

Смазка станка продольно-строгального 7212
Смазка направляющих станины и реечной шестерни привода стола
Смазка направляющих станины, реечной шестерни привода стола, а также подшипников скольжения этой шестерни производится автоматически от центральной смазочной станции (схема смазки приведена на рис. 85), размещенной на откидной крышке 50 (см. рис. 90) с правой стороны станины. Маслобаком служат несколько секций самой станины. Из маслобака масло засасывается через сетчатый фильтр 1 (см. рис. 85) шестеренчатым насосом 2. Электродвигатель его включается только при включении двигателя преобразовательного агрегата. Масло подается через пластинчатый фильтр 3 к распределителю 4, установленному в станине. В распределителе имеются дроссели 5, предназначенные для создания подпора в системе (2 — 3 атм) и регулирования количества масла, подаваемого к отдельным точкам смазки. С направляющих станины масло стекает в корыта, расположенные на концах станины, откуда, проходя через сетчатые фильтры, самотеком сливается по трубам в бак.
В нагнетательную цепь маслонасоса включено реле давления 6, контролирующее наличие давления масла в смазочной системе. При отсутствии в трубопроводе давления масла или давлении ниже 1 атм плунжер реле, воздействуя на конечный выключатель, прекращает движение стола или делает невозможным его включение.
Величина давления масла ограничивается предохранительным клапаном 7, регулируемым на 5 атм.
Для наблюдения за величиной давления масла установлен манометр 8.
Смазка шестерен и подшипников редукторов и коробок подач
Для смазки шестерен и подшипников коробок подач установлены плунжерные насосы 47 и 48 (см. рис. 89). Конструкция их показана на рис. 76.
Привод насоса осуществляется от кулачка, установленного на валу червячного колеса коробки подач. Масло всасывается насосом через сетчатый фильтр из масляной ванны корпуса коробки и подается через распределитель к местам смазки.
Шестерни и подшипники коробки скоростей главного привода, редукторы перемещения и механизма зажима поперечины и червячная пара пульта управления смазываются разбрызгиванием масла, заливаемого в соответствующие корпуса до уровня, контролируемого по маслоуказателям.
Смазка направляющих поперечины и стойки
Для автоматической смазки горизонтальных направляющих поперечины, направляющих стойки, ходовых винтов, а также элементов передач во время перемещения кареток установлены специальные дозаторы 31 и 32 (см. рис. 89 и 90).
Схема смазки поперечины приведена на рис. 86, а стойки на рис. 87.
Конструкция одного из дозаторов показана на рис. 88. Привод распределительного валика 1 дозатора осуществляется от неподвижного тросика, закрепленного на поперечине или стойке и охватывающего ролик 2. При перемещении кареток распределительные валики вращаются и масло из резервуара 3 периодически попадает в дозаторные камеры 4, откуда переливается в отверстия 5, соединенные с точками смазки.
Указания по обслуживанию смазочной системы
Надежность работы станка в значительной степени зависит от систематической и своевременной смазки всех трущихся поверхностей, качества смазочных материалов, состояния рабочих элементов системы смазки, в особенности фильтров.
Во время эксплуатации станка необходимо тщательно и регулярно следить за наличием масла в резервуарах станины, ваннах редукторов и коробок подач. Не допускается падение уровня масла ниже той величины, при которой возможно засасывание воздуха через фильтры в систему смазки. Масло обязательно должно касаться поверхностей разбрызгивающих элементов передач.
При смене масла необходимо промывать резервуары, осматривать и очищать фильтры грубой и тонкой очистки.
Места смазки, режим смазывания, количество и марка смазочных материалов указаны на схеме смазки (см. рис. 89 и 90) и в спецификации к ней.
Номенклатура и обозначение
Все типоразмеры строгального оборудования входят в группу станков для обработки плоских поверхностей. При этом отдельно маркируются станки общего назначения (как поперечно-, так и продольно-строгальные), специализированные и специальные.
Общий классификационный индекс для такого оборудования включает в себя буквенно-цифровое обозначение вида ХХХХ. Первый индекс – цифра – определяет отнесение станка к определённому виду. Для рассматриваемого оборудования это всегда цифра 7. Далее следует цифра, которая указывает на тип станка:
- 1 – одностоечный продольно-строгальный;
- 2 — двухстоечный продольно-строгальный;
- 3 – поперечно-строгальный;

Схемы обработки металла строганием
Последние две цифры маркировки обозначают основной технологический параметр оборудования. Как правило, это – наибольший габарит обрабатываемого изделия в дециметрах. Например, марка 7310 будет указывать на то, что данный агрегат – поперечно-строгальный, и предназначен для обработки металла с максимальной длиной плоскости до 1000 мм. Буква в обозначении (например, 7А110) указывает на модификацию базовой модели (например, наличие гидропривода, дополнительного узла прижима и т.п.). Наличие буквы Ф в обозначении отмечает, что данное оборудование снабжено системой ЧПУ.
Источник
7Д36 станок поперечно-строгальный с гидравлическим приводом. Назначение и область применения
Поперечно-строгальный станок модели 7д36 заменил устаревшую модель .
Поперечно-строгальный станок 7Д36 предназначен для обработки резцом плоских и фасонных поверхностей (горизонтальных, вертикальных, наклонных), а также для прорезания всевозможных пазов и канавок в деталях с длиной обработки до 500 мм. Он применяется в механических цехах машиностроительных заводов для индивидуального и мелкосерийного производства.
Строгальный станок 7Д36 предназначен для строгания плоских и фасонных поверхностей в условиях единичного и мелкосерийного производства.
Особенности конструкции станка
Наличие на станке 7Д36 механических подач стола и резцового суппорта, механизма настройки стола на ширину строгания и механизма автоматического останова обеспечивает возможность многостаночного обслуживания.
Ползун имеет гидравлическое возвратно-поступательное движение. Направление движения ползуна и длина его хода изменяются при помощи упоров, расположенных па ползуне. Подача стола в вертикальном и горизонтальном направлениях осуществляется посредством гидромеханического устройства коробки подач. Ускоренные перемещения стола осуществляются от отдельного электродвигателя, соединенного с коробкой подач при помощи фрикционной муфты, отключающей цепь быстрых перемещений стола при перегрузках и крайних его положениях. Предусмотрена возможность перемещения стола вручную.
Станок имеет автоматическую подачу суппорта и отвода резца от обрабатываемой поверхности при холостом ходе ползуна.
Смазка направляющих ползуна и станины автоматическая. Станок 7Д36 является базовым для модификаций с универсальным поворотным столом и копировальным устройством.
По особому заказу за дополнительную плату станок может быть укомплектован теплообменником для охлаждения масляной ванны.
Класс точности станка Н.
Строгальные станки. Общие сведения
Основное назначение строгальных станков — это обработка долблением плоских и фасонных линейчатых поверхностей, пазов и канавок в разнообразных деталях, а также штампов различных видов.
Строгальный станок – металлорежущий станок для обработки строгальными резцами горизонтальных, вертикальных и наклонных поверхностей с прямолинейными образующими.
Различают поперечно-строгальные и продольно-строгальные станки.
Главное движение строгального станка — прямолинейное возвратно-поступательное. У поперечно-строгального станка оно сообщается резцу, закрепленному в суппорте, у продольно-строгального станка — столу, на котором устанавливается изделие. Резание производится во время рабочего хода, затем следует холостой ход (с более высокой скоростью), при котором резец (или изделие) возвращается в первоначальное положение. Скорость главного движения остается постоянной у всех продольно-строгальных станков и поперечно-строгальных станков с гидравлическим приводом и меняется (от нуля до максимальной и вновь до нуля) у поперечно-строгальных станков с приводом от кулисно-кривошипного механизма. В конце каждого холостого хода осуществляется движение подачи (в поперечном направлении относительно направления главного движения). У поперечно-строгальных станков оно сообщается столу и закрепленному на нём изделию, у продольно-строгальных — резцу, закрепленному в суппорте.
На поперечно-строгальных станках обрабатывают мелкие и средние изделия, на продольно-строгальных — относительно крупные изделия или одновременно несколько средних изделий, а также изделия с узкими длинными поверхностями, главным образом в индивидуальном и мелкосерийном производствах.
Из-за холостого хода невыгодно использование строгальных станков в крупносерийном и массовом производстве, где они заменяются фрезерными, протяжными, шлифовальными станками.
Виды поверхностей, обрабатываемых на строгальных станках
Виды поверхностей, обрабатываемых на строгальных станках:
- а — ласточкин хвост
- б, е — канавки
- в — вертикальные плоскости
- г, д — фасонные поверхности
- ж — фаски
Положение суппорта и поворотной доски суппорта при строгании
Технические характеристики станка
Двухстоечный продольно-строгальный станок модели 7212 предназначен для обработки резанием длинномерных заготовок из стали и различных цветных сплавов. Для повышения производительности на столе возможна обработка с одной установки нескольких заготовок одновременно. Это производится в тех случаях, когда суммарное тяговое усилие, прилагаемое к столу, не выходит за допустимые пределы. Оборудование относится к классу точности Н, и обладает следующими технологическими показателями:
- Размеры рабочего пространства для заготовки, максимальные (длина×ширина×высота), мм – 1120×1250.
- Расстояние между стойками в свету, мм – 1350.
- Размеры стола (ширина×длина), мм — 1120×
- Рабочий диапазон продольных перемещений, мм – 900…1200.
- Тяговое усилие, из расчёта на метр длины, кН – 200.
- Количество суппортов на поперечине станка – 3: два – вертикальных, один – боковой.
- Максимальное значение хода, м: по горизонтали – 1,875, по вертикали – 0,3.
- Максимальное перемещение, м – 1,12.
- Возможность поворота: да, ±60°. Точность поворота ±1°.
- Ход поперечины в вертикальном направлении, м – 1,12.
- Установочная скорость хода поперечины, мм/с – 20,76.
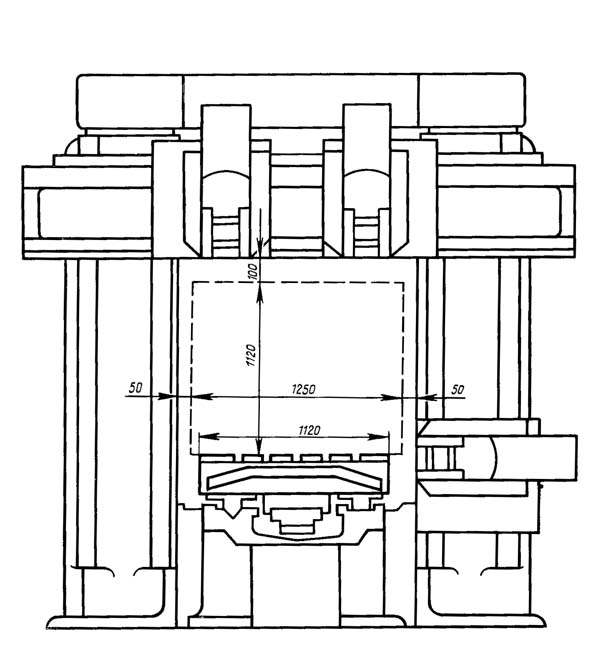
Габариты рабочего пространства
Для удобного и безопасного выполнения производственных операций продольно- строгальный станок оборудован устройством бесступенчатого регулирования скоростью движения и предохранителем хода в случае перегрузки по усилию (для станка 7212 оно составляет 120 кН). Отвод резцедержателя при обратном перемещении узла выполняется автоматически.
Электрическая схема станка довольно сложна, что обусловлено наличием нескольких электродвигателей:
- Главного привода, 100 кВт;
- Привода машинных преобразователей (для модели 7212 электрическая схема станка включает в себя два таких двигателя, 55 кВт и 3 кВт);
- Двумя двигателями, производящими в движение поперечину, и осуществляющими её торможение ( соответственно 5,2 и 0,8 кВт);
- Двумя двигателями, которые управляют действием суппортов: вертикального и бокового, по 2,2 кВт каждый;
- Для привода вентилятора, 0,8 кВт;
- Для питания генераторов и управляющих приводов, 4,9 кВт.
Все электродвигатели питаются от сети переменного тока напряжением 380 В и частотой 50 Гц.
Среди основных технических характеристик продольно-строгального станка также находятся:
- Возможность регулировки значений подачи, мм — 0,25…12,5.
- Минимальное значение шага подачи, мкм – 50.
- Скорость установочных перемещений: в вертикальном направлении — 1,47 м/мин, в боковом направлении – 0,735 м/мин.
- Количество режимов передвижения – два: 4…80 м/мин – для прямого и 12…80 м/мин — для установочного (холостого) хода.
- Масса агрегата, т – 35.
Обзор модельного ряда станков
Основным разработчиком и производителем строгального оборудования данной группы является Оренбургский СЗ, приобрести готовые, отремонтированные или модернизированные устройства предлагают многие отечественные компании («Станкокомпания СД», «Прессмаш», «Станочный мир»), среди б/у станков хорошие отзывы продукция Гомельского СЗ. Модели имеют в целом сходную конструкцию, различия проявляется в габаритах, мощности и параметрах обрабатываемой заготовки. Основные показатели наиболее распространенных из них представлены ниже:
7305Т
Характеристика | 7305Т | 7307ГТ |
Ход ползуна, мм: | ||
наибольший для строгания | 500 | 710 |
наибольший для долбления | 200 | 250 |
Размеры верхней рабочей поверхности стола, мм | 500х400 | 710х450 |
Частота ходов ползуна, дв.ход/мин | 13,2-150 | 10,6-118 |
Подача стола, мм/дв.ход: | ||
Горизонтальная | 0,2-5,0 | |
Вертикальная | 0,04-1,0 | |
Мощность главного привода, кВт | 5,5 | |
Масса 7305Т станка (без принадлежностей) кг, мах | 1980 | 2770 |
Габаритные размеры станка, мм | 2380х1085х1560 | 2790х1375х1665 |
Габаритные размеры упаковки, мм | 2400х1306х1620 | 2800х1400х1740 |
Данное оборудование выделяется повышенной жесткостью станины и направляющей и обладает хорошим ресурсом по мощности (до 5500 Вт), способствующими точному выполнению чистового, чернового и тонкого строгания.
Станок оснащен поворотным столом 500×400 с 25 подачами и тремя Т-образными пазами для захвата заготовок при ходе ползуна до 510 мм и вылете до 560 максимальное расстояние между горизонтальной плоскостью и направляющими у него составляет 40 см.
7307ТД
Расширенная модификация 7305Т с долбежной головкой и увеличенным до 710 ходом ползуна. Этот поперечно-строгальный станок по аналогии с предыдущим рекомендуют купить при обработке плоских и фасонных заготовок из твердых материалов (допускаемое усилие резания достигает 19,6 кН), при равной мощности и скорости перемещения стола он выигрывает в функциональности и увеличении рабочего пространства.










Это сказывается на цене, в новом состоянии эту модель можно приобрести от 800000 рублей и выше. При этом его оптимальной сферой применения являются предприятия с единичными и мелкосерийными условиями производства.
7Б35
Строгальное оборудование для обработки резцом заготовок с длиной до 500 мм включительно и формирования в них пазов и канавой с разной формой и глубиной в пределах сечения рабочего инструмента 20×32 мм. Модель была разработана с целью установки в ремонтных, механических и инструментальных цехах предприятий машино- и приборостроения при сравнительно малых объемах производства (единичный и мелкосерийный выпуск деталей из металлов).
В базовом исполнении 7Б35 имеет неповоротный стол с 20 подачами и ручным, механическим и укоренным перемещением, модели с универсальными поворотными конструкциями изготавливаются под заказ. Станок оснащен узлом централизованной смазки и стружносборником, ориентировочные затраты при его покупке в базовой комплектации и хорошем состоянии составляют 600000 рублей.
7М36 и 7М37
Станок имеет 2 электродвигателя (главный обеспечивает запуск всех узлов, вспомогательный – быстрое перемещения рабочего стола с размерами 450×700 и 560×1000 мм соответственно), смазка его станины и направляющих ползуна осуществляется автоматически, это же относится к подаче суппорта и резца.
ОД61-5
Комбинированное строгальное оборудование с долбежной головкой, используемое при обработке плоских, фасонных и наклонных поверхностей и прорезания канавок и пазов в заготовках с длиной не более 500 мм. ОД61-5 соответствует всем требованиям, выдвигаемым к станкам 7305ТД и 7307 ТД, уступая в размерах выпускаемой детали он выигрывает в функциональности за счет оснащения трехпозиционным поворотным и круглым столами.
Характеристика | ОД61-5 | ОД61-7 |
Ход ползуна, мм: | ||
наибольший для строгания | 500 | 710 |
наибольший для долбления | 200 | 200 |
Размеры рабочей поверхности стола, мм | ||
поворотного стола в горизонтальном положении | 500х400 | 710х450 |
наклоняемого стола | 360х360 | 360х360 |
Диаметр рабочей поверхности круглого стола, мм | 360 | |
Частота ходов ползуна, дв.ход/мин | 13,2-150 | 10,6-118 |
Подача стола, мм/дв.ход: | ||
Горизонтальная | 0,2-5,0 | |
Вертикальная | 0,04-1,0 | |
Мощность главного привода, кВт | 5,5 | |
Масса 7305Т станка (без принадлежностей) кг, мах | 2200 | 3000 |
Габаритные размеры станка, мм | 2410х1300х1560 | 2820х1575х1665 |
Габаритные размеры упаковки, мм | 2306х1238х1710 | 2426х1268х1825 |
Помимо обычных операций по строганию с его помощью выполняется обработка поверхностей с заданным уклоном, формирование шлицевых отверстий, шпоночных пазок и другие долбежные работы.
Назначение станка
При продольном строгании перемещение сообщается столу, на котором расположена обрабатываемая заготовка, а резец – неподвижен, и имеет лишь технологические перемещения, связанные с постоянно увеличивающейся глубиной съёма слоя металла. В этом случае данный узел оборудования двигается с различной скоростью: меньшей при рабочем ходе и большей – при возвратном. Скорость главного движения регулировать невозможно. Движение подачи резцу, который закрепляется в инструментальной головке, выполняется в момент окончания холостого хода.

Вид рабочего стола
Повышение производительности продольного строгания (которое по своим абсолютным значениям уступает фрезерованию подобных изделий) возможно лишь за счёт установки на стол нескольких однотипных по размерам полуфабрикатов, технологически группируемых по параметру величины съёма металла. Этим производительность обработки может быть несколько увеличена. Вообще же строгальные станки рассматриваемой конструкции используются при мелкосерийном и единичном производстве продукции. Показаниями к применению технологии продольного строгания являются:
- невозможность фрезерования вследствие быстрого износа фрез, например, при повышенной твёрдости поверхности изделия;
- возможные тепловые деформации детали при её фрезеровании, когда вероятна тепловая деформация, из-за чего изделие потеряет свои, требуемые чертежом, геометрические размеры;
- наличие на предприятии высококвалифицированных рабочих кадров, которые могут вести продольное строгание изделий повышенной ответственности с весьма высокой точностью;
- снижение удельных энергетических затрат при обработке, что положительно влияет на себестоимость конечной продукции.
Это интересно: Особенности горизонтального расточного станка и его виды — излагаем детально
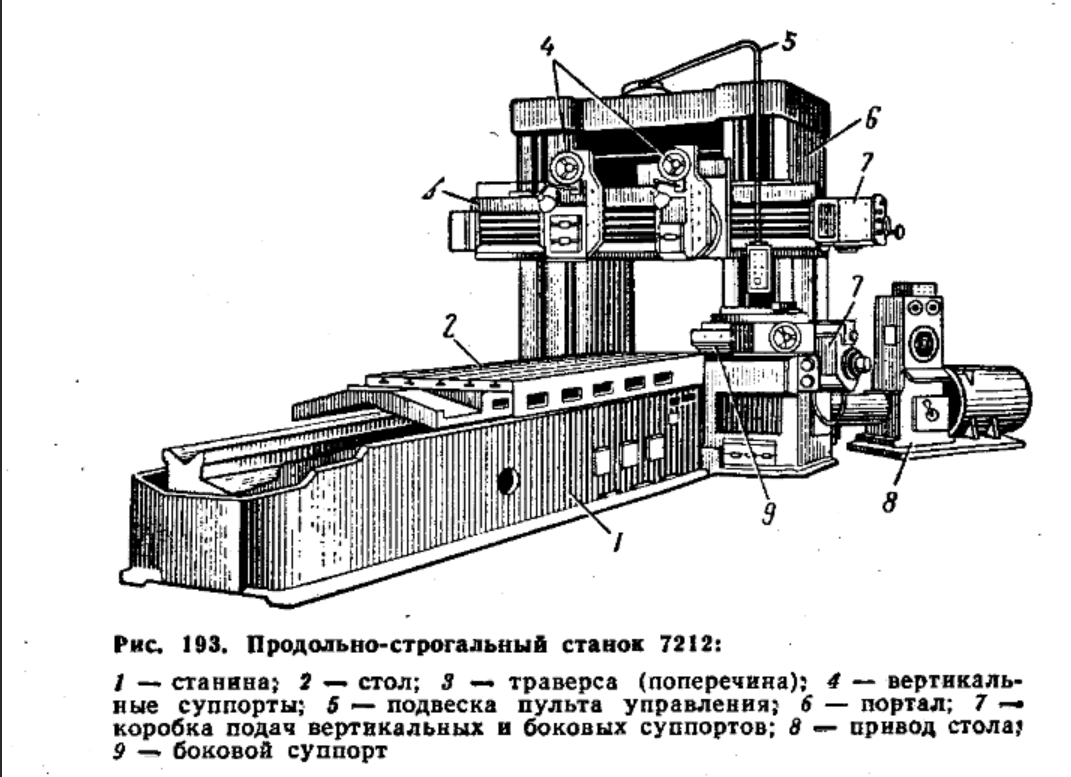
§ 1. НАЗНАЧЕНИЕ И УСТРОЙСТВО ПРОДОЛЬНО-СТРОГАЛЬНЫХ СТАНКОВ
Основное назначение продольно-строгальных станков — обработка разноориентированных плоскостей, главным образом на крупных деталях. Точность и чистота обработки плоскостей большой ширины на этих станках выше, чем достигаемые точность и чистота обработки на фрезерных станках. Кроме того, инструмент (резец), применяемый на строгальном станке, во много раз дешевле фрезы, применяемой на фрезерном станке. Установка крупногабаритных деталей и наладка станка на обработку заготовки легче, чем фрезерного станка. Эти факторы являются главной причиной того, что более производительные фрезерные станки не могут вытеснить строгальных станков в мелкосерийном и единичном производствах. Разница в стоимости инструмента делает обработку плоскостей в указанных производствах экономически более выгодной на продольно-строгальных станках, чем на фрезерных.
На продольно-строгальном станке заготовку закрепляют на столе, совершающем возвратно-поступательное (главное) движение. Резцы закрепляются в суппортах. Срезание слоя металла происходит при рабочем ходе стола с заготовкой по направлению стрелки v р.х (рис. 75). При обратном ходе стола по направлению стрелки v х . х резец поднимается, резания не происходит.
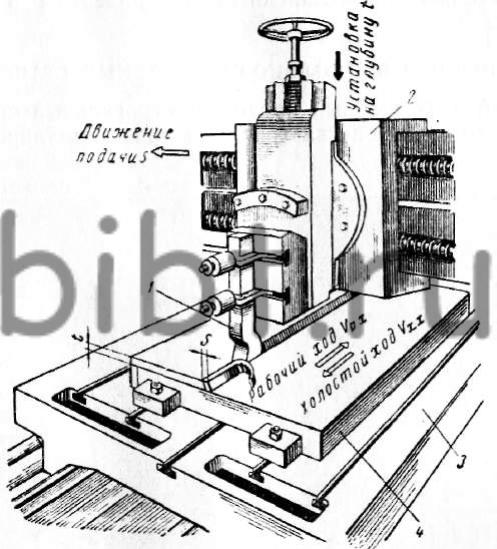
Рис. 75. Основные движения при строгании на продольно-строгальном станке и механизмы, их выполняющие:
1 — резец, 2 — суппорт, 3 — стол, 4 — заготовка
Резец вместе с суппортом перемещается относительно обрабатываемой заготовки после каждого двойного хода стола на величину подачи в поперечном направлении, обеспечивая тем самым срезание нового слоя металла, и так цикл повторяется.
Таким образом, продольно-строгальный станок имеет механизм, обеспечивающий возвратно-поступательное движение стола вместе с заготовкой и перемещение резца (подачу) в вертикальном или горизонтальном направлении.
Продольно-строгальные станки, предназначенные для универсальных работ, по конструкции подразделяют на четыре группы: ручной, одностоечный, двухстоечный и портальный По устройству главного привода различают продольно-строгальные станки с двойной ременной (прямой и перекрестной) передачей и электромагнитной муфтой; с зубчатой передачей и электромагнитной муфтой; с многоскоростным электродвигателем и червячной передачей; с гидравлическим приводом.
Основные марки продольно-строгальных станков, выпускаемых отечественной промышленностью, приведены в приложении 1.
Источник
Поперечно-строгальный станок
Главный узел поперечно-строгального станка – это станина, на которой присутствуют горизонтальные направляющие, гарантирующие перемещение в продольной плоскости ползуна с суппортом. Вертикальные направляющие станины гарантируют перемещение поперечины, по которым передвигается стол, имеющий стойку для гарантии высокого уровня устойчивости. Заготовка крепится на горизонтальной и вертикальной опорных поверхностях стола в особых Т–образных пазах. А вот резец находится в особом держателе, который находится на суппорте.
Базовое прямолинейное возвратно–поступательное движение передается ползуну, имеющему резец. Во время строгания горизонтальных плоскостей движение подачи передается на обрабатываемую деталь, которая двигается вместе со столом по направляющим поперечины. Чтобы осуществить строгание вертикальных и наклонных поверхностей подача происходит при помощи перемещения суппорта по вертикальным направляющим.
 Станина такого инструмента состоит из чугунного корпуса в виде коробки, который установлен на плиту, монтируемую к фундаменту на крепежные болты. Внутренние ребра жесткости позволяют достичь высокого показателя жесткости и прочности станины. При этом в верхней части станины имеются плоские горизонтальные направляющие, к которым на винты крепятся планки, образующие направляющие типа «ласточник хвост». Такой формы направляющие помогают ползуну перемещаться и обеспечивают плотную посадку этого станка за счет регулировки одной из направляющих планок винтами сбоку станины.
Станина такого инструмента состоит из чугунного корпуса в виде коробки, который установлен на плиту, монтируемую к фундаменту на крепежные болты. Внутренние ребра жесткости позволяют достичь высокого показателя жесткости и прочности станины. При этом в верхней части станины имеются плоские горизонтальные направляющие, к которым на винты крепятся планки, образующие направляющие типа «ласточник хвост». Такой формы направляющие помогают ползуну перемещаться и обеспечивают плотную посадку этого станка за счет регулировки одной из направляющих планок винтами сбоку станины.
На передней стенке станины есть плоские направляющие, которые обеспечивают вертикальное движении удерживающей стол поперечины. Внутри станины присутствует коробка скоростей и кулисный механизм, монтаж и ремонт которых можно осуществить через особые отверстия и люки, с крышками, установленные в стеках станины.
Такой станок работает от электродвигателя, который передает вращение шестискоростной коробки скоростей на вал, оборудованный скользящей шпанкой. Шпанка держит тройной блок шестерен, гарантирующий валу режим из трех скоростей. Следовательно, во время движения блока вдоль оси вала происходит поочередный захват шестерен с шестернями, закрепленными на шпонке на валу. Таким образом, вал имеет шесть скоростей.









Электрооборудование станка
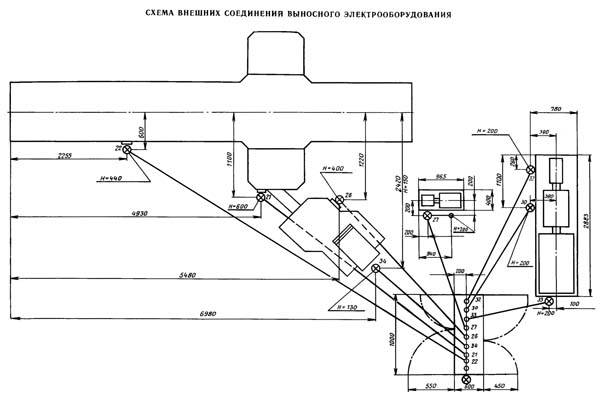
Схема соединений выносного электрооборудования продольно-строгального станка 7212
Питание электрооборудования станка предусматривается от сети трехфазного переменного тока. По требованию заказчика электрооборудование станка может быть выполнено на одно из следующих напряжений сети: 220, 380, 400 и 440 В с частотой 50 или 60 Гц.
Если величины рабочего напряжения и частоты в заказе не оговорены, электрооборудование станка выполняется для питания от сети напряжением 380 в с частотой 50 Гц. Схема управления электроприводами станка содержит цепи управления постоянного и переменного тока, в соответствии с чем применена и аналогичная аппаратура. Напряжение цепей управления постоянного тока 220 В, а переменного — 127 В. Напряжение местного освещения — 36 В переменного тока.
Расположение электрооборудования на станке
Расположение электрооборудования на станке показано на рис. 1 и 2. Отдельно от станка устанавливается станция управления, двухмашинный и трехмашинный преобразовательные агрегаты.
Ремонт коробки скоростей поперечно-строгального станка модели 7Б35
Введение
Металлорежущие станки являются основным видом заводского оборудования, предназначенным для производства современных машин, приборов, инструментов и других изделий, поэтому количество и качество металлорежущих станков, их техническая оснащённость в значительной степени характеризуют производственную мощь предприятий.
Развитие вычислительной техники позволило создать высокопроизводительные металлорежущие станки с программным управлением, в том числе с автоматической сменой инструмента и автоматическим подбором режимов резания.
С появлением СЧПУ класс точности станков вырос и поэтому для обслуживания таких станков требуются высококвалифицированный обслуживающий персонал.
Вместе с разработкой новейшего оборудования требуются специалисты умеющие настраивать, ремонтировать и работать на данном оборудовании, поэтому служба ОГМ должна тщательно и своевременно улавливать все нюансы устройства современных станков.
В моей записке я предложу ремонт коробки скоростей поперечно-строгального станка модели 7Б35, а также чертежи и технологические процессы изготовления и ремонта деталей.
Краткое описание назначения, технической характеристики, устройства, смазки и условий работы. Технические условия на ремонт.
2.1 Назначение
Поперечно-строгальный станок модели 7Б35 предназначен для обработки резцом горизонтальных, вертикальных и наклонных плоских и фасонных поверхностей с длинной наибольшей обработки – 500 мм, а также для прорезания прямолинейных всевозможных пазов, канавок и выемок.
2.2 Технические характеристики
Вес станка, кг ……………………………………………………….1800
Габаритные размеры, мм:
Длина…………………………………………………………………2335
Ширина……………………………………………………………….1355
Высота…………………………………………………………………1540
Длина хода ползуна, мм…………………………………………………….20-500
Наибольшее перемещение стола, мм | горизонтальное | вертикальное |
От руки, не менее………………………. | 500 | 310 |
Механическое…………………………… | 500 | – |
Быстрое перемещение, м/мин…………. | 2,23 | – |
Цена одного деления лимба, мм………. | 0,1 | – |
Перемещение за 1 оборот лимба, мм…. | 12 | 6 |
Размеры рабочих площадей стола, мм:
длина | ширина | число пазов | |
Верхней……………………………….. | 500 | 360 | 3 |
Правой………………………………… | 380 | 375 | 3 |
Левой………………………………….. | 380 | 375 | 3 |
Наибольшее вертикальное перемещение головки резца от руки, мм ……170
Наибольший угол поворота резцовой головки до входа в станину, град …+/-60
В станке не предусмотрен автоматический подъём резца при обратном перемещении ползуна, а также отсутствует счётчик двойных ходов.
Привод
Тип привода: индивидуальный электрический;
Тип электродвигателя А0,2-42-4;
Мощность N=5,5 кВт;
Число оборотов в минуту 1450 об/мин.
Число оборотов приёмного шкива станка 625 об.
Привод станка – клиноременный, состоящий из трёх ремней типа Б-1600. Ускоренный ход стола осуществляется цепной передачей.
2.3 Устройство и кинематика станка
Станок состоит из следующих узлов:
1. Станина
2. коробка скоростей
3. электрооборудование
4. механизм подачи стола
5. стол
6. кулисный механизм
7. суппорт
8. механизм вертикальной подачи суппорта
9. ползун
10. принадлежности
11. централизованная смазка
12. поворотный стол (поставляется по особому заказу за отдельную плату).








Кинематика станка (Рис.1 и рис.2)
Главное движение – движение резание – это возвртно-поступательное перемещение ползуна с режущим инструментом резцом.
Движение от ЭД N=5,5 кВт передаётся через клиноремённую передачу на приводной шкив станка.
При включении дисковой фрикционной муфты вращение от приводного шкива передаётся на второй вал коробки скоростей с двумя блоками зубчатых колёс 1-2, 3-4, переключением которых передаётся через ступени скоростей третьему валу коробки. Зубчатое колесо 9 с удлинённым зубом, заклиненное на третьем валу находиться в постоянном зацеплении с колесом 10 передвижного блока зубчатых колёс 10-11 удваивается полученное ранее количество скоростей.
Кулисный механизм преобразует вращательное движение, получаемое от коробки скоростей, в прямолинейное возвратно-поступательное движение ползуна.
Подача стола
Укреплённый на валу кулисного механизма кулачок поворачивает зубчатый сектор 30, сцепляющийся с зубчатым колесом 31; последнее через поводок и сидящую на нём собачку поворачивает храповое колесо 32, соединённое кулачковой муфтой с валом конического колеса33. Коническое колесо 33 сцепляется с колесом 34. от которого движение передаётся через вал коническому колесу 37. Включением кулачковой муфты с одним из конических колёс 38 или 39 сообщается вращение ходовому винту 40 и реверсирование движения стола.
Подача суппорта
Электрооборудование станка

Схема соединений выносного электрооборудования продольно-строгального станка 7212
Питание электрооборудования станка предусматривается от сети трехфазного переменного тока. По требованию заказчика электрооборудование станка может быть выполнено на одно из следующих напряжений сети: 220, 380, 400 и 440 В с частотой 50 или 60 Гц.
Если величины рабочего напряжения и частоты в заказе не оговорены, электрооборудование станка выполняется для питания от сети напряжением 380 в с частотой 50 Гц. Схема управления электроприводами станка содержит цепи управления постоянного и переменного тока, в соответствии с чем применена и аналогичная аппаратура. Напряжение цепей управления постоянного тока 220 В, а переменного — 127 В. Напряжение местного освещения — 36 В переменного тока.
Расположение электрооборудования на станке
Расположение электрооборудования на станке показано на рис. 1 и 2. Отдельно от станка устанавливается станция управления, двухмашинный и трехмашинный преобразовательные агрегаты.
Вид рабочего стола
Повышение производительности продольного строгания (которое по своим значениям уступает фрезерованию подобных изделий) возможно лишь при установке на стол нескольких однотипных по размерам полуфабрикатов, технологически группируемых по параметру величины съема металла. Этим производительность обработки может увеличиваться. Вообще же строгальные станки рассматриваемой конструкции используются при мелкосерийном и единичном производстве продукции. Показаниями к применению технологии продольного строгания стали:
- невозможность фрезерования вследствие быстрого износа фрез, например, при увеличенной твердости поверхности изделия;
- возможные тепловые деформации детали при её фрезеровании, когда вероятна тепловая деформация, из-за чего изделие теряет свои, требуемые чертежом, геометрические размеры;
- наличие на предприятии высококвалифицированных рабочих кадров, способных вести продольное строгание изделий повышенной ответственности с большой точностью;
- снижение удельных энергетических затрат при обработке, что положительно влияет на себестоимость конечной продукции.





