

Инструменты для нагрева материала
Мелкие алюминиевые изделия в домашних условиях вполне можно припаять обычным электрическим паяльником. Для работы потребуется электросеть и немного пространства. Для крупногабаритных деталей используется газовая горелка с пропаном, бутаном либо аргоном. В мастерской алюминий паяют с помощью паяльной лампы.
 Газовая горелка для нагрева алюминия
Газовая горелка для нагрева алюминия
Газовая горелка считается оптимальным видом нагревательного инструмента. Она должна иметь ярко-синий цвет пламени, характеризующий правильное соотношение подачи газов и кислорода. Бледный или низкий огненный язычок указывает на переизбыток кислорода, а обогащенная смесь ускоряет окислительные процессы на поверхности алюминия.
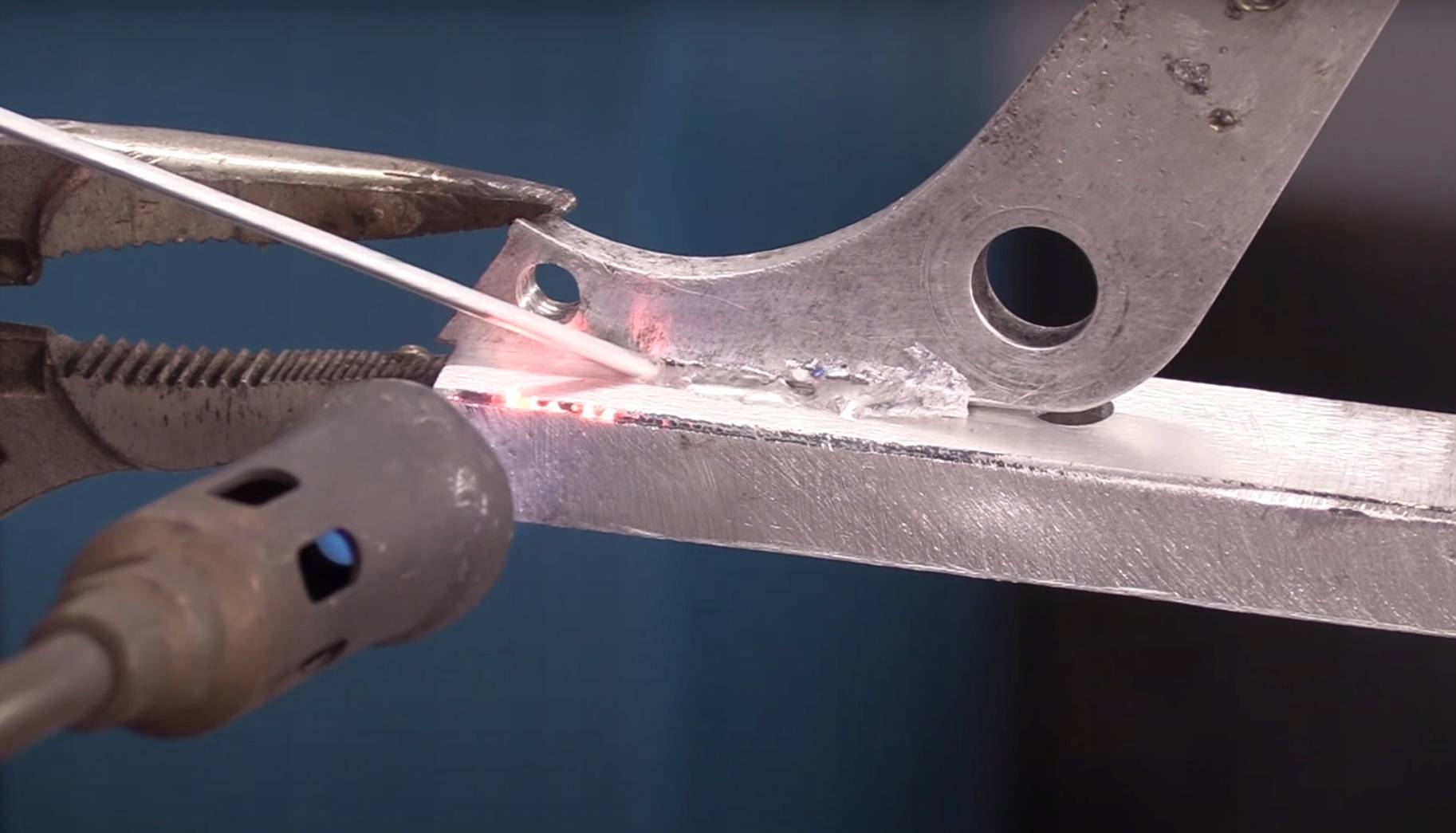
При использовании горелки нельзя допускать перегрева металла, потому что он расплавится
Следовательно, важно контролировать температуру. Поможет в этом стержень припоя
При касании нагретой детали он начинает плавиться при достижении необходимой температуры.
Этапы пайки алюминия
Пайка алюминиевых предметов особо ничем не отличается от соединения других металлических материалов:
- Сначала необходимо зачистить и обезжирить место будущего соединения.
- Уже после все элементы устанавливаются в рабочее положение.
- На необходимый участок наносят флюс и изделие начинают нагревать при помощи паяльника или горелки.
- Когда наблюдается повышение температуры, то пруток припоя плавится, им необходимо постоянно касаться поверхности элементов, тем самым контролируя процесс.
 Необходимо запомнить, что пайку следует производить в хорошо проветриваемом помещении, поскольку в процессе нагревания выделяются опасные соединения.
Необходимо запомнить, что пайку следует производить в хорошо проветриваемом помещении, поскольку в процессе нагревания выделяются опасные соединения.
Если применяется бесфлюсовый припой, тогда необходимо знать о некоторых нюансах работы. Чтобы оксидная плёнка не мешалась, надо концом прутка выполнить царапающие движения по участку элемента. Таким образом, оксидная целостность будет нарушаться, а припой пойдёт в контакт с обрабатываемым металлом.
Разрушить оксидный слой можно и другими способами. Обрабатываемый участок нужно поцарапать металлической щёткой или прутком из нержавеющей стали.
Чтобы обеспечить максимальную прочность соединения, необходимо обработать участки лужением.
Выбор необходимых инструментов и соответствующих материалов
Учитывая все технические нюансы и свойства самого алюминия, рассматриваемый вид сварки — реальный и достаточно эффективный способ восстановления:
- всевозможные инструменты;
- автомобильные радиаторы и отопление дома;
- трубы различного диаметра и сечения;
- разнообразная продукция, в том числе сантехника.
На предприятиях сварка деталей из описываемых металлов и сплавов осуществляется с помощью специализированных аппаратов. Дома, в гараже и в небольших мастерских аналогичные процессы реализованы с использованием:
- обычные сварщики разной мощности;
- горелки (в основном газовые);
- специальные добавки, в том числе продукты в виде порошков;
- магниевые карандаши;
- припои, содержащие олово.
Флюсы
В первую очередь следует помнить, что потоки отличаются повышенной активностью. Исходя из этого, после завершения сварки эти вещества необходимо удалить с помощью щелочных растворов и воды
В процессе проведения работ следует уделять внимание защите органов дыхания от паров
На сегодняшний день наиболее распространены следующие типы потоков.
Розин, которая по праву занимает пальму первенства в хит-парадах популярности. Этот флюс широко используется для пайки нержавеющей стали и других металлов. В ситуациях с алюминием обязательным условием является отсутствие воздуха, поэтому канифоль используется редко.
Порошковые соединения, которые используются, как правило, при пайке газовыми горелками. При этом специалисты не рекомендуют добавлять кислород, что негативно сказывается на эффективности потока. На данный момент наиболее часто используются бура, сварочная смазка, ацетилсалициловая кислота и соединение марки F-34A.
Жидкие потоки, которые наносятся тонким слоем на точки будущих стыков
Важно помнить, что эти агенты во время работы активно испаряются при нагревании, выделяя пары, потенциально опасные для здоровья. Следовательно, F-64 содержит дионизированную воду, ингибиторы коррозии, а также тетраэтиламмоний и фториды
Это соединение эффективно разрушает неудачный оксидный слой.
Флюс F-61 применяется для качественного лужения и пайки алюминиевых сплавов при температуре в пределах 250 градусов. В свою очередь Castolin Alutin 51 L эффективен при рабочей температуре 160 градусов. Этот поток содержит 32% олова, свинца и кадмия.


Припой
В подавляющем большинстве случаев основными компонентами припоев с низкой температурой плавления являются олово, кадмий, цинк, свинец и висмут. Ключевым моментом является то, что алюминий практически не растворяется в перечисленных металлах (исключение составляет цинк). Это, в свою очередь, негативно сказывается на качестве составов.
С одной стороны, можно использовать активные флюсы при тщательной обработке пятен припоя. Параллельно используются припои на основе свинца и олова. Однако для этих соединений характерна пониженная коррозионная стойкость.

Лучший выбор — припой на основе алюминия, меди, цинка или серебра. В список таких материалов входит, например, припой марки 34А, который содержит алюминий, медь и кремний в концентрации 66, 28 и 6% соответственно. Не менее распространен припой ЦОП-40, который содержит 60% свинца и 40% цинка









Важно учитывать, что прочность соединения и коррозионная стойкость прямо пропорциональны содержанию цинка
Особого внимания заслуживают жаропрочные припои, содержащие алюминий, кремний и медь. В их список вошел упомянутый выше 34А, а также его аналог «Алюминий-13». Последний содержит 87% алюминия и 13% кремния.
Проволока
Это трубчатый припой, специально разработанный для высококачественной пайки алюминия. Стержни или проволока представляют собой гибкую трубку с порошком внутри. Последний действует как поток с повышенной активностью.


Паяльник
При выборе подходящего оборудования следует учитывать ряд важных факторов. Один из них — зона подключения. Как уже отмечалось, мелкие детали можно паять паяльником мощностью в пределах 50-60 Вт. Лучше выбирать устройства с широким проколом.


Горелки
Следует отметить, что сегодня в процессе пайки алюминиевых изделий широко применяются газовые горелки
Это очень важно для больших площадей соединения, то есть в ситуациях, когда использование паяльника неэффективно. Говоря об очевидных преимуществах, необходимо уточнить, что горелка способна очень быстро нагреть точку пайки практически до температуры плавления самого алюминия
Этот метод предельно прост. После прогрева будущего стыка и наложения шва получившийся стык нужно тщательно обработать. Это необходимо для удаления с поверхности остатков флюса. Также при использовании газовых горелок необходимо соблюдение правил пожарной безопасности.

Материалы и инструменты
Для выполнения пайки алюминия следует иметь различные материалы и инструменты, к которым относят нагревательные инструменты, припои и флюсы.  Наиболее часто в качестве нагревательного инструмента используют электропаяльник. Его можно считать универсальным инструментом, который легко использовать в домашних условиях. Но с его помощью можно проводить ремонт предметов только небольших размеров, обычно трубок небольшого диаметра, проволоки и кабелей, а также небольших электроприборов. Его можно использовать в дома в проветриваемом помещении, так ка он не требует особых условий и много пространства.
Наиболее часто в качестве нагревательного инструмента используют электропаяльник. Его можно считать универсальным инструментом, который легко использовать в домашних условиях. Но с его помощью можно проводить ремонт предметов только небольших размеров, обычно трубок небольшого диаметра, проволоки и кабелей, а также небольших электроприборов. Его можно использовать в дома в проветриваемом помещении, так ка он не требует особых условий и много пространства.
При использовании горелок стоит строго контролировать подачу пламени, которое должно характеризоваться сохранением баланса газа и кислорода. При проведении работ, пламя должно быть ярко-синим. Любые изменения цвета могут свидетельствовать об излишнем количестве кислорода.
Припои для пайки алюминия
Пайка алюминия припоем очень сложное занятие. Поэтому выбор припоя важен для создания качественного шва и прочного соединения. При использовании обычного паяльника нужно подбирать припой из металла, имеющего низкую температуру плавления. Наиболее распространенные сплавы это:
- цинково-оловянный;
- висмутово-оловянный;
- медно-оловянный.
Эти виды очень часто называют радиолюбительскими
Они имеют низкую температуру плавления, что очень важно для сохранения алюминия в первоначальном состоянии без изменения структуры и физических свойств. Стоимость таких припоев низкая, поэтому их приобретение становиться доступным для домашних мастеров
Но их использование имеет ряд минусов и ограниченную сферу применения. Так, соединение предметов с помощью таких припоем не отличается высокой прочностью и надежностью. Поэтому они применяются практически исключительно при ремонте электрооборудования, в том числе соединения проводов и кабелей. При ремонте крупногабаритным алюминиевых предметов с помощью таких припоев соединение быстро потеряет прочность и разрушиться. В таких случаях лучше использовать тугоплавкий припой, в состав которого входит цинк и олово.
Использовать такого припоя при работе с паяльником невозможно, так как их температура плавления составляет порядка 600 градусов. Поэтому для работы с ними нужно иметь газовую горелку. Следует отметить, что при пайке с помощью газовой горелки металл заготовки не расплавляется, произйдет плавление только припоя.
Флюсы для пайки алюминия
При пайке алюминия нужно использовать специальные флюсы, так как не каждый флюс активен по отношению к алюминию. Наиболее подходящими считаются вещества на основе фторборатора аммония и триэтаноламина. Большинство специальных флюсов помечены специальной маркировкой, которая указывает на возможность их применения при пайке алюминия
В случае необходимости работы при высоких температурах следует обратить внимание на смеси, содержащие хлористый калий, который составляет половину; хлорида калия; фторита натрия и хлористого цинка. Подобный состав позволяет создать наиболее оптимальные условия при высокотемпературных работах
Припои, флюсы, материалы
 Можно применять для пайки алюминия олово, но только в тех случаях, если имеется высокоактивный флюс, а также произведена хорошая зачистка участков. Оловянные соединения необходимо дополнительно покрывать специальными составами, поскольку наблюдается плохая прочность и слабая защита от коррозии.
Можно применять для пайки алюминия олово, но только в тех случаях, если имеется высокоактивный флюс, а также произведена хорошая зачистка участков. Оловянные соединения необходимо дополнительно покрывать специальными составами, поскольку наблюдается плохая прочность и слабая защита от коррозии.
Очень хорошие паяные соединения можно получить, если использовать припой с кремнием, цинком, алюминием или медью. Такие материалы выпускаются как отечественными, так и зарубежными производителями. Русские марки припоев выпускаются под названием ЦОП40. Согласно ГОСТу они в своём составе имеют 60% олова и цинка 40%, ещё есть припой 34А. В его состав входит 66% алюминия, 6% кремния и 28% меди. Состав придаст хорошую прочность месту контакта и обеспечит надёжную устойчивость от коррозии. К иностранным составам относится HTS- 2000. Это средство очень удобно в применении.
Такие сплавы можно применять с крупногабаритными деталями, а также с высоким теплоотводом, если использовать грелку или предметы из алюминиевых сплавов, имеющие высокотемпературное плавление. Если никогда раньше не производили пайку предметов, тогда желательно посмотреть специальные обучающие видео, которые помогут ответить на многие вопросы.
Помимо припоев, необходимо использовать также специальные флюсы, которые имеют в своём составе цинк, фтор, бурат аммония, а также триэтаноламин и другие элементы. К популярным отечественным флюсам относится Ф64, который имеет хорошую химическую активность. Обычно это средство применяется даже без предварительной очистки деталей от оксидной плёнки. А также можно использовать 34А, который содержит в своём составе хлорид лития, цинка и калия, а также фторид натрия.
Технологические подходы для пайки алюминия
Технология пайки алюминия с флюсом практически ничем не отличается от соединения других металлов.
Весь процесс пайки алюминия припоем можно разделить на следующие этапы:
- Подготовка поверхности.
Перед тем, как паять алюминий следует зачистить и обезжирить соединяемые части. - Установка изделия в рабочее положение.
Для выполнения данного этапа могут потребоваться тиски или третья рука. - Нанесения флюса на место пайки.
- Прогрев изделия при помощи электрического паяльника или газовой горелки.
- Нанесение припоя или паяльной пасты на необходимые участки.
Для этой роли подойдет цинковые или медные припои. Иногда могут понадобиться высокотемпературные припои, обеспечивающие хорошую механическую фиксацию изделия.
Обратите внимание! Процесс соединения алюминиевых изделий должен производиться в хорошо проветриваемом помещении, поскольку при плавлении припоя выделяются ядовитые соединения металлов. Схема пайки алюминиевых труб
 Схема пайки алюминиевых труб.
Схема пайки алюминиевых труб.
Важно помнить, что при пайке бесфлюсовым припоем следует осуществлять чиркающие движения паяльником, дабы обеспечить взаимодействие компонентов припоя и металла. Проведение работ при помощи специального паяльника со скребком даст хороший результат в таких случаях:
Проведение работ при помощи специального паяльника со скребком даст хороший результат в таких случаях:
- пайка алюминиевой посуды;
- пайка алюминиевых проводов;
- пропай поверхности, не подверженной сильным механическим нагрузкам;
- соединение мелких деталей.
Пайка массивных алюминиевых деталей и толстых стержней должна проводиться при помощи сварки или горелки. Сварка не всегда подходит из-за высокой температуры дуги, расплавляющей металл. Поэтому, большинство специалистов предпочитают использовать горелки.










Наилучший эффект достигается при непрерывной пайке горелкой. Если, по какой-то причине процесс пайки пришлось остановить, следует полностью прогреть весь шов, дабы обеспечить равномерное распределение припоя и избавиться от не пропаянных мест.
Процесс пайки алюминиевых стержней при помощи горелки подразделяется такие этапы:
- Очистка металла от грязи и подготовка поверхности, путем шлифовки.
- Разогрев всей поверхности массивных изделий при помощи горелки.
- Удаление всех легковоспламеняющихся материалов с рабочего места.
- Включение вытяжки для нейтрализации едких испарений припоя.
- Подготовка проволочного припоя.
- Подготовка флюса марок Ф-59А, Ф-61А или Ф-64А.
Допускается прогрев металла до ярко-оранжевого цвета. В таком виде металл не плавится, а припой ложится максимально равномерно.
Паяные при помощи горелки изделия имеют более качественный шов и могут похвастаться хорошими механическими свойствами.
 Флюс для пайки алюминия.
Флюс для пайки алюминия.
Наиболее сложным и в то же время качественным методом соединения алюминиевых изделий является сварка. Данный способ затрудняется из-за низкой температуры плавления металла.
Квалифицированные специалисты чаще всего сваривают алюминиевые изделия следующими методами:
- сварка при помощи электродов с покрытием;
- сварка с использованием защитного газа.
Первый вариант сварки имеет следующие недостатки:
- низкая прочность сварного шва;
- сильное разбрызгивание металла при варке;
- плохая отделимость шлака от шва.
Сварки в атмосфере из инертного газа не обладает заметными недостатками и считается наилучшим методом соединения алюминиевых деталей.
Особенности пайки алюминия
Пайка алюминия в домашних условиях может сопровождаться некоторыми трудностями, которые связаны с особыми характеристиками этого металла. В частности с тем, что поверхность алюминиевых деталей покрыта оксидной пленкой. Она препятствует процессу выполнению соединений из-за высокой температуры плавления, превышающей свойства чистого алюминия. Также оксидная пленка устойчива к воздействию агрессивной среды и активным химическим веществам. Из-за этого пленка препятствует соединению алюминиевых деталей и припоя.
Чтоб избежать подобных трудностей, стоит очищать поверхность изделий от пленки, что можно сделать с помощью абразивных материалов или применения флюса. Флюс состоит из сильнодействующих веществ, которые способны разрушить оксид. Температура плавления алюминия, в отличие от оксида, намного ниже, примерно 660 градусов, что часто становится причиной осложнений. При перегреве алюминий может значительно потерять в прочности, деформироваться или полностью стать непригодным.  Следует избегать использования припоев, которые имеют в составе такие компоненты. Они плохо соединяются с алюминием, что становиться причиной создания некачественного соединения. Лучше всего с алюминием взаимодействует цинк, который обладает хорошим свойством растворимости.
Следует избегать использования припоев, которые имеют в составе такие компоненты. Они плохо соединяются с алюминием, что становиться причиной создания некачественного соединения. Лучше всего с алюминием взаимодействует цинк, который обладает хорошим свойством растворимости.
Что лучше: сварка или пайка алюминия
Однозначно сказать, что лучше сварка или пайка алюминия нельзя. Это зависит от предназначения деталей и профессионализма человека. Для опытного сварщика естественно более приемлемым вариантом является сварка, а мастеру с паяльником подходит больше пайка.
При необходимости починить радиатор лучше использовать пайку, так как это намного дешевле, а для проведения более ответственных работ больше подойдет сварка.
Пайка алюминия процесс сложный, но выполнить его можно самостоятельно в домашних условиях. Однако проведения работы без использования специальных материалов не дает гарантии качественного сцепления деталей. Это приведет только к бесполезно потраченному времени и усилиям. Поэтому нужно сразу подготовиться к процедуре, чтобы провести ее качественно и быстро.
Подготовка поверхности
Прежде чем начинать лужение, необходимо выполнить следующие действия:
- обезжирить поверхность при помощи ацетона, бензина или любого другого растворителя;
- удалить оксидную пленку с места, где будет производится пайка. Для зачистки используется наждачная бумага, абразивный круг или щетка с щетиной из стальной проволоки. В качестве альтернативы можно применить травление, но эта процедура не так сильно распространена в силу своей специфичности.
Следует учитывать, что полностью оксидную пленку удалить не получится, поскольку на очищенном месте моментально появляется новое образование. Поэтому зачистка производится не с целью полного удаления пленки, а для уменьшения ее толщины, чтобы упростить флюсу задачу.
Нагрев места пайки
Для пайки небольших деталей можно воспользоваться паяльником мощностью не менее 100Вт. Массивные предметы потребуют более мощного нагревательного инструмента.
 Паяльник мощностью 300 Вт
Паяльник мощностью 300 Вт
Наиболее оптимальный вариант для нагрева — использование газовой горелки или паяльной лампы.
Простая газовая горелка
При использования горелки в качестве нагревательного инструмента следует учесть следующие нюансы:
- нельзя перегревать основной металл, поскольку он может расплавиться. Поэтому в процессе необходимо регулярно контролировать температуру. Делать это можно, касаясь припоем нагреваемого элемента. Расплавление припоя даст знать, что достигнута необходимая температура;
- не следует использовать кислород для обогащения газовой смеси, поскольку он способствует сильному окислению металлической поверхности.
Спаивание компонентов из алюминия
Спаять алюминий в домашних условиях паяльником можно, как при высокой, так и низкой температуре. Но процесс проведения работ в этих случаях несколько отличается.
Пайка алюминия в высокотемпературном режиме
Этот метод применяется для соединения элементов крупного размера. К этой категории относятся алюминиевые детали с толстой стенкой и повышенной массой. В этом случае температура разогрева должна быть в пределах 550-650 °С. В качестве источника тепла следует использовать горелку, работающую на газу.
Пайку нужно проводить после нагрева деталей до нужной температуры, что приведет к плавлению твердого припоя.
Пайка алюминия в низкотемпературном режиме
Такой метод пайки больше подходит для сцепления мелких деталей, алюминиевых проводов, кабелей. В этом случае достаточно температуры 250-450 °С. Для этого режима проведения работ нужно применять жидкие припои.
 При низкотемпературном режиме шов получается ровным и аккуратным
При низкотемпературном режиме шов получается ровным и аккуратным
Какой припой применяется для пайки алюминия
Большинство припоев содержат в своем составе вещества, не растворяющиеся в алюминии. Именно поэтому для создания неразъемных соединений деталей из алюминия применяют так называемые тугоплавкие припои, изготовленных на основе алюминия, кадмия, цинка и некоторых других веществ.


![[инструкция] пайка алюминия в домашних условиях](https://metallcore.ru/wp-content/uploads/2/d/7/2d73ef10c10d38487e912504196a9d4b.jpeg)







Их использование позволяет выполнять работы при низких температурах. Это позволяет создавать соединения, избегая при этом изменений свойств алюминия. Но надо сразу отметить то, что использование таких материалов не может обеспечить в должной степени коррозионной стойкости и прочности стыка.  Оптимальный результат пайки можно получить при использовании состава, который содержит алюминий, медь, цинк. Работы с такими припоями необходимо выполнять паяльником, жало которого разогрето до 350 °C. При выполнении соединения деталей нужно использовать флюс, который состоит из смеси олеиновой кислоты и йодида лития. Состав для соединения деталей из алюминия может приготовить в домашних условиях, а можно просто приобрести его в магазине. Один из серийно выпускаемых припоев по алюминию – HTS -2000. Выполнять пайку этим припоем можно без применения флюса. Отличительная черта этого состава заключается в том, что он может проникать через оксидную пленку и может создавать прочные соединения молекул. Срок эксплуатации соединений изготовленных с применением этого сплава составляет 10 лет.
Оптимальный результат пайки можно получить при использовании состава, который содержит алюминий, медь, цинк. Работы с такими припоями необходимо выполнять паяльником, жало которого разогрето до 350 °C. При выполнении соединения деталей нужно использовать флюс, который состоит из смеси олеиновой кислоты и йодида лития. Состав для соединения деталей из алюминия может приготовить в домашних условиях, а можно просто приобрести его в магазине. Один из серийно выпускаемых припоев по алюминию – HTS -2000. Выполнять пайку этим припоем можно без применения флюса. Отличительная черта этого состава заключается в том, что он может проникать через оксидную пленку и может создавать прочные соединения молекул. Срок эксплуатации соединений изготовленных с применением этого сплава составляет 10 лет.
Подготовка к работе
Определение сплава изделия
Нужно определить сплав спаиваемых деталей, насколько это возможно, алюминий ли это вообще или нет. Многие алюминиевые предметы и детали в домашнем хозяйстве являются алюминиевыми сплавами. Многие сплавы можно успешно спаивать в домашних условия, используя домашние тиски и паяльник. Но некоторые сплавы — только на промышленной сварочной установке. Состав алюминиевой детали можно предположить исходя из твёрдости материала. Чем мягче кажется материал при обработке, тем большее количество чистого алюминия он содержит. Это условие успешных и качественных паек.
Выбор припоя
- Если вы спаиваете алюминий с другими металлами, например, алюминиевый и медный провода, то эта пайка требует особый подход. Часто в таких случаях сам алюминиевый провод, небольшой его участок покрывают слоем меди. Потом лудят обычным припоем и спаивают провода.
- Для паек необходим низкотемпературный припой. Так как температура плавления алюминия составляет 660 ºC, и он обладает хорошей теплопроводностью, то необходимое условие для успешных паек паяльником — необходимость достаточно легкоплавкого припоя, содержащего олово, а значит, быстрое плавление припоя. Во многих случаях вполне подходит припой ПОС-50. Также возможно использовать припой ПОС-61.
- Можно приобрести специальные припои для паек алюминия. Это сплавы алюминия с кремнием и цинком. Они бывают разными, в зависимости от того, что вы будете соединять — алюминий с алюминием или алюминий с медью и другими материалами. Необходимо внимательно прочитать этикетку на упаковке.
Выбор флюса
Необходимо выбрать подходящий флюс для паек алюминия. Алюминий можно паять разными способами. В связи с тем, что основной проблемой при пайке и сварке алюминия является удаление оксидной плёнки с поверхностей соединяемых деталей, то при разных способах паек применяется различный флюс. В домашних условиях применяют обычную канифоль или щелочное масло. Также используют насыщенный раствор медного купороса. Кроме того, часто применяют обычное минеральное масло для швейных машин, которое можно купить в хозяйственном магазине. Оно наносится прямо на алюминий.
Выбор инструмента
- Нужно правильно выбрать источник тепла. Для мелких деталей вполне подойдёт паяльник с рабочей мощностью до 150 ватт, но для массивных деталей, например, радиатора автомобиля, необходима низкотемпературная газовая горелка. Её рабочая температура 315–425°C . Она может обеспечить хороший прогрев мест паек изделия и быстрое плавление припоя.
- Купите или соберите дополнительные приспособления. Когда вы будете соединять алюминий, вам будет необходим какой-то зажим или тиски. Кроме того, необходимо после завершения паек промыть спаянные поверхности в воде или в моющем средстве для удаления остатков кислотных или масляных флюсов. Если использовался флюс на основе смолы, то нужно промыть алюминий с помощью ацетона. Соответственно, для этого нужна какая-то ёмкость или ванна.
- Позаботьтесь о своей безопасности. Создайте комфортную рабочую зону. Обязательно приобретите респираторную маску для защиты от токсичных паров. Работайте только в хорошо проветриваемом помещении. При использовании жидких, а особенно кислотных флюсов, применяйте маску или защитные очки. При использовании газовой горелки алюминий может расплавиться, поэтому при работе нужно применять хлопчатобумажную спецодежду и сапоги.
Отличия пайки металла от сварки
Существует два основных метода скрепления двух металлов: cварка и пайка. В первом случае элементы скрепляются за счет расплавления кромки металла. Это может быть как нагрев, так и скрепление при помощи нагнетания давления. В случае пайки заготовки скрепляют между собой при помощи присадочного материала – припоя.
В некоторых случаях пайка является более щадящим и экономичным способом скрепления заготовок. Также пайка обладает рядом преимуществ:
- Обе детали не нагреваются да температуры плавления. Таким образом получается сохранить их физические и химические свойства.
- Заготовки не требуют тщательной очистки и обработки, как это требуется при сварке.
- Оборудование для пайки стоит намного меньше, чем сварочные аппараты.
- Возможность изготовления сложных узлов и конструкций.
- Прочность полученного стыка. Детали не гнуться и не деформируются после спаивания.
Рассмотрим подробнее методы пайки разных металлов.





