деформирование. Такой инструмент более универсален и прост, а гибка моментом требует от работающего значительно меньших усилий. Недостаток такого способа – меньшая точность готового изделия.
Ряд моделей рассматриваемого оборудования оснащают дополнительными позициями, например, с отрезной машинкой, которая применяется уже после гибки. Это позволяет делать точные изделия «в размер», с учётом части металла, необходимого на формообразование радиусных переходов.











Соответственно вышеуказанным разновидностям производятся два вида ручного гибочного оборудования – ручные листогибы серии ЛГС (калибрующая гибка профилированным инструментом) и ручные листогибы от торговых марок Bender (Дания), Tapco (США) или MetallMaster (Польша), которые оснащаются роликовыми матрицами.
Обе разновидности ручных листогибочных станков компактны, просты в управлении и наладке, и отличаются достаточно большими технологическими возможностями. Управление приводом может быть с помощью системы рычагов, либо педалью (последнее используется при гибке широкого листа).

4 Неисправности листогибочного станка и способы их устранения
В процессе эксплуатации установка может потребовать небольшого ремонта. Наиболее часто отмечаются следующие виды поломок листогиба:
- Смещение линии раскроя влево либо вправо при отрезании заготовки. Как правило, данная неисправность обусловлена тем, что отрезной механизм работает неправильно. Исправить ее несложно, выполнив подстроку направления на механизме в соответствии со схемой, которая приложена к паспорту устройства.
- Неравномерный по длине изделия угол загиба. Причина – отличие зазора между рамой листогибочного станка и его матрицей. В этом случае потребуется обеспечить равномерный прижим заготовки и произвести регулировку зазора, ответственного за проблему.
- Затрудненная отрезка металлической полосы. Может быть обусловлена двумя причинами – нарушением узла резки либо тупыми режущими ножами. В первом случае нужно настроить схему схождения ножей, во втором – демонтировать с листогиба ножи и тщательно прошлифовать их.

В большинстве случаев все указанные проблемы возникают крайне редко. Конечно, если использовать оборудование по всем правилам, означенным предприятием, которое изготавливает станок ЛГС 26, периодически производить ТО–1 и ТО–2, не нарушать стандартов эксплуатации установки. Почти все производители на данный момент дают 3–6-месячную гарантию на поставляемые ими ручные листогибы.
Особенности модели
Ручной листогиб ЛГС 26 – это станок облегченного типа, который используется преимущественно для нарезки заготовок и создания из них несложных по форме элементов кровельных конструкций, таких как:
- отливы;
- ендовы;
- коньки;
- элементы для выполнения отделки и др.
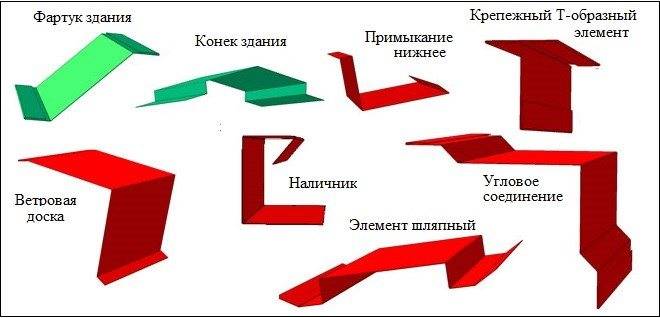
Примеры изготавливаемых на листогибе деталей
В качестве материалов, изделия из которых можно обрабатывать на листогибе ЛГС 26, могут выступать такие металлы, как сталь, алюминий и медь. Станок модели ЛГС 26, конструкция которого большинством специалистов признается простой в эксплуатации, надежной и удобной, также отличается невысокой стоимостью, что только добавляет плюсов данному оборудованию.
Компактные размеры листогиба ЛГС 26 позволяют без особых затруднений и значительных финансовых затрат доставлять его на те объекты, где с его помощью необходимо решать определенные технологические задачи. В конструкции данного станка отсутствует электромагнитный прижим, но это не является большим недостатком.

Транспортировка листогиба возможна даже на легковом автомобиле
Если говорить о наиболее значимых достоинствах листогиба ЛГС 26, то к ним следует отнести:
- расширенные функциональные возможности, что позволяет успешно применять такой отрезной и гибочный станок для изготовления кровельных элементов различной конфигурации и назначения;
- увеличенную длину рабочей зоны (это дает возможность выполнять на листогибе обработку металлических листов даже очень значительной длины);
- простоту конструкции ЛГС 26, чертеж которого это хорошо подтверждает (именно поэтому ремонтировать этот листогиб можно даже на объекте, на котором он используется);
- наличие угломера, при помощи которого легко контролируется угол выполняемого на заготовке изгиба;
- фиксацию всех рабочих элементов на стальном цельносварном каркасе, отличающемся высокой надежностью;
- высокую точность обработки (ее обеспечивает качественный и надежный механизм прижима заготовки по всей ее длине);
- дополнительную функциональность, определяемую наличием поворотной балки в стандартном оснащении станка;
- достаточно небольшой вес, способствующий высокой мобильности листогиба;
- наличие, кроме отрезного механизма, специального трапа, который необходим для того, чтобы не допустить опрокидывания оборудования от усилий при гибке листового металла.

Качество сварки и сборки деталей листогиба находится на хорошем уровне
Преимущества самодельного листогиба
Изготовлением листогибочного станка своими руками или же приобретением ручного проходного листогиба часто интересуются те, кто хочет прилично сэкономить на покупке профнастила серийного производства. Несложная теоретическая арифметика показывает: если самостоятельно гнуть с помощью такого приспособления профнастил, то стоимость последнего будет на 40% ниже по сравнению со стоимостью заводских изделий. Но не все так просто.

Заводской проходной листогиб MetalMaster, стоимость 62 тысячи рублей
Если приобретать заводской проходной станок для профнастила ручного типа с прицелом на небольшое собственное производство, то он обойдется примерно в 60 тысяч рублей. Между тем такой ручной листогибочный станок не гарантирует стабильного качества получаемого с его помощью профнастила. Проблема в том, что прокатка в один проход с большой долей вероятности будет приводить к появлению перетянутых углов, от которых впоследствии могут пойти трещины. А прокатывать один лист многократно, постепенно меняя степень прижима, слишком долго, трудоемко и в итоге нерентабельно. Но зато более простые детали из листовой стали изготавливать в его помощью вполне удобно.

Прокатный стан для профнастила за работой
Самое главное, что следует учитывать при приобретении листогибочного станка, – это возможность его быстрой окупаемости. Добиться этого мастеру, который применяет такое приспособление в частном порядке, достаточно сложно. В этом случае целесообразнее использовать самодельный листогиб, который пригоден для изготовления гнутых листовых изделий любого типа. С помощью такого оборудования можно гнуть как листы с типовыми размерами, так и нестандартную продукцию, которая очень востребована при проведении кровельных работ, а также многих других.





