

Изображения наружной цилиндрической и конической резьбы
Примеры изображения наружной цилиндрической и конической резьбы на всей длине детали приведены на рис. 8.9 (см. также рис. 8.1, в), внутренней цилиндрической и конической резьбы — на рис. 8.10 (см. также рис. 8.4, д).
Фаску, размер которой совпадает с глубиной резьбы, в проекции на плоскость, перпендикулярную оси резьбы, не изображают. Поэтому на рис. 8,9, а и 8.10, а на виде слева фаска не изображена, а на виде справа фаска показана, так как она значительно больше глубины резьбы.
Невидимую резьбу изображают штриховыми линиями одинаковой толщины по наружному и внутреннему диаметрам.
Линию, определяющую границу резьбы, наносят в конце полного профиля резьбы (до начала сбега). Границу резьбы проводят всегда до линии наружного диаметра резьбы и изображают, когда она видима, сплошной основной линией (рис. 8.11).
Штриховку в разрезах и сечениях доводят до сплошной толстой линии, т.е. до линии наружного диаметра наружной резьбы (рис. 8.12) и до линии внутреннего диаметра внутренней резьбы (см. рис. 8.11).
Сбег резьбы, если необходимо, изображают сплошной тонкой линией. Примеры изображения сбега резьбы приведены на рис. 8.13 для наружной (а) и внутренней (б) резьбы. За сбегом резьбы при нарезании резьбы в упор (см. рис. 8.13, а) может оставаться участок без резьбы, называемый недоводом. В результате сбега резьбы и недовода возникает недорез резьбы (см. рис. 8.13, а). Наличие недореза резьбы необходимо учитывать при конструировании резьбовых соединений, а длину полного профиля указывать в чертежах с учетом стандартной длины недореза.
Если глухое отверстие с резьбой выполняют в стенке детали, которая является герметичной или вакуумно-плотной (рис. 8.14), то обязательно указывают глубину L отверстия под резьбу до вершины гнезда наряду с длиной l резьбы полного профиля.
Конец резьбы в глухом отверстии расположен близко ко дну отверстия, на чертежах, по которым резьба не выполняется (например, в сборочных чертежах), допускается условно изображать резьбу до конца отверстия.
Профили резьб при необходимости (например, с нестандартным профилем) показывают на изображении детали (рис. 8.15) или как выносной элемент (см. рис. 8.18, и).
На разрезах резьбового соединения изображают только ту часть внутренней резьбы, которая не закрыта внешней резьбой (рис. 8.16).
Если через резьбу проходит отверстие или прорезь, то их изображают условно, прерывая сплошную тонкую линию в местах расположения отверстия или прорези (рис. 8.17, а). Когда необходимо показать наличие резьбы в зоне этого отверстия или прорези, ее изображают полностью (рис. 8.17, б).
Типы резьбы
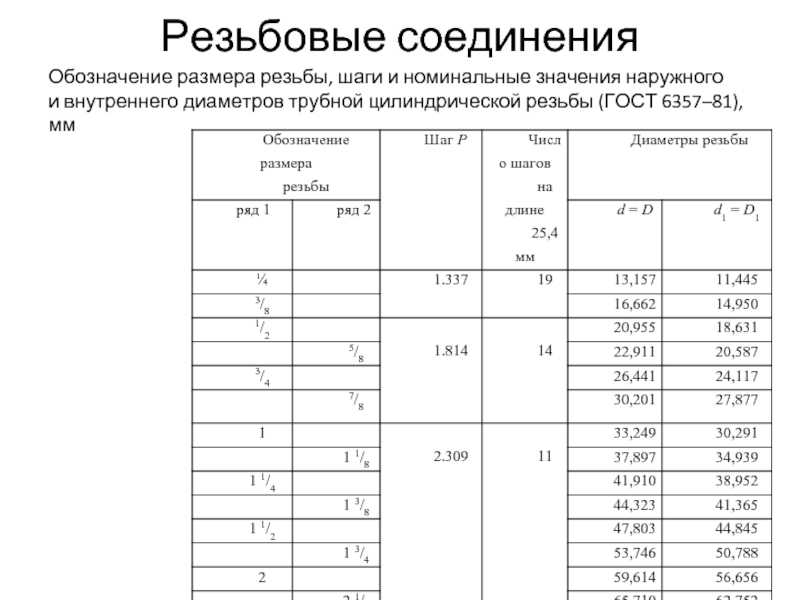
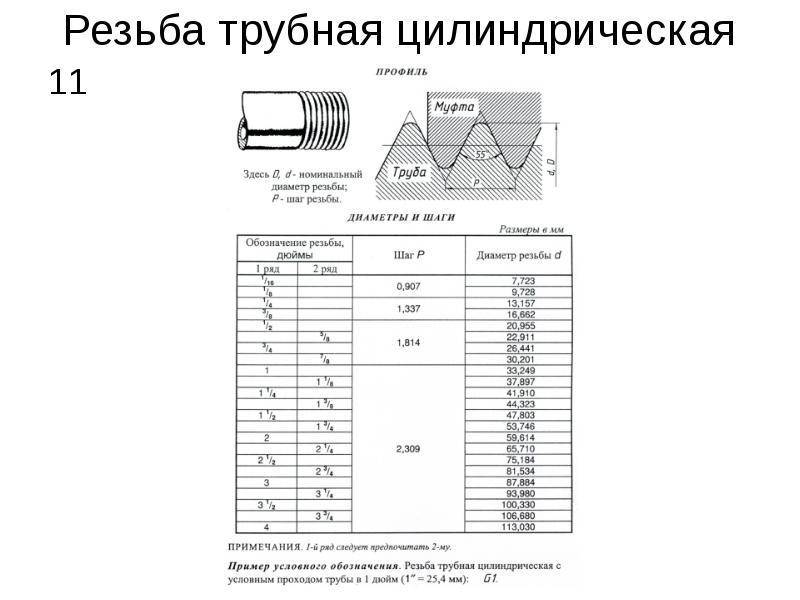
Для дюймовой резьбы диаметр обозначается в дюймах (дюйм равен 25,4 миллиметра) и простых дробных долях дюйма, а шаг -в числе витков, помещающихся в одном дюйме.
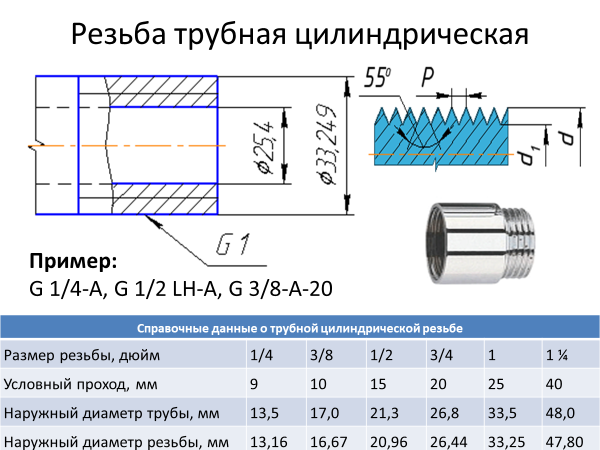
Есть еще один важный момент — т. н. «трубный дюйм». К дюймовому значению внутреннего диаметра трубы добавляется толщина ее стенок. Для внутреннего диаметра в один дюйм получается 33,29 миллиметра. Труба ½ дюйма, соответственно, будет иметь наружный диаметр 21,25 миллиметра

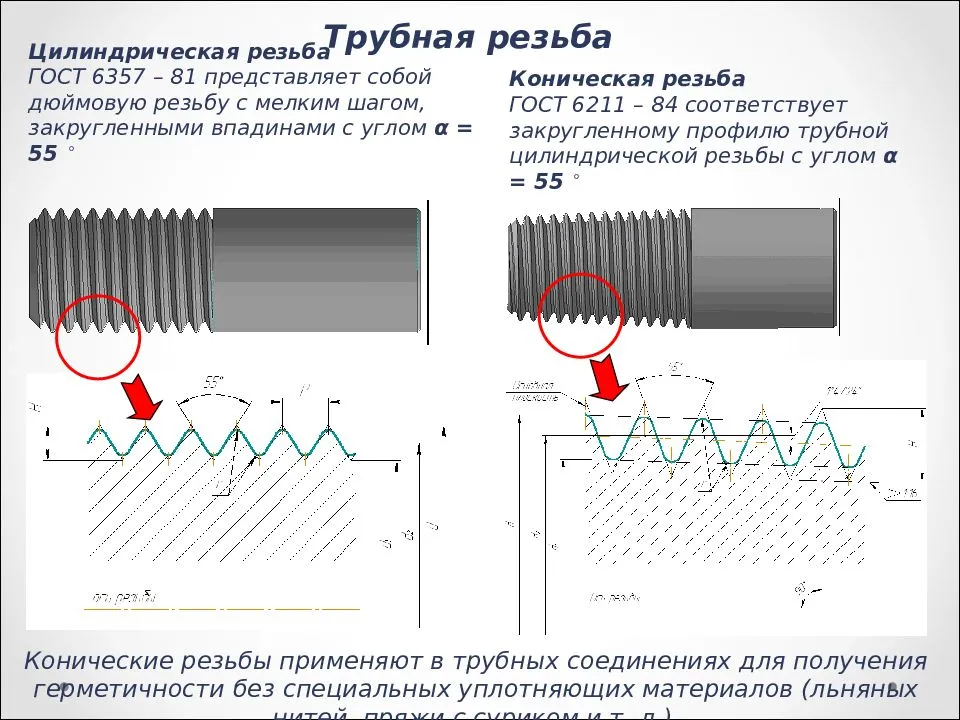
Трубная резьба дюймовая
Для метрической резьбы диаметр обозначается в миллиметрах, в миллиметрах обозначается и шаг — расстояние между соседними витками. Расстояние это измеряется между гребнями или между впадинами профиля.
Кроме нюансов обозначения, дюймовым профилям присущи более острые гребни и впадины и немного закругленные вершины зубцов. В основе метрического профиля лежит равносторонний треугольник с углами по 60° у дюймового профиля эти углы составляют 55°
Ввиду этого различия в профиле совместить метрическую и дюймовую резьбу в одном соединении не получится, потребуется специальный переходник.

Переходник от метрической резьбы к дюймовой
Кроме метрической и дюймовой, при соединениях труб применяется и круглая резьба, или так называемый профиль Эдисона. Профиль представляет чередование выпуклых и вогнутых дуг с одним и тем же радиусом. Круглая накатка обеспечивает большую износоустойчивость и применяется в соединениях, которые придется неоднократно свинчивать и развинчивать.
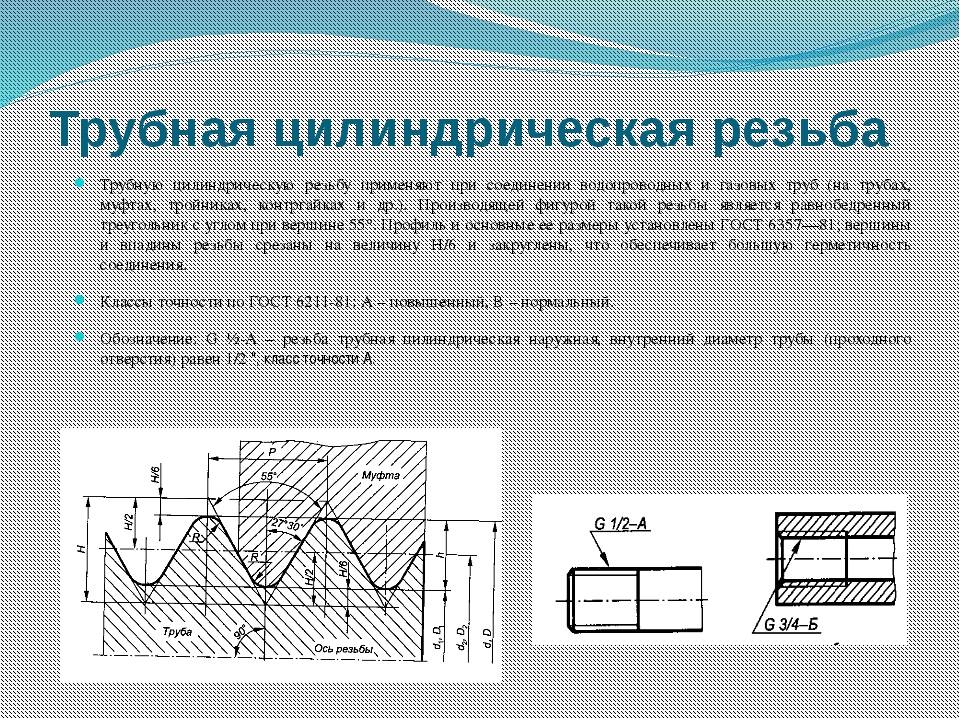
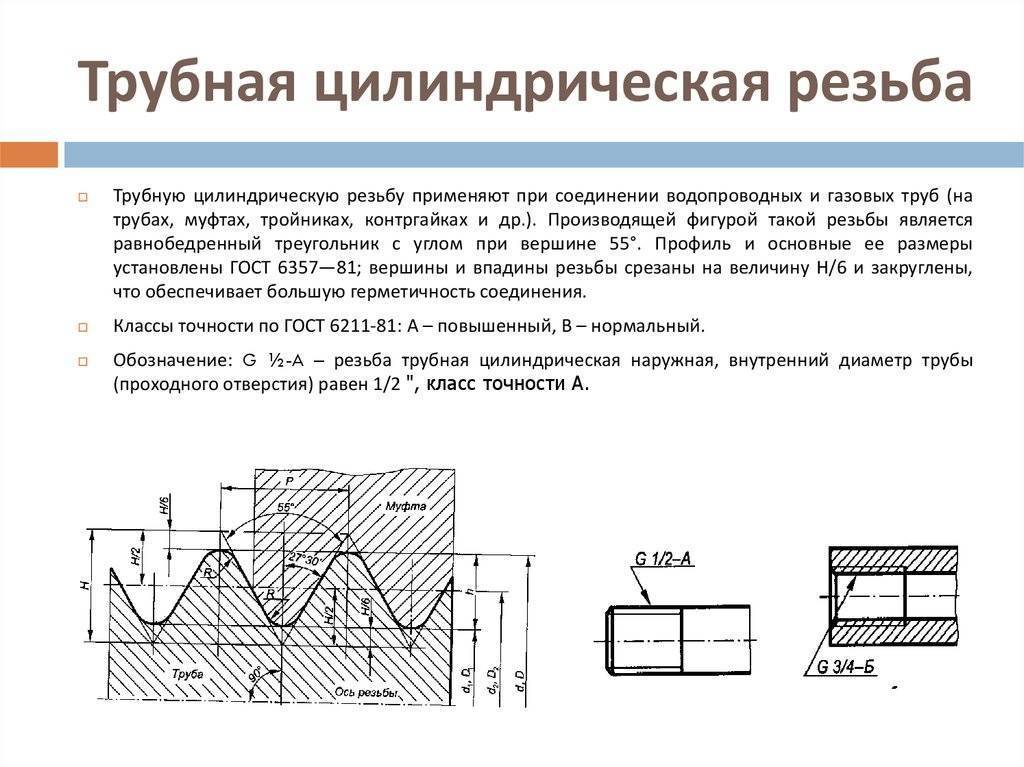
Наиболее популярной в сантехнике, трубах и арматуре уровня квартиры или дома является трубная цилиндрическая резьба. Самый популярный диаметр резьбы — ½ “

Схематическое изображение резьбы Эдисона
Широкое распространение получила также резьба ¼ “. Она применяется в креплениях для фото- и видеокамер, осветительной и другой вспомогательной фотоаппаратуры.
На что еще стоит обратить внимание
Сегодня существует такая проблема, как несоответствие написанного действительности. Это же касается и рассматриваемого вопроса. Дело вот в чем. Например, есть обозначение винтового стыка как ½ дюйма. По логике вещей, переводя этот показатель в метрическую систему должны получить отверстие диаметром в 12,7 мм. Но на самом деле на трубе написано 20,95. Это несоответствие возникает потому, что в дюймовой нарезке указывается проходное отверстие, а не наружный диаметр.
Если добавить толщины стенок, то в итоге можно получить то самое завышенное число в метрической системе. Условно можно положить, что один дюйм трубы составляет примерно 33,25 мм, то есть стандартные 25,4 и плюс еще две стенки по 3,92. Желательно это учитывать при выборе необходимого материала.
Вывод: В тексте представлены всего два вида – BSPP и BSPT соответственно, которые являются основными. Кроме них существуют такие виды, как NPSM и NPT. Есть и еще одна, которая создана для постоянно скручивающихся и раскручивающихся частей. Ее обозначение Кр. Существует так же трапециевидная, прямоугольная и многие другие.
Сферы применения
Так как трубную резьбу наносят на водогазопроводные трубы, то и сферы ее применения аналогичны областям использования этих трубопроводов, а именно:
В контурах систем отопления. В трубопроводах подачи горячей и холодной воды. В газоподающих магистралях на поверхности земли и внутри зданий. Для монтажа стальных обсадных колонн скважин. При сборке различных конструкций из труб, к примеру, в качестве сборной колонны из резьбовых штанг для шнекового, гидравлического бурения. Понятно, что все фасонные элементы и фитинги для монтажа трубопроводов, а именно отводы, тройники, крестовины, переходники, муфты, ниппели, водорозетки и прочие тоже имеют трубную резьбу. Также вся сантехническая резьбовая арматура, а именно шаровые и вентильные краны, смесители, клапаны, заглушки, воздухоотводчики, контрольно-измерительные приборы, реле, фильтры, гибкие и жесткие подводки и прочий ряд элементов оснащены трубной резьбовой насечкой. Ее имеют и приборы, подключаемые в трубопровод — скважинные, колодезные, циркуляционные, повысительные электронасосы, компрессоры, опрессовщики, радиаторные теплообменники и элементы их обвязки, переходники с полимерных труб на металл.
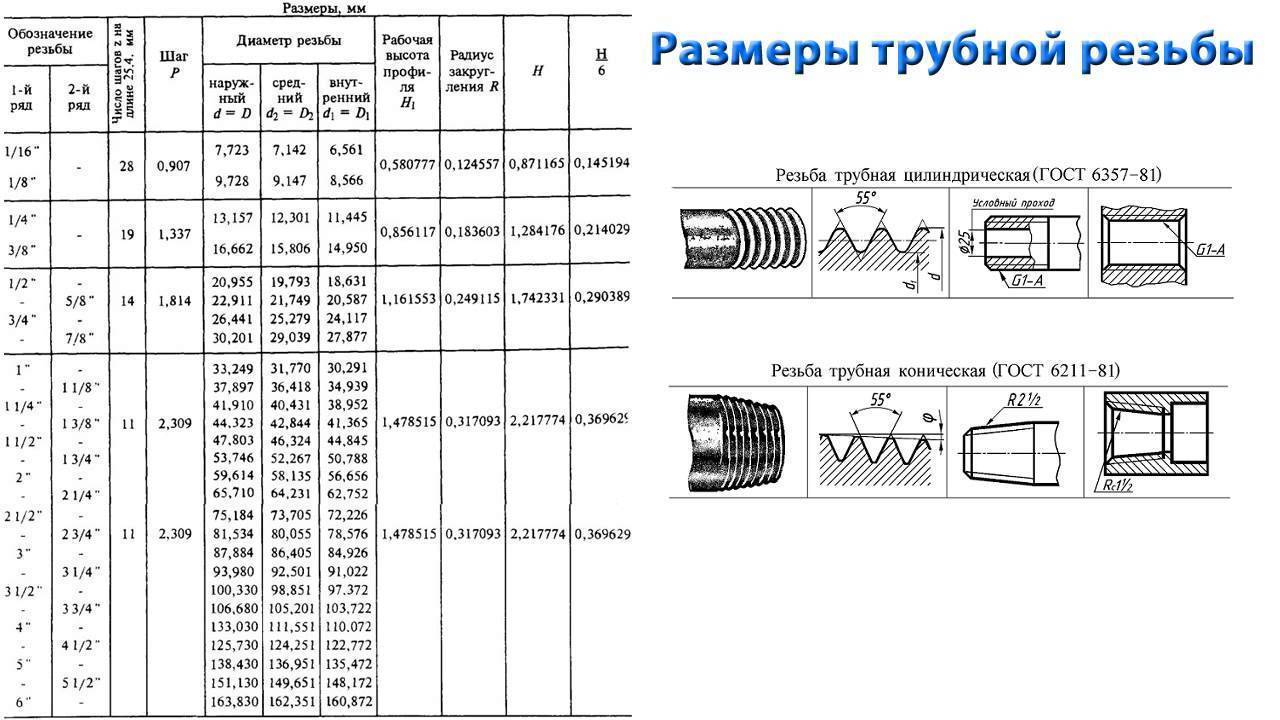
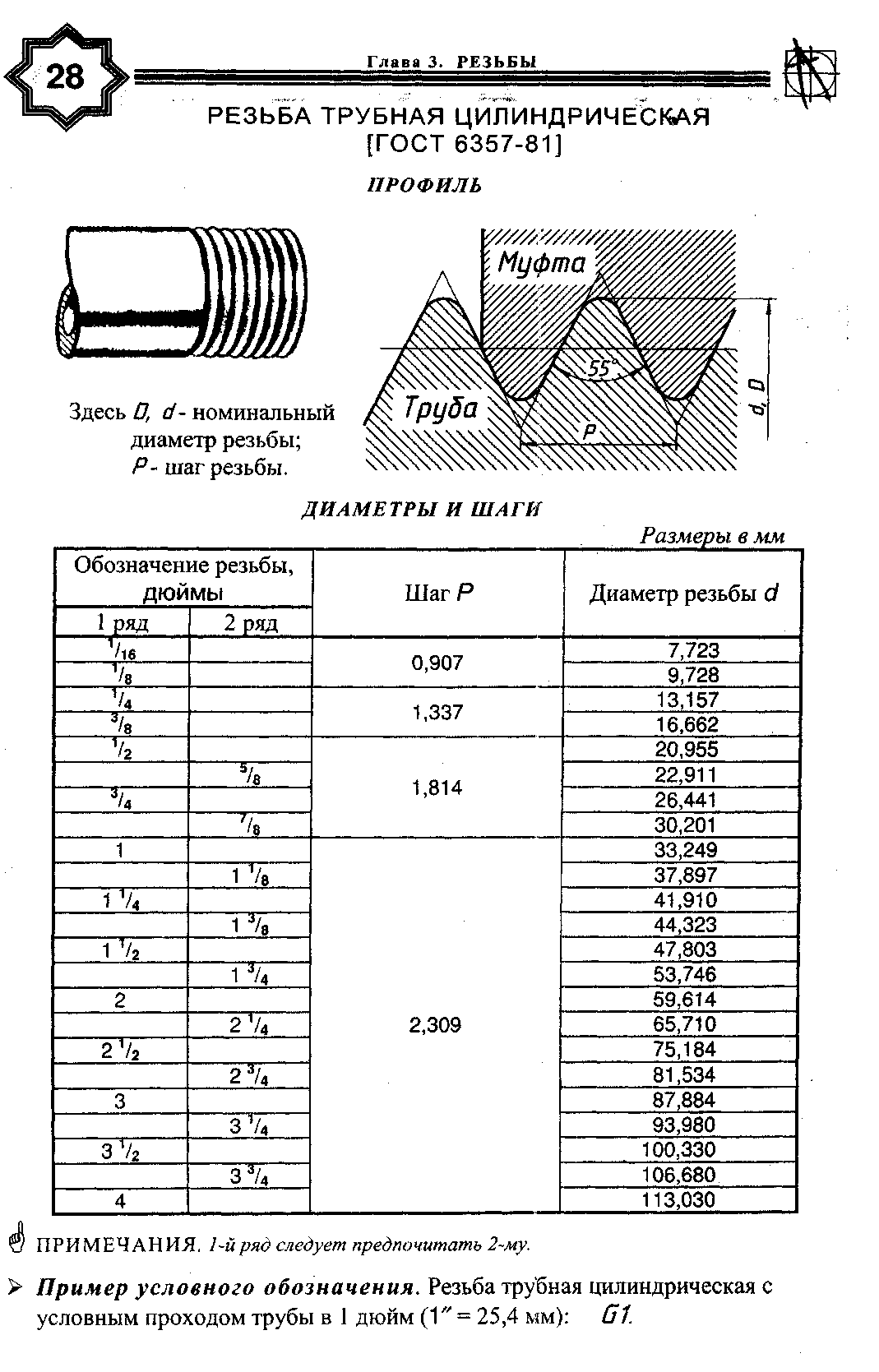
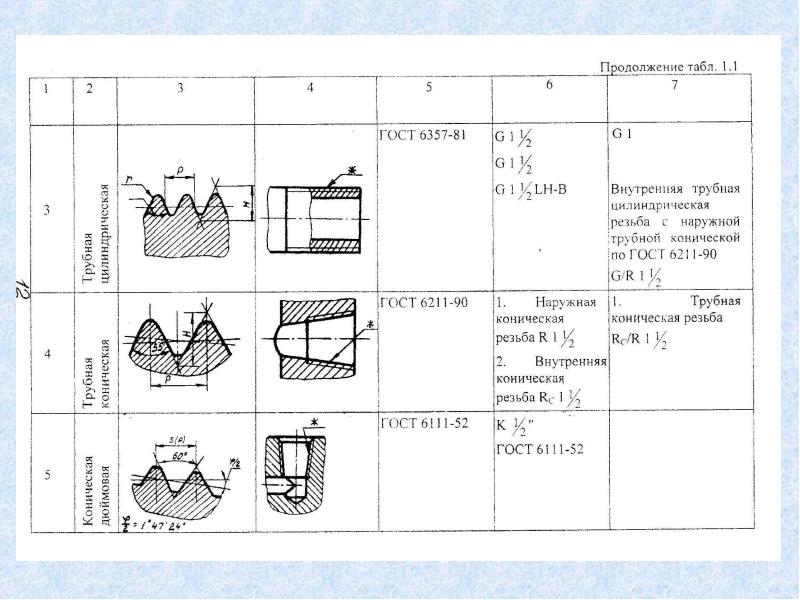
Рис. 4 Профили цилиндрической по ГОСТ 6357-81 и конической по ГОСТ 6211-81 резьб
Выполнение трубной резьбы
Методы выполнения резьбы для труб зависят от доступного оборудования, серийности производства и необходимой точности. Так, накатка применяется в основном при выпуске больших серий изделий, поскольку гарантирует высокую производительность, и низкую себестоимость операции. 
- Нарезка на токарно-винторезном станке характеризуется высокой точностью и весьма низкой производительностью. Применяется в индивидуальном и мелкосерийном производстве.
- Нарезка плашками и метчиками обладает также невысокой производительностью и осуществляется, как правило, в несколько проходов разным по степени точности инструментом.
- Накатка – это основной промышленный способ, формирование профиля происходит не за счет снятия стружки, а в результате пластической деформации металла накатными плашками. Высокая производительность обеспечивается за счет автоматизации операции снятия и постановки детали на станок.
- Фрезерование резьбы выполняется на специализированных резьбофрезерных станках.
- Литье. Прогрессивные методы литья – литье под высоким давлением и порошковая металлургия – позволяют получать точный и прочный резьбовой профиль прямо на отливке, без последующей механической обработки
В условиях стройки и ремонта доступен, как правило, только ручной способ выполнения.
Способы нарезки конической трубной резьбы
Для используются специальные инструменты известные как круглые плашки, которые соответствуют требованиям ГОСТа 6228. Плашки различаются по размерам диаметра резьбы, которого они способны нарезать. Плашка представляет собой закаленную гайку с центральным отверстием которое и осуществляет нарезание, а также боковые отверстия, которые позволяют освобождать трубу от образующейся металлической стружки.
На боковых поверхностях плашек расположены отверстия для вкручивания ручек, либо укрепляются клуппы, которые позволяют работать с меньшими усилиями, но с большей продуктивностью. При использовании плашки наружная резьба всегда нарезается за один проход. Использовать этот инструмент возможно как ручным, так и машинным способом который применяется при огромных объемах работ.
Оборудование для нарезки
Существуют также специальные аппараты для нарезки, например, резьбонарезные станки. Эти станки могут нарезать как конусную так и цилиндрическую резьбу на трубах. Резьбонарезные станки имеют мощный двигатель, специальный тормоз для более безопасной работы, прочные подшипники которые увеличивают качество и точность работы, а также долговечность машины. Подобный станок позволяет нарезать обычную резьбу за 16 секунд, такая работоспособность часто требуется при строительстве крупных зданий, во время укладки трубопроводов.
Для нарезания внутренней конической трубной резьбы, используют такой инструмент как метчик. Он представляет собой закаленный винт имеющий на своей поверхности продольные борозды по которым отходит наружу образовавшаяся в процессе нарезки металлическая стружка. Метчик имеет рабочую и хвостовую части. Хвостовая часть вставляется в вороток метчикодержателя являющегося ручкой на который оказывается физическое воздействие для вращения во время нарезания резьбы. Рабочая же часть метчика в свою очередь вставляется в трубу и проворачивается, осуществляя нарезку.
Для нарезания внутренней конической резьбы также существуют станки, в которой метчик вращается с помощью мотора. Такой аппарат используется, например, при прокладке больших участков трубопроводов. В домашних условиях обычно бывает достаточно ручного метчика.
Применение труб с конической резьбой
Применяется для резьбовых соединений водяных, топливных, воздушных и масляных трубопроводов станков и машин. В некоторых случаях возможно использование специальных переходников которые имеют с одной стороны коническую, а с другой цилиндрическую резьбы, таким образом значительно расширяя возможности для монтажа.
Таким образом такой метод является очень важным и распространенным инженерным решением используемым для соединения труб.
Резьбовые соединения являются самыми надежными из разъемных соединений. Впервые были применены в античности, и с тех пор заметно усовершенствовались. До изобретения токарно-винторезного станка в 17 веке каждая пара «болт-гайка» изготавливалась индивидуально, они не были взаимозаменяемыми. В 19 веке, во время развития железных дорог в Англии, изобретатель сэр Джозефа Уитворта предложил и внедрил стандарт нарезки резьбы, носящий с тех пор его имя. Для нарезки внешней резьбы используют токарно-винторезный станок или специальные плашки, для нарезки внутренней резьбы применяют метчики – разновидность фрез.
Выполнение трубной резьбы
Методы выполнения резьбы для труб зависят от доступного оборудования, серийности производства и необходимой точности. Так, накатка применяется в основном при выпуске больших серий изделий, поскольку гарантирует высокую производительность, и низкую себестоимость операции.

Способы нарезки резьбы
- Нарезка на токарно-винторезном станке характеризуется высокой точностью и весьма низкой производительностью. Применяется в индивидуальном и мелкосерийном производстве.
- Нарезка плашками и метчиками обладает также невысокой производительностью и осуществляется, как правило, в несколько проходов разным по степени точности инструментом.
- Накатка – это основной промышленный способ, формирование профиля происходит не за счет снятия стружки, а в результате пластической деформации металла накатными плашками. Высокая производительность обеспечивается за счет автоматизации операции снятия и постановки детали на станок.
- Фрезерование резьбы выполняется на специализированных резьбофрезерных станках.
- Литье. Прогрессивные методы литья — литье под высоким давлением и порошковая металлургия — позволяют получать точный и прочный резьбовой профиль прямо на отливке, без последующей механической обработки
В условиях стройки и ремонта доступен, как правило, только ручной способ выполнения.
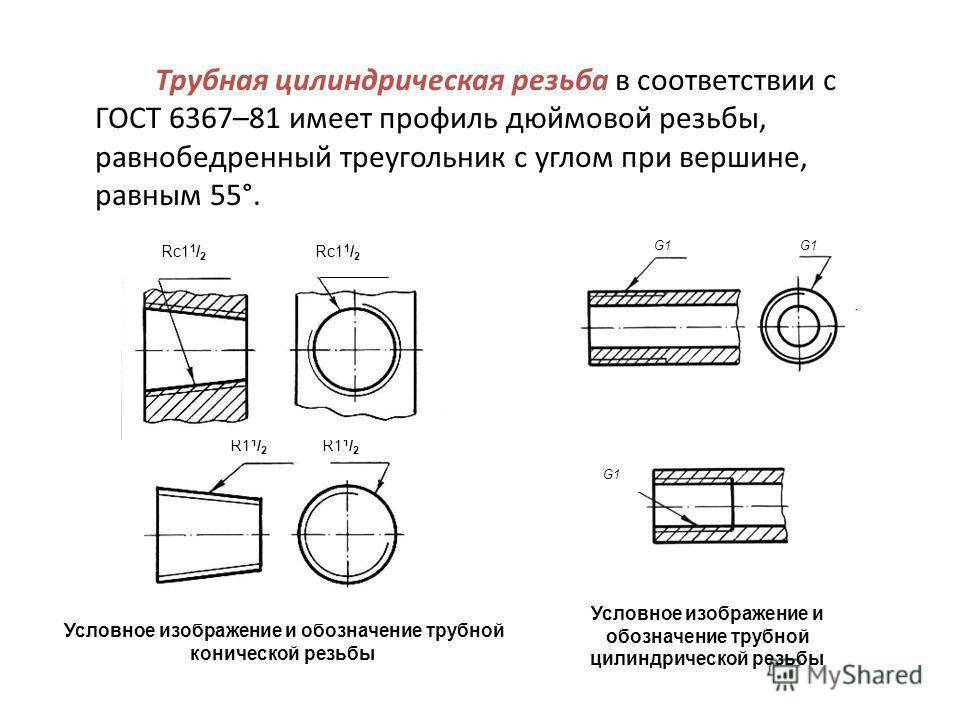
Трубная цилиндрическая, трубная коническая и коническая дюймовая
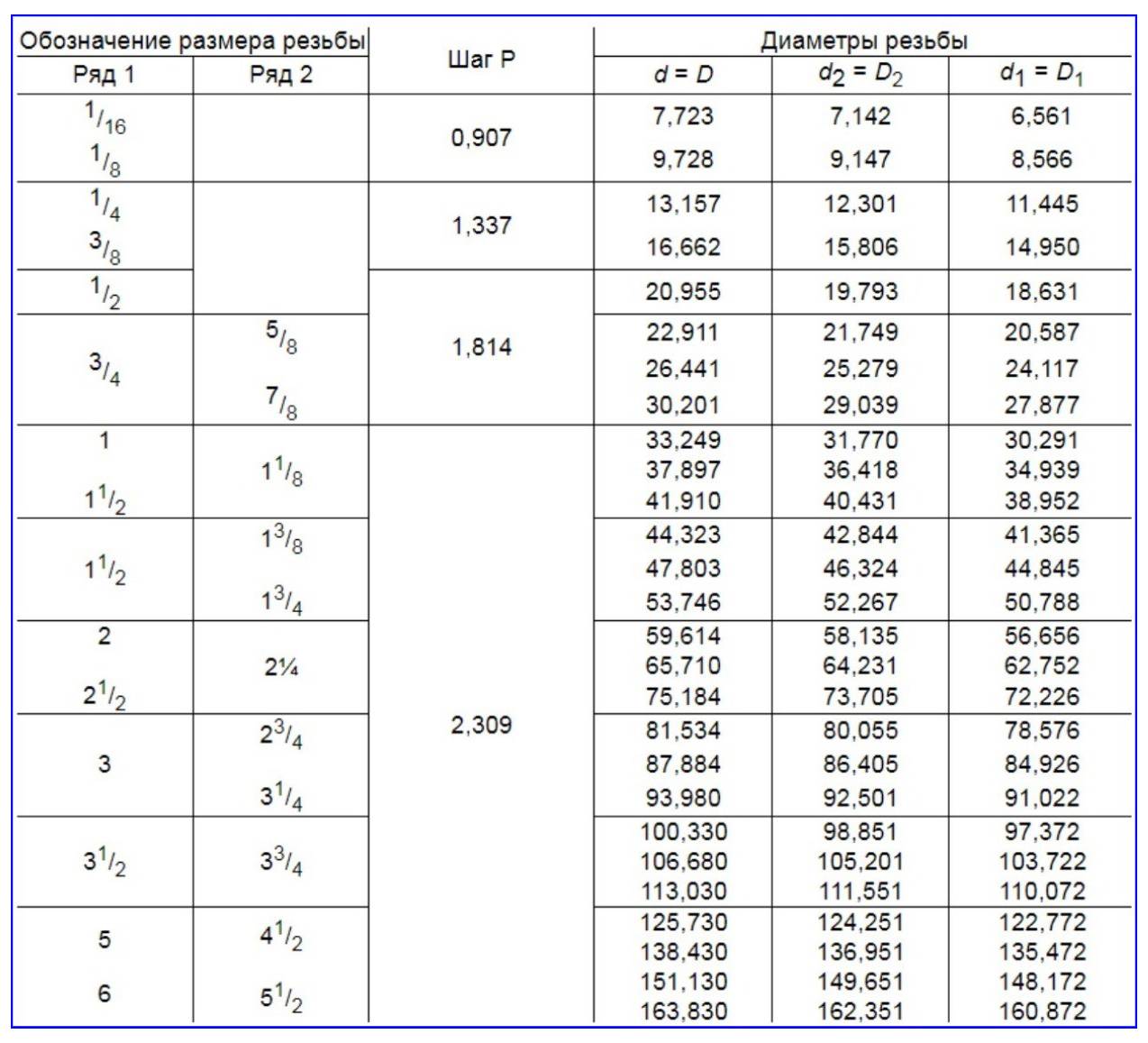
Трубная цилиндрическая резьба нашла свое применение при сооружении трубопроводов. Производители выпускают изделия, на которых наносят резьбу от 1/16 до 6 дюймов. При этом, на один дюйм может быть нанесено до 28 до 11 ниток резьбы.
Трубная коническая резьба
Она этого вида применяется как крепежно-уплотняющая. Требования к ней определены в ГОСТ 6211-81. В этом документе говорится о том, что профиль должен соответствовать дюймовому профилю. Ее изготавливают на конусе с углом 1:16.
В основании лежит угол в 55⁰. Она обеспечивает герметичность соединения без применения, каких либо дополнительных приспособлений (шайб, герметиков и пр.). Использование этого вида соединения резко снижает время на сборку/разборку соединения. Ее можно встретить в системах подачи масла, топлива, пара и пр.
Дюймовая коническая резьба
Ее чаще все применяют для соединения элементов, входящих в топливные, масляные и другие трубопроводы. Еще не так давно, она была стандартизирована на основании дюймовой системы мер. В основании лежит треугольник с углом в 60 ⁰. Но, в последние годы, на практике стали чаще использовать конический профиль изготовленный на основании метрической системы мер.
ДОПУСКИ
3.1. Схемы полей допусков наружной и внутренней резьбы приведены на черт.2.
es – верхнее отклонение диаметров наружной резьбы;
ES – верхнее отклонение диаметров внутренней резьбы;
ei – нижнее отклонение диаметров наружной резьбы;
EI – нижнее отклонение диаметров внутренней резьбы;
– допуски диаметров d, d2, D1, D2
Черт.2
Отклонения отсчитывают от номинального профиля резьбы в направлении перпендикулярном оси резьбы.
3.2. Допуски среднего диаметра резьбы устанавливают двух классов точности – A и B.
Допуски среднего диаметра резьбы являются суммарными.
Допуски диаметров d1 и D не устанавливаются.
3.3. Числовые значения допусков диаметров наружной и внутренней резьбы должны соответствовать приведенным в табл.3.
Таблица 3
| Обозначение размера резьбы | Шаг P, мм | Наружная резьба | Внутренняя резьба | ||||
| Диаметры резьбы | |||||||
| d | d2 | D2 | D1 | ||||
| Допуски, мкм | |||||||
| Td | Td2 | TD2 | TD1 | ||||
| Класс A | Класс B | Класс A | Класс B | ||||
| 1/16 | 0,907 | 214 | 107 | 214 | 107 | 214 | 282 |
| 1/8 | 214 | 107 | 214 | 107 | 214 | 282 | |
| 1/4 | 1,337 | 250 | 125 | 250 | 125 | 250 | 445 |
| 3/8 | 250 | 125 | 250 | 125 | 250 | 445 | |
| 1/2 | 142 | 284 | 142 | 284 | 541 | ||
| 5/8 | 1,814 | 284 | 142 | 284 | 142 | 284 | 541 |
| 3/4 | 284 | 142 | 284 | 142 | 284 | 541 | |
| 7/8 | 284 | 142 | 284 | 142 | 284 | 541 | |
| 360 | 360 | 360 | 640 | ||||
| 1⅛ | 2,309 | 360 | 180 | 360 | 180 | 360 | 640 |
| 1¼ | 360 | 180 | 360 | 180 | 360 | 640 | |
| 1⅜ | 2,309 | 180 | 360 | 180 | 360 | ||
| 1½ | 360 | 180 | 360 | 180 | 360 | 640 | |
| 1¾ | 360 | 180 | 360 | 180 | 360 | 640 | |
| 2 | 360 | 180 | 360 | 180 | 360 | 640 | |
| 2¼ | 217 | 434 | |||||
| 2½ | 434 | 217 | 434 | 217 | 434 | 640 | |
| 2¾ | 434 | 217 | 434 | 217 | 434 | 640 | |
| 3 | 434 | 434 | 217 | 640 | |||
| 3¼ | 434 | 217 | 434 | 217 | 434 | 640 | |
| 3½ | 434 | 217 | 434 | 217 | 434 | 640 | |
| 3¾ | 434 | ||||||
| 4 | 434 | 217 | 434 | 217 | 434 | 640 | |
| 4½ | 434 | 217 | 434 | 217 | 434 | 640 | |
| 5 | 434 | 640 | |||||
| 5½ | 434 | 217 | 434 | 217 | 434 | 640 | |
| 6 | 434 | 217 | 434 | 217 | 434 | 640 |
Примечание. Числовые значения допусков установлены эмпирически.
3.4. Длины свинчивания подразделяют на две группы: нормальные N и длинные L.
Длины свинчивания, относящиеся к группам N и L, приведены в табл.4.
Таблица 4Размеры в мм
| Обозначение размера резьбы | Шаг P | Длина свинчивания | |
| N | L | ||
| 1/16 | 0,907 | Св. 4 до 12 | Св. 12 |
| 1,337 | Св. 5 до 16 | Св. 16 | |
| 1,814 | Св. 7 до 22 | Св. 22 | |
| 1⅛ | 2,309 | Св. 10 до 30 | Св. 30 |
| 1¼ | |||
| 1⅜ | |||
| 1½ | 2,309 | Св. 12 до 36 | Св. 36 |
| 1¾ | |||
| 2 | |||
| 2¼ | |||
| 2½ | |||
| 2¾ | |||
| 3 | |||
| 3¼ | 2,309 | Св. 13 до 40 | Св. 40 |
| 3½ | |||
| 3¾ | |||
| 4 | |||
| 4½ | |||
| 5 | |||
| 5½ |
Примечание. Числовые значения длин свинчивания установлены эмпирически.
3.5. Допуск резьбы, если нет особых оговорок, относится к наибольшей нормальной длине свинчивания N, указанной в табл.4, или ко всей длине резьбы, если она меньше наибольшей нормальной длины свинчивания.
3.6. Допуски среднего диаметра внутренней резьбы по настоящему стандарту, предназначенной для соединения с наружной конической резьбой по ГОСТ 6211-81 должны соответствовать классу точности A.
При этом конструкция деталей с внутренней цилиндрической резьбой должна обеспечивать ввинчивание наружной конической резьбы на глубину не менее указанной в ГОСТ 6211-81.
3.7. Числовые значения предельных отклонений диаметров наружной и внутренней резьбы должны соответствовать указанным в табл.5.
Таблица 5
| Обозначение размера резьбы | Шаг P, мм | Наружная резьба | Внутренняя резьба | ||||||||||
| Диаметры резьбы | |||||||||||||
| d | d2 | d1 | D | D2 | D1 | ||||||||
| Предельные отклонения, мкм | |||||||||||||
| es | ei | es | ei | es | EI | ES | EI | ES | EI | ||||
| Класс A | Класс B | Класс A | Класс B | ||||||||||
| 1/16 | 0,907 | -214 | -107 | -214 | +107 | +214 | +282 | ||||||
| 1/8 | – 214 | -107 | -214 | +107 | +214 | +282 | |||||||
| 1/4 | 1,337 | – 250 | – 125 | -250 | +125 | +250 | +445 | ||||||
| 3/8 | -250 | -125 | -250 | +125 | +250 | +445 | |||||||
| 1/2 | – 284 | -142 | -284 | +142 | +284 | +541 | |||||||
| 5/8 | 1,814 | -284 | -142 | -284 | +142 | +284 | +541 | ||||||
| 3/4 | -284 | -142 | -284 | +142 | +284 | +541 | |||||||
| 7/8 | -284 | -142 | -284 | +142 | +284 | +541 | |||||||
| 1 | -360 | -180 | -360 | +180 | +360 | +640 | |||||||
| 1⅛ | -360 | -180 | -360 | +180 | +360 | +640 | |||||||
| 1¼ | -360 | -180 | -360 | +180 | +360 | +640 | |||||||
| 1⅜ | -360 | -180 | -360 | +180 | +360 | +640 | |||||||
| 1½ | 2,309 | -360 | -180 | -360 | +180 | +360 | +640 | ||||||
| 1¾ | -360 | -180 | -360 | +180 | +360 | +640 | |||||||
| 2 | -360 | -180 | -360 | +180 | +360 | +640 | |||||||
| 2¼ | -434 | -217 | -434 | +217 | +434 | +640 | |||||||
| 2½ | – 434 | -217 | -434 | +217 | +434 | +640 | |||||||
| 2¾ | -434 | -217 | -434 | +217 | +434 | +640 | |||||||
| 3 | -434 | -217 | -434 | +217 | +434 | +640 | |||||||
| 3¼ | -434 | -217 | -434 | +217 | +434 | +640 | |||||||
| 3½ | -434 | -217 | -434 | +217 | +434 | +640 | |||||||
| 3¾ | -434 | -217 | -434 | +217 | +434 | +640 | |||||||
| 4 | 2,309 | -434 | -217 | -434 | +217 | +434 | +640 | ||||||
| 4½ | -434 | -217 | -434 | +217 | +434 | +640 | |||||||
| 5 | -434 | -217 | -434 | +217 | +434 | +640 | |||||||
| 5½ | -434 | -217 | -434 | +217 | +434 | +640 | |||||||
| 6 | -434 | -217 | -434 | +217 | +434 | +640 |
Примечание. Нижнее отклонение внутреннего диаметра d1 и верхнее отклонение наружного диаметра D не устанавливаются.
3.8. Предельные отклонения среза вершин и впадин наружной и внутренней резьбы приведены в справочном приложении.

Виды стальных труб по способу их производства

Электросварные (прямошовные)Для их изготовления применяют штрипс или листовую сталь, которые на специальном оборудовании изгибаются в нужном диаметре, а затем концы соединяются с помощью сварки. Воздействие электросварки гарантирует минимальную ширину шва, что делает возможным их применение для сооружения газопроводов или водопроводов
Металл в большинстве случаев углеродистый или низколегированный. Показатели готовых изделий регламентируются следующими документами: ГОСТ 10704-91, ГОСТ 10705-80 ГОСТ 10706-76
При этом обратите внимание, что труба, изготовленная согласно стандарту 10706-26 отличается максимальной прочностью среди себе подобных – после создания первого соединительного шва он укрепляется еще четырьмя дополнительными (2 внутри и 2 снаружи). В нормативной документации указываются диаметры изделий, произведенных путем электросварки
Их величина от 10 до 1420 мм.
СпиральношовныеМатериалом для производства служит сталь в рулонах
Продукция также характеризуется наличием шва, но в отличие от предыдущего способа производства он шире, а значит, способность выдерживать высокое внутреннее давление ниже. Поэтому их не применяют для сооружения газопроводных систем. Регламентируется конкретный вид труб ГОСТом под номером 8696-74.
БесшовныеПроизводство конкретного вида подразумевает деформацию специально подготовленных заготовок из стали. Процесс деформации может выполняться как под воздействием высоких температур, так и холодным способом (ГОСТ 8732-78, 8731-74 и ГОСТ 8734-75 соответственно). Отсутствие шва положительно сказывается на прочностных характеристиках – внутреннее давление равномерно распределяется по стенкам (нет «ослабленных» мест). Что касается диаметров, то нормативы контролируют их изготовление со значением до 250 мм. Покупая продукцию с размерами, превышающими указанные, приходится рассчитывать только на добросовестность производителя.
Вашему вниманию ещё пара отличных слайдов креативной рекламы производителя труб:
Как определить диаметр и вид нарезки
При подборе совместимого резьбового соединения к существующему изделию требуется определить его параметры. Это можно сделать следующими путями:
- Использовать мерные калибры. Специальные калиброванные плоские гребенки вставляют по очереди в витки профиля, пока не добьются полного совпадения профилей. Для определения параметров внутренней резьбы применяют цилиндрические калибры. На каждом калибре выгравировано обозначение профиля, к которому он подходит.
- Измерить параметры штангенциркулем диаметр и шаг, определить профиль по таблицам.
Измерения резьбы для труб следует проводить высокоточным поверенным инструментом до сотых долей миллиметра.
Трубная резьба различается по следующим параметрам:
- Система измерения диаметра: метрическая и дюймовая резьба
- Направление резьбы: правая, левая
- Расположение резьбы: наружная, внутренняя
- Число заходов: однозаходная, многозаходная
- Назначение: крепежная, крепежно-уплотнительная, ходовая, специальная и т.п.
Основными характеристиками резьбы на трубах являются:
- Внешний диаметр
- Внутренний диаметр
- Шаг – расстояние между соседними витками
- Ход — расстояние, на которое переместится крепеж в продольном направлении за один полный оборот. При однозаходной накатке ход равен шагу, при многозаходной — шагу, умноженному на число заходов.
Метрическая резьба
Метрическая резьба характеризуется измерением основных параметров в миллиметрах, по ГОСТу ей соответствует маркировка «М». Широко применяется в диаметрах от 1 до 600 мм и шагом 0,25 до 6 мм. Профиль метрической резьбы представляет собой равносторонний треугольник с углом при вершине в 60° c теоретической высотой Н-0,866025404. Основные размеры метрической резьбы в настоящее время определяются по действующему ГОСТ 24705-2004, принятому Межгосударственным советом по стандартизации, метрологии и сертификации, а также национальными органами по стандартизации Российской Федерации, Азербайджана, Армении, Беларуси, Грузии, Казахстана, Кыргызстана, Молдовы, Таджикистана, Туркменистана, Узбекистана, Украины.
Дюймовая резьба
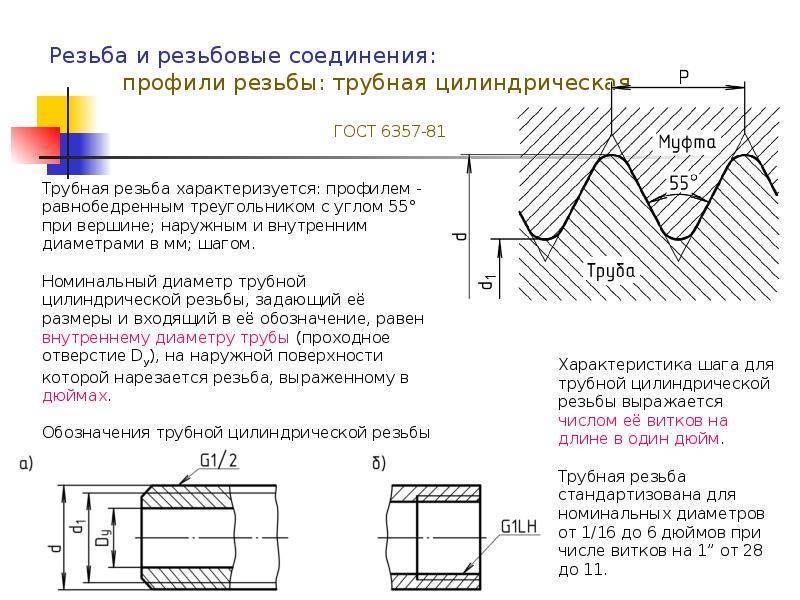
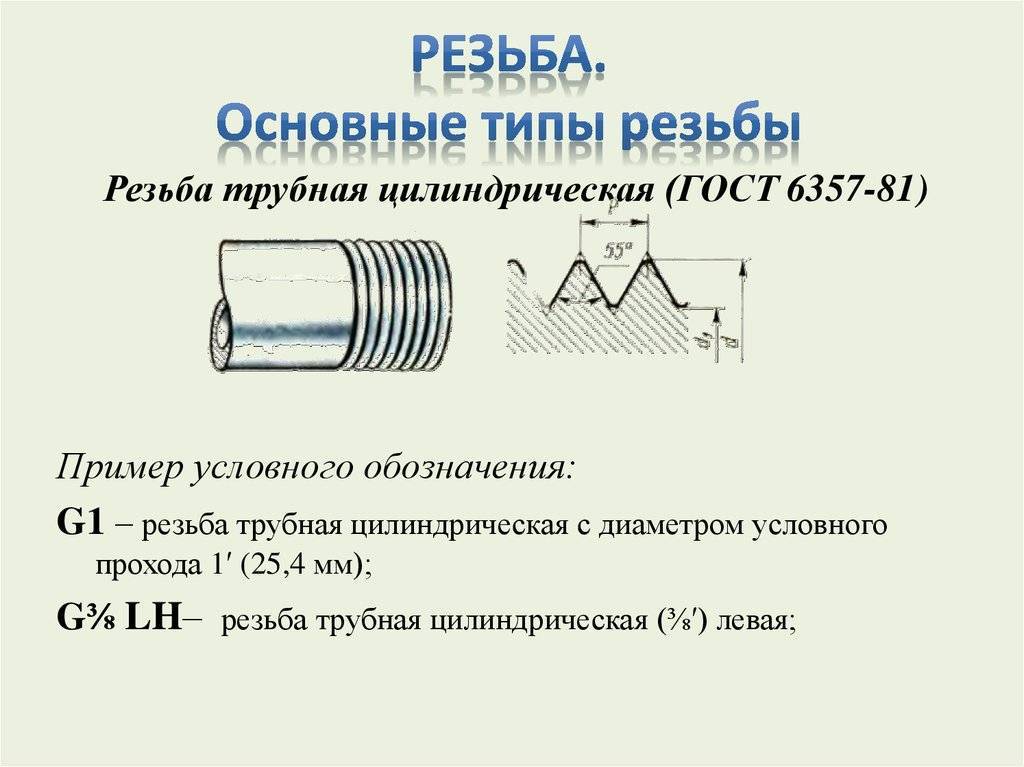
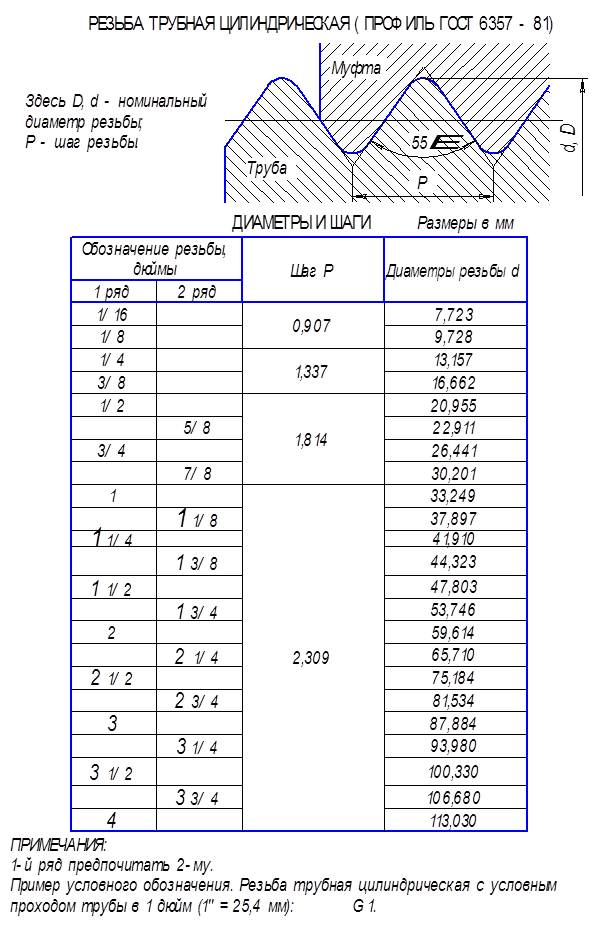
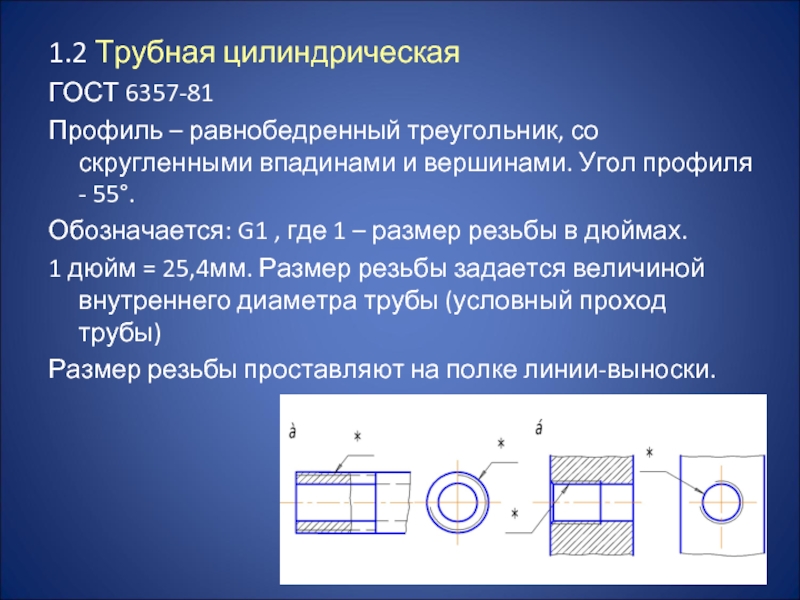
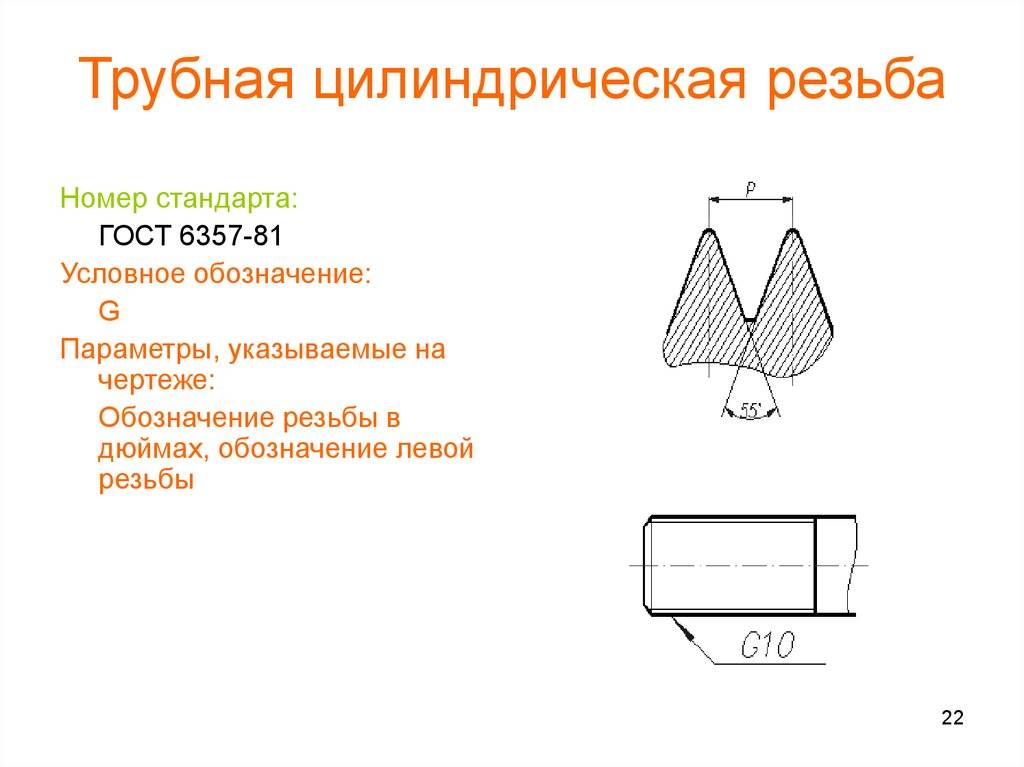
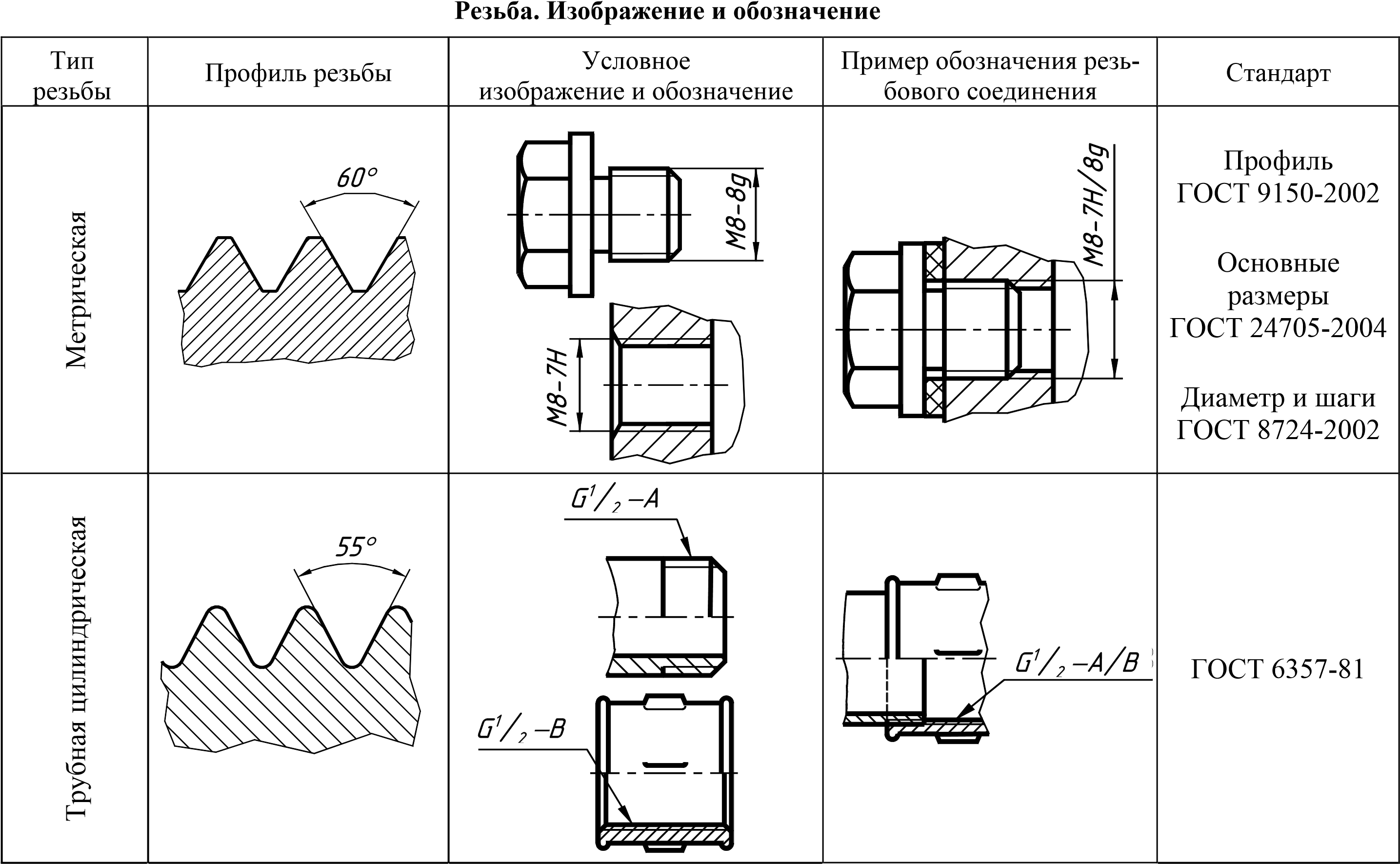
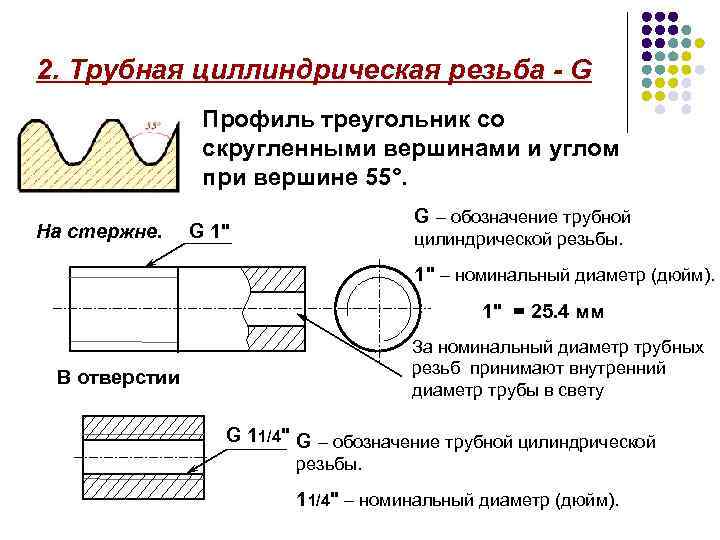
При дюймовой резьбе все параметры выражаются в дюймах, по ГОСТу обозначается «Тр». Дюймовая резьба основана на британском стандарте резьбы BSW (British Standart Whitworth), запатентованному английским инженером Уитвортом еще в 1841 году, и соответствует стандарту BSPT (British standart pipe thread). Один дюйм равен 2,54 см, а графическим символом дюйма является двойной штрих справа и сверху от числа (1″ = 1 дюйм). При дюймовой трубной резьбе размер обозначает внутренний диаметр трубы, а не наружный. Вариантов шагов — четыре: 28, 19, 14 и 11 ниток на дюйм. Дюймовые профили отличаются более острыми гребнями и впадинами с углами в 55° и теоретической высотой Н=0,960491, при этом вершины зубцов скруглены. Совместить метрическую и дюймовую резьбу в одном соединении невозможно, для этого необходим специальный переходник. Размер трубной дюймовой резьбы определяется по действующему ГОСТ 6357-81 «Основные нормы взаимозаменяемости» .
ОБОЗНАЧЕНИЯ РЕЗЬБЫ
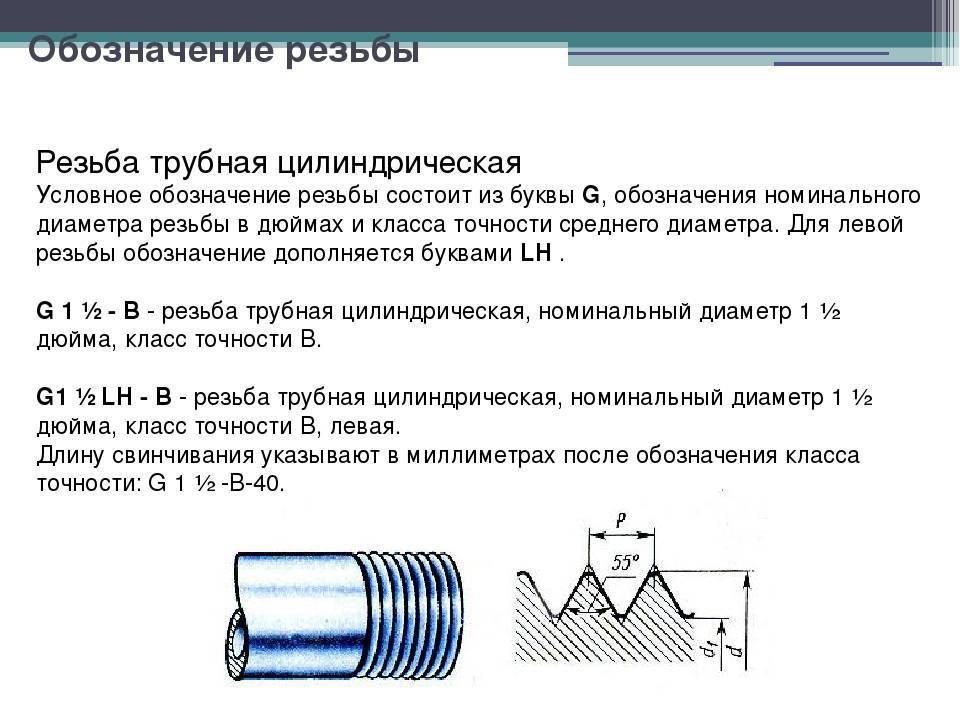
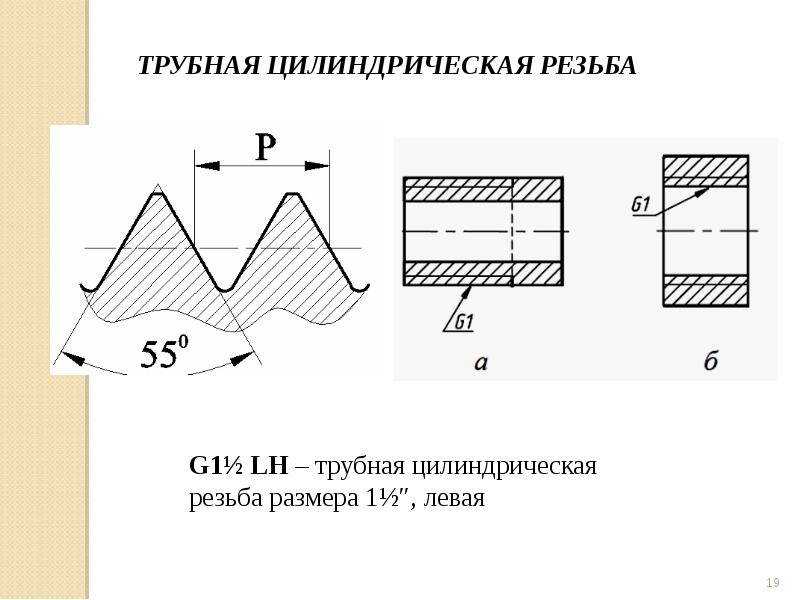
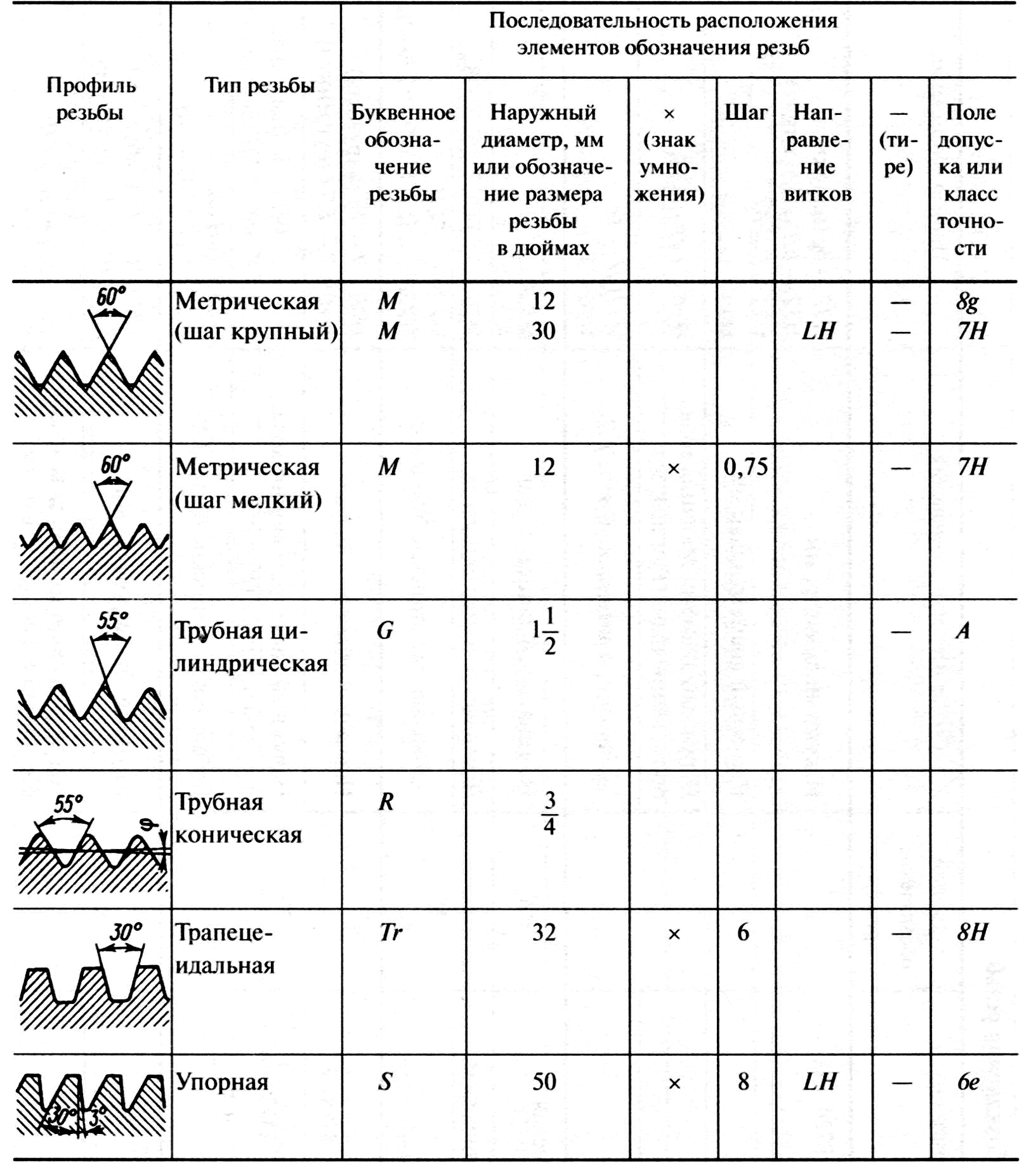
4.1. В условное обозначение трубной цилиндрической резьбы должны входить:
буква G, обозначение размера резьбы и класс точности среднего диаметра. Условное обозначение для левой резьбы дополняется буквами LH.
Примеры условного обозначения резьбы:
класса точности A: G1½ − A
левой резьбы класса точности B: G1½LH − B
4.2. Длина свинчивания N в обозначении резьбы не указывается.
Длина свинчивания L указывается в миллиметрах.

4.3. Посадка обозначается дробью, в числителе которой указывают обозначение класса точности внутренней резьбы, а в знаменателе – обозначение класса точности наружной резьбы.
Пример: G1½ − A/A
G1½LH − A/B
4.4. Соединение внутренней трубной цилиндрической резьбы класса точности A по настоящему стандарту с наружной трубной конической резьбой по ГОСТ 6211-81 обозначается следующим образом:
Пример:
G/R 1½ − A или G/R 1½ − A
Ключевые характеристики нарезок
Основными характеристиками любой резьбы, в том числе и для труб, являются:
- Шаг (P, pitch)- расстояние между соседними витками.
- Внешний диаметр.
- Внутренний диаметр.
- Ход — расстояние, на которое переместится крепеж в продольном направлении за один полный оборот. Для однозаходной накатки ход равен шагу, для многозаходной — шагу, умноженному на число заходов.

Диаметр дюймовой резьбы
Этих данных достаточно для подбора совместимого фитинга или арматуры в магазине. Для изготовления резьбового соединения на токарно-винторезном или фрезером станке понадобятся и другие характеристики резьбы, такие, как углы наклона профиля и другие.
Резьбы применяемые в быту
При строительстве домов и ремонте квартир самой распространенной дюймовой трубной резьбой являются:
- ½ и ¼ – с шагом 14 витков/дюйм (или с шагом 1,814 мм)
- а также:1, 1¼, 1½, 2 с шагом 11 витков/дюйм (или с шагом 2,309 мм)
Реже применяется сантехническая круглая резьба, или профиль Эдисона. Шаг в 11 витков/дюйм сохраняется на трубах диаметром от 2 до 6 дюймов.  Труба в ½ – это основной диаметр для внутридомовой и внутриквартирной разводки, она обеспечивает достаточный напор воды из магистрали, большинство смесителей для ванн, унитазов, душевых кабин, стиральных и посудомоечных машин рассчитано именно на этот присоединительный размер. Трубы ¼ дюйма применяют для последних метров разводки к сантехническим приборам, не требующим большого напора и расхода, например, смесители для раковин. Трубы ¾ дюйма применяют на вводе в квартиру или на раздающем коллекторе насосной станции локальной системы водоснабжения. Трубы в 1 и в 1 ½ дюйма применяются намного реже, при строительстве больших коттеджей, оснащенных бассейнами.
Труба в ½ – это основной диаметр для внутридомовой и внутриквартирной разводки, она обеспечивает достаточный напор воды из магистрали, большинство смесителей для ванн, унитазов, душевых кабин, стиральных и посудомоечных машин рассчитано именно на этот присоединительный размер. Трубы ¼ дюйма применяют для последних метров разводки к сантехническим приборам, не требующим большого напора и расхода, например, смесители для раковин. Трубы ¾ дюйма применяют на вводе в квартиру или на раздающем коллекторе насосной станции локальной системы водоснабжения. Трубы в 1 и в 1 ½ дюйма применяются намного реже, при строительстве больших коттеджей, оснащенных бассейнами.
Черчение
Самую большую группу разъемных соединений составляют резьбовые соединения. Их можно разделить на два типа:
соединения, осуществляемые непосредственным свинчиванием деталей без применения специальных соединительных частей (рис. 195, о);
соединения, осуществляемые с помощью специальных крепежных деталей — болтом, винтом, шпилькой, гайкой и т. д. (рис. 195, б).
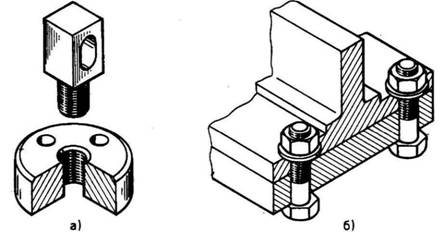
Рис. 195. Основные виды резьбовых соединений: а — непосредственным свинчиванием; б — с помощью болта

Все резьбовые соединения осуществляются с помощью резьбы.
Резьба — это поверхность, образованная при винтовом движении плоского контура по цилиндрической (конической) поверхности.
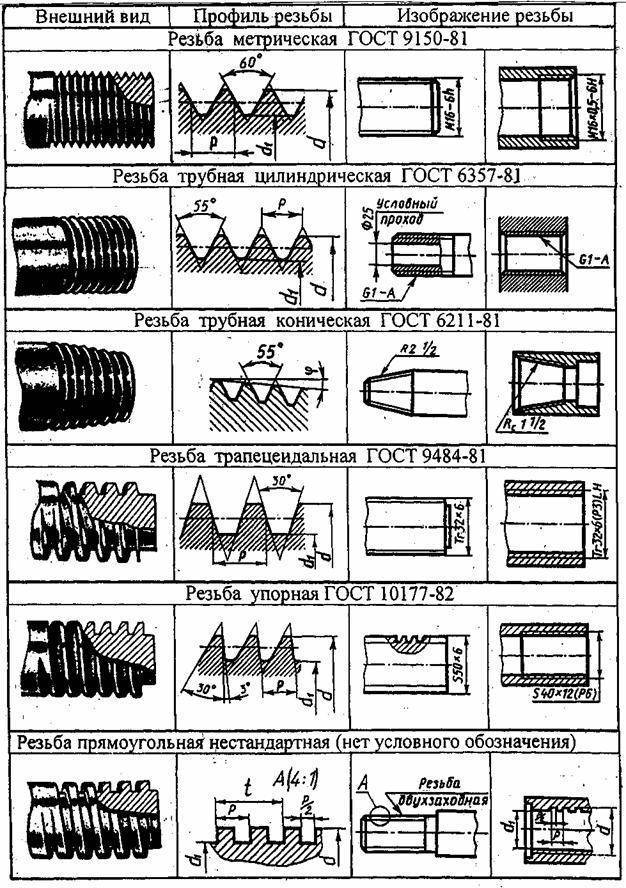
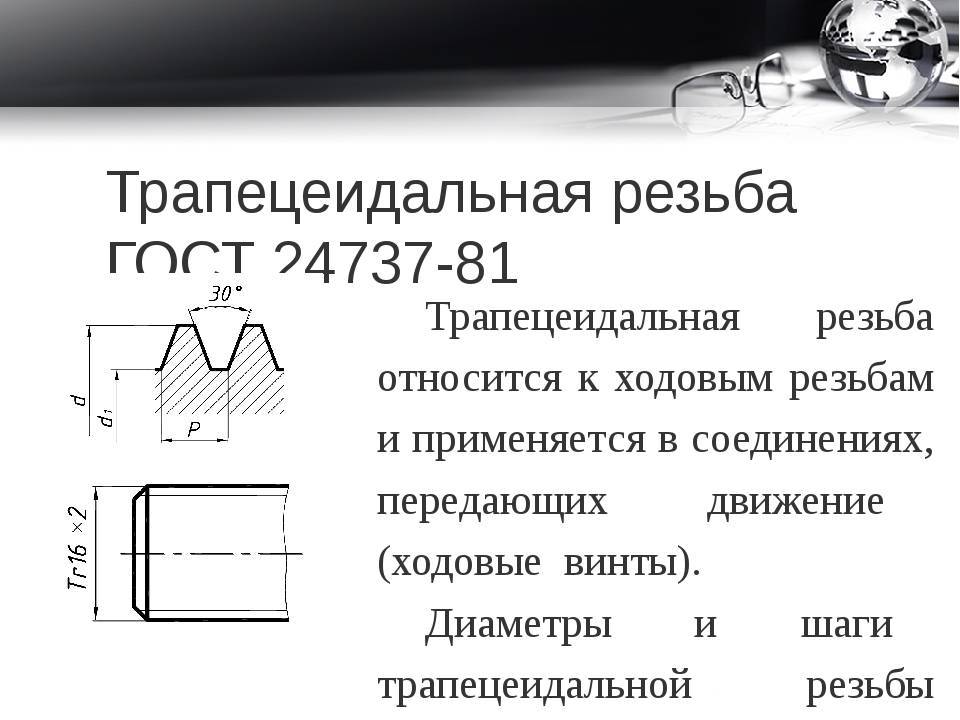
Резьбы делят на три типа в зависимости от назначения: крепежные резьбы, применяемые для свинчивания и соединения деталей с помощью крепежных изделий; крепежно-уплотинтельные резьбы, применяемые для плотных соединений труб с помощью специальных переходных деталей, называемых фитингами (муфтами); ходовые резьбы, которые служат для преобразования вращательного движения в поступательное (например, домкрат, ручной пресс, кузнечный пресс и т. д.) или, наоборот, поступательного во вращательное (например, в автоматических отвертках).
Резьба характеризуется различными параметрами, основные из которых приведены в таблице 13.
13. Изображение основных параметров резьбы на чертежах




Примечание: параметры резьбы — профиль, внутренний диаметр d1 — на чертежах не обозначаются (кроме прямоугольной резьбы); наружный диаметр d наносится после условного обозначения типа резьбы (кроме прямоугольной); шаг резьбы P проставляется после обозначения наружного диаметра резьбы для ходовых резьб и на изображении профиля прямоугольной резьбы; длина резьбы l наносится по правилам простановки размеров.
Для условного изображения резьбы на чертеже существуют определенные правила.
Наружный диаметр резьбы на стержне (на виде спереди и слева) изображают сплошной основной линией, а внутренний диаметр — сплошной тонкой. На виде слева не показывают фаску с тем, чтобы можно было условно изобразить резьбу окружностью, разомкнутой на одну четверть и проведенной сплошной тонкой линией, диаметр которой равен внутреннему диаметру резьбы
Обратите внимание на то, что один конец дуги окружности не доводится до центровой линии приблизительно на 2 мм, а другой ее конец пересекает вторую центровую линию на такую же величину
Метрическая резьба обозначается следующим образом: вначале дается условный знак резьбы М, затем указывается размер наружного диаметра, шаг резьбы, если он мелкий (крупный шаг не обозначается). Например, запись М 20×1,5 означает, что нарезана метрическая резьба диаметром 20 мм с мелким шагом, равным 1,5 мм.
Классификация резьбы
Резьба представляет собой набор канавок, которые имеют такие постоянные размеры, как величина сечения и шаг. Наносятся эти канавки на поверхности цилиндрической или же конической форм.
Применяется такое изобретение для создания винтовой стыковки, то есть такого соединения, в котором гребни одной детали находятся в канавках другой. Кроме того нарезка применяется для организации винтовых зубчатых передач. По большей части используются такие передачи в автомобилях, а также во многих инженерных конструкциях и сооружениях.
Имеет следующие параметры:
- Диаметр (миллиметры для метрической системы счисления и дюймы для эмпирической);
- Расположение, то есть внутреннее и наружное;
- Профиль поверхности, на которую нанесена;
- Число заходов;
- Направление (правая и левая);
- И некоторые другие.
Достоинства и недостатки резьбовых соединений
Соединения, получаемые с ее помощью, пожалуй, самые распространенные среди разъемных. В отличие от прочих видов разъемных соединений они обладают следующими достоинствами:
- надежностью;
- простотой монтажа и демонтажа;
- низкой стоимостью, которая обусловлена унификацией и массовым изготовлением крепежных деталей. Для производства применяют как точение, так и накатку.
Это соответственно снижает прочностные параметры соединения. Довольно, часто, в узлах, где использована резьба, приходится применять дополнительные устройства для предотвращения самораскручивания. Разумеется, средства стопорения применяют исходя из назначения узла, например, колесо автомобиля.
Размеры сгонов согласно ГОСТ
Диаметр стальных сгонов в точности соответствует размерам монтируемого трубопровода. Вес сгонов стальных зависит от их длины. Размеры стандартизованы и приведены ниже в таблице.
| Условный проход, мм | Тип резьбы | Наружный диаметр, дюйм | Длина короткой части, мм | Длина длинной части, мм | Общая длина, мм | Масса, г |
| 10 | Трубная | ¼ | 8 | 40 | 90 | 62 |
| 15 | Трубная | ½ | 9 | 42 | 110 | 94 |
| 20 | Трубная | ¾ | 10,5 | 45 | 120 | 134 |
| 25 | Трубная | 1 | 11 | 50 | 130 | 243 |
| 32 | Трубная | 1 ¼ | 13 | 55 | 140 | 336 |
| 40 | Трубная | 1 ½ | 15 | 60 | 150 | 463 |
| 50 | Трубная | 2 | 17 | 65 | 160 | 608 |
По требованию заказчика сгоны могут быть изготовлены с условным проходом 65 и 80 мм .
Виды труб для изготовления
Трубы, использующиеся на водопроводах, системах отопления, газопроводах называется водогазопроводными (ВГП). Использование стальных труб ВГП с различной толщиной стенки обуславливается условиями эксплуатации. Различают следующие типы изделий:
Масса изделий зависит от типа используемой трубы. Для изготовления используются стальные трубы ГОСТ 3262-2010.
| Наружный диаметр, дюйм | Стенка трубы от типа сгона, мм | Масса от типа сгона, кг | ||||
| легкие | обыкновенные | усиленные | легкие | обыкновенные | Усиленные | |
| ¼ | 2 | 2,2 | 2,8 | 0,132 | 0,143 | 0,175 |
| ½ | 21,3 | 2,5 | 2,8 | 0,207 | 0,229 | 0,256 |
| ¾ | 2,5 | 2,8 | 3,2 | 0,268 | 0,297 | 0,333 |
| 1 | 2,8 | 3,2 | 4 | 0,379 | 0,428 | 0,521 |
| 1 ¼ | 2,8 | 3,2 | 4 | 0,489 | 0,553 | 0,677 |
| 1 ½ | 3 | 3,5 | 4 | 0,596 | 0,688 | 0,777 |
| 2 | 3 | 3,5 | 4,5 | 0,762 | 0,874 | 1,103 |





