Конструктивные особенности ручного ЛГС
В большинстве своём ЛГС этого типа оснащены удобными для работы опциями – это:
Роликовый нож
Самая популярная опция станка рассчитана на резку стали толщиной 0,8 мм. Срок службы ножа измеряется длиной 5000 метров непрерывного реза, что эквивалентно 6 месяцам непрерывной работы на станке.

Жидкостный угломер
Немаловажной опцией является жидкостный угломер. Практически все виды ручного оборудования могут загнуть кромку на 160 градусов с отбортовкой до 15 мм. На радиальном счётчике по кругу жидкостная дуга отмечает угол загиба, по которому устанавливается ограничитель поворота траверсы
На радиальном счётчике по кругу жидкостная дуга отмечает угол загиба, по которому устанавливается ограничитель поворота траверсы.

Фальц закаточный прибор
Догиб фальца до 180делают с помощью фальц закаточной машинки. После гиба на 160заготовку немного выдвигают вперёд и машинкой дожимают кромку до 180.

Ограничитель угла гиба
Четырёх позиционный ограничитель угла гиба – опция позволяющая сменять, заранее установленные углы, в порядке очерёдности выполнения операций. Например, 1-й загиб выполняют на 90, второй на 30 по мере продвижения заготовки и т.д. То есть станок, как бы программируется на несколько действий, поворачивая ручку ограничителя гибочной балки из одной позиции в другую.
Валок для радиусных гибов
Он прикручивается сзади станка к специальным площадкам. Это приспособление нужно для формирования окончаний заготовок и добавления жёсткости отливам, отводам и водосточным желобам. Лист устанавливается в специальную прорезь в валу. Поворачивая вал, получаю окантовку изделия в виде недокрученной трубочки.
Гибка металла этапы технологического процесса
Процесс гибки металла состоит из нескольких шагов:
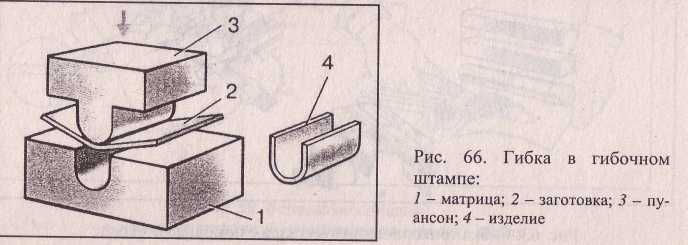
Гибка металла в гибочном штампе
После ее получения необходимо выполнить контрольно-измерительные операции. Эту работу выполняет или сменный мастер или сотрудник отдела технического контроля. Для выполнения этой операции необходимо использовать поверенный мерительный инструмент — линейку, рулетку, угломер и пр.
При выявлении каких-либо дефектов, необходимо внести изменения или в настройки оборудования или в текст управляющей программы.
Только после прохождения технического контроля деталь может быть допущена к дальнейшему использованию. В противном случае некондиционную продукцию надо отправлять или на переделку, или на утилизацию.
Виды и конструктивные схемы оборудования для листовой гибки
Соответственно приведенным выше технологических схем гибки, производимое для указанных целей оборудование классифицируется по следующим показателям:
- по виду привода. Для гибки в конкретных производственных условиях может быть применён ручной листогибочный станок, или оборудование с механизированным приводом рабочего инструмента. Чаще других используются: листогиб механический (привод которого производится от кривошипно-шатунного механизма), листогиб с гидравлическим приводом, электромеханический и электромагнитный листогиб, магнитный листогиб. При наличии сети сжатого воздуха весьма эффективен листогибочный станок с пневматическим приводом;
- по кинематике перемещения механизма главного привода. Например, листогиб механический изготавливается с возвратно-поступательным перемещением рабочей балки. Ручной станок для гибки чаще всего выполняется как листогиб с поворотной балкой. Агрегат непрерывного действия представляет собой роликовый листогиб, в составе которого предусмотрен отрезной нож для отделения окончательно спрофилированных изделий друг от друга. Роликовый листогиб относится к гибочному оборудованию ротационного типа;
- по степени механизации процесса гибки различают листогибочный электромеханический станок с ЧПУ, который программируется индивидуально под конкретную операцию деформирования, и электромеханический листогибочный станок универсального назначения, в котором настройка листогиба производится путём установки нового комплекта сегментированного инструмента. Электромеханические агрегаты непрерывного действия (например, листогиб для профнастила), а также с программным управлением рентабельны при значительных программах выпуска гнутых изделий, в то время как прочее электромеханическое оборудование целесообразнее применять в мелкосерийном производстве;
- по точности производимых операций. Наибольшей точностью обладает листогибочный станок с гидравлическим приводом прижима рабочей балки. Длительность контактирования заготовки с инструментом снижает производительность процесса, зато обеспечивает лучшее качество гибки, когда при длительном прижиме ликвидируется инерционный эффект от пружинения. Ручной или электромеханический листогиб с поворотной балкой также гарантирует высокую точность готового изделия, поскольку поворотную балку можно удерживать в конечном положении ровно столько времени, сколько необходимо для полного снятия эффекта пружинения. Электромеханический Сегментальный листогиб с кривошипно-шатунным рабочим механизмом отличается кратковременностью силового воздействия инструмента на заготовку. Поэтому электромеханический пресс может быть эффективно использован лишь при гибке высокопластичных металлов (алюминия, низкоуглеродистых сталей);
- по способу фиксации заготовки во время проведения операции гибки и последующей отрезки ножом. Современный электромеханический сегментный листогиб, например, оснащается системой трёхкоординатного прижима, которая может оперативно переналаживаться под заготовку с иными значениями длины, толщины, угла гиба. Электромагнитный листогиб производит фиксацию заготовки при помощи встроенного электромагнита (что, впрочем, не может быть использовано при гибке изделий из нержавеющих сталей). Электромагнитный листогиб ненадёжен в условиях нестабильно подачи электроэнергии в помещения, где установлено оборудование такого типа. Магнитный листогиб (как правило, ручного исполнения) использует магнитную силу, требуемую для регулировки упоров, для гибки заготовки при фиксировании по координатам.
Виды современных листогибочных прессов
Оборудование предназначено для работы с разными металлами, а также материалами. Это специализированные станки, применяемые на производстве. Благодаря данному оборудованию осуществляется качественное, точное сгибание листов. Все подобные станки имеют свои технические характеристики. В последние годы все чаще используется несколько видов современного оборудования:
- Пневматический листогиб для листового металла работает с помощью специальных пневматических цилиндров, которые используют в качестве источника энергии давление воздуха. Для таких станков нужен подвод для сжатого кислорода и это сильно сужает область применения оборудования. Подобные станки применяются на производствах, где не требуются большие усилия.
- Гидравлический листогиб работает при помощи специальных гидроцилиндров, которые используют давление масла в качестве источника энергии. У этого оборудования есть ряд преимуществ, поэтому оно доминирует на производстве. Станки более безопасны, надежны и точны, нежели многие другие варианты прессов.
- Электромеханический листогиб – производственное оборудование, имеющее редуктор, приводную систему и электродвигатель. Станки имеют гибочные, прижимные балки, обладают повышенной износостойкостью.
- Листогиб электромагнитный для листового металла используется для листов из меди, алюминия и стали, толщина которых от 0,4 до 1,2 мм. На таких станках можно получать детали с очень сложной формой (узкие желоба и т.д.). Оборудование отличает точность в работе, глубина подачи без ограничений, низкая цена станков.
В последнее время наиболее востребованным стал гидравлический листогибочный пресс с ЧПУ (с числовым программным управлением). Он отличается эффективностью и высокой точностью выполнения работ.
Листогибы могут быть мобильными, а также стационарными. Они работают с помощью гидравлики. Стационарное оборудование устанавливается только на одном месте. Такие станки могут обрабатывать большое количество металла. Мобильные (или передвижные) варианты используются на различных объектах. Чаще всего гидравлический листогиб приобретается небольшими организациями. Мобильное и стационарное оборудование имеет автоматическую систему управления.
В перечне металлообрабатывающих станков сегментные листогибы представлены довольно широко. Этому способствует востребованность деталей разных размеров, сделанных путем сгибания или на универсальных станках.
FABTEC
| Гидравлический листогиб W62Y 1320×3.0 | Рабочая длина 1320 мм | Толщина металла 3.0 мм | Под заказ | 1 201 964 q 35 161 BYN 5 654 076 KZT 1 146 276 KGS 7 075 204 AMD $13 513 11 187 € | ||
| Гидравлический листогиб W62Y 1320×4.0 | Рабочая длина 1320 мм | Толщина металла 4.0 мм | Под заказ | 1 255 385 q 36 724 BYN 5 905 370 KZT 1 197 222 KGS 7 389 660 AMD $14 114 11 685 € | ||
| Гидравлический листогиб W62Y 2000×3.0 | Рабочая длина 2000 мм | Толщина металла 3.0 мм | Под заказ | 1 495 778 q 43 756 BYN 7 036 187 KZT 1 426 477 KGS 8 804 702 AMD $16 817 13 922 € | ||
| Гидравлический листогиб W62Y 2000×4.0 | Рабочая длина 2000 мм | Толщина металла 4.0 мм | Под заказ | 1 495 778 q 43 756 BYN 7 036 187 KZT 1 426 477 KGS 8 804 702 AMD $16 817 13 922 € | ||
| Гидравлический листогиб W62Y 2000×5.0 | Рабочая длина 2000 мм | Толщина металла 5.0 мм | Под заказ | 1 549 198 q 45 319 BYN 7 287 476 KZT 1 477 422 KGS 9 119 151 AMD $17 417 14 419 € | ||
| Гидравлический листогиб W62Y 2500×3.0 | Рабочая длина 2500 мм | Толщина металла 3.0 мм | Под заказ | 1 602 619 q 46 882 BYN 7 538 770 KZT 1 528 368 KGS 9 433 607 AMD $18 018 14 917 € | ||
| Гидравлический листогиб W62Y 2500×4.0 | Рабочая длина 2500 мм | Толщина металла 4.0 мм | Под заказ | 1 602 619 q 46 882 BYN 7 538 770 KZT 1 528 368 KGS 9 433 607 AMD $18 018 14 917 € | ||
| Гидравлический листогиб W62Y 3200×3.0 | Рабочая длина 3200 мм | Толщина металла 3.0 мм | Под заказ | 1 709 460 q 50 007 BYN 8 041 354 KZT 1 630 259 KGS 10 062 513 AMD $19 219 15 911 € | ||
| Гидравлический листогиб W62Y 3200×4.0 | Рабочая длина 3200 мм | Толщина металла 4.0 мм | Под заказ | 1 762 881 q 51 570 BYN 8 292 648 KZT 1 681 205 KGS 10 376 968 AMD $19 820 16 408 € | ||
| Гидравлический листогиб W62Y 3200×5.0 | Рабочая длина 3200 мм | Толщина металла 5.0 мм | Под заказ | 1 976 563 q 57 821 BYN 9 297 815 KZT 1 884 987 KGS 11 634 780 AMD $22 222 18 397 € | ||
| Гидравлический листогиб W62Y 4000×2.0 | Рабочая длина 4000 мм | Толщина металла 2.0 мм | Под заказ | 2 136 825 q 62 509 BYN 10 051 692 KZT 2 037 824 KGS 12 578 141 AMD $24 024 19 889 € |
Область предназначения и особенности работы
Листогиб гидравлический – приспособление, которое способно при помощи поворотной части или другого элемента проводить изменение формы листового металла. Процесс гибки можно охарактеризовать следующим образом:
- металл находится в обычном состоянии. балкой или другим элементом конструкции происходит механическое воздействие на металл, который находится в холодном состоянии (предварительного разогрева нет);
- процесс производства без нагрева металла определяет то, что его основные свойства не изменяются: процесс нагрева до пластичного состояния изменяет структуру материала;
- используя листогиб гидравлический для холодного изгиба можно значительно ускорить процесс производства;
- автоматизировать процесс производства можно путем применения ЧПУ. наличие системы ЧПУ определяет наличие возможности ввода программы для управления процессом производства.
 Пример выполняемых профилей на гидравлическом листогибе Зачастую листогиб гидравлический применяется в следующих отраслях хозяйства: приборостроение, машиностроение, авиастроение, при создании изделий, которые используются в сборке бытовых и промышленных приборов. Есть станки российского поставщика и те, которые импортирует Китай. Также можно встретить варианты исполнения, которые изготавливаются своими руками.
Пример выполняемых профилей на гидравлическом листогибе Зачастую листогиб гидравлический применяется в следующих отраслях хозяйства: приборостроение, машиностроение, авиастроение, при создании изделий, которые используются в сборке бытовых и промышленных приборов. Есть станки российского поставщика и те, которые импортирует Китай. Также можно встретить варианты исполнения, которые изготавливаются своими руками.






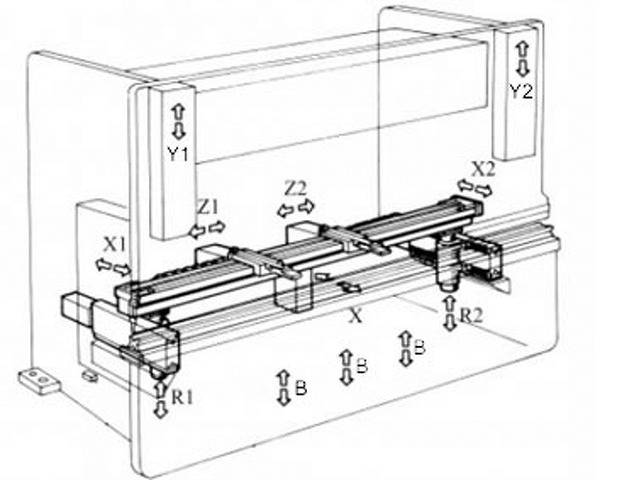
Конструкция листогибочного станка с ЧПУ
Типичный листогибочный станок с ЧПУ оснащен системой для крепления инструмента, управляющей системой, портативной педалью, консолью управления (кнопочной), зажимом для инструмента, фронтальными опорами поддерживающими лист, управлением для задних упоров. Как дополнение возможна еще управляющая система с графикой 3D, оптическая система защищающая рабочую зону, мобильные опоры, а для подбора сечения нужной конфигурации служит дополнительное оборудование.
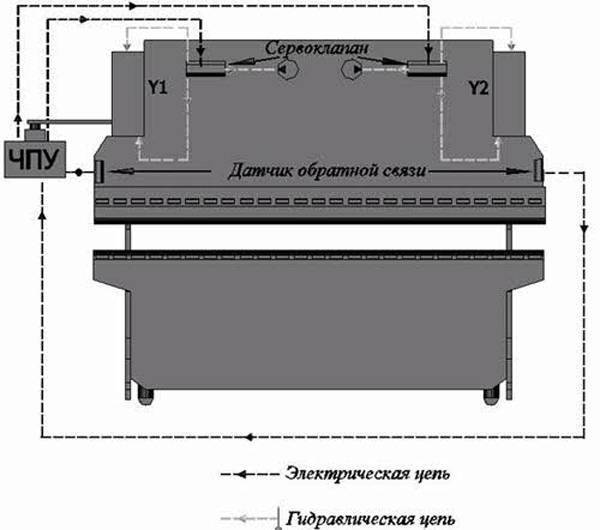
У типичного синхронизированного гидравлического листогибочного станка с ЧПУ в производственном цикле задействованы два гидравлических поршня. Их параллельное движение обеспечено наличием замкнутого электронного контура, который оснащен линейными измерительными датчиками (2 шт.), блоком цифрового управления, распределительными клапанами (2 шт.). Он обеспечивает максимально точный угол гиба. Благодаря такому блоку, усилие, прилагаемое при выполнении операции, определяется автоматически.
Рама такого станка монолитная. Механическая обработка за одну установку боковых панелей, опоры стола и поверхности поршня, гарантирует высочайшую точность и строгую перпендикулярность всех сторон соприкасающихся поверхностей, что предохраняет от быстрого износа предохранительные прокладки.

Распределить оптимально, возникающее напряжения в ходе изгиба, позволяют полусферические концы, имеющиеся на дополнительно хромированных поршнях. Срок службы листогибочного станка с ЧПУ во многом зависит от условий, в которых происходит скольжение поршня в цилиндре, поэтому, при изготовлении как направляющих колец, так и уплотнителей, используется синтезированный политетрафторэтилен и частицы бронзы.
Цена станков может быть самой разной, многие компании сейчас работают по договорным ценам, а в среднем – это от 150,0 до 1000,0 тысяч рублей.

Пусконаладка кривошипного пресса
Пуско-наладка кривошипного пресса служит для тестирования главных характеристик изделия и его компонентов перед началом эксплуатационного периода.
Для выполнения пусконаладочных работ Заказчик выделяет своего представителя, уполномоченного для оперативного решения организационно-технических вопросов.
Перечень оборудования и инструмента, необходимого для проведения ПНР имеется в наличии у сервисных инженеров .
После окончания пуско-наладки производится проверка станка согласно Свидетельству о приемке на соответствие техническим характеристикам, после чего составляется соответствующий Акт о выполненных ПНР.
По результатам проведения пусконаладочных работ Заказчику сдается в эксплуатацию оборудование соответствующее паспортным данным.

Чертежи создания листогибочных станков
Инструмент с поворотной рамой для гибки заготовок
Подобное устройство, сделанное своими руками, домашние мастера используют чаще всего для загиба листовых изделий. Тем более что оно отличается от остальных листогибов большой универсальностью. Рабочий стол в нём создают из металла либо дерева. Размеры такого листогибочного станка — не меньше 2х1 м. Если понадобится согнуть большие заготовки, то можно с задней стороны устройства установить плоскость, размещённую на уровне со столом, или откидную раму. Делается это для крепления металла, чтобы он не выскальзывал при изменении положения.
Спереди рабочего стола следует прикрутить основание. Для этого понадобится швеллер с шириной верхней грани не больше 7 см. К его концам монтируют направляющие шпильки с пружинами. На них потом фиксируется прижим, передняя грань у которого должна быть скошена под углом в 45 градусов.
Для создания поворотной части используется уголок, размером 5х5 см, с установленной рукояткой. Монтируют его на петлях таким способом, чтобы верхняя грань материала в откинутом состоянии располагалась на одном уровне с основанием.
Простота конструкции такого листогиба и доступность материалов для его сборки позволяет хорошо сэкономить. Во многих случаях металл для рабочего стола и каркаса даже не нужно приобретать, ведь в каждой мастерской есть обрезки труб, уголков и швеллера. Из этих остатков получится отличный самодельный станок для гибки металлических листов.
Чертёж устройства из тавров
Чтобы сделать такой листогиб, понадобятся следующие материалы:
Ровная поверхность, лучше металлическая; Уголки не менее 3 штук с шириной полки около 45 мм и толщиной примерно 3 мм.
Самодельный листогибочный станок делается из тавра. Понадобится три куска такого изделия по 2,5 метра, небольшая металлическая пластина толщиной в 5 мм для укосин, два болта размером 20 мм, а ещё пружина. Сначала нужно сложить два тавра, а потом с двух концов у них сделать отверстия под петли. При этом края ямок скашивают под углом 45 градусов. Оставшееся изделие обрезают аналогичным способом, только выемку делают глубже, чтобы использовать в качестве прижимной планки.
Затем можно переходить к привариванию петель. Делать это надо обязательно с внешней и внутренней стороны. Потом к одному тавру фиксируют укосины. После этого монтируется прижимная планка, а сверху к ней приваривают пластины из металла с выемкой по центру. Диаметр такой ямки должен быть немного шире, нежели болта. Отверстие следует выровнять так, чтобы оно располагалось с установленной гайкой на одной плоскости, и приварить.
Следующий шаг — отрезание пружины, она должна поднимать прижимную планку на целых 7 мм. Болт необходимо пропустить в отверстие этого изделия, установить пружину и завинтить гайку. Когда будет вмонтирована такая же упругая деталь с другой стороны при откручивании планка будет сама подыматься.
Чтобы сделать приспособление для закручивания, необходимо к шляпке винта прикрепить отрезки арматуры. После этого останется только приварить ручку к подвижному тавру и можно приступать к работе. Такой станок будет довольно мощным, на нём получится гнуть даже толстые и длинные листы.
Валковый листогибочный станок своими руками
При создании и установке дымоходов, вентиляционных каналов и водосточных систем не обойтись без криволинейной гибки металлического листа. Прекрасно справляются с подобной задачей валковые листогибы.
Соорудить оборудование своими руками с тремя вальцами довольно легко. Ко всему прочему, его можно оснастить электромотором или ручным приводом. Основные детали валкового листогибочного станка следующие:
Опоры вертикальные из швеллера на подшипниках и с выемками под оси. Продольные валы. Их необходимо 3 штуки, подойдут трубы разного диаметра, имеющие заваренные торцы. Подобные изделия лучше использовать толстые, чтобы не допустить деформации. Рама. Узел прижима верхнего валка. Цепной либо зубчатый привод. Он необходим для обеспечения вращения валков с одинаковой скоростью и в одном направлении. Струбцины. Они перемещают опорные валки по горизонтали.
Одна вертикальная стойка в станке должна вращаться вокруг оси на 90–120 градусов. Так необходимо делать, чтобы заменить в последующем вальцы на цилиндры другой величины. Во время изготовления устройства вальцового типа стоит понимать, что его возможности будут ограничены силой человека. На таком самодельном оборудовании гнуть разрешается листовой металл шириной до 60 см и толщиной не больше 1,5 мм. Диаметр жёлоба можно регулировать путём перемещения валков.
Шаг 12: изготовление оставшихся деталей




Теперь вы можете отложить основную рамку и сосредоточиться на оставшихся частях и деталях.
Я использовал пластину толщиной 1/4 дюйма (0,64 см.) для большинства своих деталей, но ваш материал будет варьироваться в зависимости от мощности вашего пресса.








Мой станок для плазменной резки с ЧПУ позволил мне эффективно использовать уникальные формы и особенности. Однако изготовление деталей, которые выполняют ту же функцию, легко выполнить с помощью стандартных инструментов для изготовления (отрезные пилы, сверлильные станки, шлифовальные машины), вам просто нужно будет учесть это на этапе проектирования, как упоминалось ранее.
Вот разбивка различных частей моей машины:
- Вертикальные направляющие для гибочного ножа в сборе — 2 шт. Удерживают гибочный нож в вертикальном и устойчивом положении, пока он опускается гидравлическими домкратами. Я сконструировал так, чтобы она зажималась вокруг основной рамы.
- Пружинные опоры — 4 верхних и 4 нижних опоры помогают прикрепить пружины растяжения к основной раме и к узлу гибочного ножа.
- Пластины для распределения нагрузки — 4 шт., Вырезанные из материала толщиной 1/2 дюйма (1,27 см.), помогают распределять нагрузку вверху и внизу моих гидравлических домкратов.
- Пластины, удерживающие домкрат — 4 шт. Из них блокируются вокруг верхней подушки моих гидравлических домкратов. Эти пластины вместе с некоторым дополнительным оборудованием помогают «подвесить» мои домкраты к верхней двутавровой балке на основной раме. Мои домкраты могут скользить из стороны в сторону для оптимального позиционирования в зависимости от толщины и ширины заготовки.
Краткое описание модели ЛГСГ-28
В оснащении многих производственных предприятий, деятельность которых связана с необходимостью гибки заготовок из листового металла, можно встретить гидравлический пресс для гибки модели ЛГСГ-28, производителем которого является Липецкий завод по выпуску специального профилегибочного оборудования. Технические возможности такого пресса позволяют успешно использовать его для гибки заготовок из листового металла, толщина которого доходит до 3 мм, а длина – до 2,5 м.
 Основное предназначение листогиба ЛГСГ-28 – изготовление из гладкого листа уголков или швеллеров
Основное предназначение листогиба ЛГСГ-28 – изготовление из гладкого листа уголков или швеллеров
Наиболее целесообразным использование станка данной модели является для тех предприятий, которые занимаются производством однотипных изделий из металла средними и крупными сериями. Из наиболее значимых достоинств листогибочного пресса данной модели следует выделить:
- низкий уровень шума, издаваемого при работе устройства;
- простоту управления и обслуживания;
- оптимальное сочетание функциональных возможностей и стоимости;
- экономичное потребление электроэнергии;
- возможность выполнять гибку как в ручном, так и полностью в автоматизированном режиме;
- высокую универсальность;
- высокую надежность, доступность запасных частей и комплектующих для выполнения технического обслуживания и ремонта.
 Гибочный пресс оснащен пуансоном и матрицей из закаленной отшлифованной стали
Гибочный пресс оснащен пуансоном и матрицей из закаленной отшлифованной стали
Гидравлическое оборудование, которым оснащен пресс данной модели, позволяет развивать усилие в зоне выполнения гибки, достигающее значения 20 тн. Максимальный угол гибки, который позволяет достигать такое оборудование, составляет 105°, а выполнять его возможно на минимальной ширине, соответствующей 4 см.
Устройство листогибочного станка
Листогибочный пресс с ЧПУ строится по одной принципиальной схеме и различие оборудования разных производителей состоит в мощности, размерах обрабатываемой заготовки, объеме памяти и количестве дополнительных функций.
Основные части станка для гибки листового металла:
- станина;
- вертикальные направляющие;
- движущаяся горизонтальная верхняя траверса;
- нижняя опора (матрица);
- гидравлические цилиндры;
- линейные датчики перемещения траверсы;
- датчики скорости движения;
- контроллер ЧПУ;
- система ввода данных;
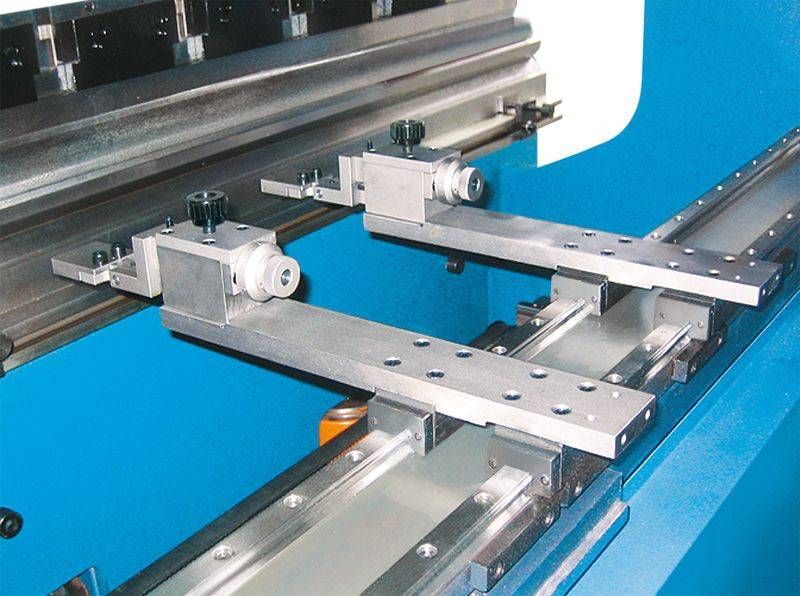
- дополнительное оборудование — отрезные ножи, задние упоры, система автоматической подачи и т.д.
Гидравлический листогибочный пресс работает по принципу выдавливания детали из плоского листа или полосы под заданным углом. Регулируется станок по нескольким параметрам, от которых зависит скорость и продуктивность:
- линейной скорости движения траверсы;
- силы давления;
- скорости возвратного движения;
- дистанции опускания прижимного устройства.
Листогибочный станок с ЧПУ или с ручным управлением работает практически бесшумно, что отличает его от пневматического или электромеханического оборудования. При помощи гидравлического пресса можно изготовлять детали с любым углом изгиба (до 130-145 0 ), конусные и полукруглые изделия. Все зависит от набора матриц и пуансонов, которые входят в комплект поставки станка
Пневматический листогиб не обладает столь широким диапазоном мощности и возможностью плавной регулировки усилия, что особенно важно при изготовлении деталей из тонкого листа или цветных металлов
Пресс листогибочный кривошипный работает от привода электродвигателя, превращающего вращение вала в возвратно-поступательное движение матрицы. Регулировка листогибочного кривошипного пресса возможна в пределах 10-50 ходов траверсы в минуту. Управление производится при помощи пусковой педали или рычага, настройка ручная или при помощи ЧПУ (например, модель И1432А Южно Уральского Механического завода).
При выборе гидравлического оборудования, необходимо обратить внимание на несколько основных параметров, определяющих возможности его использования:
- высоту подъема траверсы;
- рабочую ширину (расстояние между стойками);
- диапазон толщины обрабатываемого металла;
- возможность сквозного продвижения заготовки;
- силу воздействия;
- наличие и ассортимент вставок и профилей;
- возможность применения ЧПУ.
Производятся листогибы гидравлические в мобильном и стационарном вариантах. Естественно, мобильные обладают несколько ограниченными возможностями по размерам и толщине обрабатываемого металла, но обладают и рядом преимуществ — возможность работы непосредственно на объекте, небольшой вес, низкое энергопотребление.