

Как определить вес трубы
 Существует несколько способов, с помощью которых можно узнать массу трубы. Самый простой и быстрый метод – воспользоваться справочником или получить информацию на тематическом сайте. В профильных таблицах указывается расчетная масса 1 п.м. для различных размеров.
Существует несколько способов, с помощью которых можно узнать массу трубы. Самый простой и быстрый метод – воспользоваться справочником или получить информацию на тематическом сайте. В профильных таблицах указывается расчетная масса 1 п.м. для различных размеров.
В Интернете есть сайты, на которых можно вычислить вес трубы, воспользовавшись онлайн-калькулятором. Для этого необходимо знать толщину стенки, внутренний или наружный диаметр. Еще один вариант – рассчитать вес по формуле. Эта формула прописана в документе ГОСТ № 8732. Она подходит для расчета массы труб любого типа. Поэтому данные, полученные в результате таких вычислений, будут только приблизительными. Но в большинстве случаев необходимость в получении максимально точной массы не возникает. Кроме того, показатели, полученные в результате вычислений по формуле, находятся в пределах допустимой погрешности. Поэтому такими значениями можно оперировать.
Принципы обозначения
Для определения основных качеств следует разобраться с ее обозначением. Обозначение резьбы на чертежах несколько отличается от тех, которые применяются изготовителем при производстве изделий. Таблицы резьб позволяют только по обозначению определить основные характеристики.
К особенностям маркировки можно отнести нижеприведенные моменты:
- Условное обозначение рассматриваемой резьбы G.
- Размер диаметра указывается после буквы. Примером обозначения назовем 1 ½.
- Символ L указывает на то, что витки левосторонние.
- Следующий символ H указывает на класс точности.
- Длина свинчивания представлена цифрами в конце маркировки.
Обозначение конической резьбы на чертеже предусматривает указание класса точности. Символ, обозначающий класс точности, может указываться в технической документации. Создание витков проводится при соблюдении одного из трех классов. Кроме этого, рядом с цифрой может указываться буква «А» и «В»: первая обозначает наружный показатель, вторая внутренний. Первому классу соответствуют самые грубые резьбы, третьему самые качественные.
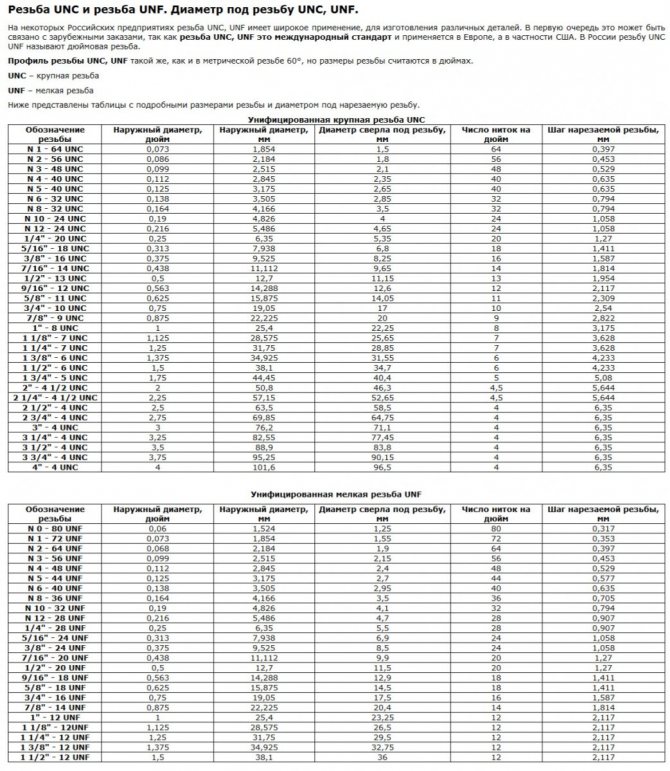
ОБОЗНАЧЕНИЯ И НАИМЕНОВАНИЯ ДЮЙМОВЫХ КРЕПЕЖНЫХ РЕЗЬБ UNC, UNF, UNEF
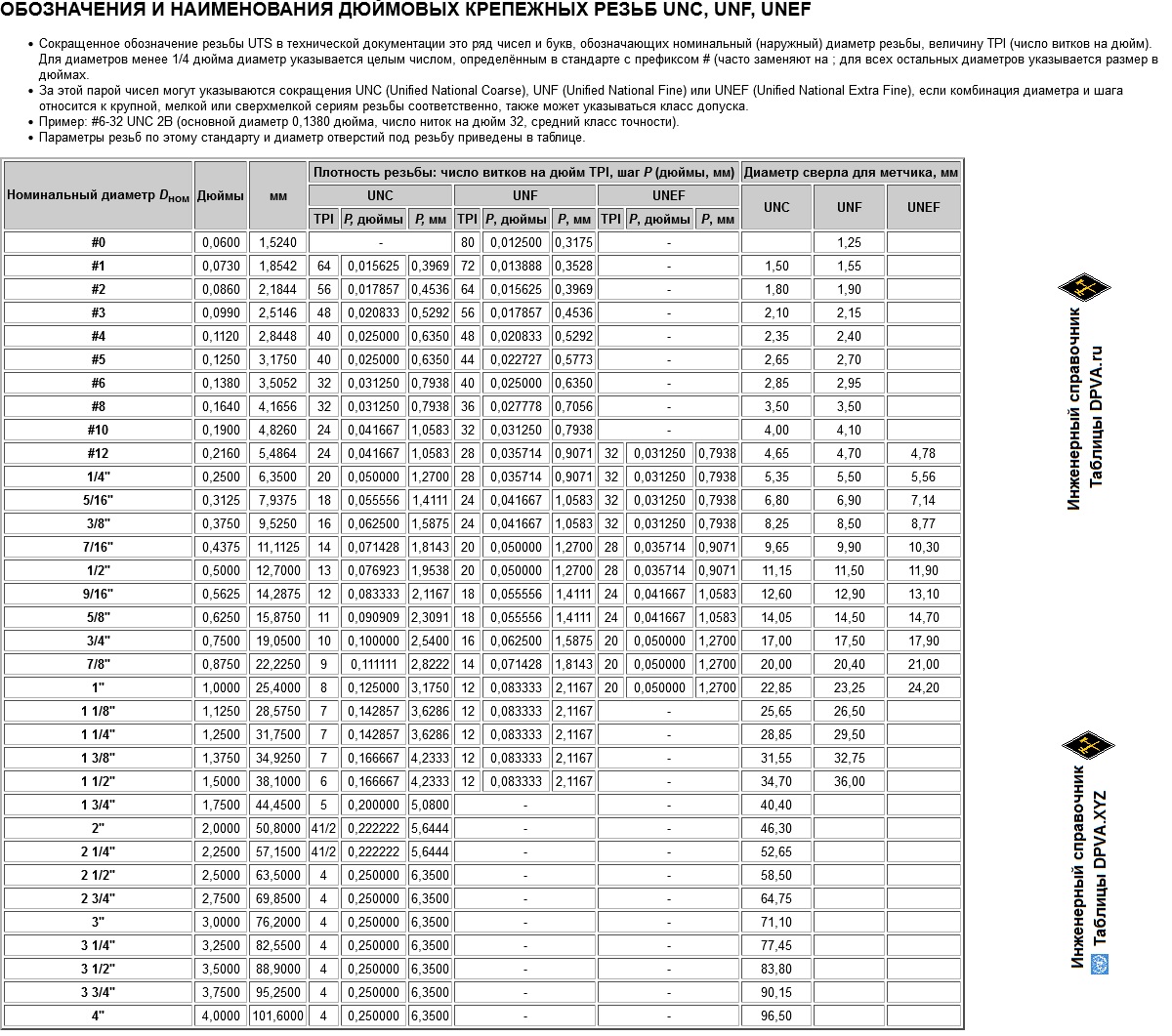
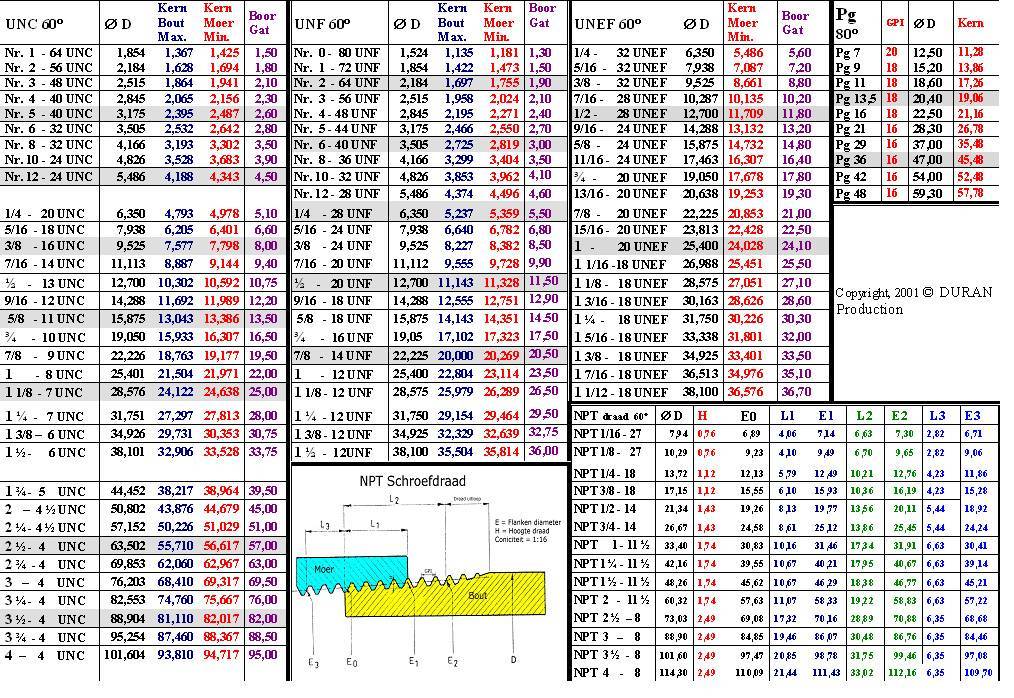
- Сокращенное обозначение резьбы UTS в технической документации это ряд чисел и букв, обозначающих номинальный (наружный) диаметр резьбы, величину TPI (число витков на дюйм). Для диаметров менее 1/4 дюйма диаметр указывается целым числом, определённым в стандарте с префиксом # (часто заменяют на ; для всех остальных диаметров указывается размер в дюймах.
- За этой парой чисел могут указываются сокращения UNC (Unified National Coarse), UNF (Unified National Fine) или UNEF (Unified National Extra Fine), если комбинация диаметра и шага относится к крупной, мелкой или сверхмелкой сериям резьбы соответственно, также может указываться класс допуска.
- Пример: #6-32 UNC 2B (основной диаметр 0,1380 дюйма, число ниток на дюйм 32, средний класс точности).
- Параметры резьб по этому стандарту и диаметр отверстий под резьбу приведены в таблице.
| Номинальный диаметр Dном | Дюймы | мм | Плотность резьбы: число витков на дюйм TPI, шаг P (дюймы, мм) | Диаметр сверла для метчика, мм | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| UNC | UNF | UNEF | UNC | UNF | UNEF | |||||||||
| TPI | P, дюймы | P, мм | TPI | P, дюймы | P, мм | TPI | P, дюймы | P, мм | ||||||
| #0 | 0,0600 | 1,5240 | – | 80 | 0,012500 | 0,3175 | – | 1,25 | ||||||
| #1 | 0,0730 | 1,8542 | 64 | 0,015625 | 0,3969 | 72 | 0,013888 | 0,3528 | – | 1,50 | 1,55 | |||
| #2 | 0,0860 | 2,1844 | 56 | 0,017857 | 0,4536 | 64 | 0,015625 | 0,3969 | – | 1,80 | 1,90 | |||
| #3 | 0,0990 | 2,5146 | 48 | 0,020833 | 0,5292 | 56 | 0,017857 | 0,4536 | – | 2,10 | 2,15 | |||
| #4 | 0,1120 | 2,8448 | 40 | 0,025000 | 0,6350 | 48 | 0,020833 | 0,5292 | – | 2,35 | 2,40 | |||
| #5 | 0,1250 | 3,1750 | 40 | 0,025000 | 0,6350 | 44 | 0,022727 | 0,5773 | – | 2,65 | 2,70 | |||
| #6 | 0,1380 | 3,5052 | 32 | 0,031250 | 0,7938 | 40 | 0,025000 | 0,6350 | – | 2,85 | 2,95 | |||
| #8 | 0,1640 | 4,1656 | 32 | 0,031250 | 0,7938 | 36 | 0,027778 | 0,7056 | – | 3,50 | 3,50 | |||
| #10 | 0,1900 | 4,8260 | 24 | 0,041667 | 1,0583 | 32 | 0,031250 | 0,7938 | – | 4,00 | 4,10 | |||
| #12 | 0,2160 | 5,4864 | 24 | 0,041667 | 1,0583 | 28 | 0,035714 | 0,9071 | 32 | 0,031250 | 0,7938 | 4,65 | 4,70 | 4,78 |
| 1/4″ | 0,2500 | 6,3500 | 20 | 0,050000 | 1,2700 | 28 | 0,035714 | 0,9071 | 32 | 0,031250 | 0,7938 | 5,35 | 5,50 | 5,56 |
| 5/16″ | 0,3125 | 7,9375 | 18 | 0,055556 | 1,4111 | 24 | 0,041667 | 1,0583 | 32 | 0,031250 | 0,7938 | 6,80 | 6,90 | 7,14 |
| 3/8″ | 0,3750 | 9,5250 | 16 | 0,062500 | 1,5875 | 24 | 0,041667 | 1,0583 | 32 | 0,031250 | 0,7938 | 8,25 | 8,50 | 8,77 |
| 7/16″ | 0,4375 | 11,1125 | 14 | 0,071428 | 1,8143 | 20 | 0,050000 | 1,2700 | 28 | 0,035714 | 0,9071 | 9,65 | 9,90 | 10,30 |
| 1/2″ | 0,5000 | 12,7000 | 13 | 0,076923 | 1,9538 | 20 | 0,050000 | 1,2700 | 28 | 0,035714 | 0,9071 | 11,15 | 11,50 | 11,90 |
| 9/16″ | 0,5625 | 14,2875 | 12 | 0,083333 | 2,1167 | 18 | 0,055556 | 1,4111 | 24 | 0,041667 | 1,0583 | 12,60 | 12,90 | 13,10 |
| 5/8″ | 0,6250 | 15,8750 | 11 | 0,090909 | 2,3091 | 18 | 0,055556 | 1,4111 | 24 | 0,041667 | 1,0583 | 14,05 | 14,50 | 14,70 |
| 3/4″ | 0,7500 | 19,0500 | 10 | 0,100000 | 2,5400 | 16 | 0,062500 | 1,5875 | 20 | 0,050000 | 1,2700 | 17,00 | 17,50 | 17,90 |
| 7/8″ | 0,8750 | 22,2250 | 9 | 0,111111 | 2,8222 | 14 | 0,071428 | 1,8143 | 20 | 0,050000 | 1,2700 | 20,00 | 20,40 | 21,00 |
| 1″ | 1,0000 | 25,4000 | 8 | 0,125000 | 3,1750 | 12 | 0,083333 | 2,1167 | 20 | 0,050000 | 1,2700 | 22,85 | 23,25 | 24,20 |
| 1 1/8″ | 1,1250 | 28,5750 | 7 | 0,142857 | 3,6286 | 12 | 0,083333 | 2,1167 | – | 25,65 | 26,50 | |||
| 1 1/4″ | 1,2500 | 31,7500 | 7 | 0,142857 | 3,6286 | 12 | 0,083333 | 2,1167 | – | 28,85 | 29,50 | |||
| 1 3/8″ | 1,3750 | 34,9250 | 7 | 0,166667 | 4,2333 | 12 | 0,083333 | 2,1167 | – | 31,55 | 32,75 | |||
| 1 1/2″ | 1,5000 | 38,1000 | 6 | 0,166667 | 4,2333 | 12 | 0,083333 | 2,1167 | – | 34,70 | 36,00 | |||
| 1 3/4″ | 1,7500 | 44,4500 | 5 | 0,200000 | 5,0800 | – | – | 40,40 | ||||||
| 2″ | 2,0000 | 50,8000 | 41/2 | 0,222222 | 5,6444 | – | – | 46,30 | ||||||
| 2 1/4″ | 2,2500 | 57,1500 | 41/2 | 0,222222 | 5,6444 | – | – | 52,65 | ||||||
| 2 1/2″ | 2,5000 | 63,5000 | 4 | 0,250000 | 6,3500 | – | – | 58,50 | ||||||
| 2 3/4″ | 2,7500 | 69,8500 | 4 | 0,250000 | 6,3500 | – | – | 64,75 | ||||||
| 3″ | 3,0000 | 76,2000 | 4 | 0,250000 | 6,3500 | – | – | 71,10 | ||||||
| 3 1/4″ | 3,2500 | 82,5500 | 4 | 0,250000 | 6,3500 | – | – | 77,45 | ||||||
| 3 1/2″ | 3,5000 | 88,9000 | 4 | 0,250000 | 6,3500 | – | – | 83,80 | ||||||
| 3 3/4″ | 3,7500 | 95,2500 | 4 | 0,250000 | 6,3500 | – | – | 90,15 | ||||||
| 4″ | 4,0000 | 101,6000 | 4 | 0,250000 | 6,3500 | – | – | 96,50 |
Правила нарезки
Точность и качество нарезаемой резьбы зависит от соблюдения правил проведения работ. Для передачи усилия на плашку необходим специальный вороток для кругового вращения инструмента и соблюдения точности. В первую очередь необходимо правильно подобрать плашку под наружный диаметр детали в соответствии с таблицей. Далее необходимо соблюдать следующие правила:
- Снять фаску под углом 45° для упрощения начала нарезки.
- При начале нарезки следите чтобы инструмент находился в строго горизонтальном положении.
- Использовать моторное масло или солидол для уменьшения износа режущих частей.
- При сильном нагреве детали и инструмента необходимо сделать перерыв.
- Нарезка производится путем двух оборотов плашки в одну сторону с обязательным полуоборотом назад для удаления стружки.
Для проверки качества используйте гайку с требуемым диаметром и типом дюймовой резьбы. При первом проходе возможно приложение небольшого усилия, при втором и последующих гайка должна идти свободно.
Нарезка трубной резьбы своими руками
Как и метрическая, трубная резьба бывает наружной и внутренней, выполняется ручными или механическими способами. Для создания нарезки ручным способом используют метчики (для внутренней насечки) и плашки (для нарезания внешних поверхностей).
Самостоятельная нарезка резьбы на трубе внутри и снаружи проводится в следующем порядке:
- Перед нарезанием стачивают внешнюю или внутреннюю кромки, делая небольшую фаску — это помогает установить режущий инструмент без перекосов. Также под рукой необходимо иметь машинное масло, которым будет смазываться поверхность трубы и режущий инструмент в процессе проведения работ.
- Труба надежно фиксируется в тисках и смазывается машинным маслом, плашка закрепляется в плашкодержателе, а метчик в воротке, после чего инструмент надевают или вставляют в трубу.
- Вращая плашку или метчик, вворачивают их в заготовку на необходимую глубину. Вращательные движения совершает в одну и другую сторону, при большой глубине нарезания плашку или метчик периодически извлекают и очищают от стружки вместе с поверхностью детали.
Рис.8 Ручной способ создания резьбы
При наличии в домашнем хозяйстве токарного станка, применяют механический способ нарезания, при этом выполняемая работа состоит из следующих операций:
- Трубу фиксируют в патроне токарно-винтового станка, в его суппорт устанавливают специальный резец.
- Включают станок, выставляют заданные режимы скорости вращения шпинделя и движения суппорта с резцом, а также глубину погружения резца. Прорезание наружной трубной поверхности проводят с применением смазывающей охлаждающей жидкости или масла.
- В начале вырезают фаску, затем совершают проходы, с каждым постепенно увеличивая глубину погружения резца. Последний проход совершают с минимальным снятием металла на малых оборотах.
Рис. 9 Изготовление резьбы на токарном станке
Метрическая коническая резьба. ГОСТ 25229 — 82

Единица измерения параметров: мм
Изготавливается на поверхностях с конусностью 1:16
Используется при соединении трубопроводов. Угол при вершине витка равен 60°. Основная плоскость смещена относительно торца (см. рис выше
).
Таблица размеров
| Диаметр d резьбы для ряда | Шаг Р | Диаметр резьбы в основной плоскости | ||||||
| 1 | 2 | d = D | d2=D2 | d1=D1 | l | l1 | l2 | |
| 6 | — | 1 | 6,000 | 5,350 | 4,917 | 8 | 2,5 | 3 |
| 8 | — | 8,000 | 7,350 | 6,917 | ||||
| 10 | — | 10,000 | 9,350 | 8,917 | ||||
| 12 | — | 1,5 | 12,000 | 11,026 | 10,376 | 11 | 3,5 | 4 |
| — | 14 | 14,000 | 13,026 | 12,376 | ||||
| 16 | — | 16,000 | 15,026 | 14,376 | ||||
| — | 18 | 18,000 | 17,026 | 16,376 | ||||
| 20 | — | 20,000 | 19,026 | 18,376 | ||||
| — | 22 | 22,000 | 21,026 | 20,376 | ||||
| 24 | — | 24,000 | 23,026 | 22,376 | ||||
| — | 27 | 2 | 27,000 | 25,701 | 24,835 | 16 | 5 | 6 |
| 30 | — | 30,000 | 28,701 | 27,835 | ||||
| — | 33 | 33,000 | 31,701 | 30,835 | ||||
| 36 | — | 36,000 | 34,701 | 33,835 |
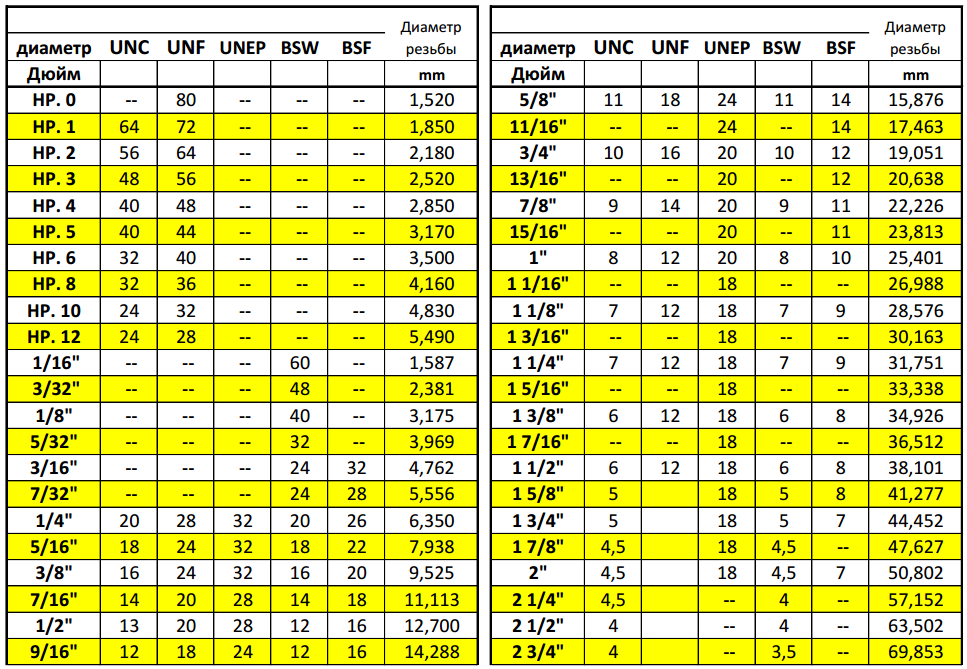
Дюймовая резьба — таблица, размеры, виды
Крепеж с помощью резьбы известен еще со времен античности. Ученые до сих пор находят остатки деталей, внешне напоминающих современные винты и гайки. Но наибольшее распространение резьба получила во времена промышленной революции 18-го века.
Первоначально распространению разъемного резьбового соединения мешало отсутствие стандартизации, что лишало возможности обеспечения взаимозаменяемости изделий. Решил данную проблему талантливый английский инженер Чарльз Витворт. Он разработал единую систему размеров и обозначения, использовав для этого английский дюйм.
Так появилась на свет дюймовая резьба. А все размеры занесены в таблицу по ГОСТ.









Параметры
Дюймовая резьба представляет собой разъемное соединение треугольного профиля, угол вершин которых равен 55 градусам. Ее единица измерения — дюймы. Стоит отметить сразу, что в России использование дюймовой резьбы при проектировании новых изделий запрещено.
Ее применение разрешается только в случае изготовления запасных частей оборудования, на которые уже ранее была изготовлена дюймовая резьба.
Помимо этого, разрешается воспользоваться данной резьбой в качестве трубного соединения и при изготовлении уплотняющих гидравлических элементов.
Дюймовая, как и любая другая, характеризуется следующими основными параметрами:
- Наружный диаметр – расстояние между вершинами витков, расположенных на противоположных сторонах резьбы. Чем больше величина этого параметра, тем большую осевую нагрузку может выдержать резьба. Обратной стороной медали является ухудшение герметичности, связанное с накоплением погрешностей при нарезке резьбы.
- Номинальный (средний) диаметр — окружность, вписанная в профиль резьбы, диаметр которой зависит от шага, и занимает промежуточное положение между внутренним и наружным диаметром. Данный параметр в обычных условиях тяжело измерить, и для его определения существует справочная таблица по резьбам.
- Внутренний диаметр – диаметр окружности, вписанной по впадинам профиля резьбы.
- Шаг – расстояние между соседними гребешками резьбового соединения. Данный параметр измеряется в количестве витков на дюйм. Величина шага характеризует значение и распределение напряжения между витками дюймовых резьб. Конструкторы в своей практике увеличивают шаг при воздействии на резьбу больших механических нагрузок. Если же к резьбе предъявляются требования по сохранению герметичности, то шаг уменьшается.
- Угол подъема витков – угол между боковыми сторонами профиля витков. Первоначально его значение для всех видов дюймовых резьб составлял 55 градусов. Но сейчас все больше и больше встречаются дюймовые резьбы с углом профиля 60 градусов.
Коническая резьба NPT/NPTF: основные характеристики и стандарты
Внешний вид конической NPT резьбы Резьба NPT/NPTF (с англ. national pipe taper/national pipe tapered fuel) представляет собой американский стандарт на конусную трубную резьбу. Этот стандарт применятся к трубам и арматурным изделиям, которые изготовлены в США.
Конусная трубная резьба NPT соответствует ГОСТу 6111-52 «Резьба коническая дюймовая с углом профиля 60 градусов», который действует на территории большинства стран СНГ.
Национальная ассоциация по гидравлическим приводам Соединенных Штатов не советует использовать стандарты NPT и NPTF в гидравлике. Но несмотря на это применение этих стандартов очень распространено.
Схема NPT резьбы
Виды дюймовой резьбы:
- NPT – резьба с конусностью 1:16 и углом профиля 60°. Такая резьба соответствует стандартам ANSI B1.21.1, FED-STD-H28/7 .
- NPS – цилиндрическая резьба.
- NPTF – герметичная дюймовая резьба с углом профиля 60°, уплотнение происходит за счет смятия резьбы. Этот вид дюймовой резьбы соответствует стандартам SAE J476, ANSI B1.20.3, FED-STD-H28/8.
Основные параметры самых распространенных резьбовых соединений NPTF:
| Номинальный диаметр, дюйм | Основной диаметр, мм | Отверстие под резьбу, мм | Число витков на дюйм | Шаг, мм |
| NPTF 1/16″ | 7.870 | 6.00 | 27 | 0.940 |
| NPTF 1/8″ | 10.217 | 8.25 | 27 | 0.940 |
| NPTF 1/4″ | 13.577 | 10.70 | 18 | 1.411 |
| NPTF 3/8″ | 17.016 | 14.10 | 18 | 1.411 |
| NPTF 1/2″ | 21.211 | 17.40 | 14 | 1.814 |
| NPTF 3/4″ | 26.566 | 22.60 | 14 | 1.814 |
| NPTF 1″ | 33.195 | 28.50 | 11.5 | 2.209 |
| NPTF 1 1/4″ | 41.952 | 37.00 | 11.5 | 2.209 |
| NPTF 1 1/2″ | 48.021 | 43.50 | 11.5 | 2.209 |
| NPTF 2″ | 60.060 | 55.00 | 11.5 | 2.209 |
| NPTF 2 1/2″ | 72.642 | 65.50 | 8 | 3.175 |
| NPTF 4″ | 113.913 | 107.00 | 8 | 3.175 |
Основные параметры самых распространенных резьбовых соединений NPT:
| Номинальный диаметр, дюйм | Основной диаметр, мм | Отверстие под резьбу, мм | Число витков на дюйм | Шаг, мм |
| NPT 1/16″ | 7.870 | 6.00 | 27 | 0.940 |
| NPT 1/8″ | 10.217 | 8.25 | 27 | 0.940 |
| NPT 1/4″ | 13.577 | 10.70 | 18 | 1.411 |
| NPT 3/8″ | 17.016 | 14.10 | 18 | 1.411 |
| NPT 1/2″ | 21.211 | 17.40 | 14 | 1.814 |
| NPT 3/4″ | 26.566 | 22.60 | 14 | 1.814 |
| NPT 1″ | 33.195 | 28.50 | 11.5 | 2.209 |
| NPT 1 1/4″ | 41.952 | 37.00 | 11.5 | 2.209 |
| NPT 1 1/2″ | 48.021 | 43.50 | 11.5 | 2.209 |
| NPT 2″ | 60.060 | 55.00 | 11.5 | 2.209 |
| NPT 2 1/2″ | 72.642 | 65.50 | 8 | 3.175 |
| NPT 4″ | 113.913 | 107.00 | 8 | 3.175 |
| NPT 5″ | 141,300 | 134,384 | 8 | 3.175 |
| NPT 6″ | 168,275 | 161,191 | 8 | 3.175 |
| NPT 8″ | 219,075 | 211,673 | 8 | 3.175 |
| NPT 10″ | 273,050 | 265,311 | 8 | 3.175 |
| NPT 12″ | 323,850 | 315,793 | 8 | 3.175 |
Для создания NPT (NPTF) соединения применяются специальные резьбонарезные установки с метчиком (плашкой или резьбонарезной головой).
ПрофИнст Строй предлагает вашему вниманию оборудование, с помощью которого вы сможете качественно нарезать NPT (NPTF) резьбу на трубах и заготовках:
- Резьбонарезные головы от 1/2 до 2 дюймов. Предназначены для качественной высокопроизводительной нарезки резьбы. Безопасная и быстрая замена.
- Ручные резьбонарезные клуппы от 1/2 до 1.1/4 дюймов. Предназначены для нарезания трубной конической резьбы на водопроводных, электрических или газовых трубах. Обладает высокой производительностью и удобный в транспортировке.
- Ручные резьбонарезные клуппы от 1/2 до 2 дюймов. Могут широко использоваться при монтаже оборудования и в строительной промышленности, идеально подходят для повышения производительности труда, сокращения времени строительства, обеспечения его качества, а также снижения интенсивности труда.
- Электрические резьбонарезные станки от 1/2 до 2 дюймов. Высокопроизводительный резьбонарезной станок для мобильного и стационарного использования. Подходит для долговременной эксплуатации в интенсивном режиме в цехе и на стройплощадке, применяется при монтаже систем отопления и водоснабжения и в серийном производстве. Станок нарезает точную резьбу очень высокого качества.
- Электрические резьбонарезные станки от 1/2 до 3 дюймов. Станок предназначен для нарезки винтовой и цилиндрической резьбы на трубах. Используется для изготовления точных, надежных резьбовых соединений на трубах и болтах в соответствии с нормами. Он рассчитан на длительное промышленное использование.
- Электрические резьбонарезные станки от 1/2 до 4 дюймов. Станок предназначен для нарезки трубной и метрической резьбы. Используется для изготовления точных, надёжных резьбовых соединений на трубах и шпильках в соответствие с нормами.
Резьба NPT используется в соединениях с повышенными требованиями к герметичности. Соединения с такой резьбой способны выдерживать сильное давление циркулирующей среды по трубопроводу.
Чтобы купить оборудование для нарезания конической резьбы NPT (NPTF) на трубах, свяжитесь с менеджерами ПрофИнст Строй по контактным телефонам: +375 (17) 256-22-55, +375 (29) 602-00-80, +375 (29) 766-07-00, мы подробно расскажем об особенностях работы, устройстве и специфике данного типа оборудования.
Отличия от метрической резьбы
По своим внешним признакам и характеристикам метрические и дюймовые резьбы имеют не так много отличий, к наиболее значимым из которых стоит отнести:
- форму профиля резьбового гребня;
- порядок расчета диаметра и шага.

Различия в профиле резьбы
При сравнении форм резьбовых гребней можно увидеть, что у дюймовой резьбы такие элементы являются более острыми, чем у метрической. Если говорить о точных размерах, то угол при вершине гребня дюймовой резьбы составляет 55°.
Параметры метрических и дюймовых резьб характеризуются различными единицами измерения. Так, диаметр и шаг первых измеряются в миллиметрах, а вторых, соответственно, в дюймах. Следует, однако, иметь в виду, что по отношению к дюймовой резьбе используется не общепринятый (2,54 см), а специальный трубный дюйм, равный 3,324 см. Таким образом, если, например, ее диаметр составляет ¾ дюйма, то в пересчете на миллиметры он будет соответствовать значению 25.
Чтобы узнать основные параметры дюймовой резьбы любого типоразмера, который фиксируется ГОСТом, достаточно заглянуть в специальную таблицу. В таблицах, содержащих размеры дюймовых резьб, приведены как целые, так и дробные значения. Следует иметь в виду, что шаг в таких таблицах приводится в количестве нарезанных канавок (ниток), содержащихся на одном дюйме длины изделия.

Чертеж. Основные параметры профиля по ГОСТу

Таблица 1. Основные размеры профиля резьбы

Таблица 2. Основные параметры трубной резьбы
Чтобы проверить, соответствует ли шаг уже выполненной резьбы размерам, которые оговаривает ГОСТ, этот параметр необходимо измерить. Для таких измерений, проводимых как для метрических, так и для дюймовых резьб по одному алгоритму, используются стандартные инструменты – гребенка, калибр, механический измеритель и др.




Проще всего измерить шаг трубной дюймовой резьбы по следующей методике:
- В качестве простейшего шаблона используют муфту или штуцер, параметры внутренней резьбы которых точно соответствуют требованиям, которые приводит ГОСТ.
- Болт, параметры наружной резьбы которого необходимо измерить, вкручивается в муфту или штуцер.
- В том случае, если болт сформировал с муфтой или штуцером плотное резьбовое соединение, то диаметр и шаг резьбы, которая нанесена на его поверхность, точно соответствуют параметрам используемого шаблона.

Шаг дюймовой резьбы – это количество витков на дюйм
Если же болт не вкручивается в шаблон или вкручивается, но создает с ним неплотное соединение, то следует провести такие измерения, используя другую муфту или другой штуцер. По аналогичной методике измеряется и внутренняя трубная резьба, только в качестве шаблона в таких случаях применяется изделие с наружной резьбой.
Определить требуемые размеры можно при помощи резьбомера, представляющего собой пластину с зазубринами, форма и другие характеристики которых точно соответствуют параметрам резьбы с определенным шагом. Такая пластина, выступающая в роли шаблона, просто прикладывается к проверяемой резьбе своей зазубренной частью. О том, что резьба на проверяемом элементе соответствует требуемым параметрам, будет свидетельствовать плотное прилегание к ее профилю зазубренной части пластины.

Использование резьбомера для дюймовой резьбы
Для того чтобы измерить размер наружного диаметра дюймовой или метрической резьбы, можно использовать обычный штангенциркуль или микрометр.
Размеры
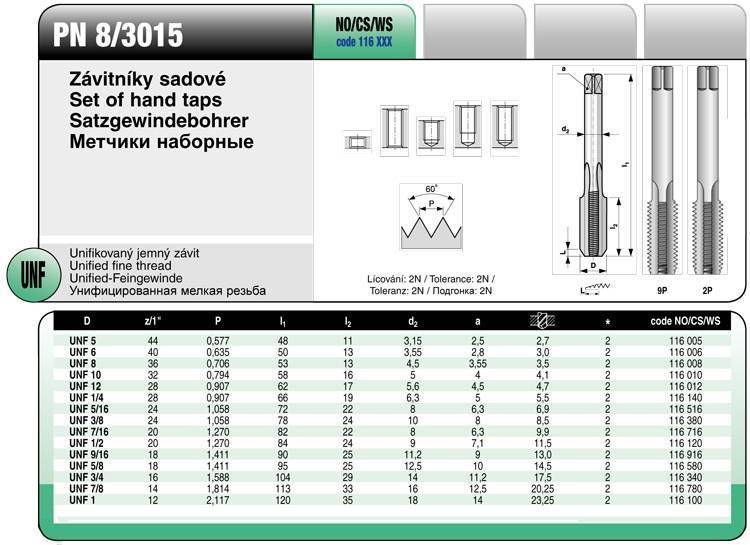
Область применения и точное назначение каждого изделия, на котором она нанесена, определяется её геометрическими параметрами. Размеры унифицированной американской резьбы UNF включают параметры, которые занесены в специальную таблицу. Такая таблица имеет строки, в которых отображены номер или размер. Например, обозначение 5/16¢¢-24 UNF свидетельствует, что это резьба дюймовая с указанными размерами. В столбцах указаны наименования и значения уточняющих характеристик: длина, диаметр и шаг, число ниток на один дюйм, необходимый диаметр сверла для сверления отверстия перед нарезанием.
Все параметры приводятся в дюймах и соответствуют трём установленным стандартам:
- международным ISO 725;
- английским BS 1580;
- американские ANSI и ACME D1.1.
В стандартах помещены таблицы, в которых расположены все размеры этого типа. В них приведены особенности этого вида:
- профиль по спецификации UN;
- высота профиля (этот показатель обозначается с помощью литеры «Н» и равен 0,866025Р);
- угол при вершине (для резьбы UNF он равен шестидесяти угловым градусам);
- максимальная величина наружного диаметра достигает 38,1 мм;
- шаг резьбы изменяется от минимального в 0,317 миллиметров до максимального 2,117 миллиметров;
- форма впадины;
- количество витков на один дюйм её длины;
- классы точности.
Форма впадины по американскому стандарту бывает двух видов: плоская, обозначаемая UN, и радиусная с обозначениями UNR. В соответствие со стандартом ANSI определено по три класса точности для наружного и внутреннего крепежа. Наружная имеет классы точности с обозначениями 1А, 2А, 3А, внутренняя соответственно 1В, 2В и 3В. Наименьшая цифра (один) свидетельствует о самом низком классе точности. Наибольшая цифра о самом высоком классе. К наивысшему классу предъявляются самые высокие требования при обработке и нарезании. Наиболее распространённым считается средний класс. Для каждого из классов определена своя область применения. Например, низкий класс (первый 1А и 1В) применяется даже для крепежа, где допустимо частичное загрязнение и небольшая деформация. Третий класс используется в агрегатах, где необходимо обеспечить наиболее прочное соединение с наименьшим зазором.


Например, обозначение наружной резьбы болта 1/4” – 28UNFх2 1/2” позволяет определить, что она относится к типу UNF. То есть это унифицированная дюймовая резьба, имеющая мелкий шаг. Дробь 1/4” свидетельствует о размере наружного диаметра равного 6,35 миллиметров. Цифрой 28 обозначен шаг. В этом случае говориться о том, что на одном дюйме (25,4 мм) расположено 28 витков. Конечная цифра указывает на общую длину болта. В этом случае, переводя дюймы в метрическую систему, получают: 2 1/2” соответствует приблизительно 63,5 миллиметра.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Дюймовая резьба – это резьба, все параметры которой выражены в дюймах, шаг резьбы в долях дюйма (дюйм = 2,54 см). Для трубной дюймовой резьбы размер в дюймах характеризует условно просвет в трубе, а наружный диаметр самой трубы немного больше.
Дюймовая резьба применяется в резьбовых соединениях и винтовых передачах. Дюймовая резьба бывает следующих видов:
- Дюймовая цилиндрическая – UTS (Unified Thread Standard). Такая резьба широко распространена в США и Канаде. Угол при вершине у такой резьбы составляет 60 градусов. В зависимости от шага подразделяется на: UNC (Unified Coarse); UNF (Unified Fine); UNEF (Unified Extra Fine); 8UN; UNS (Unified Special). Наибольшее распространение получила резьба UNC. Такая резьба соответствует стандарту ANSI 1.
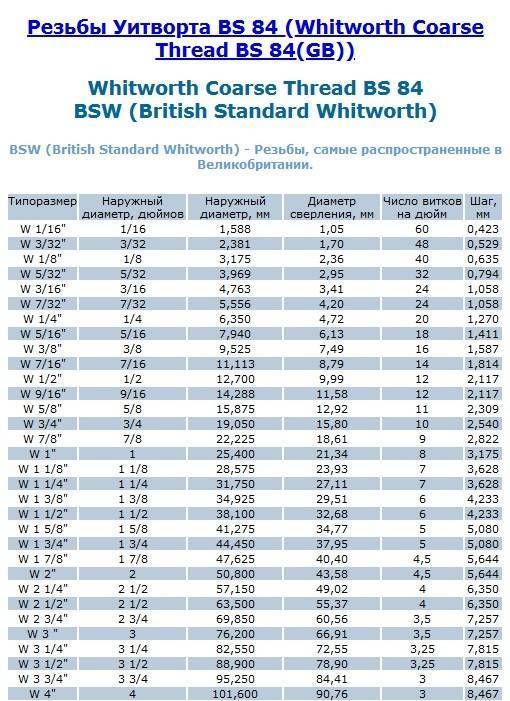
- Дюймовая резьба британского стандарта – BSW . Резьба с мелким шагом называется BSF (British Standard Fine). Угол при вершине у такой резьбы 55 градусов.
- Дюймовая коническая NPT или цилиндрическая NPS. Соответствует стандарту ANSI/ASME 20.1. Такая резьба применяется для трубных соединений. Имеет угол при вершине 60 градусов. В России такой резьбе соответствует ГОСТ 6111-52.
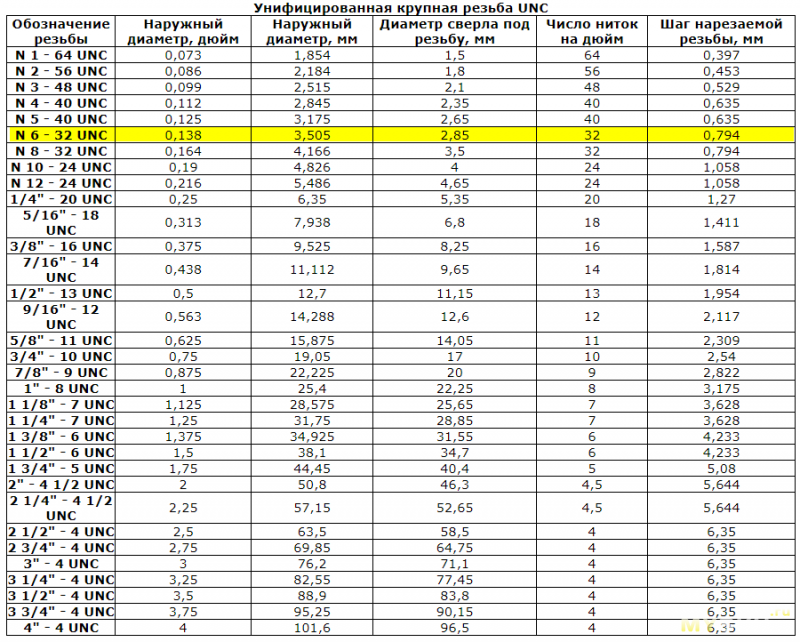
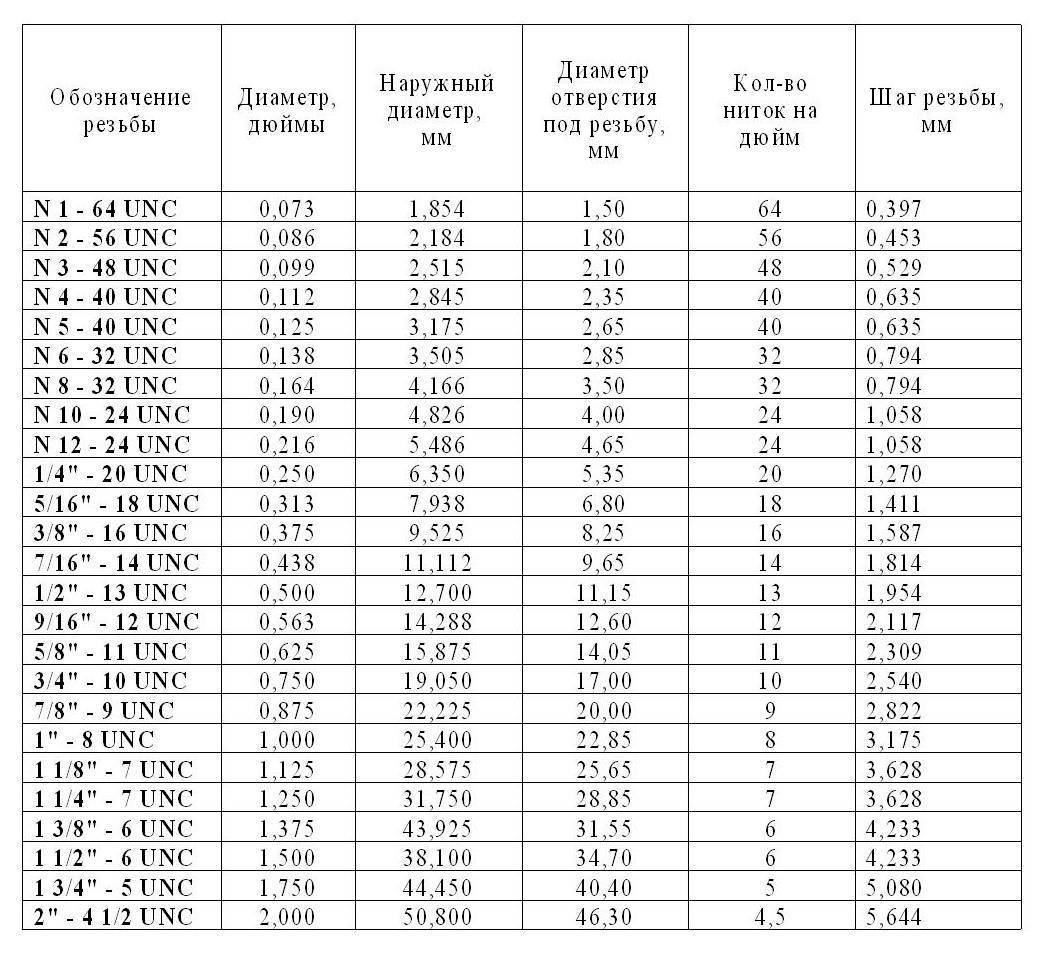
Наиболее часто в России в последнее время можно встретить крепёж с дюймовой резьбой UNC (унифицированная крупная резьба). Такой крепёж часто встречается на ввозимой в нашу страну технике (газонокосилки, триммеры, генераторы, культиваторы, автомобили американской сборки и т.д.) из США, Китая и некоторых других стран. При работе с дюймовым крепежом необходимо помнить, что размеры ключей для дюймового крепежа отличаются от ключей для метрического крепежа.
Технология нарезания
Резьбу UNC создают путем снятия части материала с поверхностей цилиндрических и конических заготовок. Это осуществляют на станках. В зависимости от типа применяют метчики и плашки (для внутреннего и наружного соответственно).
Хвостовик служит для монтажа в воротке или патроне станка. Рабочая часть подразделена на заборную и калибрующую. Первая осуществляет нарезание, вторая служит для калибровки. Режущие кромки сформированы продольными канавками, которые к тому же обеспечивают выход стружки. Ограниченные канавками режущие части называют режущими перьями.








На станках чаще всего применяют машинные варианты, однако для твердых и вязких материалов требуются специфические комплекты метчиков, включающие два либо три инструмента. Они отличаются по чистоте обработки и выполняют различный объем работ. Так, для комплекта из двух метчиков используется пропорция 75/25%, из трех – 60/30/10%. Конструктивно метчики одного набора отличаются длиной заборной части, которая наибольшая у чернового варианта. Для заготовок с поверхностью, прерванной канавкой либо пазом, применяют инструменты с числом канавок, не кратным количеству пазов, и с винтовыми канавками. Вторые также подходят для отверстий длиной от двух диаметров. При этом необходимо соответствие направления винтовой канавки нарезаемой резьбе. Специфические варианты представлены бесканавочными метчиками. Они рассчитаны на создание коротких сквозных резьб. Такие инструменты отличаются большей прочностью и лучшим качеством работ. Еще одна специфическая версия метчиков – с зубьями в шахматном порядке, рассчитанная на короткие сквозные резьбы на вязких материалах. Они сокращают трение, улучшают подвод смазочно-охлаждающей жидкости и стружкообразование. Метчики устанавливают аналогично плашкам либо в патроны для них. Скорость работ составляет 5-12 для стали и 6-22 м/с для прочих материалов. При нарезании требуется охлаждение маслом либо эмульсией.
Ввиду различной конфигурации на станках их монтируют в разные держатели. Так, для лерок применяются леркодержатели, представленные воротками в виде рамок с 2 рукоятками. Плашка находится внутри и фиксируется тремя винтами, входящими в углубления на ее боках. Клуппы для раздвижных вариантов выполнены в виде косых рамок с 2 рукоятками. Полуплашки размещают в отверстии, регулируя размер нажимным винтом.

Перед нарезанием резьбы поверхность заготовки обрабатывают. Для наружного соединения требуется обеспечить меньший ее диаметр по отношению к внешнему диаметру резьбы. Данная разница составляет примерно 0,1-0,3 мм в зависимости от размера соединения. На торце снимают фаску, соответствующую высоте профиля, для формирования захода. Плашку монтируют с держателем в гнезде головки либо пиноли задней бабки. Скорость работ определяется типом материала. Так, для стальных заготовок она равна 3-4, для чугунных – 2-3, для латунных – 10-15 м/мин.





