

Конструктивные особенности ленточных пил
- , которая обладает твердостью от 40 до 46 HRC.
Элементы зубца.
- . При разделке дешевого дерева данный момент не столь заметен, но при резке ценных и экзотических сортов древесины он важен критически.
- . При этом ленточный инструмент работает быстро и создает рез высокого качества.
- .
Профиль, зубья и угол заточки
Международная классификация профилей зубьев.
Ленточные приспособления имеют разную геометрию зубчиков, что зависит от вида и характеристик разрезаемых материалов. Инструмент для древесины может быть столярным и делительным. Есть и третий тип, предназначенный для распилки бруса, бревен. Все эти подвиды имеют свои параметры и форму зубчиков.
Угол заточки ленточных пил по дереву выбирается компанией-производителем исходя из нескольких моментов. Главный из них – чем материал тверже, тем передний угол должен быть меньше. Ниже приведена таблица с основными параметрами пил.
| Характеристики пилы | Столярные приспособления (1 профиль) | Делительные аналоги | Для распила бревен и брусьев (4 профиль) | |
| 2 профиль | 3 профиль | |||
| Толщина у полотна, в мм | 0.6-0.9 | 0.9-1.2 | 0.9-1.2 | 1.4-2.2 |
| Ширина у полотна, в мм | 10-60 | 50-175 | 50-175 | 230-350 |
| Шаг зубчиков, в мм | 6-12 | 30-50 | 30-50 | 50-80 |
| Высота зубчиков, в мм | 2-6.5 | 9-13 | 7.5-15 | 16-24 |
| Радиус округления у впадины, в мм | 1.5-2.5 | 3-4 | 3-4 | 5-8 |
| Угол задний, в град. | 35 | 20 | 15 | 12 |
| Угол заточки, в град. | 50 | 45 | 45 | 53 |
| Угол передний, в град. | 5 | 25 | 30 | 25 |
Подготовка приспособления к работе
В ходе постоянного использования инструмента неизбежно понижение качества режущей кромки. Она затупляется, а ширина разведения зубьев уменьшается. Исходя из этого, заточка пилы по дереву и ее разводка являются необходимыми составляющими технического обслуживания ленточнопильного станка.
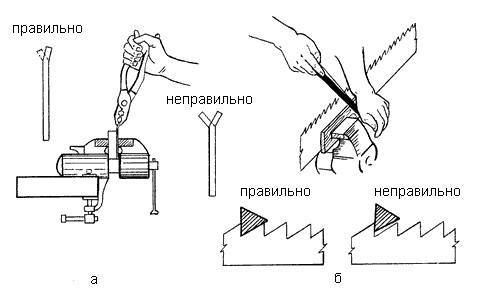
Следует учесть, что разводку зубьев следует осуществлять до их заточки, а не наоборот.
Разводка инструмента

Применение разводного станка.
Разводка представляет собой процесс отгибания зубчиков по сторонам. Данная операция нужна для того, чтобы полотно пилы не зажимало в заготовке, а также для уменьшения трения при работе.
Есть 3 основные типа разведения.
- При классическом методе зубчики отгибаются влево-вправо в строгой очередности.
- При зачищающем способе каждый третий из зубьев остается в исходной позиции. Он оптимален для приспособлений, предназначенных для резки особенно твердых сортов древесины.
- При волнистой разводке каждому зубу придается своя отдельная величина отгиба. В этом случае профиль полотна приобретает вид волны. Данный метод наиболее сложен.
Заточка пилы
Эльборовые круги, имеющие разную форму.
Перед тем, как заточить пильный диск по дереву либо ленточный инструмент, учтите, что более 80% инцидентов с порчей приспособлений (в том числе их разрыв) происходят вследствие несоблюдения норм работы.
Нужда в операции определяется зрительно
При этом следует обратить внимание на состояние зубчиков и качество стенок разреза (например, увеличенную их шероховатость). Круги для точки ленточного инструмента избираются, исходя из степени твердости зубчиков
Для работы с приспособлениями из инструментальной стали необходимы корундовые диски
Пилы биметаллические точат на боразоновых либо алмазных кругах. Форму наждака для ленточных приспособлений надо выбирать, отталкиваясь от их параметров. Известны круги чашечные, профильные, тарельчатые, плоские. Перед осуществлением операции необходимо пилу вывернуть и дать ей повисеть в таком положении около 10-12 часов
Для работы с приспособлениями из инструментальной стали необходимы корундовые диски. Пилы биметаллические точат на боразоновых либо алмазных кругах. Форму наждака для ленточных приспособлений надо выбирать, отталкиваясь от их параметров. Известны круги чашечные, профильные, тарельчатые, плоские. Перед осуществлением операции необходимо пилу вывернуть и дать ей повисеть в таком положении около 10-12 часов.
Ручное обслуживание инструмента.
Схема заточки пилы по дереву должна учитывать нижеследующие положения.
- Снятие металла по профилю зубцов должно быть равномерным.
- Излишний нажим заточного приспособления должен быть пресечен. Он может вести к отжигу.
- Профиль полотна и высота зубцов должны оставаться неизменными.
- Должно быть обеспечено жидкостное охлаждение при осуществлении операции.
- Заусенцев на зубчиках возникать не должно.
Методы затачивания
На фото автоматическая полнопрофильная заточка.
Готовить инструмент к работе можно при помощи специальных заточных приспособлений (например, станков с разными по материалу и форме кругами) либо вручную. Перед тем, как правильно заточить пилу по дереву, следует изучить основные методы проведения этой операции.
Первый способ – это полнопрофильное затачивание.
- Он самый качественный, операция осуществляется на станке-автомате.
- Эльборовый наждак, выбранный точно по форме, проходит всю поверхность межзубцовой впадины заодно с сопутствующими плоскостями соседних зубцов одним движением.
- Создание угловатостей у вершин зубьев исключается полностью.
- Относительный минус подобного затачивания – это нужда иметь в своем распоряжении соответствующее число кругов для полотен, имеющих разные профили.

Инструмент, наточенный по граням.
Метод второй – это затачивание граней зубцов.
Делать это можно и вручную, и используя профессиональный станок.
- Выбрав станок, необходимо определиться с применяемым кругом. Как правило, он плоский. К специализированным заточным устройствам следует прибегать лишь тогда, когда предстоит много такой работы.
- В бытовых условиях заточку лучше всего осуществлять своими руками – на обычном механическом наждаке либо с помощью гравера. Осуществляя операцию, не забывайте о личной защите и используйте перчатки, маску или специальные очки.

Работа при помощи гравера.
- Когда гравера, станка, наждака у вас и ваших соседей нет, можно пилу ленточную наточить и традиционным народным методом – с помощью надфиля.
Самодельные насадки
Мастера давно научились многое делать своими руками. В интернете огромное разнообразие рамных конструкций, которые позволяют бензопилой распиливать бревна на доски. Есть простые варианты ручного типа, есть большие комплексы из станины, направляющих, с помощью которых двигается инструмент или поднимается/опускается бревно. Одна из них на видео ниже:
Обратите внимание, что конструкция собрана из металлических профилей, что делает ее надежной и устойчивой. При этом станок (по-другому его назвать просто нельзя) снабжен механическими редукторами, которые упрощают процессы перемещения ствола заготовки и бензопилы. Никаких усилий руками, достаточно покрутить рукоятку от редуктора
При этом толщину досок подгоняют поднятием бревна, а не бензиновым инструментом
Никаких усилий руками, достаточно покрутить рукоятку от редуктора. При этом толщину досок подгоняют поднятием бревна, а не бензиновым инструментом.









Другой вариант – это насадка, которая помогает делать рез не в горизонтальной плоскости, а в вертикальной. Конструкция простая, но работать с ней сложнее, потому что приходится прикладывать усилия, чтобы удерживать бензопилу. Дополнительно к приспособлению приходится готовить планку из металла или доски, которая крепится к бревну в продольном направлении. Именно на нее упирается рама-насадка, когда проводится распил.
К тому же этот вариант более опасный, потому что срезаемую доску ничего не держит. Она может при падении задеть ногу. Так что необходимо процесс проводить аккуратно. На видео ниже хорошо видно, как работает этот вариант.
Еще одна установка, которую изготовитель назвал кареткой. Для этого была изготовлена вот такая рамная конструкция из профильной трубы и нескольких колесиков, которые придадут устройству некоторую мобильность в плане перемещения вдоль ствола заготовки. Они же являются своеобразными упорами, не позволяющие смещаться бензопиле из стороны в сторону.
Каретка для резки бревен на доски
Дополнением к каретке используют обычную алюминиевую лестницу, выполняющую роль направляющего элемента. Ее крепят к бревну хомутами на гвозди или саморезы.
Крепление алюминиевой лестницы
Обратите внимание, что ширина лестницы должна совпадать с расстоянием между колесиками каретки, расположенными на разных ее торцах. Лестницу обязательно выставляют в горизонтальной плоскости строительным уровнем. Выравнивают подкладываемыми под нее разной толщины кусками досок
Выравнивают подкладываемыми под нее разной толщины кусками досок.
Приготовленную бензопилу с кареткой устанавливают на лестницу. Включают движок и руками толкают вдоль заготовки, срезая ее верхнюю часть.
Начало распиловочного процесса
Сбоку процесс виден лучше. Здесь видна каретка с колесиками, лестница, лежащее под ней бревно, как проводится процесс среза.
Конструкция приспособления данного типа достаточно сложна. Но из многих самодельных вариантов ручного типа она лучше, удобнее, надежнее. Появилась возможность регулировать высоту реза по горизонтали, устанавливая предварительно лестницу по горизонту.
Описание
Полотно ленточной пилы оснащено зубьями определенного профиля и формы. От конфигурации насечки зависит производительность, чистота реза, стабильность пропила. Точность разводки и одинаковая форма всех зубьев являются очень важным показателем полотна, обеспечивающим качество работы пилы. Ели хотя бы один зуб отличается от остальных, полотно может начать уводить в сторону, что станет причиной перегрева, появления волнистого пропила, выхода пилы из строя.
Заточной станок предназначен для обработки зубьев, придания им заданной формы и развода. После обработки все зубья получают абсолютно одинаковый профиль и разводку. Это обеспечивает точность реза, позволяет добиться от пилы высокой производительности, увеличивает срок службы полотна до расчетного значения.
Заточной станок работает в автоматическом режиме. От пользователя требуется лишь правильно установить полотно и выбрать нужный режим обработки. После этого остается лишь наблюдать за работой и вовремя остановить обработку (после прохождения полного круга).
Заточка пилы
Эльборовые круги, имеющие разную форму.
Перед тем, как заточить пильный диск по дереву либоленточныйинструмент, учтите, что более 80% инцидентов с порчей приспособлений (в том числе их разрыв) происходят вследствие несоблюдения норм работы.
Нужда в операции определяется зрительно
При этом следует обратить внимание на состояние зубчиков и качество стенок разреза (например, увеличенную их шероховатость). Круги для точки ленточного инструмента избираются, исходя из степени твердости зубчиков
Для работы с приспособлениями из инструментальной стали необходимы корундовые диски
Пилы биметаллические точат на боразоновых либо алмазных кругах. Форму наждака для ленточных приспособлений надо выбирать, отталкиваясь от их параметров. Известны круги чашечные, профильные, тарельчатые, плоские. Перед осуществлением операции необходимо пилу вывернуть и дать ей повисеть в таком положении около 10-12 часов
Для работы с приспособлениями из инструментальной стали необходимы корундовые диски. Пилы биметаллические точат на боразоновых либо алмазных кругах. Форму наждака для ленточных приспособлений надо выбирать, отталкиваясь от их параметров. Известны круги чашечные, профильные, тарельчатые, плоские. Перед осуществлением операции необходимо пилу вывернуть и дать ей повисеть в таком положении около 10-12 часов.
Ручное обслуживание инструмента.
Схема заточки пилы по дереву должна учитывать нижеследующие положения.
- Снятие металла по профилю зубцов должно быть равномерным.
- Излишний нажим заточного приспособления должен быть пресечен. Он может вести к отжигу.
- Профиль полотна и высота зубцов должны оставаться неизменными.
- Должно быть обеспечено жидкостное охлаждение при осуществлении операции.
- Заусенцев на зубчиках возникать не должно.
Процедура развода и заточки пилы
При выборе ленточной пилы для организации производственной деятельности путем обработки древесины достаточно много внимания уделяется тому, какими характеристиками обладает пила: размер, материал режущей кромки, технология производства и так далее. Однако стоит помнить о том, что в независимости от типа режущего элемента, развод и заточку приходится проводить периодически.
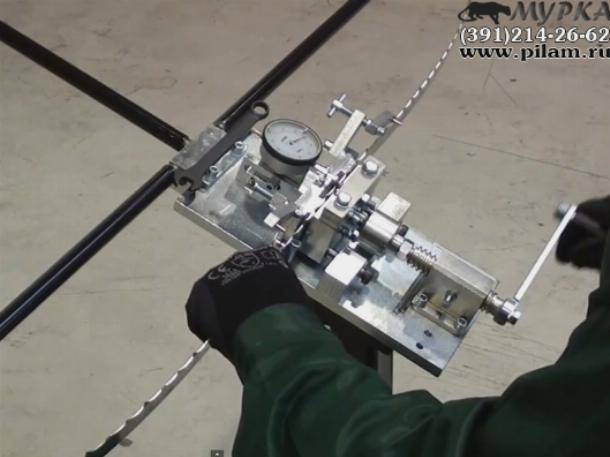
Для начала отметим, что самодельныйразводнойстанок для ленточных пил встречается крайне редко.
Это связано с нижеприведенными моментами:
От правильности проведения заточки и развода зависит эффективность работы оборудования
Если работа была выполнена не правильно, то пиление может проходить с быстрым износом зубьев.Важно проводить работу с максимальной точностью. Современные модели могут проводить заточку и разводку с точностью до 0,1 миллиметра
Столь высокая точность позволяет упростить пиление, сделать его более плавным.В зависимости от загруженности производственной косильной лески, проводить процедуру приходится с большой периодичностью
Поэтому разводной станок для ленточных пил должен работать быстро, весь процесс по возможности автоматизирован, что также исключает вероятность допущения брака при выполнении работы
Столь высокая точность позволяет упростить пиление, сделать его более плавным.В зависимости от загруженности производственной косильной лески, проводить процедуру приходится с большой периодичностью. Поэтому разводной станок для ленточных пил должен работать быстро, весь процесс по возможности автоматизирован, что также исключает вероятность допущения брака при выполнении работы.
В последнее время все чаще используется двухсторонний разводной станок для ленточных пил различных производителей.
Некоторые характеристики
- Ширина поперечного сечения разрезаемого материала.
- Максимальная длина отрезаемого материала.
- Размеры реза.
- Угол резания.
- Геометрические параметры ленточной пилы.
- Параметры скорости подачи и резания.
 Ленточнопильный горизонтальный станок AT-S LS-100. Фото AT-S
Ленточнопильный горизонтальный станок AT-S LS-100. Фото AT-S
Любое производство подразумевает наличие специализированного оборудования. Для резки литых, кованых, прокатных заготовок используют ленточнопильные станки. Профессионалы и любители уже оценили преимущества устройства за точный рез деталей, скорость, незначительные эксплуатационные расходы и безопасность.









Важно! Производители ленточнопильных станков относят оборудование к категории высокой мощности, которое используется при резке металла, древесины, полимерных и других материалов. Важным преимуществом оборудования является производительность, мощность и эффективность. Все типы станков отличаются высоким уровнем безопасности, так как движение режущего полотна всегда направлено в сторону рабочего стола, благодаря этому оператор располагается в защищенной зоне
Все типы станков отличаются высоким уровнем безопасности, так как движение режущего полотна всегда направлено в сторону рабочего стола, благодаря этому оператор располагается в защищенной зоне
Важным преимуществом оборудования является производительность, мощность и эффективность. Все типы станков отличаются высоким уровнем безопасности, так как движение режущего полотна всегда направлено в сторону рабочего стола, благодаря этому оператор располагается в защищенной зоне.
| Тип станка | Особенности | Преимущества | Недостатки | Где используются |
| Ручной | Разметку и крепеж заготовки выполняет рабочий, скорость опускания пильной рамы регулируется вручную. | Низкая стоимость, простота использования, присутствует функция резки под углом. | Срок службы режущего полотна сокращается из-за вибрации во время резки; отсутствует визуальный контроль за степенью натяжения полотна; нет возможности осуществлять контроль за давлением на деталь режущим полотном. | Небольшие производства, где осуществляют резку деталей из цветных металлов и нержавеющих сталей. |
| Автоматический | Автоматизированы все процессы, действия задаются с помощью программы, оснащены сенсорным экраном управления, могут быть переведены в режим ручной работы. | Круглосуточный режим работы без участия рабочего; угол вращения рамы 60 градусов; применяется материал любой твердости. | Высокая стоимость агрегата. | Используются в крупносерийном производстве. |
| Полуавтоматический | Автоматизированы процессы опускания, подъема пильной рамы, зажим заготовки и освобождение из тисков. | Регулировка скорости пилы; частичная автоматизация некоторых процессов резки, низкий уровень шума. | Присутствие оператора обязательно для контроля за процессом работы и подачи заготовок. | Оснащение мелкосерийных производств. |
Благодаря экономному энергопотреблению и низкой стоимости такие промышленные агрегаты сберегают средства предприятия. Поэтому при правильном выборе модели и соблюдении всех условий эксплуатации в этом устройстве не будет недостатков.
Как правильно заточить ленточную пилу
Сразу отметим, что если опыта и навыков выполнения таких работ нет, доверить заточку пил лучше профессионалам. Нарушение геометрии зубьев режущей кромки, появление окалины на металле или неправильная разводка заметно сокращают срок службы полотна.
Решив заточить ленточную пилу своими руками, нелишним будет предварительно ознакомиться с ключевыми определениями, знание которых может потребоваться в процессе работы. Итак, для правильного формирования режущей кромки потребуется:
- разводка – отклонение зубьев от плоскости основного полотна пилы;
- высота зубьев – расстояние между верхней точкой и основанием;
- шаг – расстояние между зубьями, обычно варьируется в пределах 19-25 мм.
- угол заточки – зависит от целевого предназначения инструмента; например, рекомендуемый угол заточки столярных пил составляет 35°, делительных – 18-22, предназначенных для распиловки бруса – не более 15°.
Угол заточки определяется производителем, поэтому при самостоятельной правке пилы рекомендуется придерживаться этих параметров.
Приведём детальную инструкцию, которая поможет правильно заточить замкнутую пилу, не прибегая к услугам специалистов.
Разводка
Развод ленточных пил по дереву – это первый этап восстановления профиля режущей кромки. В процессе эксплуатации расположение зубьев может изменяться, поэтому пока не достигнута правильная геометрия, затачивать пильную часть не имеет смысла.
Существует 3 способа развести пилу:
- классический – зубья попеременно отклоняются в правую и левую сторону;
- зачищающий – 1-й и 2-й зубья отклоняются в разные стороны, третий остаётся ровным. Такой профиль создаётся для распиловки твёрдых материалов;
- волнистый – наиболее сложный вариант, напоминающий по форме волну. Здесь каждому зубу придаётся индивидуальная форма, и такой тип разводки обычно выполняется только в специализированных мастерских.
Нужно отметить, что при разводке огибается не весь зуб, а примерно 2/3 верхней части. Процедура выполняется на специальном станке для разводки ленточных пил. Стоимость такого инструмента довольно высока, потому его покупают, если требуется налаживать несколько инструментов. Его наличие может стать основой бизнеса по заточке.
Разумеется, с первого раза правильно все сделать даже на разводном станке может не получиться, поэтому как минимум геометрия профиля должна остаться такой же, как до начала выполнения работ.
Заточка
Это основной этап правки режущей кромки, который может выполняться двумя способами.
Полнопрофильная заточка пил выполняется эльборовым кругом, установленным в специальном точильном станке.
Это полностью автоматизированная операция, которой пользуются профессионалы. Работой станка для заточки ленточных пил по дереву управляет электроника, и заточной круг за один проход обрабатывает всю ленту. Недостаток такого способа заключается в том, что эльборовый круг подбирается индивидуально к профилю пилы, поэтому для правки разных инструментов заточной элемент должен присутствовать в ассортименте.
Заточка зубьев выполняется вручную или на специализированном оборудовании.
В первом случае можно восстановить остроту зубьев в кратчайшие сроки, но работа требует определённых навыков. Во втором – кропотливый труд: 4-5 движений по грани каждого зуба.
Для автоматической заточки используются алмазные, эльборовые и корундовые круги
Важно понимать, что при выполнении этой процедуры зубьям придаётся только острота, созданная после разводки полотна геометрия должна остаться неизменной
Как правильно заточить ленточную пилу
Сразу отметим, что если опыта и навыков выполнения таких работ нет, доверить заточку пил лучше профессионалам. Нарушение геометрии зубьев режущей кромки, появление окалины на металле или неправильная разводка заметно сокращают срок службы полотна.
Решив заточить ленточную пилу своими руками, нелишним будет предварительно ознакомиться с ключевыми определениями, знание которых может потребоваться в процессе работы. Итак, для правильного формирования режущей кромки потребуется:
- разводка – отклонение зубьев от плоскости основного полотна пилы;
- высота зубьев – расстояние между верхней точкой и основанием;
- шаг – расстояние между зубьями, обычно варьируется в пределах 19-25 мм.
- угол заточки – зависит от целевого предназначения инструмента; например, рекомендуемый угол заточки столярных пил составляет 35°, делительных – 18-22, предназначенных для распиловки бруса – не более 15°.
Угол заточки определяется производителем, поэтому при самостоятельной правке пилы рекомендуется придерживаться этих параметров.
Приведём детальную инструкцию, которая поможет правильно заточить замкнутую пилу, не прибегая к услугам специалистов.
Разводка
Развод ленточных пил по дереву – это первый этап восстановления профиля режущей кромки. В процессе эксплуатации расположение зубьев может изменяться, поэтому пока не достигнута правильная геометрия, затачивать пильную часть не имеет смысла.
Существует 3 способа развести пилу:
- классический – зубья попеременно отклоняются в правую и левую сторону;
- зачищающий – 1-й и 2-й зубья отклоняются в разные стороны, третий остаётся ровным. Такой профиль создаётся для распиловки твёрдых материалов;
- волнистый – наиболее сложный вариант, напоминающий по форме волну. Здесь каждому зубу придаётся индивидуальная форма, и такой тип разводки обычно выполняется только в специализированных мастерских.
Нужно отметить, что при разводке огибается не весь зуб, а примерно 2/3 верхней части. Процедура выполняется на специальном станке для разводки ленточных пил. Стоимость такого инструмента довольно высока, потому его покупают, если требуется налаживать несколько инструментов. Его наличие может стать основой бизнеса по заточке.
Разумеется, с первого раза правильно все сделать даже на разводном станке может не получиться, поэтому как минимум геометрия профиля должна остаться такой же, как до начала выполнения работ.
Заточка
Это основной этап правки режущей кромки, который может выполняться двумя способами.
Полнопрофильная заточка пил выполняется эльборовым кругом, установленным в специальном точильном станке.
Это полностью автоматизированная операция, которой пользуются профессионалы. Работой станка для заточки ленточных пил по дереву управляет электроника, и заточной круг за один проход обрабатывает всю ленту. Недостаток такого способа заключается в том, что эльборовый круг подбирается индивидуально к профилю пилы, поэтому для правки разных инструментов заточной элемент должен присутствовать в ассортименте.





Заточка зубьев выполняется вручную или на специализированном оборудовании.
В первом случае можно восстановить остроту зубьев в кратчайшие сроки, но работа требует определённых навыков. Во втором – кропотливый труд: 4-5 движений по грани каждого зуба.
Для автоматической заточки используются алмазные, эльборовые и корундовые круги
Важно понимать, что при выполнении этой процедуры зубьям придаётся только острота, созданная после разводки полотна геометрия должна остаться неизменной
Это интересно: Зенкеры по металлу — ГОСТ, диаметры, виды
Приспособления для развода
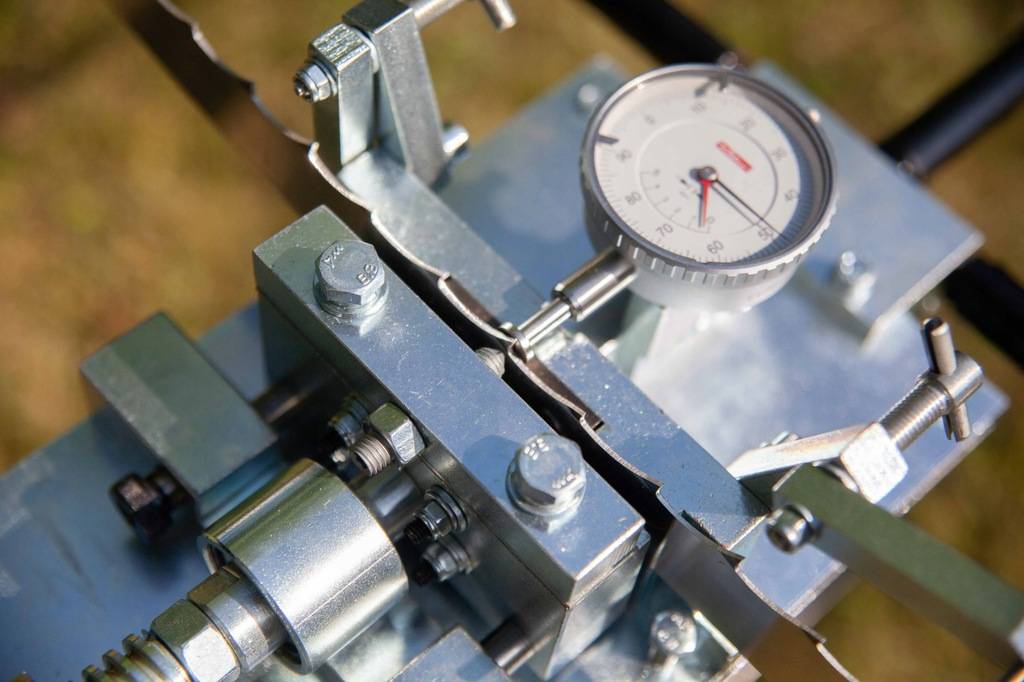
Для развода существуют специальные разводные приспособления, отличающиеся большим разнообразием и функциональными возможностями. Сегодня многие специалисты по достоинству оценивают устройство для разводки пил «КЕДР» за его надежность, простоту и удобство в работе, а также невысокую цену.
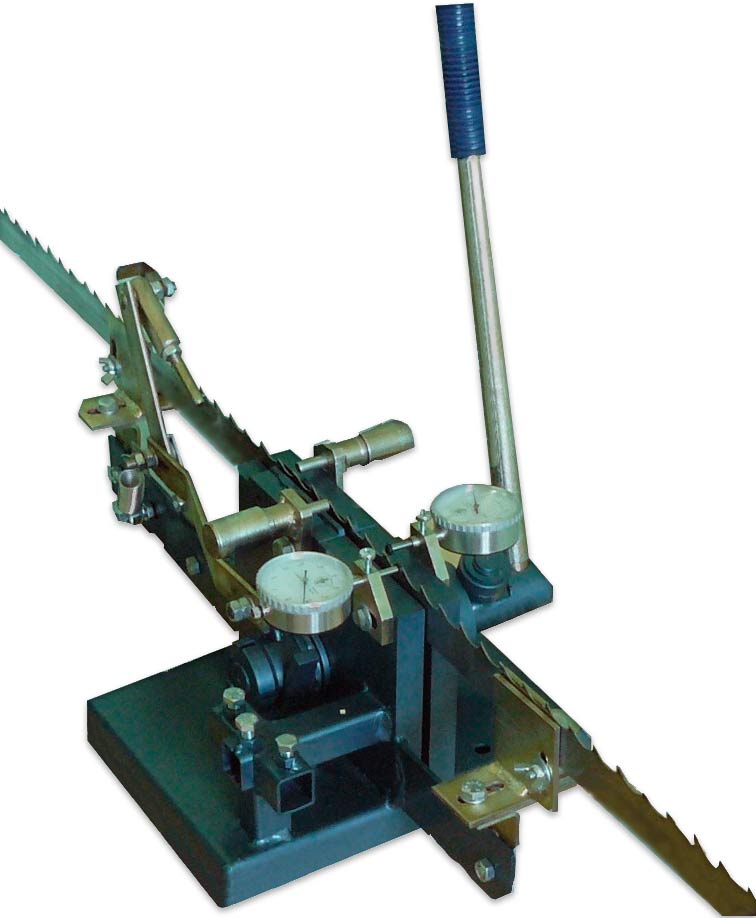
Он представляет собой станок ручного применения, который обеспечивает точность разводки в 5 мкм. Станок снабжен специальными поддерживающими стойками для облегчения его применения. Наличие на станке индикатора часового типа максимально повышает точность разводки.
Тщательно продуманная конструкция разводного устройства «КЕДР» обеспечивает производительное и эффективное использование всего ресурса пилы, заданной производителем. Его можно легко настроить под необходимые параметры развода для обеспечения оптимальной ширины распила. В результате можно обойтись меньшей мощностью двигателя, т. к. снижаются силы трения при пилении.
Этот разводной станок легко и просто обеспечивает разводку, при которой сопротивление пилению минимально.
Каждая из пород дерева имеет характерную жесткость. В зависимости от этой характеристики, шаг зубьев пилы должен различаться. Для жестких пород шаг должен быть меньше.
Несмотря на явные преимущества данного станка над другими устройствами аналогичного назначения, он обладает доступной ценой, что также способствует все большему его признанию на просторах России.
Станок для разводки ленточных пил «КЕДР» обладает следующими техническими характеристиками:
- габаритными размерами – 28,5х12,1х36 см;
- шириной пил для развода – до 5 см;
- шагом разводимых пил – 2,2 см;
- весом – 5,2 кг.
Напомним и о более простых устройствах для развода пил-ножовок. Их применение для ленточных пил сопряжено с низкой точностью и большой трудоемкостью. Их использование оправдано только в случае отсутствия специальных устройств.
Разводка





