

Какой паяльник подойдет
Чем паять, какой инструмент для этого нужен — все зависит от площади пайки. Алюминий с медью хорошо проводят тепло, поэтому паяльник нужен мощный. При площади детали в 1000 см² мощность паяльника нужна 50-60 Вт. Паяют часто две или больше частей, в таком случае мощность увеличивается до 100 Вт. При подогреве места соединения подойдет паяльник меньшей мощности. Жало выбирают широкое, на нем можно сделать зазубринки для снятия пленки оксида алюминия.
Требуется рассмотреть, как паять алюминий паяльником. Делается это хорошо разогретым инструментом после снятия оксидной пленки и лужения, к залуженному (залудить можно с применением специальных припоев) участку хорошо прилипает припой и годится любой паяльник
Используемые материалы
Для выполнения работы вам потребуется подготовить следующие материалы:
- поток;
- сварка.
Для пайки алюминия подходят сварные швы со следующей маркировкой:
- ЦОП-40 — огнеупорный состав оловянно-цинковый;
- ПОС — сварка легких сплавов;
- 34А — медно-кремниевый сплав;
- «Алюминий-13» — зарубежный аналог 34А.
Использование флюса улучшает сцепление металла со сварным швом, за счет чего достигается прочное соединение. От его выбора зависит долговечность шва, прочностные характеристики изделия, устойчивость материала к негативным воздействиям внешней среды. В составе флюсов присутствуют активные элементы: фторборат цинка или аммония, триэтаноламин.
Сварочная смазка бывает следующих видов:
- нейтральный на основе канифоли и стеарина — он плотный, удаляет мелкие загрязнения, хорошо прилегает к поверхности свариваемых металлов;
- активный со сложным химическим составом — эффективно удаляет оксиды, следы коррозии, повышает сварочные свойства.
Жир содержит хлорид цинка и аммония, парафин, вспомогательные вещества.
Тушеный жир имеет следующие преимущества:
- легкое лужение за счет нанесения тонким слоем;
- доступность;
- точность дозирования;
- никаких следов после его использования.
Рекомендуется использовать флюсы следующих марок: Ф-64, Ф-61А, Ф-59А, 34А, Ф-5, Ф-124.
 Сваривать алюминий сваркой
Сваривать алюминий сваркой
Флюсы для пайки алюминия
Флюсы имеют высокую активность, поэтому после пайки их нужно смывать раствором воды с щелочью. Роль щелочи хорошо выполняет пищевая сода. После щелочи место соединения промывается чистой водой. Следует беречь органы дыхания от попадания в них паров флюса. Они способны раздражать слизистые и попадать в кровь. Наиболее распространенные из них требуется рассмотреть каждый в отдельности.
Канифоль
Канифоль — наиболее востребованный из всех флюсов. Он используется при соединении различных металлов. На алюминии работает только при отсутствии воздуха, поэтому применяется редко. Времени при работе с канифолью тратится больше, эффективности меньше. Этот флюс не для профессионалов, выполнять пайку может, но качество соединения не отличается прочностью.
Порошковый флюс
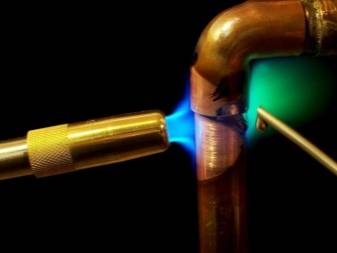
Алюминий паяют газовой горелкой с применением порошковых флюсов. Не рекомендуется к пламени добавлять кислород, он снижает эффективность работы флюса. Наиболее распространенные флюсы:
- Ф-34А;
- бура;
- ацетилсалициловая кислота;
- паяльный жир.
Ф-34А — активный флюс, имеющий в составе 50% хлорида калия, 32% хлорида лития, 10% фторида натрия и 8% хлорида цинка. Состав применяется с припоями, содержащими химические добавки. Он обладает гигроскопичностью и растворяется в воде.
Бура — порошок, плавящийся при 700°С, обладает растворимостью в воде, смывается водным раствором лимонной кислоты. Отличается низкой стоимостью.
Ацетилсалициловая кислота встречается в виде таблеток аспирина. При нагреве паяльником выделяются вредные для здоровья человека пары, обжигающие нос, глаза и органы дыхания.
Паяльный жир состоит из парафина, хлорида аммония и цинка, деионизированной воды. Хорошо паяет предварительно прогретые места, прошедшие процедуру лужения. После спаивания алюминиевых деталей рекомендуется остатки флюса смывать, иначе он вызывает коррозию металла.
Жидкий флюс
Жидкий флюс наносится на место пайки тонким слоем. При работе паяльником быстро испаряется с выделением обжигающих паров. Флюс Ф-64 в своем составе содержит фториды, тетраэтиламмоний, ингибиторы коррозии и дионизированную воду. Хорошо разрушает оксидную пленку и помогает паять заготовки из алюминия больших размеров. Используется при паянии меди, алюминия, оцинкованного железа и других металлов.
Ф-61 состоит из триэтаноламина, фторбората аммония и фторбората цинка. Используется при лужении и пайке сплавов алюминия при температуре до 250°С. Castolin Alutin 51 L состоит из кадмия, свинца и 32%-ного олова. Наиболее эффективно работает при температурах выше 160°С.
Любой из перечисленных флюсов помогает запаять алюминиевую кастрюлю, алюминиевые заготовки разных размеров, соединять методом пайки дюралюминий, дюралевые (дюраль) заготовки.
Использование трансформаторного масла
Как уже отмечалось выше, основное препятствие при выполнении пайки – это наличие оксидной пленки. Перед тем как паять алюминий ее необходимо устранить. Для ее удаления используют разные методы, начиная от использования абразивного инструмента и заканчивая специальными флюсами. Кроме этого, существуют и «народные» способы. Один из них связан с применением трансформаторного масла.  Для удаления оксидной пленки применяют следующий состав – в абразивный порошок добавляют трансформаторное масло. При постоянном перемешивании, в результате должна получиться пастообразная масса. Ее необходимо нанести на заранее очищенное место пайки. После этого жало паяльника необходимо тщательно пролудить и натирают подготовленные места до появления олова. После этого места пайки необходимо промыть и можно продолжать работу.
Для удаления оксидной пленки применяют следующий состав – в абразивный порошок добавляют трансформаторное масло. При постоянном перемешивании, в результате должна получиться пастообразная масса. Ее необходимо нанести на заранее очищенное место пайки. После этого жало паяльника необходимо тщательно пролудить и натирают подготовленные места до появления олова. После этого места пайки необходимо промыть и можно продолжать работу.
Полезные советы
В домашних условиях нельзя проводить работу по омеднению алюминия. Контакт с кислотами и сопутствующая химическая реакция требует специально оборудованной мастерской с вентиляционным оборудованием или свободным притоком свежего воздуха
Важно понимать, что разные по своим свойствам материалы при правильной подготовке можно паять и без создания контактных площадок. Метод гальванизации скорее актуален для промышленного производства
При работе с трубами, которые затем будут эксплуатироваться под давлением, важно тщательно рассчитывать требуемую прочность соединения
Именно исходя из этого подбираются припои и флюсы
При работе с трубами, которые затем будут эксплуатироваться под давлением, важно тщательно рассчитывать требуемую прочность соединения. Именно исходя из этого подбираются припои и флюсы
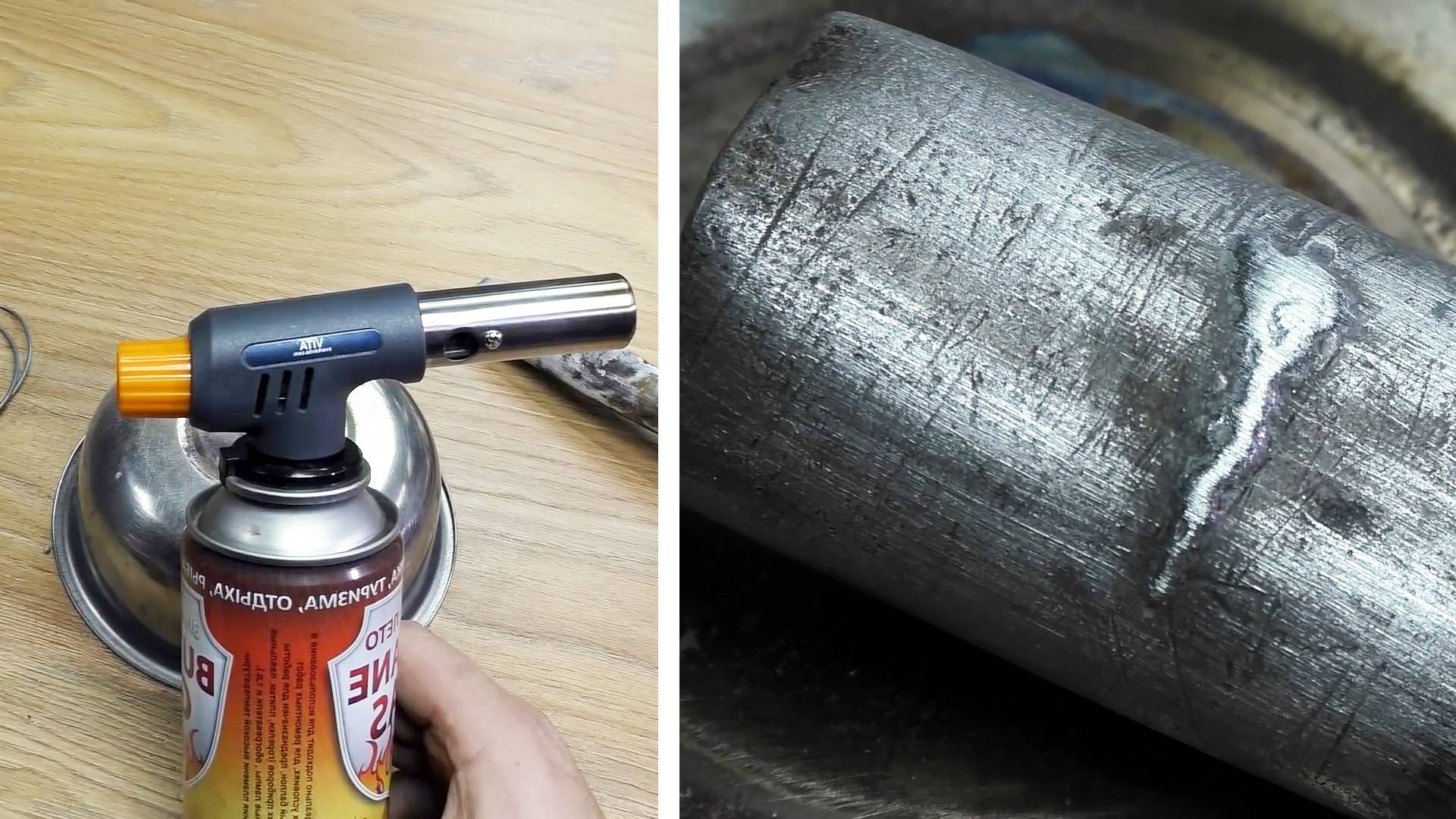
При использовании горелки вместо паяльника нужно исключить возможное воспламенение посторонних предметов
Все работы выполняются в мастерской
При использовании горелки вместо паяльника нужно исключить возможное воспламенение посторонних предметов. Все работы выполняются в мастерской.









![[инструкция] пайка алюминия в домашних условиях](https://metallcore.ru/wp-content/uploads/5/8/c/58c63497c0ddabcbdb7c66204f77fab4.jpeg)


В следующем видео рассказывается о том, как спаять медь с алюминием.
Плюсы и минусы пайки
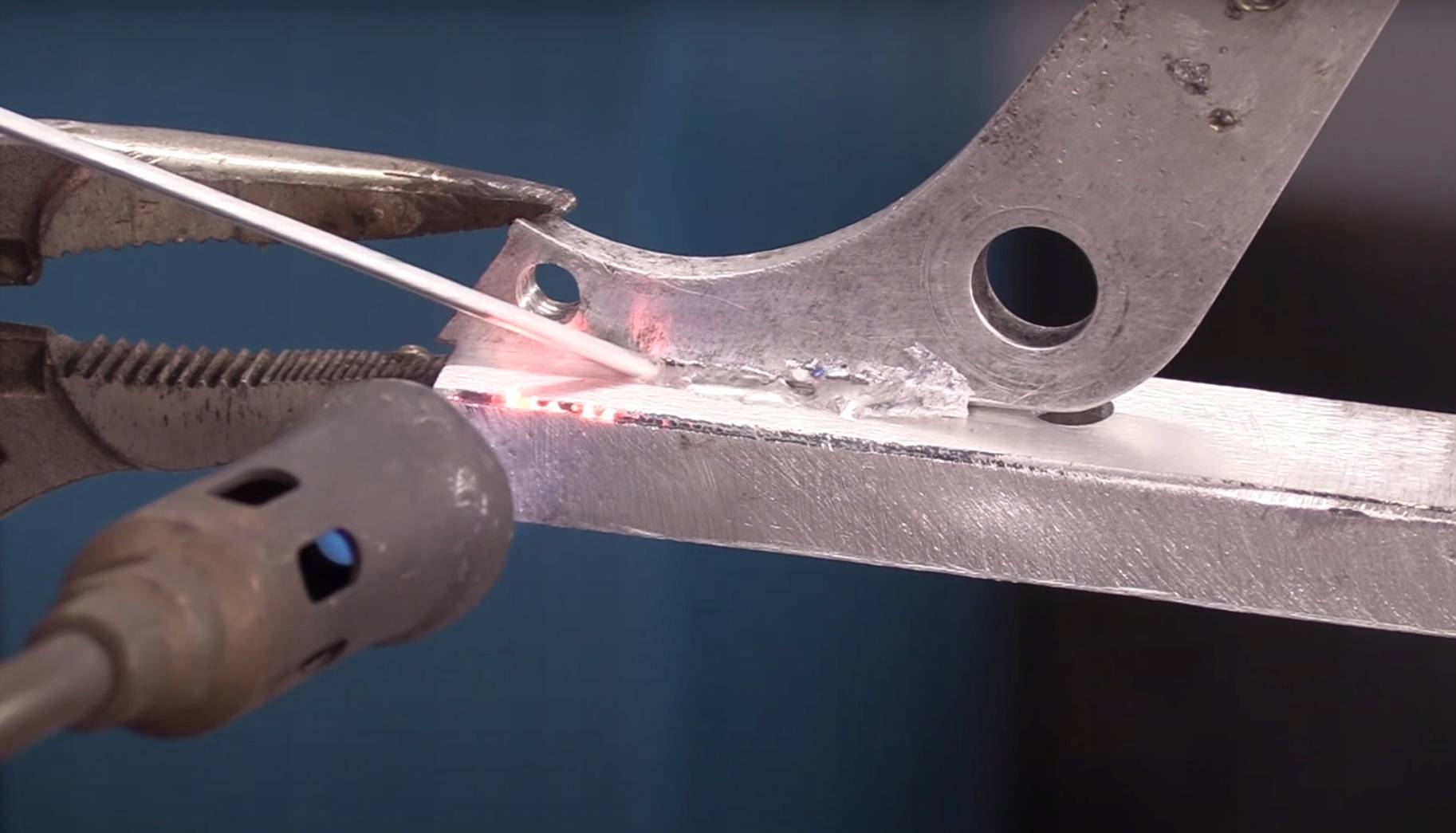
Спаивание алюминия при помощи газовой горелки имеет ряд достоинств. К ним относятся:

- Качество работ. Использование горелки даёт возможность получить качественный шов, соединяющий между собой металлические детали.
- Простота в использовании. Осуществлять прогрев поверхностей газовой горелкой сможет даже человек, не имеющий определённого опыта.
- Универсальность. Возможность регулировки интенсивности пламени исключает необходимость использовать одновременно несколько паяльников.
- Мобильность. В отличие от пайки алюминия электрическим паяльником, нет необходимости подключать оборудование к сети питания.
- Равномерный прогрев. Можно осуществлять прогрев поверхностей заготовок одновременно с флюсом и припоем.
- Экономия времени на подготовку оборудования. Пайку алюминия можно выполнять сразу после подключения приспособления к газовому баллону.

При всех этих достоинствах такой метод спайки алюминия имеет и определённые недостатки:
- Высокая стоимость. Для пайки алюминия газовой горелкой применяется дорогостоящее оборудование.
- Риск возникновения пожара. Открытое пламя, при нарушении техники безопасности во время работы, может привести к возгоранию.
- Низкая скорость выполнения работ (по сравнению со сваркой алюминия).
- Необходимость в индивидуальных средствах защиты.
- Высокая взрывоопасность. Утечка газа может привести к взрыву.
Особенности процесса
Ключевые проблемы пропайки алюминия традиционными припоями и флюсами связаны с:
- образованием оксидной пленки, обладающей высокой температурой плавления и хорошей химической стойкостью, предотвращающей взаимодействие с оловянными или свинцовыми припоями;
- низкой температурой плавления чистого металла, затрудняющей качественный пропай.
Для проведения пропая алюминиевых деталей специалисты должны очистить поверхность материала от оксидной пленки либо применить специализированные агрессивные припои и флюсы.
Температура плавления алюминиевых изделий для пайки.
Основные правила пайки алюминия в домашних условиях при отсутствии цинкового или алюминиевого припоя включают следующие пункты:
- Предварительную зачистку поверхности. Место, на котором необходимо выполнить паяльные работы следует внимательно очистить от краски, грязи и частичек других металлов.
- Шлифовку. Для лучшей адгезии между припоем и алюминием следует отшлифовать место предполагаемого соединения.
- Нельзя делать большой перерыв между очисткой алюминия и непосредственным нанесением флюса. Из-за высокой скорость образования оксида на поверхности, процесс очистки для алюминия может потребоваться повторно.
- Правильный выбор устройства, для прогрева места пайки. Для этой работы идеально подойдет электропаяльники с регулируемой температурой жала.
- Контроль за температурой места соединения. Ввиду хорошей теплопроводности металла, температура будет быстро растекаться по всей площади изделия, а потому пропаиваемый участок будет стремительно остывать.
- Обязательным условием успешной пайки алюминия является залуживание места предполагаемого контакта. Если вовремя нанести на очищенный участок алюминия каплю припоя, оксидная пленка не сможет образоваться.
Существует несколько секретов, которые можно использовать для пайки алюминия без специализированного припоя:
- Разрушение оксидной пленки путем интенсивного трения места соединения кирпичом. После того, как с камня облупится некоторое количество пыли следует набрать на жало паяльника необходимое количество канифоли или флюса и залить место пайки. После этого следует сделать сильные нажимистые движения плоским срезом паяльника, по месту планируемого пропая. Путем такого нехитрого действия кирпичная пыль разрушит тонкую оксидную пленку, а имеющийся на паяльнике припой залудить очищенный металл.
- Разрушение оксидной пленки при помощи частичек железа. Для этого следует сточить толстый гвоздь напильником, нанести на место пайки большое количество жидкой канифоли или флюса, а затем насыпать металлические опилки. После того, как средство для пайки затвердеет следует набрать на жало паяльника припой и сильно вдавить его в место пайки.
- Использование трансформаторного масла. Для осуществления данного способа следует снять верхний слой детали наждачной бумагой, а затем на очищенное место вылить масло. После этого можно втереть разогретый припой и получить хорошую адгезию между оловом и алюминием.
Это интересно: Пайка латуни газовой горелкой и паяльником — технология, припои, флюсы
Подготовка деталей
Пайка алюминия в домашних условиях включает тщательную подготовку детали.
Как правило, квалифицированные мастера перед пайкой алюминия своими руками выполняет следующие процедуры:
- Обезжиривание поверхности.
Наиболее подходящими веществами для качественного обезжиривания места пайки служат ацетон, бензин и растворитель. - Удаление оксидной пленки.
Эта процедуру производится при помощи шлифовальной машинки или самодельной мочалки из проволоки. В редких случаях специалисты используют травление пленки при помощи химических средств, например, кислоты.
Как известно, оксидная пленка моментально возникает на поверхности алюминия даже при кратковременном контакте изделия с воздухом. Абразивная или химическая обработки позволяют снять толстый оксид и дать возможность флюсу добраться до чистого металла.
После выполнения всех подготовительных процедур можно переходить к непосредственной пайке алюминия в домашних условиях.
Как правильно паять с помощью горелки
Необходимость в пайке алюминия и его сплавов может возникнуть как в производственных, так и бытовых условиях. Это процесс может быть использован при выполнении ремонта деталей, но иногда приходится сталкиваться с более масштабными работами.
Один из часто применяемых способов получения неразъемных соединений напрямую связан с использованием газовой горелки. Работа с алюминием подразумевает то, что оксидная пленка, которая находится на поверхности детали, препятствует соединению деталей. Пайка с помощью горелки существенно отличается от работы с паяльником и по праву считается более практичным. Работая с горелкой, мастер может выполнять настройку температуры. И это предоставляет дополнительные возможности для обработки поверхности заготовок. При этом не играет особой роль толщина материала. Иногда при работе с горелкой применяют флюсы и дополнительные средства обработки поверхности.  Пайка алюминия газовой горелкой в домашней мастерской позволяет выполнить предварительное прогревание заготовок и расходных материалов. Бесспорно, для получения соединения высокого качества необходим опыт работы. Дело в том, что алюминий обладает низкой температурой плавления, соответственно расходные материалы, применяемые при совершении пайки, обладают хорошей текучестью. Если мастер совершит ошибку, то высока вероятность того, что припой просто растечется по заготовке, так и не попав в шов.
Пайка алюминия газовой горелкой в домашней мастерской позволяет выполнить предварительное прогревание заготовок и расходных материалов. Бесспорно, для получения соединения высокого качества необходим опыт работы. Дело в том, что алюминий обладает низкой температурой плавления, соответственно расходные материалы, применяемые при совершении пайки, обладают хорошей текучестью. Если мастер совершит ошибку, то высока вероятность того, что припой просто растечется по заготовке, так и не попав в шов.
Почему алюминий плохо паяется?
Кто пытался паять алюминий, тот знает, что обычный припой на него совершенно не липнет. Все из-за устойчивой пленки оксида алюминия, которая обладает плохой адгезией к припою. Причем эта пленка покрывает алюминий и его сплавы очень быстро. Не успеешь зачистить — легкий металл уже окислился. Поэтому все методы пайки алюминия борятся сначала именно с пленкой, а затем уже заботятся об адгезии.
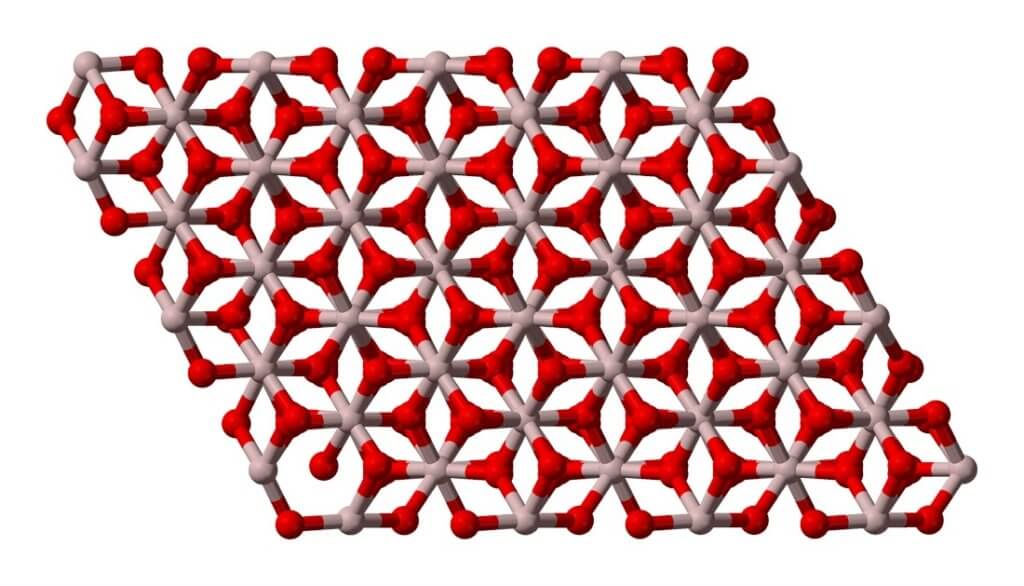
Оксид алюминия (Al2O3) в минералогии называется корундом. Крупные прозрачные кристаллы корунда являются драгоценными камнями. Из-за примесей корунд бывает окрашен в разные цвета: красный корунд (содержащий примеси хрома) называется рубином, а синий — сапфиром. Теперь понятно почему окисная пленка совсем не паяется.
Почему возникают проблемы с пайкой?
Этот металл обладает множеством достоинств, в частности, лёгкостью и гибкостью. Кроме того, благодаря образуемой на его поверхности плёнке оксида, металл практически нейтрален и не вступает в реакцию с агрессивными средами или пищевыми продуктами.
Однако именно это свойство металла и является проблемой в тех случаях, когда необходимо произвести соединение нескольких алюминиевых деталей при помощи пайки.

Радиатор из алюминия
Чаще всего алюминий применяется, как материал для изготовления различных радиаторов: систем отопления, охлаждения компонентов электроники, автомобильных жидкостей и пр. Подобное использование обусловлено низкой теплоёмкостью и высокой теплопроводностью металла.
Несмотря на достаточно низкую химическую активность время и температура делают своё дело и в корпусах алюминиевых радиаторов появляются трещины, заделать которые достаточно проблематично.
Микротрещины, возникающие в радиаторах, могут быть даже незаметны человеческому глазу, но из них может уходить достаточно большое количество жидкости, которую придётся регулярно подливать в систему охлаждения.

Микротрещина
Ремонт системы охлаждения – достаточно дорогостоящее мероприятие. Зачастую сервисные центры или автомастерские, особо не напрягаясь, просто меняют радиатор целиком вместо того, чтобы исправить его при помощи запаивания отверстия.









Спайка нескольких элементов
Самостоятельно устранить отверстие можно двумя путями: при помощи пайки или с применением холодной сварки. При этом, в обоих случаях придётся столкнуться с одной серьёзной проблемой.

Алюминий на воздухе сразу же окисляется
При взаимодействии алюминия с воздухом, он сразу же окисляется, а его поверхность покрывается тонкой плёнкой оксида.
Оксид обладает изолирующими свойствами и традиционные материалы, используемые в качестве припоя, не способны не то чтобы соединить две алюминиевые поверхности, но даже просто хорошо «прилипнуть» к поверхности, которую покрывает оксид.
Именно поэтому паять алюминий очень и очень непросто.
Пайка при помощи обычного паяльника не даёт желаемых результатов. Можно даже сказать, что она не даёт никаких результатов, поскольку даже при использовании специальных флюсов для пайки регулярно получается вместо ровного паянного шва неравномерное нагромождение припоя, явно не имеющее хорошего контакта ни с одной из припаиваемых поверхностей.
Финиковая пальма: особенности выращивания из косточки в домашних условиях, пересадка и уход | (50 Фото) +Отзывы
Виды паяльных кислот и особенности применения
Паяльная кислота подразделяется на два основных вида, вне зависимости от сферы применения, ортофосфорный и соляной тип. Вне зависимости от состава, назначением является удаление окислов, загрязнений с областей пайки. Качественный, аккуратный шов может быть исполнен только при соблюдении условий подготовки металлов. Долговечность материалов повышается за счет образования защитной пленки от окисления на поверхности соединения.
Важно знать, что использовать флюс при работе с электронными платами категорически запрещается. Тонкие и хрупкие элементы могут быть стерты с конструкции платы, кислота для пайки производит токопроводящие соединения
Все эти факторы могут плачевно повлиять на работоспособность узла, конструкции общим состоянием.
Хлорцинковый флюс
Раствор хлористого цинка применяется для пайки соединений железа. Составом является цинк, растворенный соляной кислотой. Производится раствор следующим образом:
- подготавливается гранулированный цинк;
- в зависимости от технического задания, добавляют раствор, либо концентрат;
- после химической реакции цинка, возможно использовать смесь.
Пропорциональные части берутся на примере 1 литр соляного раствора на 400 грамм гранулированного цинка. По окончании работ следует обработать поверхность для прекращения реакции, для этого отлично подходит мыльный раствор
Перед изготовлением самостоятельно, следует помнить, что важно соблюдать последовательность. Кислоту разбавляют цинком, при этом образуются газы, получается достаточно взрывоопасная смесь
Все действия производятся на проветриваемом месте.
Читать также: Как пользоваться клеем холодная сварка
Олеиновая кислота
Для пайки алюминиевых сплавов прекрасно подходит олеин. Не применяется чистым видом, доступен только в техническом состоянии. Стабильное состояние достигается путем смешивания олеина с различными жирными кислотами. Далее вступает в реакцию йодид лития, который заканчивает смешивание массы для пайки алюминия.
Пайка олеиновой кислотой позволяет производить стыковку материалов из медных и алюминиевых сплавов, без образования химической пленки и окисления.

Олеиновая кислота Б-115
Флюс используется для защиты от процессов коррозии на стыке, при механическом воздействии, образуется новая пленка, что позволяет не беспокоится о надежности соединения.
Взамен паяльной кислоты, другие флюсы не имеют схожих свойств, возможно применение машинного масла с растертыми опилками, процесс пайки происходит втирание состава при стыковке. При нагревании олеиновый тип паяльной кислоты испаряется, но место пайки залужено, о качественном соединении бессмысленно беспокоится.
Ортофосфорная кислота
При обработке металлов ортофосфорным раствором происходит построение защитной пленки, препятствующей образованию окислов, химических реакций металла. Характеристики раствора состоят в бесцветной субстанции, неорганического рода. Гигроскопичная структура в виде пастообразной структуры взаимодействует при нагревании и растворяется в жидкий состав. Обладает хорошими свойствами текучести, легко убирается водой после работы.

Пайка ортофосфорной кислотой
Применяется ортофосфорная кислота при пайке углеродистых, легированных сталей. Также к работе подходят сплавы меди и никеля, рабочая температура при паяльных работах начинается от 350 градусов. Кислотная пленка разрыхляется, отводится на поверхность путем растворения слоя оксидов. Надежная спайка достигается путем образованной оксидной пленки ортофосфорной кислотой.
Флюс ВТС
Салициловая основа, распространенная составом аспирина, применяется как составляющая часть флюса для пайки. Наиболее широко применяется к работе с драгоценными металлами, ввиду слабого взаимодействия с частицами изделия.
Основное преимущество, это защита от окисления места пайки, нет необходимости удалять флюс, если только не предъявляются дополнительные требования.

Универсальность применения, дешевое изготовление позволяют применять паяльную кислоту на основе салициловых соединений. Едкие выделения предполагают рабочую вытяжку при выполнении паяльных действий, также отрицательной стороной является плохое взаимодействие с алюминием.










Возможно использовать подручные средства, достаточно растереть таблетку аспирина или другой препарат, содержащий салициловую кислоту. Наносится порошок на место пайки, при работе с проводами пайку возможно производить прямо на таблетке. Более удобная смесь изготавливается совместно с вазелином, пропорциями 1 к 2, пасту легко наносить на место пайки тампоном, удалять по окончанию работ.
Преимущества
Пайка – это один и способов получения неразъемных соединений металлов. Но в отличии от других методов он, до последнего времени отличался невысокой производительностью, малой прочностью на стыке. Это и ряд других причин послужило тому, что она не получила широкого, промышленного применения. С развитием технологий стали доступны способы соединения деталей с помощью электронного луча, ультразвуковых волн. Появление специальных припоев и флюсов позволило значительно поднять качество паяного соединения.
Современные технологии пайки позволяют использовать готовые изделия без дальнейшей обработки на механическом оборудовании. Пайка вошла число основных технологических процессов в машиностроении, авиационной и космических отраслях и конечно электронике. Пайка имеет ряд несомненных достоинств в сравнении со сваркой. Процесс соединения деталей этим способом проходит при существенно меньшем расходе теплоты. Другими словами, при проведении этого процесса не происходит каких-либо серьезных изменений в структуре металла. Его физико – химические параметры остаются практически без изменений. После пайки могут возникать такие явления как остаточная деформация, ее размеры несравнимы с теми, которые остаются после выполнения, например, сварки в облаке защитных газов.
Именно поэтому использование пайки гарантирует более точное соблюдение размеров указанных в технической документации на изделие. Использование этого метода позволяет соединять разнородные металлы. Ко всему прочему можно сказать и то, что эти процессы довольно легко можно автоматизировать.
Способы подготовки алюминия к пайке
Перед тем как паять алюминий паяльником, требуется подготовить металл. Для этого применяют один из основных способов:
- Обработка канифолью предварительно обезжиренного участка, где будет происходить спаивание. После нанесения смолистого вещества на него кладется шкурка и прижимается включенным мощным паяльником. После этого поверхность обтирается той самой шкуркой, попутно облаживая жалом место обработки. Далее ставится алюминиевая заплатка, после чего уже можно припаивать деталь обыкновенным способом. В качестве аналога канифоли можно использовать масло для швейных машин.
- На участок спаивания наносится канифоль с добавленными в нее стружками металла. После этого залуженным и хорошо разогретым жалом нужно натереть данную площадь, чтобы расплавилась стружка. В это время добавляется припой. Паяльник для алюминия, который растирает поверхность с опилками, снимает окись, так как острые края материалов попросту сдирают ее с поверхности. Припой добавляется и сразу попадает на поверхность металла, защищая ее от повторного образования.
- Сначала поверхность очищается за счет обработки медью, которая снимает оксидную пленку. Это очень сложный метод, для него требуется создавать ванночку, в которой будет проводиться реакция омеднения. По этой причине способ редко применяется.
Как выбрать припой
Качественная пайка алюминия паяльником требует тщательного подбора припоя, так как в ином случае сложно будет добиться хорошего результата. Им становятся легкосплавные вещества, в состав которых входят свинец, олово, кадмий, цинк, висмут и прочие элементы. Основной металл в них не растворяется. Исключение составляет только цинк. Это снижает надежность соединения.
Для серьезных соединений лучше применять припой, в основу которого входят свинец и олово. Это актуально для тех случаев, когда контакт не будет подвержен коррозии. В иной ситуации, есть серьезный риск появления ржавчины в местах пайки.
Более дорогим, но эффективным припоем является ЦОП-40, в который входит 40% цинка. Также подходит 34А, где основой выступает алюминий, и присутствуют добавки кремния и меди. Актуально использовать некоторые высокотемпературные припои, которые могут плавиться при 600 градусах Цельсия, например, Aluminium 13.

Советы по выбору флюса
Многие слышали, как паять алюминий паяльником без флюса, а также знают, что это практически невозможно. Действительно, для качественного соединения необходимо применять дополнительные материалы. Не каждый флюс будет активным по отношению к алюминию
Среди отечественных марок стоит обратить внимание на серии Ф-59А, -61А, 64. У них уникальный состав, в который входят фторбораты аммония
Как правило, специализированные флюсы обладают надписью «для пайки алюминия».
Чтобы проводить высокотемпературную пайку, стоит обратить внимание на флюс 34А. В его состав входят хлористый калий, фторид натрия, цинк и литий
Это специальная смесь, рассчитанная на работу с высокими температурами.





