

Конструктивные особенности сверлильно-расточных станков с ЧПУ
Сверлильные и расточные станки с ЧПУ используют при обработке сверлами, зенкерами, развертками, расточным инструментом отверстий в деталях без применения разметки и кондукторов.
Конструктивной особенностью этих станков является их высокая жесткость и точность. При позиционировании исполнительных органов станка точность достигает (0,25…0,05) мм; число управляемых координат три, в том числе одновременно управляемых две; дискретность задания перемещений 0,01 мм.
Столы сверлильных станков с ЧПУ имеют крестовую форму. Их устанавливают на опоры качения. Перемещение салазок и стола осуществляется с помощью передачи «винт — гайка качения». Для привода столов используют или электродвигатели постоянного тока, или шаговые двигатели с гидроусилителями крутящих моментов. Главный привод состоит из одноили двухскоростного асинхронного электродвигателя и коробки скоростей. Каждый станок комплектуют поворотным столом и резьбонарезным патроном.
Расточные станки с ЧПУ изготовляют двух конструктивных видов: горизонтально-расточные и координатно-расточные. Наиболее широко используют горизонтально-расточные станки, не имеющие задних стоек и оснащенные поворотным столом. Они позволяют обрабатывать заготовку с двух сторон (при повороте стола на 180 ), а также взаимно перпендикулярные и наклонные отверстия с четырех сторон заготовки; обеспечивают высокопроизводительную обработку соосных отверстий. Станки оснащены выдвижным шпинделем диаметром 65…320 мм. Окончательную обработку отверстий на расточных станках с ЧПУ производят развертками, что позволяет повысить точность и качество обработки и не требует настройки инструмента на размер. В расточных станках с ЧПУ чаще применяют каленые направляющие качения, которые обеспечивают малые и стабильные силы трения, а также длительное сохранение начальной точности прямолинейных перемещений исполнительных органов. С целью повышения жесткости узлы станка, остающиеся в процессе обработки неподвижными, дополнительно фиксируют на направляющих с помощью специальных зажимов.
Точность расточных станков с ЧПУ соответствует классам П и В. Приводом главного движения чаще служит регулируемый двигатель постоянного тока в сочетании с коробкой скоростей, реже — асинхронный двигатель с многоступенчатой коробкой скоростей. Приводом подачи, как правило, служит регулируемый двигатель постоянного тока или высокомоментный электродвигатель. Для расточных станков системы ЧПУ позволяют программировать по прямоугольному циклу и под углом 45 к осям координат. Обеспечивая высокие скорости вспомогательных перемещений (до 5 м/мин), УЧПУ позволяют с панели управления вводить коррекции положения инструмента и подач, осуществлять управление в режиме ручного ввода данных. При выходе исполнительного органа в заданное положение ступенчатое или плавное торможение приводов подач обеспечивает точность позиционирования 0,01 мм.
Что такое расточный станок, устройство и принцип действия
Координатно-расточные машины относятся к категории широкоуниверсального оборудования. Все сложные обработки отверстий при точном соблюдении координат выполняют на этих агрегатах. Особенность, присущая всем расточным станкам – наличие у них шпинделя вертикального или горизонтального направления. Последний представляет собой вал, снабженный приспособлением для удержания инструмента режущей группы (сверла, резцы, фрезы, зенкер, метчик), и имеющий возможность перемещаться в линейном направлении по оси.
Координатный расточный станок для работы с отверстиями конструктивно состоит из:
- Станины.
- Стойки.
- Головки расточной.
- Стола на салазках.
- Траверсы.
Работая с деталью на станке, ее закрепляют на рабочем столе, инструмент для обработки зажимают в головке расточной шпинделя. Ориентируясь на высоту детали, выставляют, затем фиксируют головку. Выполняя перемещение стола в любом из двух взаимно перпендикулярных направлений, добиваются установки шпинделя в точку необходимых координат. При помощи вращения шпинделя закрепленный инструмент обрабатывает заготовку.
Алмазно-расточные станки
Применяются для прецизионного растачивания цилиндрических, конических поверхностей, канавок, торцов в условиях массового и крупносерийного производства. В результате получаются высококачественные поверхности с точными размерами и минимальными отклонениями от формы в следствии малых усилий резания стружки.Примером деталей обрабатываемых на алмазно-расточных станках являются детали автомобильных двигателей, которые имеют отверстия различной формы и конфигурации.
Оборудование данного типа комплектуется 2 видами инструмента:
- алмазный – для точения цветных металлов, пластмасс, вулканизированных каучуков и других синтетических материалов;
- твердосплавный – служит для точения сталей и чугунов.
Использование алмазного инструмента дает такую же шероховатость поверхности как шлифование.Процесс тонкого растачивания характеризуется такими параметрами:
- шпиндель станка имеет высокую частоту вращения (до 8000 об/мин);
- резание происходит при небольших подачах 0,01 – 0,1 мм/об и глубине резания 0,05 – 0,5 мм;
- скорость резания в зависимости от материала колеблется в пределах 60 – 1000 м/мин;
- шероховатость поверхности составляет Ra = 0,16 – 0,63 мкм;
- отклонение от круглости составляет не более 0,003 – 0,005 мм.
При алмазном растачивании отсутствует эффект шаржирования – воздействие на поверхностный слой заготовок абразивными частицами, который возникает при шлифовании, хонинговании и доводке. Шаржирование уменьшает износостойкость обработанных заготовок.К станкам предъявляют жесткие требования:
- шпиндели должны обладать высокой частотой и точностью вращения с отсутствием вибраций;
- подача должна регулироваться бесступенчато и иметь малые ее величины;
- обладать высокой скоростью ускорения ходов.
Характер направления оси шпинделя делит оборудование данного типа на две группы:
- вертикальной компоновки – являются универсальными с многоступенчатыми коробками скоростей и подач, имеют сменные шпиндели для точения заготовок диаметром от 20 до 200 мм в с небольшой программой выпуска, предназначены для растачивания блоков цилиндров дизельных и бензиновых двигателей, цилиндрических отверстий при ремонте и производстве деталей;
- горизонтальной компоновки – применяются для окончательной расточки отверстий по форме и размерам, подрезки торцов.
Продажа шагающий экскаватор 20/90
Цена договорная Используются в горнодобывающей промышленности при добыче полезных ископаемых (уголь, сланцы, руды черных и цветных металлов, золото, сырье для химической промышленности, огнеупоров и др.) открытым способом. Их назначение – вскрышные работы с укладкой породы в выработанное пространство или на борт карьера. Экскаваторы способны перемещать горную массу на большие расстояния. При разработке пород повышенной прочности требуется частичное или сплошное рыхление взрыванием. Вместимость ковша, м3 20 Длина стрелы, м 90 Угол наклона стрелы, град 32 Концевая нагрузка (max.) тс 63 Продолжительность рабочего цикла (грунт первой категории), с 60 Высота выгрузки, м 38,5 Глубина копания, м 42,5 Радиус выгрузки, м 83 Просвет под задней частью платформы, м 1,61 Диаметр опорной базы, м 14,5 Удельное давление на грунт при работе и передвижении, МПа 0,105/0,24 Размеры башмака (длина и ширина), м 13 х 2,5 Рабочая масса, т 1690 Мощность механизма подъема, кВт 2х1120 Мощность механизма поворота, кВт 4х250 Мощность механизма тяги, кВт 2х1120 Мощность механизма хода, кВт 2х400 Мощность сетевого двигателя, кВ 2х1600 Напряжение питающей сети, кВ 6 Более детальную информацию можете получить по телефону (063)0416788
Источник
Возможности и устройство промышленного сверлильного оборудования
Сверлильное оборудование, предназначенное для промышленного использования, устроено намного сложнее, чем бытовые модели. Это заметно, как было сказано выше, даже по фото таких агрегатов. Подача режущего инструмента на этом оборудовании может выполняться не только вручную, но и в автоматическом режиме. Практически на любом из таких станков предусмотрена возможность регулирования скорости вращения шпиндельного узла и величины подачи, за что отвечают коробка скоростей и коробка подач соответственно.
Настольные сверлильные станки профессионального класса отличаются от бытовых моделей высокоточными комплектующими, начиная от опорных подшипников и заканчивая патроном
Поскольку такие станки используются более интенсивно и для решения ответственных задач, их кинематическая схема отличается более сложным и надежным исполнением. Во многих из современных моделей данных аппаратов предусмотрена опция автоматического реверсирования направления подачи и вращения режущего инструмента в тот момент, когда он достигает требуемой глубины обработки.
Шпиндельный узел большинства моделей такого оборудования оснащен механизмом автоматического подвода к поверхности обрабатываемой детали. Практически обязательной опцией для данных станков является автоматическая подача охлаждающей жидкости в зону обработки в тот момент, когда такая обработка начинается.
Конструкция сверлильной головы промышленного станка
В последнее время промышленные предприятия активно оснащаются сверлильными станками, работой которых управляет система ЧПУ. Преимуществом использования такого оборудования является то, что в них автоматизированы основные и вспомогательные технологические операции, что позволяет значительно повысить их производительность по сравнению с моделями, управляемыми вручную.
Промышленные станки сверлильной группы, как уже говорилось выше, способны выполнять различные технологические операции:
- развертывание отверстий;
- обработку отверстий с использованием зенкера;
- снятие фасок в верхней части отверстий, формирование цилиндрических и конических углублений – зенкование;
- обработка отверстий при помощи цековки;
- нарезание внутренней резьбы;
- обработка отверстий при помощи резца – растачивание;
- финишная обработка отверстий при помощи шариковых или роликовых инструментов – выглаживание;
- обработка деталей при помощи фрезерного инструмента (формирование пазов и др.).
Зенковка углубления на промышленном станке
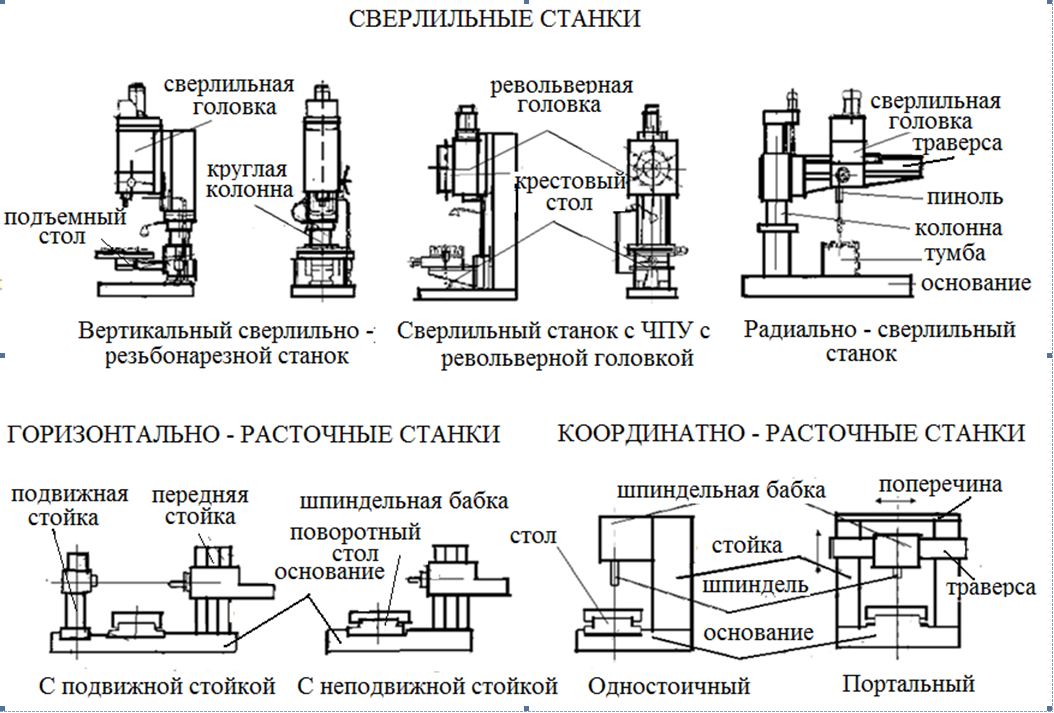
Назначение и классификация сверлильных и расточных станков
Основные типы сверлильно-расточных станков: вертикально-сверлильные одно- и многошпиндельные (рис. 2); радиально-сверлильные (рис. 3); горизонтально-сверлильные для глубокого сверления (рис. 4, а) и горизонтально-центровальные (рис. 4, б).
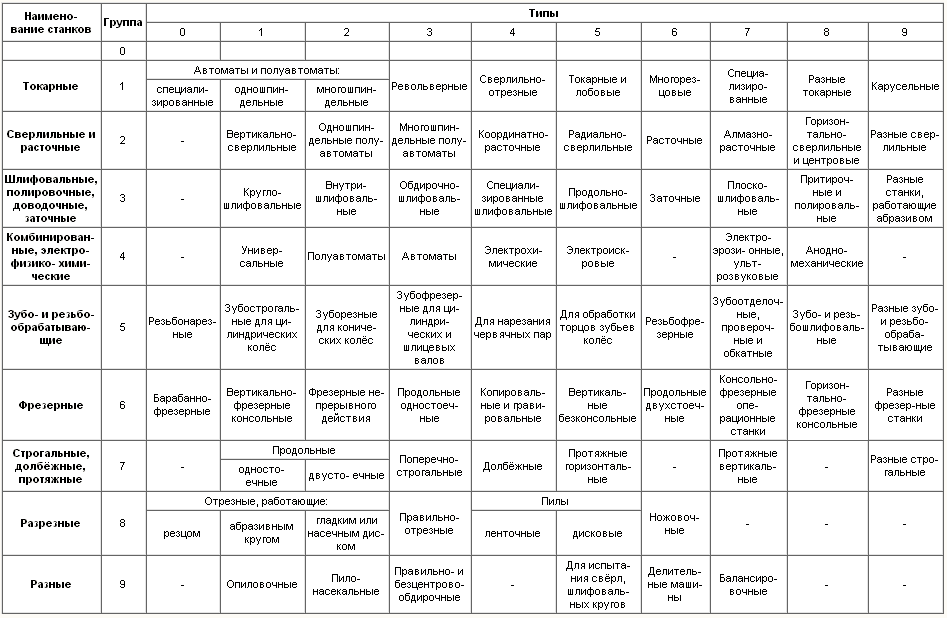
Сверлильно-расточные станки по классификатору отнесены ко второй группе, внутри которой их делят на следующие типы: 1 — вертикально-сверлильные; 2 — одношпиндельные полуавтоматы; 3 — многошпиндельные полуавтоматы; 4 — координатно-расточные; 5 — радиально-сверлильные; 6 — горизонтально-расточные; 7 — алмазно-расточные; 8 — горизонтально-сверлильные; 9 — разные сверлильные.
Сверлильные станки предназначены для выполнения следующих работ: • сверление сквозных и глухих отверстий (рис. 1, а), при этом обеспечивается возможность получения параметра шероховатости поверхности не ниже 12—13 квалитета и Ra = 6,3. 15 мкм; • рассверливание отверстий — увеличение диаметра спиральным сверлом (рис. 1, б);
• зенкерование, позволяющее получить более высокий квалитет и меньшее значение параметра шероховатости поверхности отверстий по сравнению со сверлением (рис. 1, в) — точность 11. 13 квалитет, Ra= 10. 15 мкм;
• растачивание отверстий, осуществляемое резцом на сверлильном станке (рис. 1, г);
• зенкование, выполняемое для получения у отверстий цилиндрических и конических углублений и фасок под головки болтов и винтов (рис. 1, д);
• развертывание отверстий, применяемое для получения необходимых параметров точности (7. 11 квалитет) и шероховатости (Ro= 1,25. 5 мкм) (рис. 1, е);









• выглаживание, производимое специальными роликовыми оправками, или развальцовывание, имеющее назначение уплотнения — сглаживания гребешков на поверхности отверстия после развертывания деталей из дюралюминия, электрона и др. (рис. 1, ж);

Рис. 1. Работы, выполняемые на сверлильных станках: а — сверление отверстий; б — рассверливание; в — зенкерование; г — растачивание; д — зенкование; е — развертывание; ж — выглаживание; з — нарезание внутренней резьбы; и —цекование
• нарезание внутренней резьбы метчиком (рис. 1, з); при использовании комбинированного инструмента получают сложные поверхности;
• цекование — подрезание торцов наружных и внутренних приливов и бобышек (рис. 1, и).
Этими видами работ не исчерпываются возможности сверлильных станков, на них выполняют и другие операции.
При сверлении основными режимами резания являются: подача s; скорость резания V= πDn/1000, м/с (где D — диаметр инструмента, мм, п — частота вращения инструмента, с-1); глубина резания t= 0,5D при сверлении и t= 0,5(D-d) при рассверливании, зенкеровании, развертывании, d — первоначальный диаметр.

Рис. 2. Компоновки вертикально-сверлильных станков (А — одношпиндельных; Б — многошпиндельных): а — настольного; б — средних размеров на коробчатой основе; в — средних размеров на круглой основе; г — тяжелого; д — станки с постоянными шпинделями, имеющими одну общую станину; е — станки с переставными шарнирно-соединенными шпинделями
Подача — перемещение сверла вдоль оси за один его оборот (или за один оборот заготовки, если она вращается). Различают следующие виды подачи: s0 — на один оборот сверла, мм/об; 5 — минутная подача, мм/мин.
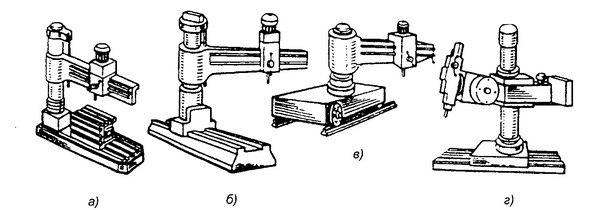
Рис. 3. Типы радиально-сверлильных станков: a — стационарный общего назначения; б — с колонной, перемещающейся по направляющим станины; в — передвижной по рельсам; г — переносной

Рис. 4. Компоновка станков для глубокого сверления: a — горизонтально-сверлильный станок для сверления вращающихся деталей; б — горизонтально-сверлильный станок для сверления неподвижных деталей
Эти виды подач связаны между собой соотношениями:
Станкостроительные заводы выпускают кроме сверлильных станков, изготовляемых серийно, много специальных станков. Эти станки, как правило, обозначают условными заводскими номерами.
Источник
Обозначение
По буквам и цифрам в маркировке об оборудовании можно рассказать если не всё, то очень многое. Аббревиатура специалисту, работающему со станками по металлу, скажет об его основных характеристиках.
Буквенно-цифровое обозначение на корпусе указывает:
- первая цифра — на группы по таблице классификации металлообрабатывающего оборудования;
- вторая цифра – на тип оборудования;
- если на втором месте указывается буква, то это говорит о модернизации базовой модели;
- максимальный диаметр сверления в мм определяется по значению последних 2 цифр.
- если в конце стоят буквы «Н», «П», «В», «А», «С», то они указывают на точность, «М» — магазина со сменным инструментом.
Модернизированные станки с ЧПУ имеют в маркировке, обозначение перед типом букву «Ф» с цифрой. Значение цифры указывает:
- станок имеет цифровую индикацию и предварительный набор координат. Назначение этой системы состоит в том, чтобы, отработав один из заданных циклов, станок остановился. Для запуска следующей операции необходимо нажать кнопку. Запрограммированное устройство автоматически выведет сверло на необходимую позицию. Движение инструментов программируется посредством записи действий на перфоленту.
- станок оснащён позиционными и прямоугольными ЧПУ. Назначение этой системы выставить одновременно от 1 до 5 инструментов в рабочую позицию.
- контурные системы ЧПУ. Импульсный сигнал определяет необходимое расстояние для перемещения инструмента в заданную точку.
- система ЧПУ универсальная.
Правила работы на сверлильном станке
Работа на сверлильном оборудовании может быть сопряжена с риском травмирования оператора, если при этом не соблюдаются требования безопасности. В частности, риск для здоровья и даже жизни оператора, работающего на сверлильном агрегате, могут представлять:
- элементы станка, которые в процессе выполнения обработки вращаются и перемещаются линейно;
- токопроводящие элементы;
- обрабатываемые детали и инструмент, которые при недостаточно надежной фиксации могут вылетать из зоны обработки.
Большое значение для исправной работы станка и получения с его помощью качественных отверстий имеет режущий инструмент. Он должен быть хорошо и правильно заточен, а также выбран в соответствии с материалом детали, в которой необходимо просверлить отверстия. В процессе обработки режущий инструмент интенсивно нагревается, что может привести к его быстрому износу и выходу из строя. Чтобы минимизировать такой риск, в процессе обработки необходимо выполнять охлаждение инструмента при помощи специальной жидкости или обычной воды.
Некоторые особенности имеет процесс сверления отверстий, глубина которых больше 5 диаметров используемого инструмента. В процессе формирования таких отверстий инструмент следует периодически извлекать и освобождать незаконченное отверстие от скопившейся стружки, которая может привести к заклиниванию сверла.
Источник
Модели одностоечных станков
Координатный расточный станок 2Е450А (аналог устаревшей модели – 2Д450)
Это оборудование призвано обрабатывать отверстия с расположением осей в предельной точности. Установку размеров проводят в прямоугольной координатной системе. Комплектуется станок поворотным столом для работы с деталями в полярной системе координат. Устройства отсчета собраны на оптике, позволяющей производить отсчет целых и дробных частей координатной величины.

Станок позволяет делать:
- Сверловку отверстий,
- Фрезерование чистовое,
- Контроль линейных размеров, расстояний межцентровых и разметку,
- Нарезку резьбы,
- Операции с наклонными отверстиями и расположенными взаимно перпендикулярно,
- Проточку плоскостей торцевых.
Координатный расточный прецизионный станок 2431
Сверхточный универсальный станок для работы в системе координат при помощи оптической оснастки. Способен обрабатывать детали весом до четверти тонны, производить с ними чистовые операции, обеспечивая предельную точность расстояний между отверстиями и поверхностями, которые обрабатываются. Станки задействованы в радиотехнической, приборостроительной, часовой сферах, в инструментальных цехах.
На оборудовании можно отверстия:
- Сверлить,
- Рассверливать,
- Растачивать,
- Развертывать.

А также подрезать торцы, точно размечать шаблоны, осуществлять контроль над линейными размерами и межцентровыми расстояниями.
Станок координатный расточный с УЧПУ – 2440СФ4
Одностоечный вертикальный многоцелевой агрегат для обработки деталей средней величины. Он рассчитан для выполнения работ в единичном и серийном производстве. На станке можно изготавливать инструменты контрольно-измерительные, образцы эталонные, а также выполнять точные замеры.
К базовой модели можно установить дополнительное оборудование, управляемое ЧПУ:
- Магазин инструментария с системой замены инструмента автоматическим режимом,
- Поворотный стол, кантуемый накладной,
- Головку шлифовальную универсального образца.

Двухстоечный координатный расточный станок (модель 2455АФ10)
Агрегат представляет собой координатно-расточную и измерительную машину, широко используемую в промышленности. Возможности при работе с матрицами, кондукторами и прессформами:
- Сверловка отверстий,
- Зенкерование,
- Развертывание,
- Растачивание.

Помимо этого, можно выполнять чистовое, получистовое фрезерование фигурных контуров и плоских поверхностей. При модификации оборудования поворотным столом плоской либо универсальной конструкции доступно измерение угловых координат. За счет мощной опоры станок обладает повышенной прочностью, жесткостью и малым температурным коэффициентом расширения, что обеспечивает более точную обработку изделий.










Область применения
Координатно-расточные станки для дерева и металла не существенно отличаются друг от друга, разница заключается лишь в том, какая нагрузка может выдерживаться и какие режущие инструменты устанавливаются в шпинделе. Конечно, на моделях, предназначенных для дерева, не следует проводить обработку заготовок из металла.
Координатно-токарно-расточной станок создавался для получения межцентровых отверстий, расположенных относительно друг друга на определенном расстоянии. Работа устройства проводится без установки специальных измерительных приспособлений, которые предназначены для направления инструмента.
Следует учитывать, что принцип работы координатно-расточного станка предусматривает выполнение следующих операций:
- Получение глухих и сквозных отверстий.
- Выполнение финишного прохода по поверхности фрезой.
- Расточки и развертки.
- Разметочные работы и обработка торцевых поверхностей.
- Контроль заданных размеров.
Расточка и другие операции на координатно-расточном станке могут проводиться в рамках выпуска средних и больших партий деталей.

Составные части станка и пример обрабатываемых отверстий
Устанавливаемые инструменты координатно-расточного станка позволяют проводить и разметку деталей, в основном межцентровых расстояний. Особенности конструкции позволяют создавать отверстия, которые расположены под углом или во взаимно перпендикулярных плоскостях. Шпиндель координатно-расточного станка позволяет выполнять создание отверстий, которые находятся с торцевых сторон.
Рассматривая виды и модели координатно-расточных станков следует отметить, что оборудование может оснащаться оптическим отсчетным устройством, а также системой ЧПУ контроля позиции заготовки и режущего инструмента. При этом производители координатно-расточных станков указывают на то, что подобное оборудование является сочетанием измерительной и металлообрабатывающей машины. Именно поэтому в некоторых случаях базирование заготовки проводится на рассматриваемом станке, а вот обработка выполняется другим оборудованием.
Если основные узлы координатно-расточных станков находятся в хорошем техническом состоянии, то точность обработки составляет 0, 004 миллиметра. На металлообрабатывающем оборудовании обычной токарной группы нельзя получить детали со столь точными размерами. Рассматривая ГОСТ и нормы точности координатно-расточных станков следует также отметить, что некоторые снабжаются устройством цифровой индикации, которое позволяет контролировать размеры с точностью вплоть до тысячных миллиметра.
Вертикально-сверлильные станки
Предприятия «Электротехмаш» поставляют на отечественный рынок металлообрабатывающего оборудования сверлильные станки, представленые на рис. 2, технические характеристики которых приведены в табл. 1.
Настольные сверлильные станки и сверлильные станки на колонне предназначены для сверления отверстий в различных материалах диаметрами ..32 мм, в зависимости от модели. Настольные станки устанавливают на верстаке и крепят к нему болтами. Вращение шпинделя передается от электродвигателя клиноременной передачей. Конструкция рабочего стола обеспечивает возможность поворота вокруг горизонтальной оси на угол 45 влево и вправо.

Рис. 2. Сверлильные станки моделей: а — ЭТМ4116; б — ЭТМ4119; в — ЭТМ3116; г — ЭТМ3119
Таблица 1. Сверлильные станки «Электротехмаша»
| Параметры | Модели станков | |||
| ЭТМ 4116 Q | ЭТМ4116 | ЭТМ 4119 | ЭТМ 4119М | |
| Максимальные, мм: диаметр сверления | 16 | 16 | 20 | 20 |
| высота заготовки | 254 | 330 | 356 | 356 |
| Размер патрона, мм | 3…16 | 3…16 | 3…16 | 3…16 |
| Ход шпинделя, мм | 60 | 80 | 80 | 80 |
| Частота вращения шпинделя, мин–1 | 210…2580 | 210…3340 | 120…3000 | 140…3600 |
| Количество скоростей шпинделя | 12 | 16 | 16 | 16 |
| Общая высота станка, мм | 840 | 960 | 980 | 1630 |
| Мощность, Вт | 450 | 550 | 650 | 650 |
| Напряжение | 220 | 220 | 220 | 380 |
| Масса станка, кг | 37 | 53 | 70 | 80 |
Пользуются повышенным спросом вертикально-сверлильные станки промышленной группы «АСВ-Техника» (рис. 3, табл. 2).
Таблица 2. Технические характеристики вертикально-сверлильных станков
шпинделя, мм
Частота вращения
(Д Ш В), мм
Масса, кг
ЗИМ445-01 6 250 170 1500…15 000 0,18 635x395x920 80
2М112 12
(патрон 16)
400 200 450…4500 0,55 795x370x950 120
2С125 25 1210 320 90…1400 1,3 800x500x2050 450
2С132 50 (М33) 1000 300 31,4…4000 4,0 1105x850x3000 1200
ЗИМ449 резьбонарезной М8 240 220 520…790 0,55 760x380x660 80
2С132Л 50 (М33) 750 300 31,5…4000 4,0 1080x1470x3000 1400
Универсальный вертикально-сверлильный станок модели 2С50 предназначен для обработки деталей из различных конструкционных материалов в условиях единичного и мелкосерийного производства. Имеющийся на станке преобразователь частоты предназначен для преобразования одноили трехфазного напряжения с постоянной частотой 50 Гц в трехфазное напряжение переменной частоты в диапазоне 0,2…400 Гц. Это свойство преобразователей частоты делает возможным их широкое применение для бесступенчатого регулирования скорости асинхронных электродвигателей, главного движения для вращения шпинделя, что позволяет вести обработку различных материалов с максимально выгодными режимами резания. Станок модели 2С50 позволяет выполнять операции сверления, зенкерования, зенкования, растачивания, нарезания резьбы метчиками.

Рис. 3. Вертикально-сверлильные станки моделей: а — 2М112; б — 2С132Л
Технические характеристики станка 2С50
| Диапазон сверления в стали, мм | 3—50 (60)** |
| Диапазон нарезаемой резьбы | М3—М33 |
| Размер рабочей поверхности подъемного стола, мм | 500 500 |
| Количество Т-образных пазов | 3 |
| Ширина Т-образного паза | 18Н12 |
| Наибольшее расстояние от торца шпинделя до стола, мм | 750 |
| Подъем стола, мм | 300 |
| Расстояние от оси шпинделя до колонны, мм | 300 |
| Конус шпинделя | Морзе 4 (5)* /Мorse 4 (5)* |
| Перемещение пиноли шпинделя, мм | 250 |
| Количество частот вращения шпинделя | Регулирование бесступенчатое |
| Диапазон частот вращения шпинделя, мин–1 | 0…4000 |
| Крутящий момент, не более, Н · м | 400 |
| Осевое усилие на шпинделе, не более, Н | 15 000 |
| Количество механических подач шпинделя | 9 |
| Диапазон механических подач шпинделя, мм/об | 0,1; 0,14; 0,2; 0,28; 0,4; 0,56; 0,8; 1,12; 1,6 |
| Мощность двигателя главного движения, кВт | 4 |
| Установочное перемещение сверлильной головки, мм | 170 |
| Наибольшая масса заготовки, кг | 600 |
| Наибольшая высота заготовки, мм | 600 |
| Масса станка, кг | |
| с упаковкой | 1500 |
| без упаковки | 1200 |
| Габаритные размеры, мм: с упаковкой | 1350x1100x2560 |
| без упаковки | 870 1110 2500 |
*— опция. ** — при минимальных подачах и оборотах.
Модели с ЧПУ
Следует учитывать тот момент, что координатно-расточной современный станок с ЧПУ получил весьма большое распространение в последнее время. Это связано с тем, что по ГОСТу размеры многих деталей должны быть весьма точными
Поэтому если по ГОСТ точность должна быть очень высокой, а производство проводится в течение короткого промежутка времени, следует уделить внимание координатно-расточным станкам с ЧПУ

Координатно-расточной станок с ЧПУ
Почему данный тип оборудования сегодня настолько востребован?
Координатно-расточные станки с ЧПУ оснащаются компьютерами, через которые проводится установка координат и режимов обработки. За счет того, что ГОСТ соблюдается не вручную оператором, а точность контролируется компьютером существенно снижается вероятность появления погрешности. Поэтому ГОСТ сегодня соблюсти можно только при установке моделей, которые снабжаются блоком ЧПУ.
Модели с ЧПУ могут применяться как для черновой, так и для чистовой обработки. Однако стоит учитывать, что оператором могут стать только подготовленные люди, несмотря на отсутствие необходимости в ручном управлении. Токари и другие специалисты должны проходить переподготовку для того чтобы правильно управлять оборудованием.








Достоинствами моделей с блоком числового программного управления можно назвать:
- Высокую точность работы.
- Высокий показатель производительности.
- Возможность установки на автоматизированных линиях.
- Защищенность зоны резания от окружающей среды.
- Возможность получения сложных заготовок, которые имеют различные плоскости и отверстия: глухие, пересекающиеся, наклонные и так далее.
- Компактные размеры при высокой производительности.
Однако есть и несколько существенных недостатков:
- Достаточно высокая стоимость. Применение современных технологий определяет существенное удорожание оборудования. Поэтому рентабельность установки станков с ЧПУ должна быть тщательно просчитана.
- Сложность в обслуживании. Стоит помнить о том, что координатно-расточной станок с ЧПУ может обслуживать и ремонтировать исключительно специалист, имеющий соответствующие навыки. В случае повреждения или выхода из строя одного из узлов придется обращаться к продавцу или компаниям, которые предоставляют услуги по ремонту. Решить проблему самостоятельно будет практически не возможно.
- В некоторых случаях для наладки производства при установке станков с ЧПУ нужно нанимать специалиста. Это связано со сложностями, которые возникают при составлении программы по обработке и наладке оборудования.
- Показатель трудозатрат снижается до 80%, а производительности увеличивается примерно на 50%. Эта информация определяет то, что один станок с ЧПУ может заменить три обычных.
Современные нормы изготовления различных деталей обязывают заводы и иные организации, занимающиеся производством устанавливать станки с ЧПУ. Это связано с тем, что только они могут обеспечить высокую точность размером и показателя шероховатости поверхности.
Лучшими производителями считают МЗКРС и «Стан-Самара». Они выпускают модели, которые устанавливаются практически на всех заводах и производственных линиях. Наиболее распространенными моделями назовем 2В440А, 2Д450, 2А450
При выборе наиболее подходящей модели уделяют внимание на следующие моменты:
- Максимальные размеры заготовки.
- Масса конструкции.
- Максимальный и минимальный диаметр отверстия.
- Скорость, с какой может вращаться режущийся инструмент.
- Максимальный вес заготовки.
- Мощность главного привода и всех дополнительных электродвигателей.
https://youtube.com/watch?v=BD7nBt361qw
Чаще всего это металлообрабатывающее оборудование устанавливается в машиностроительных цехах. Сегодня распространение получили и модели, выпускаемые под брендом Newall (Англия). Еще относительно небольшое распространение получили модели, выпускаемые под брендами WHN и WKV.
Источник
Типы расточных станков
В классификационной таблице расточные станки входят в общую группу сверлильных станков. Расточные станки разделяют на универсальные и специальные .
К универсальным станкам относятся следующие типы:
- простые (горизонтальные, вертикальные). Это основной тип расточных станков. На расточных станках производят расточные работы, сверление и зенкерование, нарезание резьб, фрезерование. Это делает эти станки универсальными;
- тонкой расточки (вертикальные, горизонтальные, координатные, алмазные) для точных расточных работ. Координатнорасточные станки предназначаются для обработки отверстий с обеспечением точного расположения их центров (до 0,005 мм) без примененения кондукторов и других приспособлений. Алмазнорасточные станки служат для тонкого растачивания отверстий, при котором точность обработки по диаметру достигает 0,005 мм.
К специальным расточным станкам относятся многошпиндельные переносные , полуавтоматы . Специальные расточные станки имеют более узкое распространение. На них производят однообразные работы, однако у них имеются и свои преимущества: возможность растачивания тяжелых деталей на месте их установки, в других случаях повышенная производительность и т. п.На рис. 328 показана схема горизонтальнорасточного станка.
На горизонтальных направляющих 2 станины 1 устанавливается задняя стойка 3 с подшипником 4, предназначенным для поддержки конца расточной оправки (борштанги). По вертикальным направляющим передней стойки 5 перемещается шпиндельная бабка 9 с расположенными в ней коробками скоростей и подач. В шпиндельной бабке вращаются шпиндель 7 и планшайба 8 (с суппортом планшайбы 6). Станок имеет продольный стол 12, поперечный стол и верхний круглый стол 10, последний вращается вручную.

Рис. 328. Общий вид горизонтальнорасточного станка.
Электродвигатель 13 обеспечивает вращение планшайбы 8, а также продольную (осевую) подачу шпинделя 7, продольную и поперечную подачу стола, радиальную подачу суппорта планшайбы 6. Внутри станины 1 встроен электродвигатель для ускоренного перемещения (на холостом ходу) шпинделя 7, суппорта планшайбы 9, стола, шпиндельной бабки 6 и подшипника 4.
Источник





