

Изготовление приспособлений для заточки свёрл своими руками
Специфика работы устройств
В домашнем хозяйстве часто используются электродрели и шуруповёрты для сверления различных материалов из дерева, бетона, металла и керамики. Многие пользователи подобного оборудования неоднократно сталкивались с проблемой, вызывающей во время работы затупление рабочей части сверлильного инструмента.
Во время работы с металлом может возникать интенсивный нагрев режущей части сверла, что подвергает его к быстрому износу и дальнейшей непригодности в эксплуатации. Во избежание этого необходимо периодически проверять геометрические нормы режущей части и по возможности подтачивать её до требуемых параметров. Для сверления металлов, как правило, применяются спиральные свёрла. Дополнительная проверка инструмента перед выполнением работ продляет срок его эксплуатации.
При работе с древесиной режущая часть практически не поддаётся износу, а буры по бетону оснащаются твёрдыми победитовыми пластинами, которые в заточке не нуждаются и используются до полнейшего износа.
Инструменты для заточки свёрл
Как на промышленном устройстве, так и на приспособлении для заточке свёрл, сделанном своими руками, рекомендуется применять специализированный шаблон, необходимый для соблюдения требований к инструменту.
Использование шаблона даёт возможность выставлять необходимый угол режущей части сверла, что обеспечивает высокую точность при работе.
Во время проведения сверлильных работ необходимо индивидуально подбирать угол заточки инструмента, в зависимости от используемых материалов.
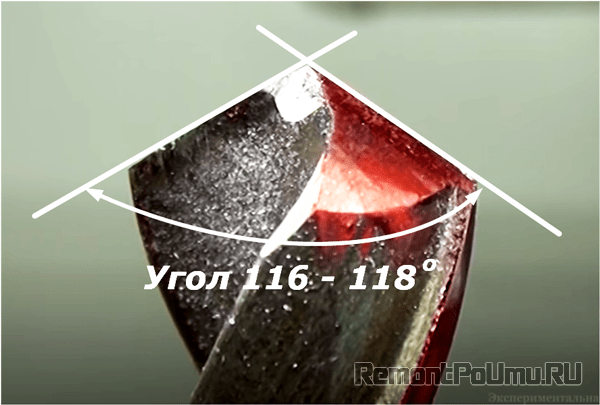
При работе с металлами можно использовать справочные данные, предоставляющие информацию о необходимых нормах при установке угла заточки. Параметры углов заточки для свёрл по металлу:
- Сталь, чугун и твёрдая бронза — 116−118;
- Латунь, мягкая бронза — от 120 до 130;
- Медь — 125;
- Алюминий — 140.
При использовании различных материалов рекомендуется изготовить несколько шаблонов или использовать один универсальный.
В простом приспособлении для заточки свёрл можно использовать втулку с внутренним диаметром, которая должна совпадать с поперечным сечением сверла и фиксироваться на жёстком основании под необходимым углом.
Втулка подбирается с высокой точностью — так, чтобы её внутренний диаметр совпадал с поперечным сечением затачиваемого инструмента.
Категорически нельзя допускать слабой фиксации: это резко снижает качество заточки.
Пайка медных труб своими руками при помощи газовой горелки
Важным узлом является подручник, выполняющий следующие функции:
- обеспечивает правильное фиксирование обрабатываемого объекта и его перемещение относительно заточного круга;
- является отличным упором во время выполнения заточных работ.
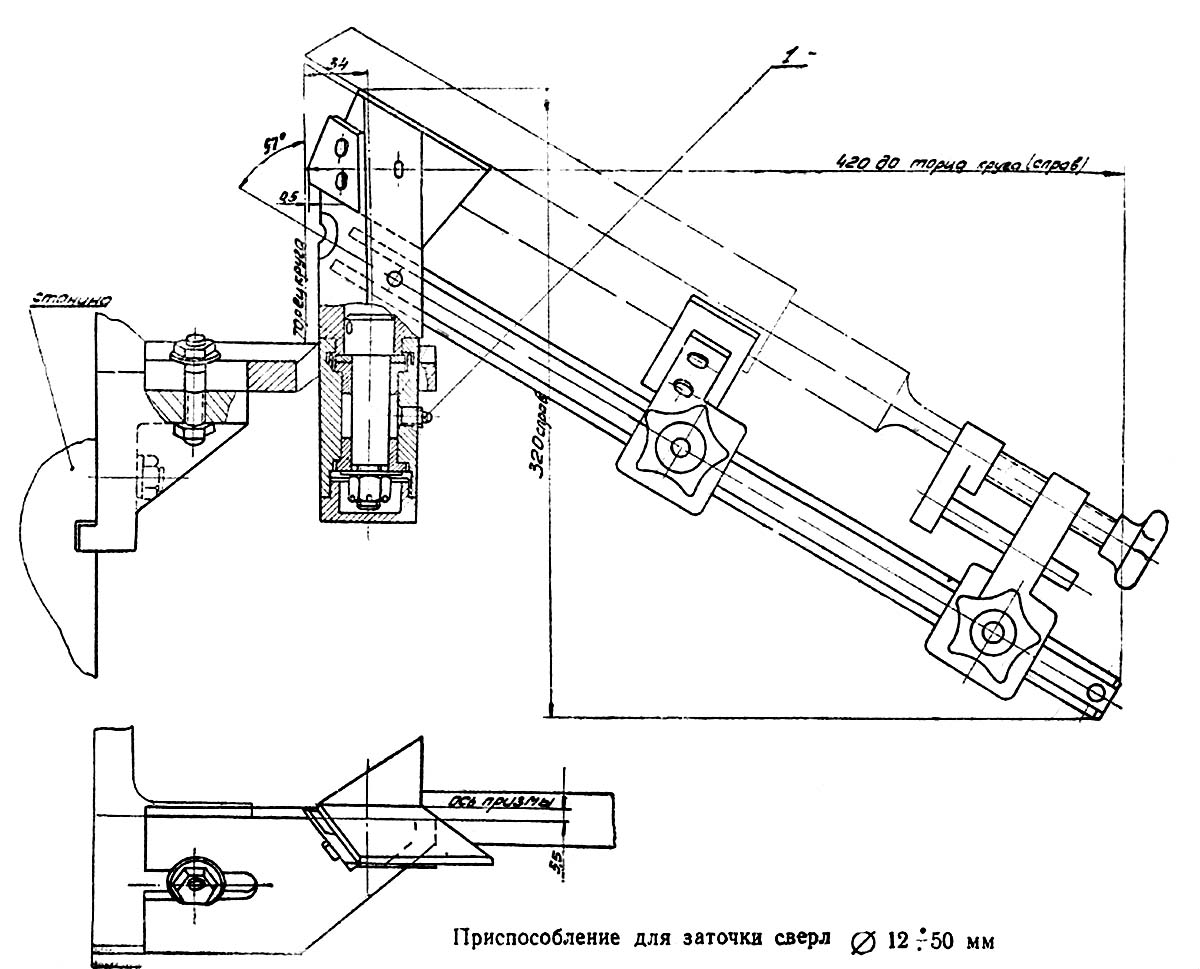
Чертежи приспособления для заточки свёрл могут оказать существенную помощь при его сборке. Их можно найти в различных источниках информации. Изучая принцип работы подобных конструкций, можно разработать свой вариант, который может отличаться от базового своими индивидуальными особенностями.
При работе с заточными устройствами необходимо выполнять следующие правила:
- Обрабатываемый инструмент во время проведения работ должен быть крепко зафиксирован, что предотвращает его проворачивание вокруг своей оси;
- По окончании заточных работ необходимо дать сверлу остыть, после чего измерить его углы при помощи шаблона. Рабочие поверхности режущих частей не должны отличаться друг от друга.
Даже при правильно выбранных углах и совпадении их симметричности может появиться сильное биение, вызванное из-за разницы длины режущих кромок, что чревато поломкой сверла. При несимметричности режущих частей происходит замедление процесса сверления и перегрев режущей части инструмента. Это делает отверстие разбитым и увеличенным в диаметре.
Wishbone – на что способно приспособление для заточки сверл и какие функции ему не под силу
Это изделие позволяет исправлять тупые и сломанные спиральные сверла довольно быстро, формировать их режущие кромки, как в заводских условиях для использования в быту.
Главная особенность устройства: не требует высоких навыков в заточке, работать можно любому человеку. Конструкция не сложная.
Сразу стоит учесть, что такая самоделка выполняет только двухплоскостную заточку. Ее возможности ограничены двумя функциями:
- формированием угла при вершине, причем можно отойти от стандартной для стали величины 120 градусов и перетачивать другие значения. Таблицы зависимости углов и параметры обрабатываемого материала разного типа публикуют справочники;
- созданием заднего угла резания.
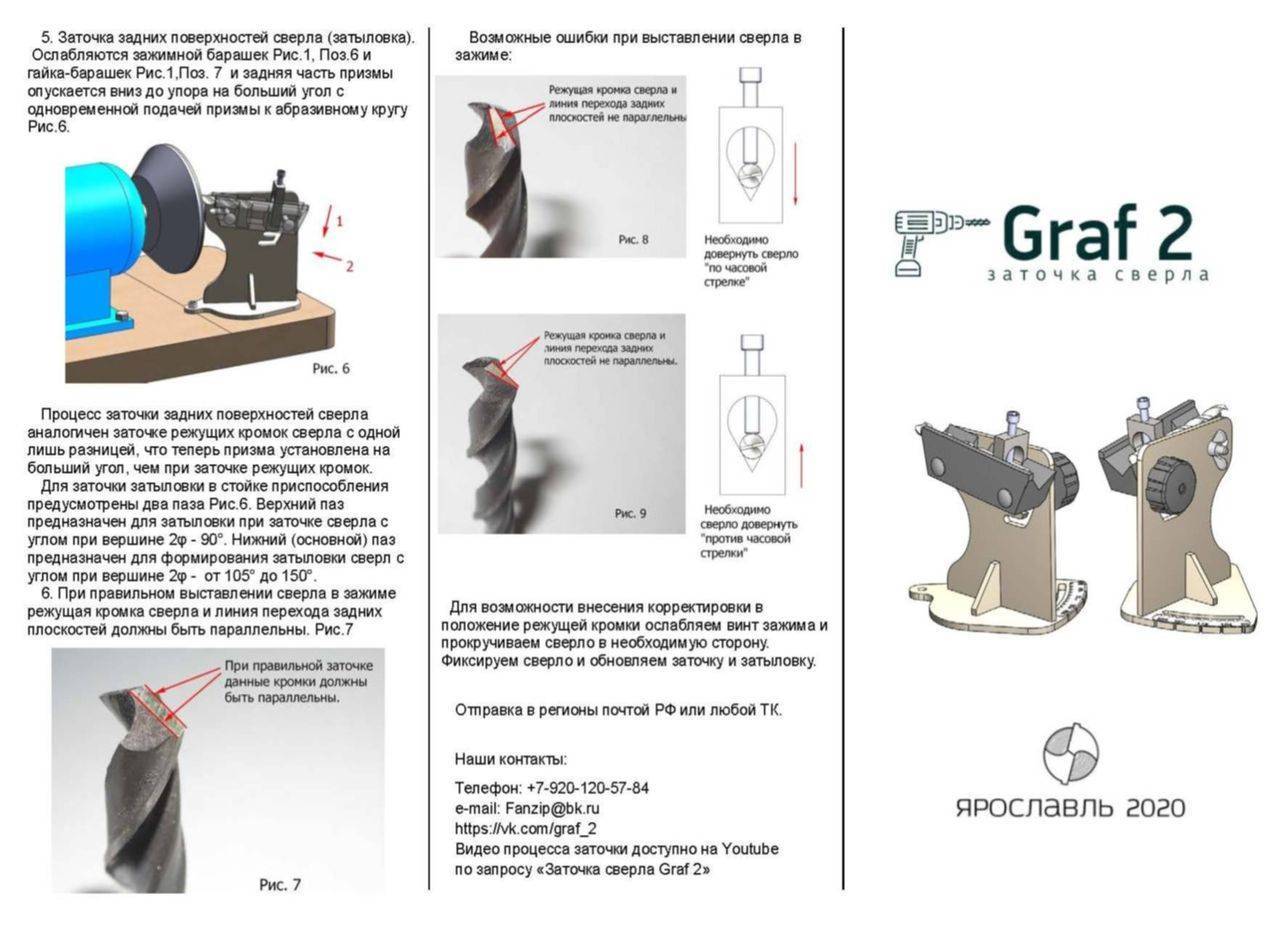
 Угол при вершине
Угол при вершине
 Задний угол резания
Задний угол резания
Рассказывать о них можно долго, но лучше Виктора Леонтьева (настоящий мастер) на его Ютуб канале вряд ли получится. Кто этого не знает – смотрите там
Считаю, что должен предупредить – это важно!

В принципе правильного создания этих двух углов достаточно для работы мелкими сверлами в быту, а часто и на производстве. Точить же перемычку на этом приспособлении не получится. Нужно использовать специальный станок.
Домашние станки
Возможно создать и более сложное приспособление для заточки сверл своими руками, представленное станком. Встречаются чертежи разных исполнений. При понимании принципа функционирования такого механизма ясно как сделать собственную конструкцию.
В виде основы для создания станка для заточки сверл своими руками подойдет серийное приспособление. При оснащении его дополнительными элементами учитывают ряд правил.
- Во-первых, требуется совпадение осей подручника и круга. При этом они должны располагаться в разных горизонтальных плоскостях, а для оси подручника требуется нахождение ниже оси наждака.
- Во-вторых, требуется прочно зафиксировать все конструктивные элементы.
- В-третьих, предусматривают для станка ручной и полуавтоматический режимы.
- В-четвертых, обеспечивают для подручника возможность размещения предмета под любым углом.
Для создания станков используют общедоступные материалы и компоненты. Из инструментов используются сварочный аппарат и болгарку.
Конструктивные элементы изготавливают из листового металла.
В случае создания станка с нуля следует подобрать двигатель. Для мини станка, для деталей диаметром до 20 мм, достаточно электромотора мощностью 0,5-0,8 кВт. К тому же подойдут и старые малооборотистые двигатели. Высокие обороты актуальны только для твердосплавных моделей, которые затачивают редко. Для обычных вариантов они наоборот могут вызвать перегрев.
Для создания качающегося упора, обеспечивающего полуавтоматический режим работы, применяют петлевое соединение. Путем подбора кронштейна, трубки и болта необходимо обеспечить отсутствие люфтов. Так можно изготовить подставку с двумя степенями свободы.
Для регулировки угла заточки обеспечивают вращение площадки, служащей для фиксации инструмента. Колеблющийся подручник обеспечивает артикуляцию.
Подручник закрепляют на корпусе с применением металлической «щеки». Направляющую с предварительно проделанным треугольным пазом на опорной пластине монтируют винтовым соединением.
Важно выбрать правильный точильный круг. Для весьма распространены приспособления из карбида натрия, подходящие для обработки быстрорежущей стали, служащей для производства значительной части сверл. Их обозначают маркировкой 64С и зеленой окраской
Зернистость для данных кругов составляет от 8 до 16 Н. Они склонны к нагреву, поэтому продолжительное непрерывное взаимодействие с приспособлением. Помимо этого, инструмент регулярно приходится обрабатывать раствором соды



Их обозначают маркировкой 64С и зеленой окраской. Зернистость для данных кругов составляет от 8 до 16 Н. Они склонны к нагреву, поэтому продолжительное непрерывное взаимодействие с приспособлением. Помимо этого, инструмент регулярно приходится обрабатывать раствором соды.
Благодаря возможности поворота на 90° на станках возможно осуществлять заточку сверл разными методами. Расположение опорной пластины (верхней ее поверхности) над осью круга обеспечивает хорошую обработку задней поверхности. Путем фиксации качающейся пластины станок приспосабливают к заточке твердосплавных моделей.
Деталь размещают в канавке со свободным продольным перемещением, но постоянным углом заточки, располагая кромкой параллельно направляющей пластине. По завершении настройки положения осуществляют подачу к наждаку. Обработка осуществляется сверху вниз.
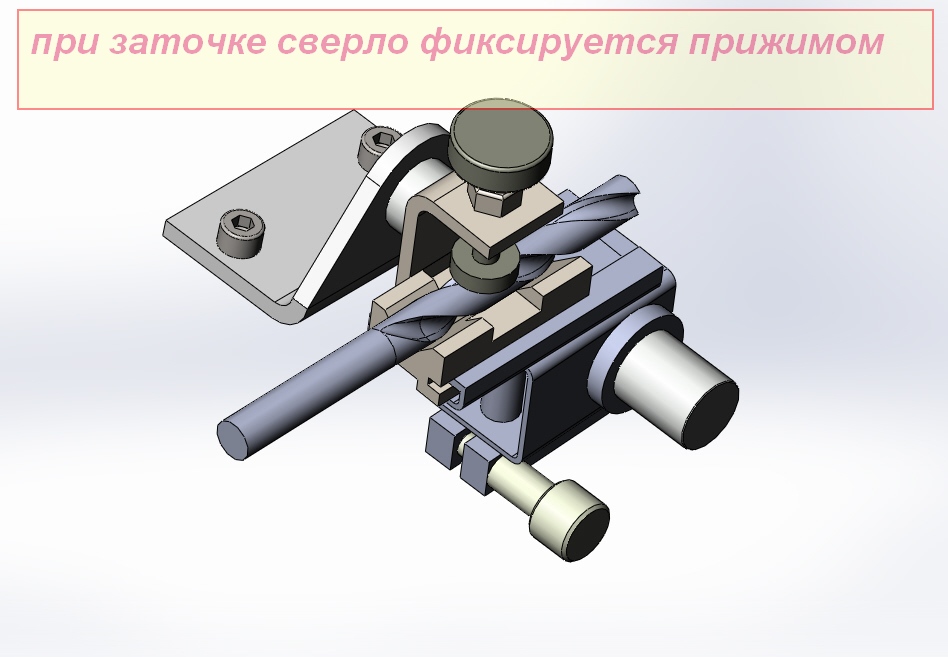
Требуется обеспечить полную фиксацию инструмента относительно собственной оси. При минимальном провороте придется переделывать заточку.
По завершении работ проверяют геометрию приспособления после его остывания с учетом того, что допустимо различие по длине кромок между собой до десятых долей мм. Это особо касается приспособлений малого диаметра. Однако для станков это необязательно ввиду высокой точности.
Различная длина кромок при симметричности и верных углах объясняется смещенным центром заточки относительно оси приспособления. Такой инструмент будет плохо попадать в отверстие и создавать биение, которое может повлечь поломку инструмента.
После заточки могут получиться несимметричные кромки при верной центровке. С поверхностью будет взаимодействовать одна из них, вследствие чего понизится эффективность. Также это повлечет интенсивный нагрев приспособления, ведущего к отпуску материала. Поэтому получится отверстие шире диаметра сверла.
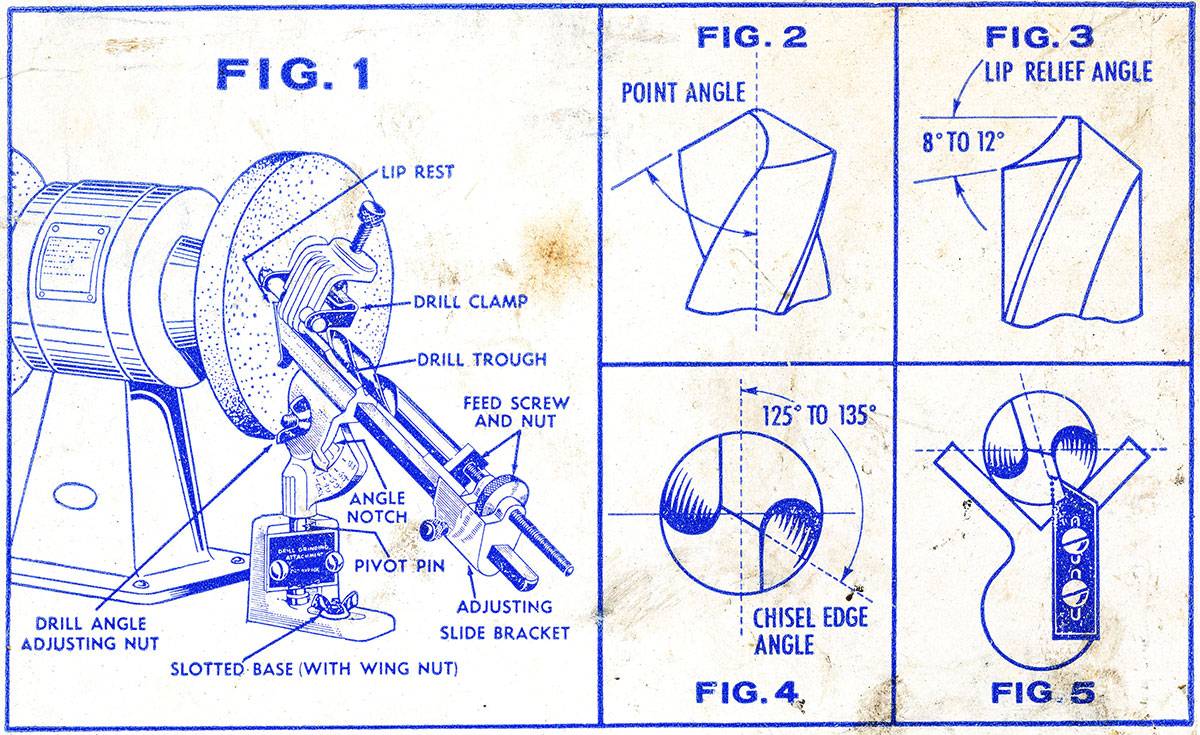
Рабочая часть
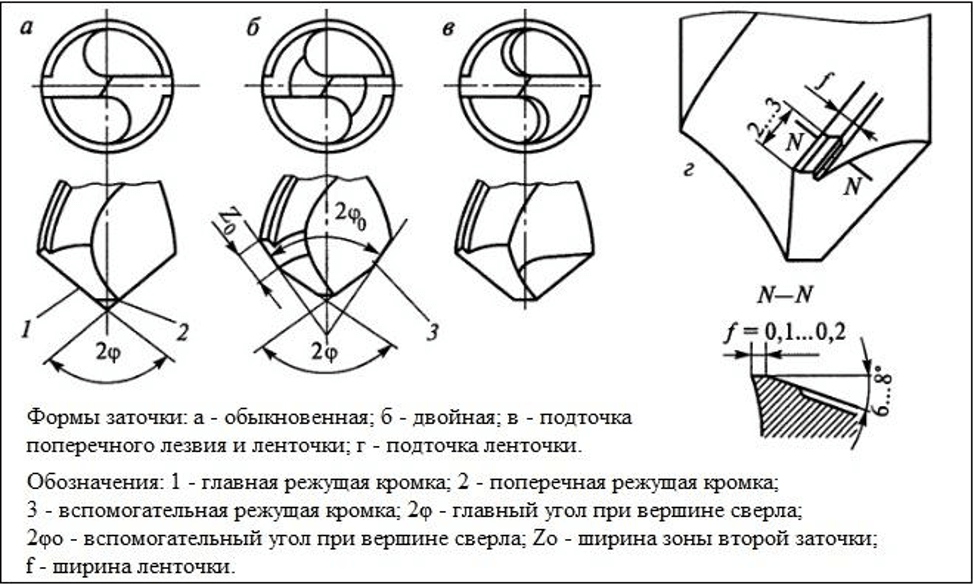
Рабочая часть образована 2-мя режущими кромками, которые получаются в результате пересечения винтовых поверхностей канавок, предназначенных для схода стружки, a также поперечной режущей кромкой, получающейся в результате пересечения задних поверхностей.
Направляющая часть представляет собой две вспомогательные режущие кромки, которые получаются как результат пересечения передних поверхностей c поверхностью ленточки.
Элементы спирального сверла, а также геометрия его углов.
Название элементов представлено на рисунке.
- c одинарной заточкой
- c двойной заточкой
- D – наружный Ǿ сверла.
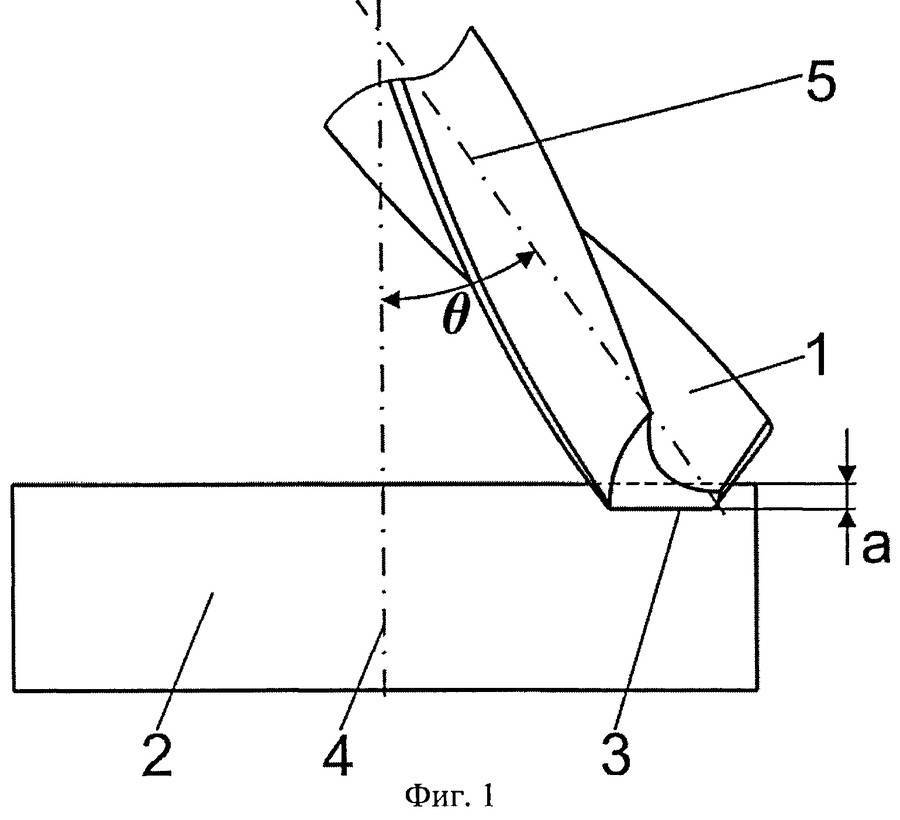
Едва ли не решающее влияние на качество получаемых отверстий оказывает угол, обозначаемый на схемах и чертежах сверл греческой буквой ϕ (2ϕ) или угол при вершине. Если он выполнен слишком малым, то своим нижним краем стружка будет затормаживаться стенкой отверстия. Затруднения в процессе отводки стружки будут приводить к перегреву металла сверла и, как следствие, к скорейшему изнашиванию.
Соблюдать точные значения данного угла при затачивании важно также потому, что при его увеличении происходит пропорциональное возрастание нагрузки на режущие кромки, a значит сопротивление обрабатываемого металла проникновению сверла в деталь во время подачи возрастает. Если же угол при вершине оказывается меньше оптимального, то растет усилие, которое требуется прикладывать для обеспечения вращения сверла c оптимальной скоростью, ухудшается формирование стружки, растет трение
Как правило, угол 2ϕ для сверл универсальных, которые изготавливаются из быстрорежущей, или из хромистой, или углеродистой сталей должен быть 116˚-118˚. Его меняют при заточке в зависимости от металла, в котором нужно просверлить отверстие:
- твердая бронза, чугун, сталь – 116˚-118˚;
- мягкая бронза, латунь – 120˚-130˚;
- красная медь – 125˚;
- магниевые сплавы – 90˚;
- силумин, электрон – 90˚-100˚;
- алюминий – 140˚;
- эбонит, мрамор, хрупкие материалы – 140˚;
- различные пластмассы – от 90˚ до 100˚;
- древесина – 140˚.
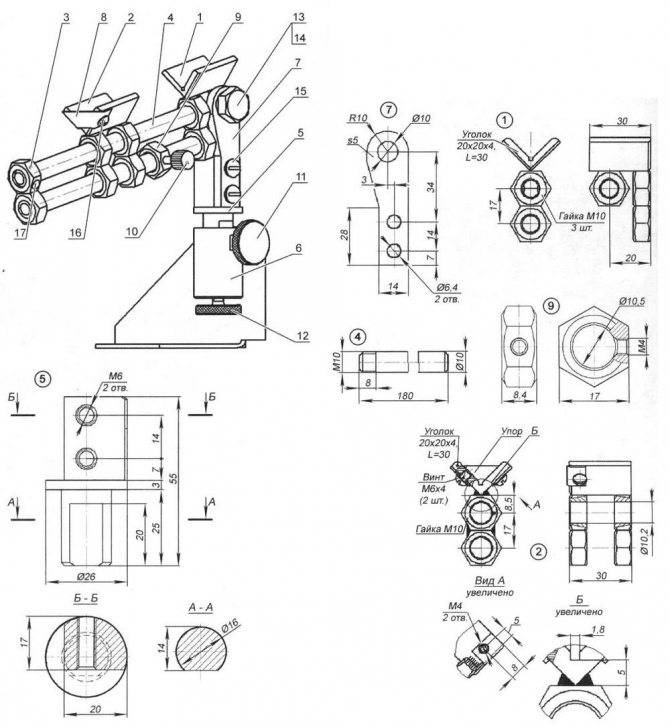
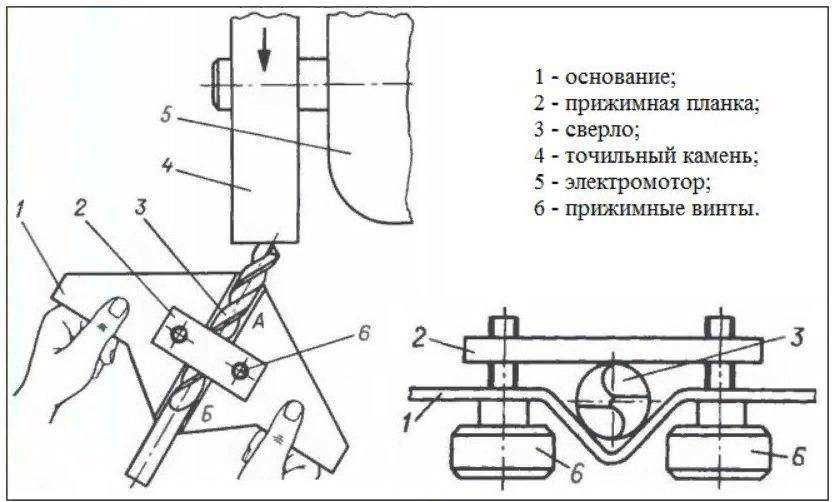
Чертежи простейших приспособлений
Простейшими устройствами для заточки могут быть втулки, внутренний диаметр которых соответствует поперечным размерам сверл. Втулка жестко фиксируется в надежное основание с учетом определенного угла
При подборе втулки для таких приспособлений, следует обращать внимание на соответствие ее внутреннего диаметра с поперечным размером затачиваемых инструментов. Запрещается, чтобы обрабатываемые инструменты болтались во втулке, поскольку, даже при отклонении в 1-2 градуса по оси от требуемых значений, могут существенно снизиться показатели качества и точности заточки. В некоторых случаях задачу можно упростить, установив на данную конструкцию деревянный брусок, в котором должны быть просверлены отверстия, с диаметром соответствующим используемому инструменту
Одним из важнейших элементов такого изделия считается наличие подручника, который необходим для:
В некоторых случаях задачу можно упростить, установив на данную конструкцию деревянный брусок, в котором должны быть просверлены отверстия, с диаметром соответствующим используемому инструменту. Одним из важнейших элементов такого изделия считается наличие подручника, который необходим для:
- обеспечения правильной фиксации сверлильного инструмента и возможности точного перемещения в отношении поверхности абразивного камня;
- создания упорной точки для затачиваемого сверла.
Такие изделия из дубовых брусков, в которых предусмотрены разнокалиберные отверстия, являются наиболее надежными. Благодаря им выполняется качественная и точная заточка инструментов. Основной задачей, которая должна быть решена самодельным станком или подобным приспособлением, является правильная ориентация режущей части обрабатываемых инструментов для получения точности требуемого угла заточки.
Для изготовления самодельного станка для заточки сверл, может быть использован ряд различных конструктивных вариаций подобного оборудования. При наличии соответствующих чертежей и понимании принципа работы данного оборудования, можно изготовить заточное оборудование самостоятельно в домашних условиях.
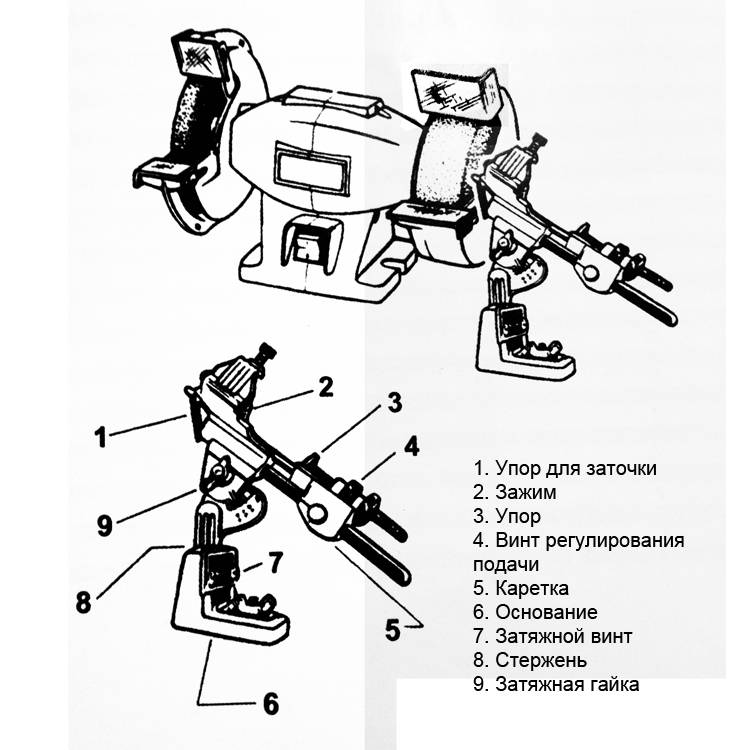
Конструкция состоит из следующих элементов:
Существуют важные правила, которые должны соблюдаться в процессе эксплуатации такого приспособления, а именно затачиваемый инструмент не должен вращаться вокруг своей оси. В случае даже незначительного поворота, заточку должна быть выполнена снова.
Заточенный инструмент должен быть остужен естественным способом. После чего следует выполнить проверку его восстановленных геометрических параметров. Для этого можно использовать шаблон. Следует учитывать, что каждая режущая кромка сверла может иметь отличие друг с другом, не больше чем на десятую долю мм
При этом, особое внимание стоит уделять данному параметру, если сверла имеют небольшой диаметр
Wishbone альтернативной конструкции: в чем отличия инструмента
Альтернатива заключается в том, что направляющие колесики монтируются поперек, а не вдоль основной плоскости корпуса. Надеюсь, что изготовить такое устройство не сложно. Но для 3Д печати потребуются чертежи.

При этом заточка сверл ведется перпендикулярно плоскости режущих кромок. Для кого-то эта особенность инструмента принципиально важна…
Я так не считаю. Необходимо учесть, что спиральное сверло по металлу, используя стационарный станок, можно затачивать по-разному:
- уже упомянутый Виктор Леонтьев выполняет это действие, располагаю режущую кромку поперек вращения наждака;
- заточник Николай Куликов располагает ее параллельно. Смотрите его канал «Опыт Куликова» на Ютуб.
Оба приема этих экспертов работают правильно, имеют ряд преимуществ и недостатков. Сварщики точат сверла болгаркой. Этот инструмент у них всегда под рукой: позволяет отрезать любой болт, уголок, швеллер, фрагменты элементов из металла.


Самодельщики делают заточный станок, который приспособлен для правки элементов сверл на боковой стороне наждачного круга… Такие устройства, должен заметить, не всех устраивают.
Универсального совета нет. Какую конструкцию следует выбрать и использовать для заточки сверл по металлу своими руками – решайте сами.
Топ-2. Prostormer PTET1058
Рейтинг (2021): 4.85
Учтено 574 отзыва с ресурсов: АлиЭкспресс
Самая популярная У этой электрической точилки для сверл уже 1250 заказов и почти 600 отзывов на АлиЭкспресс. В них пользователи сайта хвалят устройство и рекомендуют к покупке.
- Характеристики
Средняя цена: 1912 руб.
- Мощность: 95 Вт
- Уровень шума: 64–75 дБ
- Скорость вращения: 1600 об/мин
- Диаметр шлифовального диска: 75 мм
- Подходит для сверл: 3–12 мм
Стационарная бытовая точилка, главный плюс которой заключается в низкой цене при неплохом уровне качества. PTET1058 не нуждается в дополнительных приспособлениях, требуется лишь подключить устройство к розетке, и оно будет готово к работе. Аппарат подходит для обработки большинства сверл благодаря увеличенному диаметру шлифовального диска. Основная претензия пользователей – сложность процесса заточки. В комплект с самой точилкой входит инструкция на английском языке, в интернете размещены и видеоуроки, но разобраться с тем, как правильно контролировать угол заточки сверла не так уж и просто. Те, кому удалось освоить тонкости процесса, отзываются об устройстве весьма положительно.
Плюсы и минусы
- Быстрое подключение без дополнительных устройств
- Большой диаметр шлифовального диска
- Оперативная заточка
- Прочный материал и качественная сборка
- Сложное управление и контроль угла заточки
- Не подойдет для самых маленьких сверл
Купить на AliExpress.com
20 лучших точилок для ножей с АлиЭкспресс
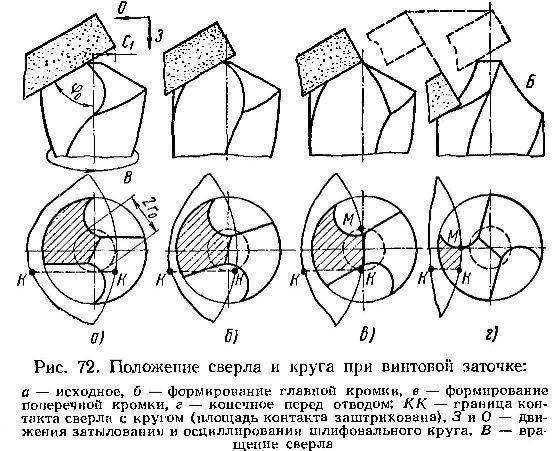
Как изготовить станок для заточки спиральных сверл
Полезные советы
О нюансах заточки можно говорить много, но ведь важно не просто правильно точить инструмент, но и делать это в безопасности и потом правильно хранить изделия. Итак, правила безопасности и сохранения работоспособности сверл:
Итак, правила безопасности и сохранения работоспособности сверл:
- при заточке инструмент сильно греется. Это не только требует аккуратности в обращении и – очень желательно – работы в защитных перчатках. Это также влияет на свойства металла. Поэтому подавать инструмент к заточному приспособлению следует короткими периодами, по 2…3 секунды, и охлаждать после каждого периода в воде или другой СОЖ (смазочно-охлаждающей жидкости);
- в процессе работы от сверла и точильного круга летят искры. Защищать надо не только руки, но и лицо. Прозрачный щиток или очки будут очень кстати;
- для тонкой работы необходимо очень хорошо видеть, что именно делается. Соответственно, роль защитного щитка вполне может сыграть увеличительное стекло;
- необходимо дополнительное освещение, но лампа должна располагаться так, чтобы хрупкую колбу не могли повредить случайные осколки металла или абразива.
В отношении хранения правила просты: заточенные сверла не должны соприкасаться друг к другу, не должны находиться во влажной или агрессивной среде. Очень удобны для постоянного хранения специальные органайзеры – промышленные или самодельные. При наличии надписей о диаметре поиск нужного инструмента происходит почти мгновенно.
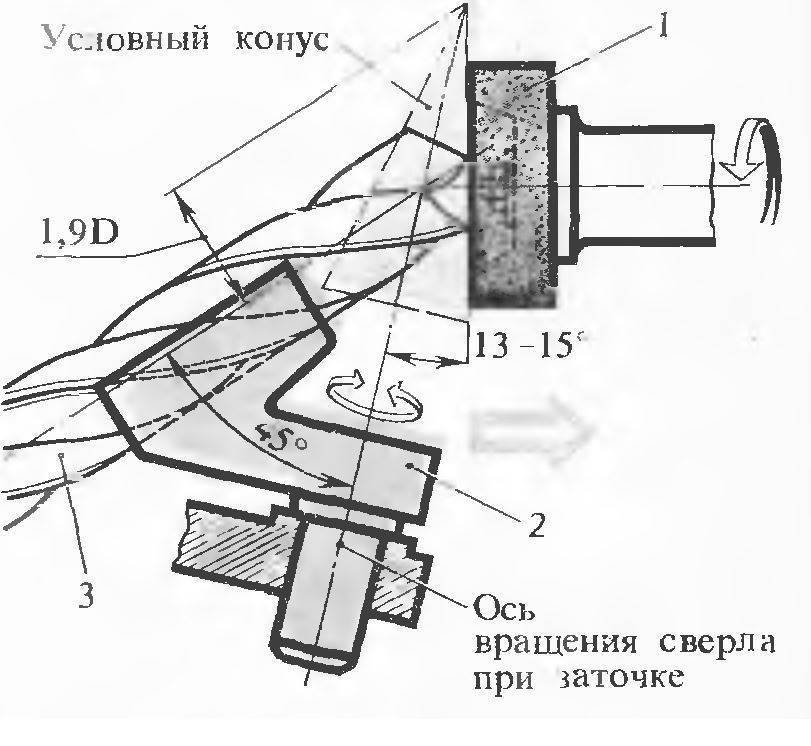
Способы заточки
Приспособления для заточки сверл и их способы подбираются в зависимости от вида и размера оснастки.
Некоторые из них универсальны. Они подходят для разных моделей расходников.
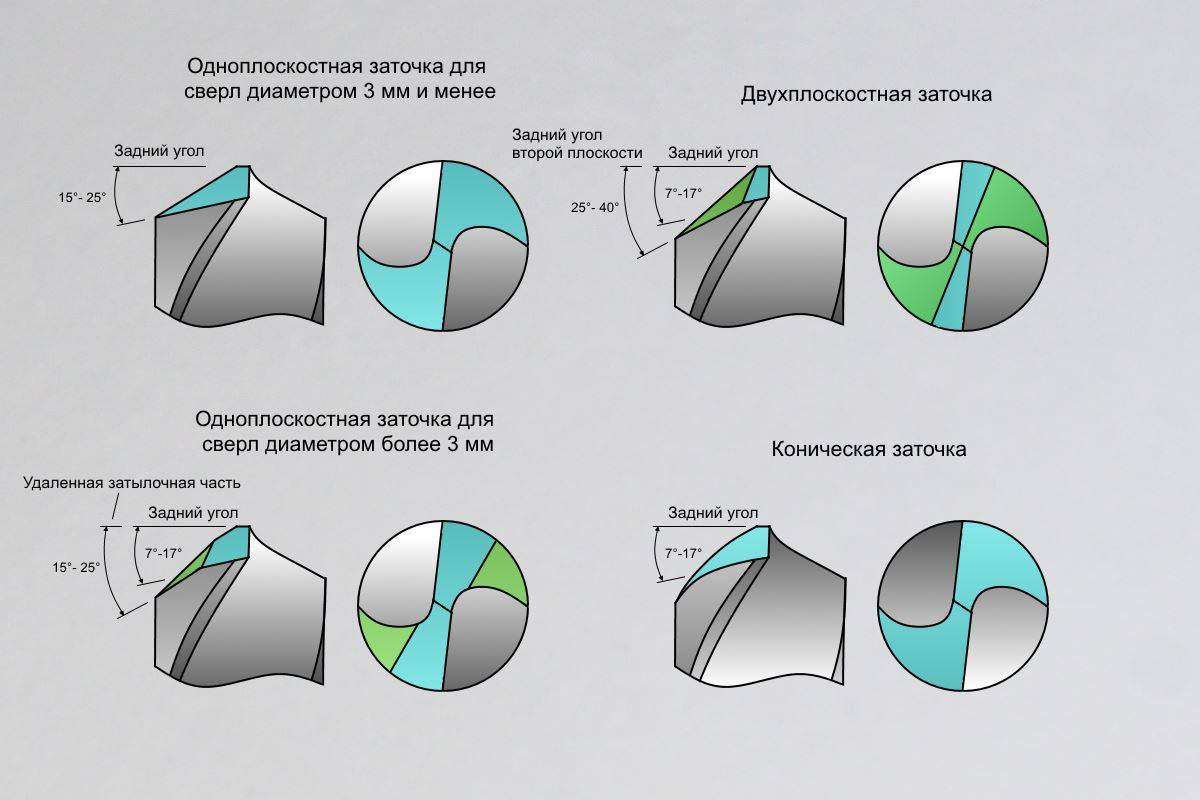
Коническая и одноплоскостная заточка
Оба типа заточки используются для образования заднего угла при вершине наконечника.
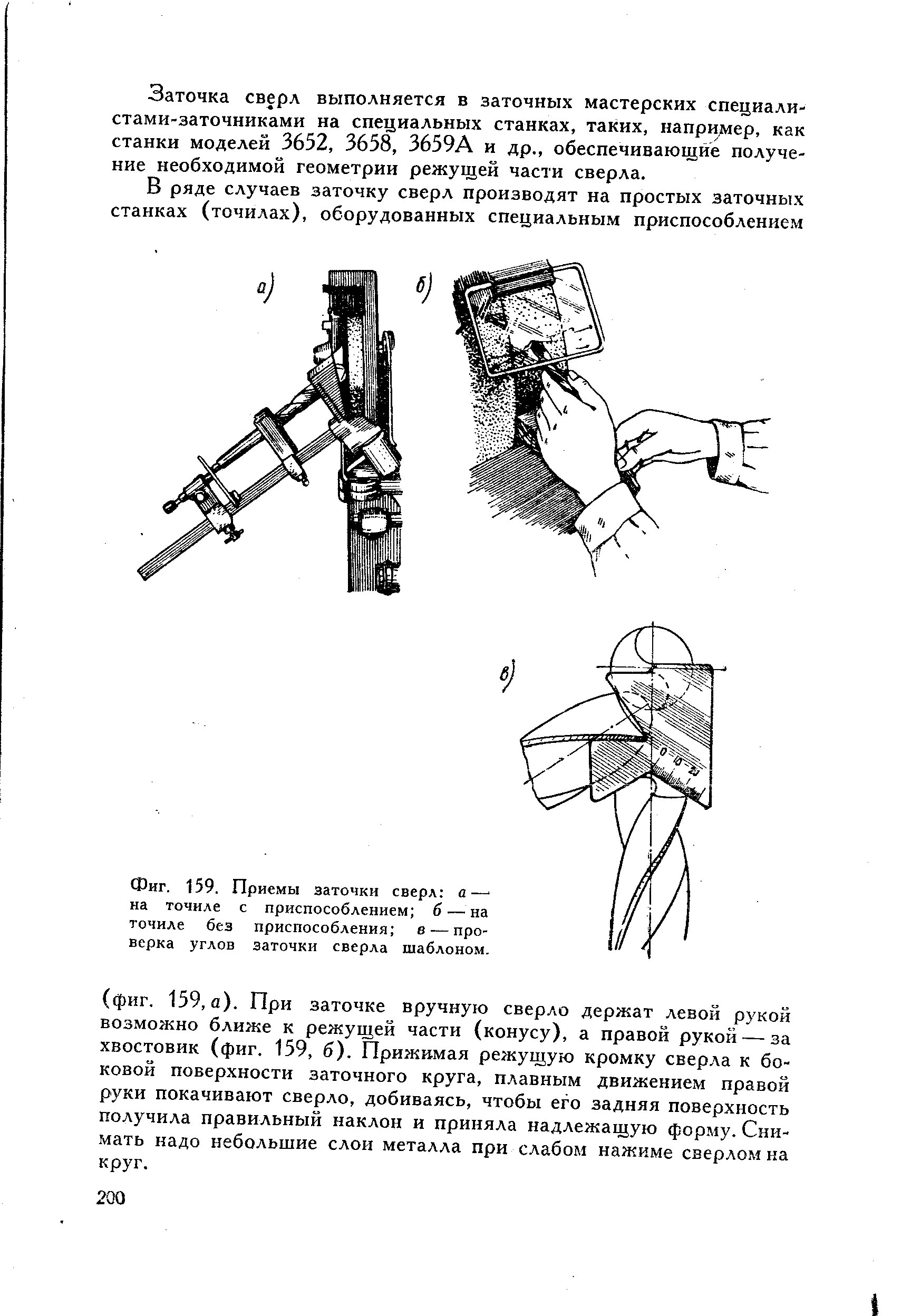
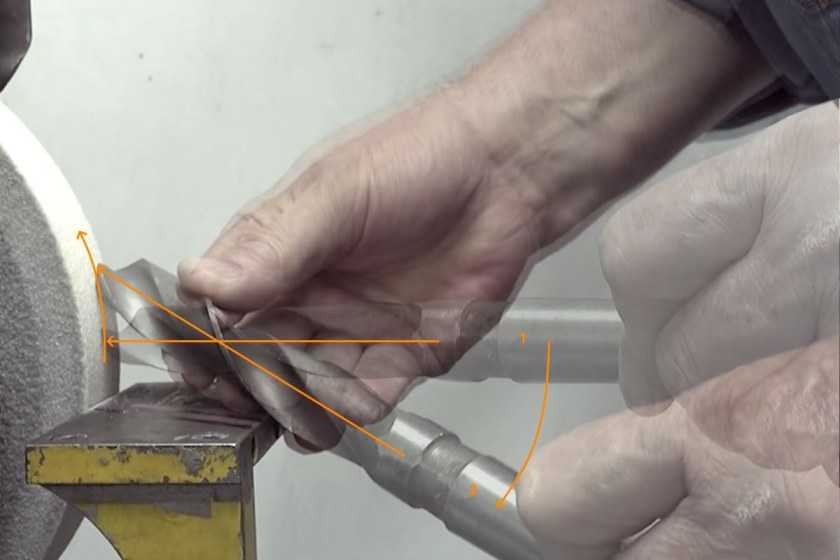
Коническая предназначена для сверл диаметром больше 3 мм. Оснастку подносят к абразивному кругу, крепко удерживая ее в руках. Во время заточки расходник мерно покачивают, прикладывая равномерную силу нажима. Таким способом затачивают обе грани, на глаз или по шаблону определяя их симметрию.
Одноплоскостная заточка не рекомендуется для оснастки большого диаметра, данный вариант исключительно для малогабаритной оснастки. Режущая грань подается параллельно точильному кругу. Такое положение необходимо сохранять во время всей заточки.
Болгаркой
Заточка болгаркой возможна при помощи двух приспособлений. Одно непосредственно крепится к самому инструменту, неподвижно лежащему на рабочей поверхности. Второе представляет собой отдельную конструкцию, осуществляющую подачу сверла к диску.
Оба приспособления объединяет схожее устройство. При помощи гаек, болтов, уголков и других элементов создается конструкция, удерживающая сверло под необходимым углом.
На точильном круге
Точильный круг представляет собой насадку на дрель или перфоратор. Подача сверл во время заточки может осуществляться как при помощи устройства из бруска, гаек или сложной конструкции из уголков и крепежных элементов, так и в ручную.
На наждаке
Заточка на наждаке аналогична процессу восстановления режущих способностей оснастки на точильном круге. Однако данное устройство относится к профессиональному типу, предназначенному для заточки режущих граней. В зависимости от вида в комплектацию к наждаку входят элементы подачи и фиксации сверлильных расходников, что значительно упрощает точильный процесс.
Способы заточки по выведению задней плоскости
Для выведения задней плоскости существует два варианта заточки: плоскостная и коническая. Двухплоскостная производится по принципу одноплоскостной заточки. Отличие заключается в наличии у сверла двух режущих граней, которые поочередно подаются к абразиву.
Способы заточки по количеству граней на режущей части
По количеству скосов заточка делится на одинарную и двойную. Данный способ преимущественно предназначен для крупногабаритных сверл. Наличие одной и более плоскостей позволяет избежать перегрева рабочей части расходника.
Правила заточки
Независимо от того, какой станок для заточки свёрл своими руками будет использоваться, важно соблюсти все базовые требования. Если в гараже или мастерской имеется точильный станок, лучше всего использовать именно его
На таком агрегате работать легче.
Метод заточки может отличаться в зависимости от конфигурации оснастки. Но, независимо от конфигурации сверла, точить всегда необходимо исключительно задние режущие кромки.
Обратите внимание!
Компрессор своими руками: подбор материалов и инструментов для сборки в домашних условиях + пошаговая инструкция по изготовлению и сборке своими руками
- Самоделки для гаража своими руками: варианты изделий для обустройства гаража, подробные схемы и чертежи для создания своими руками
- Пресс своими руками — особенности конструкций, выбор материалов изготовления. Пошаговая инструкция по изготовлению своими руками + простые схемы и чертежи
Нужно добиться одинаковой степени заточки всех граней. Вручную это сделать очень сложно. Но, для самых маленьких свёрл при этом подходит только ручная заточка.


Проще всего точатся оснастки с одной плоскостью. Заточка сверла по металлу одноплоскостной конфигурации должна выполнять с углом 28-30°. Если угол не будет выдержан, восстановить режущие свойства оснастки не выйдет.
Под таким углом сверло необходимо слегка прижимать к точильному камню. Модели с двумя плоскостями точатся аналогично, но соответственно нужно точить обе грани.
Если сверло конического типа, крайне важно сохранить его изначальную конусность. Это делается путём колебательных движений по конусы в процессе прижимки к камню

Заточив оснастку, желательно выполнить доводку. Необходимо убрать небольшие зазубрины, образовавшиеся при контакте с камнем. За счёт такой доработки изделие прослужит гораздо дольше. Для доводки требуется инструмент для более тонкой работы (камни с меньшей абразивностью).
Обратите внимание!
- Лебедка своими руками: классификация, материалы изготовления, описание этапов работы + инструкция для сооружения своими руками
- Струбцина своими руками — пошаговое изготовление и описание вариантов применения струбцины
Нож своими руками | Поэтапное описание как и из каких материалов сделать самодельный нож
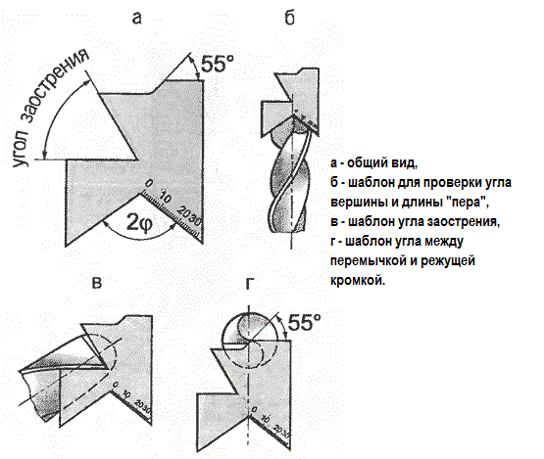
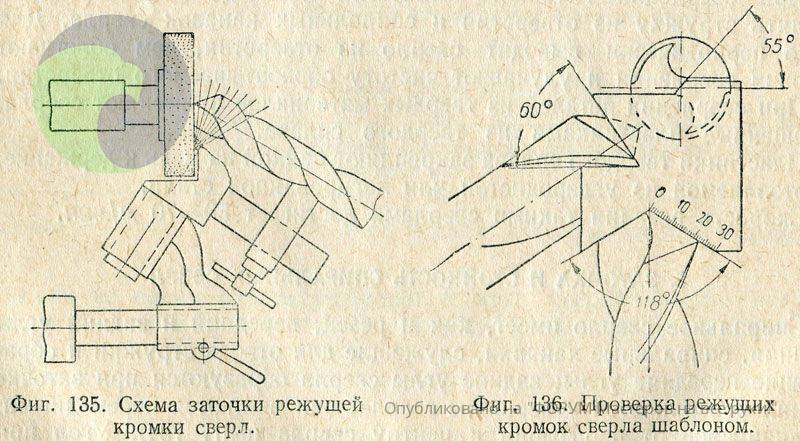
Как проверить правильность затачивания сверла по металлу
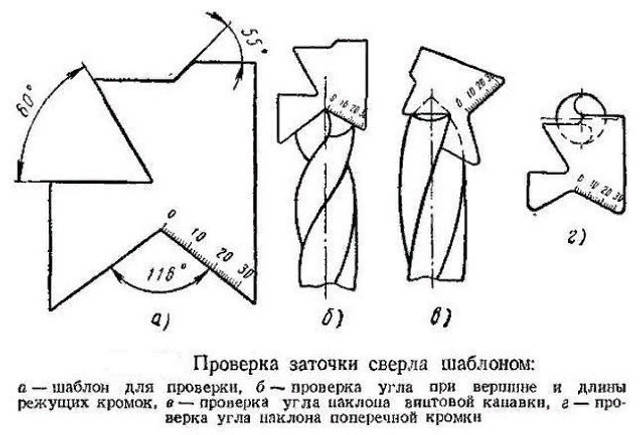
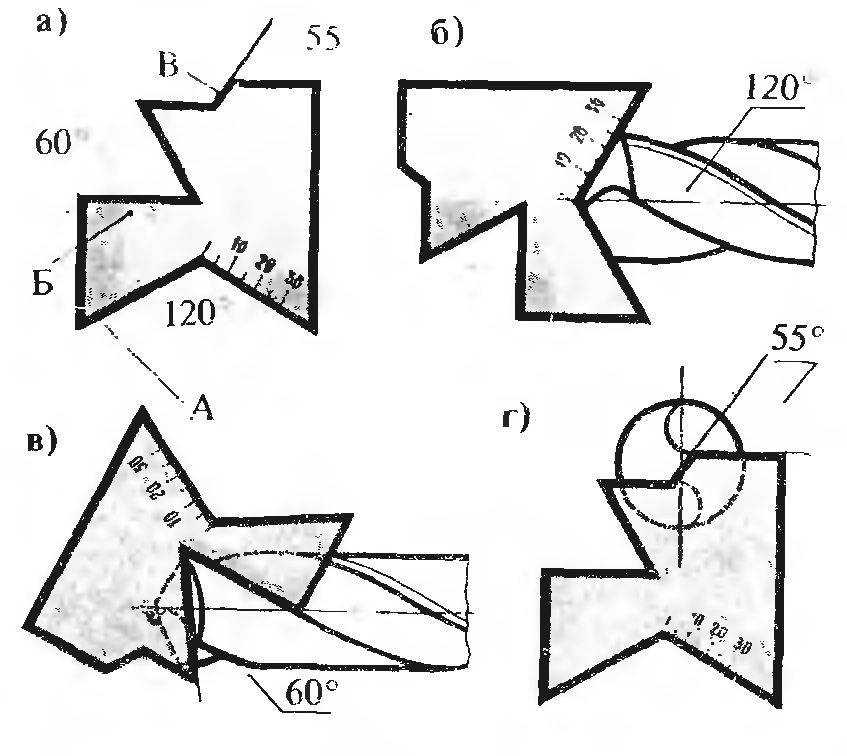
Чтобы быстро проверить, насколько правильно заточено сверло применяют специальный шаблон. Его достаточно просто сделать самому. Как выглядит подобный шаблон приведено на рисунке.
- шаблон для проверки;
- контролирование длины режущих кромок, a также угла при вершине;
- контроль угла наклона, который имеет винтовая канавка;
- проверка угла, который имеет поперечная кромка.
Изготавливают такой шаблон из листового металла, например, нержавеющей стали, алюминия, меди. Толщина металла один миллиметр. Таким шаблоном:
- можно контролировать угол, который образуется между режущей кромкой и перемычкой;
- можно контролировать угол при вершине;
- можно контролировать длину режущих кромок.
Также можно контролировать задний угол. Поскольку сделать это непосредственно очень трудно, то измерение происходит опосредовано путем измерения угла заострения.
Проверить, правильно ли произведена заводская заточка предельно легко– достаточно просверлить любой мягкий металл на глубину в 1 сантиметр, a затем замерить диаметр полученного отверстия. Он должен точно совпадать с заявленным диаметром сверла по металлу. Неправильно произведенное затачивание режущих кромок, когда их клины неодинаковы, или они заточены под разными углами в отношении оси сверла будет вызывать биение инструмента, в результате чего диаметр отверстия получится больше.
Пробное сверление также выявляет неправильности заточки посредством контроля выхода стружки. В случае неодинаковой заточки перьев, выход из соответствующей канавки стружки будет меньше у испытывающего меньшие нагрузки.





