

Нитроцементация сталей
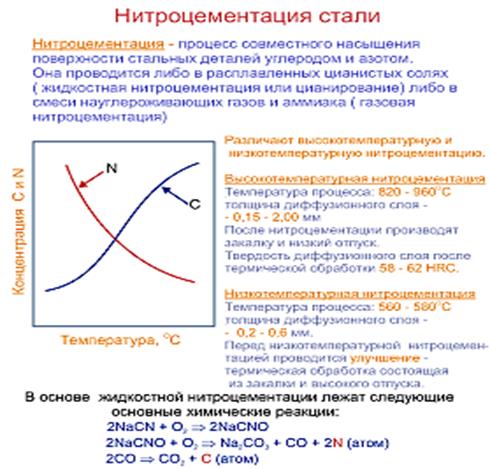
Нитроцементация – это процесс одновременного насыщения стали углеродом и азотом в среде, состоящей из науглероживающего газа и аммиака. По сравнению с цементацией, нитроцементацию проводят при более низких температурах – 850-870 °С. Это обусловлено тем, что азот, проникая в сталь одновременно с углеродом, понижает температуру существования твердого раствора на основе Feγ и тем самым способствует науглероживанию стали при более низких температурах. По сути, азот, выполняя роль легирующего элемента, понижает критические точки стали. Понижение температуры насыщения без увеличения длительности процесса позволяет снизить деформацию обрабатываемых деталей.
Для нитроцементации рекомендуется использовать контролируемую эндотермическую атмосферу, к которой добавляют 3–15 % не отработанного природного газа и 2–10 % NН3 или жидкий карбюризатор – триэтаноламин (С2Н5О)3N, который в виде капель вводят в рабочее пространство.
Нитроцементации обычно подвергают легированные стали с содержанием углерода до 0,25 %. Продолжительность процесса 4–10 ч. Толщина нитроцементованного слоя составляет 0,2–0,8 мм. После нитроцементации следует закалка либо непосредственно из печи с подстуживанием до 800–825 °С, либо после повторного нагрева; реже применяют ступенчатую закалку. После закалки проводят отпуск при 160–180 °С. Микроструктура нитроцементованной стали выглядит как показано на рисунке ниже.
После насыщения структура нитроцементованного слоя состоит из мелкокристаллического мартенсита, небольшого количества мелких равномерно распределенных карбонитридов и 25–30 % остаточного аустенита. Твердость слоя после закалки и низкого отпуска составляет 58–64 HRC. Высокое содержание остаточного аустенита обеспечивает хорошую прирабатываемость например, не шлифуемых автомобильных шестерен, что обеспечивает бесшумность их движения. Максимальные показатели прочности достигаются только при оптимальном для данной стали содержании на поверхности нитроцементованного слоя углерода и азота.

Преимущества нитроцементации перед цементацией
- Смещаются критические точки превращений к более низким температурам. Это позволяет снизить температуру процесса до 810-850оС. Такая температура, по сравнению с температурой цементации (910-1050оС) приводит к гораздо меньшим короблениям изделий;
- Из-за относительно невысоких температур процесса, аустенитное зерно при нитроцементации может вырастать гораздо меньше, чем при науглероживании в процессе цементации;
- Процесс нитроцементации в ряде случаев проходит гораздо быстрее, чем процесс цементации. При этом чаще всего, нет необходимости делать закалку с повторного нагрева, как при цементации.
Низкотемпературная нитроцементация
В промышленности, для конструкционных и инструментальных сталей иногда применяют нитроцементацию при более низких температурах. Низкотемпературную нитроцементацию проводят при 570 °С в течение полутора – трех часов в атмосфере, содержащей 50 % эндогаза (экзогаза) и 50 % аммиака или 50 % пропана (метана) и 50 % аммиака.
 3
3
Этапы нитроцементации
Процесс нитроцементации включает два этапа:
- углеродно-азотное насыщение поверхностного слоя металла полтора-два часа;
- последующее углеродное насыщение верхних слоев стали с десорбцией части атомов азота.
После завершения процесса металлическое изделие обладает необходимыми свойствами: прочностью на изгиб, пониженной чувствительностью к напряжениям, пластичностью. Кроме того, нитроцементованные поверхности получают коррозийную стойкость и высокую твердость.
Для деталей, которые прошли нитроцементацию, обязателен контроль: обычный осмотр с выявлением видимых следов окисления, закоксовывания, бурого налета, также физических дефектов (сколов, забоин и пр.); выборочный контроль полученной твердости при помощи приборов Супер-Роквелла или Виккерса; выборочный контроль хрупкости обработанного слоя при помощи прибора Роквелла. Обычно проверяют образцы, изготовленные из того же материала, что и обрабатываемые детали. Эти образцы должны вместе с деталями проходить термическую обработку и нитроцементацию.
Нужно провести и контроль состава отходящих из печи газов (провести химический анализ); проверить расход газа реометрами; проверить расход карбюризаторов и триэтаноламина.
Нитроцементация это насыщение поверхностного слоя металла
Цементация стали — разновидность химико-термической обработки, заключающаяся в диффузионном насыщении поверхностного слоя изделий из низкоуглеродистой стали (0,1—0,2% С) углеродом при нагреве в соответствующей среде. Цель Ц. — повышение твёрдости и износостойкости поверхности, что достигается обогащением поверхностного слоя углеродом (до 0,8—1,2%) и последующей закалкой с низким отпуском. Глубина цементованного слоя 0,5—1,5 мм (реже больше); концентрация углерода в слое убывает от поверхности к сердцевине изделия. Ц. и последующая термическая обработка повышают предел выносливости металла и понижают чувствительность его к концентраторам напряжения. Различают Ц. твёрдыми углеродсодержащими смесями (карбюризаторами) и газовую Ц. На заводах массового производства обычно применяют газовую Ц., при которой легче регулируется концентрация углерода в слое, сокращается длительность процесса, обеспечивается возможность полной его механизации и автоматизации, упрощается последующая термическая обработка.
Нитроцементация сталей процесс насыщения поверхности стали одновременно углеродом и азотом при 700—950 °C в газовой среде, состоящей из науглероживающего газа и аммиака. Наиболее часто нитроцементация проводится при 850—870 °С. После нитроцементации следует закалка в масло с повторного нагрева или непосредственно из нитроцементационной печи с температурой насыщения или небольшого подстуживания. Для уменьшения деформации рекомендуется применять ступенчатую закалку с выдержкой в горячем масле 180—200 °С.
Преимущества: при легировании аустенита азотом снижается температура α γ-превращения, что позволяет вести процесс насыщения при более низких температурах.
Процесс нитроцементации получил широкое распространение в машиностроении для деталей, по условиям работы которых достаточна толщина упрочненного слоя 0,2—1,0 мм. На ВАЗе 94,5 %деталей, упрочняемых химико-термической обработкой, подвергается нитроцементации. Например, нитроцементация широко применяется для упрочнения зубчатых колёс.
Билет №12
1. Эвтектоидное (перлитное) превращение в системе «железо-углерод».
По линии PSK при постоянной температуре 727o С идет эвтектоидное превращение, заключающееся в том, что аустенит, содержащий 0,8 % углерода, превращается в эвтектоидную смесь феррита и цементита вторичного: A0,83 -> эвт. (Ф + Цп)
По механизму данное превращение похоже на эвтектическое, но протекает в твердом состоянии.
Эвтектоид системы железо – цементит называется перлитом (П), содержит 0,8 % углерода. Название получил за то, что на полированном и протравленном шлифе наблюдается перламутровый блеск. Перлит может существовать в зернистой и пластинчатой форме, в зависимости от условий образования. По линии PQ начинается выделение цементита третичного из феррита, обусловленное снижением растворимости углерода в феррите при понижении температуры.
2. Химико – термическая обработка стали.
Химико-термическая обработка (ХТО) – процесс изменения химического состава, микроструктуры и свойств поверхностного слоя детали. Изменение химического состава поверхностных слоев достигается в результате их взаимодействия с окружающей средой, в которой осуществляется нагрев. В результате изменения химического состава поверхностного слоя изменяются его фазовый состав и микроструктура, Основными параметрами химико-термической обработки являются температура нагрева и продолжительность выдержки.
В основе любой разновидности химико-термической обработки лежат процессы диссоциации
,адсорбции, диффузии.Диссоциация
– получение насыщающего элемента в активированном атомарном состоянии в результате химических реакций, а также испарения.
Адсорбция
– захват поверхностью детали атомов насыщающего элемента.
Адсорбция – всегда экзотермический процесс, приводящий к уменьшению свободной энергии.
Диффузия –
перемещение адсорбированных атомов вглубь изделия.
Для осуществления процессов адсорбции и диффузии необходимо, чтобы насыщающий элемент взаимодействовал с основным металлом, образуя твердые растворы или химические соединения.
Химико-термическая обработка является основным способом поверхностного упрочнения деталей.
Основными разновидностями химико-термической обработки являются: цементация
(насыщение поверхностного слоя углеродом);азотирование
(насыщение поверхностного слоя азотом);
нитроцементация или цианирование
(насыщение поверхностного слоя одновременно углеродом и азотом);диффузионная металлизация
(насыщение поверхностного слоя различными металлами).
Цель цианирования стали и суть технологии
Первоочередная цель цианирования лежит в укреплении поверхностного слоя стали различных деталей, придании ему более высокого предела выносливости, так как этот слой подвержен наибольшим нагрузкам во время эксплуатации механизмов, конструкций. Насыщение поверхностного слоя металла углеродом и азотом принято применять из-за их быстрого проникновения, когда они взаимодействуют одновременно. Методом цианирования можно обрабатывать следующие виды металла:









- любые нержавеющие стали;
- сплавы стальные легированные либо те, где нет присутствия легирующих компонентов, стали с концентрацией углерода средних показателей;
- стали конструкционного назначения, где присутствует мало углерода.
Химико-термический способ цианирования придерживается следующей технологии:
- В рабочую ванну с расплавленной солью цианистой состава 15% Na₂CO₃, 60% NaCl и 25% NaCN помещают деталь.
- Далее рабочую среду нагревают до температуры от 930 до 530 градусов по Цельсию (в зависимости от выбранного режима обработки).
- Выделяющиеся из соли оксид углерода и азот насыщают металл несколько часов.
Сущностью процесса, по которому углерод с азотом могут проникнуть внутрь слоя стали, является диффузия. В течение перечисленных выше этапов технологии процесс проходит две основные стадии, разделенные временными периодами:
- Начальный период нитроцементации длительностью от одного до трех часов, характеризующийся внедрением в кристаллическую решетку металла атомов азота, углерода.
- Конечный период, когда предварительно проникшие и насытившие сталь атомы азота начинают десорбироваться (покидать поверхность, вновь приобретая состояние газа), углерод же при этом продолжает насыщать металл до тех пор, пока не закончится воздействие температуры и рабочей среды.
Структурные изменения в металле
При внедрении атомов азота и углерода в поверхностном слое металла происходят некоторые изменения. При нитроцианировании меняется соотношение остаточного количества аустенитов и мелкокристаллических мартенситов в поверхностном слое, добавляется небольшое количество твердого раствора карбонитридов, что влияет на механические свойства – твердость и износостойкость.
В то же время несколько повышается хрупкость и снижается усталостная и контактная прочность. Особенно это качество проявляется в легированной стали с содержанием никеля более 1.2 %. Таким образом, не все марки стали допустимо обрабатывать по данной методике. Уменьшение размеров зерен структуры достигается путем дополнительной закалки и отпуска непосредственно после процесса нитроцементации. Обработанная таким образом сталь имеет меньший размер зерен, чем цементированная, что повышает ее прочность на изгиб при одновременном уменьшении толщины обработанного слоя.
Нитроцементация существенно изменяет характеристики тонкого наружного слоя металла, его твердость и износостойкость. После дополнительной термической обработки – закалки, твердость поверхностного слоя по шкале Роквелла составляет 58-64 HRC или 500 – 1000 HV по методу Виккерса. Применяя низкотемпературную цементацию, можно получить тонкий поверхностный слой с твердостью 5000 – 11000 HV.
Области применения

Цианирование стали применяется в автомобильной промышленности для упрочнения мало- и средненагруженных деталей. Для получения нитроцементованного слоя глубиной не менее 0,4…0,5 мм необходимы периоды загрузки от 10…15 мин.
Снижение температуры нитроцементации до 850С (против 920С) при газовом цианировании, а также температуры закалки нитроцементованных деталей до 820С уменьшает объёмную и локальную деформацию изделий. Это служит значительным преимуществом рассматриваемого вида химико-термической обработки.
В производстве высокостойкого инструмента для станков и прессового оборудования, в частности, получаемого из быстрорежущей стали, применяется обработка в смеси аммиака и углеродсодержащих газов. Наибольший эффект из них обеспечивают пропан и бутан. Температура нитроцементации инструмента, изготовленного из быстрорежущих сталей, должна соответствовать температурам отпуска после закалки. Обычно используется выдержка от 1 до 3 часов, что определяется конфигурацией инструмента. Микротвёрдость нитроцементованного слоя должна быть не ниже 1000…1500 HV, причём с увеличением толщины детали разница в показателях износостойкости после ферритной и аустенитной нитроцементации практически незаметна.
Изменения размеров цианированных изделий, проявляющиеся после длительной термической обработки, обычно меньше, если процесс идёт по аустенитному варианту.
Разработанные модели для размерного роста позволяют исключать искажения размеров, что часто наблюдается после аустенитной нитроцементации. В частности, с целью устранения нежелательных внутренних напряжений, особенно в местах перехода от упрочненного слоя к основному подслою, часто вводится дополнительный отпуск аустенитных нитроцементованных деталей. После такого отпуска слой аустенита трансформируется до твердой бейнитной фазы. Закалка приводит и к увеличению коррозионной стойкости нитроцементованных сталей.

Традиционное цианирование ныне применяется только для обработки крупных заготовок, поскольку расплавы цианидов отличаются высокой степенью токсичности. Поэтому на некоторых предприятиях цианиды частично заменяются цианатами: их расплавы не так отрицательно сказываются на экологии прилегающих производственных зон.
Нитроцементация используется не только в машиностроительном или инструментальном производствах
Важной сферой применения данных технологий является цианирование золота. Процесс применяют при извлечении золота из руды либо в контролируемых условиях обогатительной фабрики, либо даже под открытым небом. При чановом выщелачивании смешивают мелко измельчённую руду с цианидной солью, растворённой в воде
Цианид связывается с ионами золота, тем самым позволяя им легче отделиться от основной породы
При чановом выщелачивании смешивают мелко измельчённую руду с цианидной солью, растворённой в воде. Цианид связывается с ионами золота, тем самым позволяя им легче отделиться от основной породы.
Цементация стали
Цементация стали — химико-термическая обработка поверхностным насыщением малоуглеродистой (С табл.1
Температура, °С Цвета каления Температура, °С Цвета каления
1600 Ослепительно бело-голубой 850 Светло-красный 1400 Ярко-белый 800 Светло-вишневый 1200 Желто-белый 750 Вишнево-красный 1100 Светло-белый 600 Средне-вишневый 1000 Лимонно-желтый 550 Темно-вишневый 950 Ярко-красный 500 Темно-красный 900 Красный 400 Очень темно-красный (видимый в темноте)
Тонкая пленка окислов железа, придающая металлу различные быстро меняющиеся цвета — от светло-желтого до серого. Такая пленка появляется, если очищенное от окалины стальное изделие нагреть до 220°С; при увеличении времени нагрева или повышении температуры окисная пленка утолщается и цвет ее изменяется. Цвета побежалости одинаково проявляются как на сырой, так и на закаленной стали.
При низком отпуске (нагрев до температуры 200-300° ) в структуре стали в основном остается мартенсит, который, однако, изменяется решетку. Кроме того, начинается выделение карбидов железа из твердого раствора углерода в альфа-железе и начальное скопление их небольшими группами. Это влечет за собой некоторое уменьшение твердости и увеличение пластических и вязких свойств стали, а также уменьшение внутренних напряжений в деталях.
Для низкого отпуска детали выдерживают в течение определенного времени обычно в масляных или соляных ваннах. Если для низкого отпуска детали нагревают на воздухе, то для контроля температуры часто пользуются цветами побежалости, появляющимися на поверхности детали.
| Цвет побежалости | Температура, °С | Инструмент, который следует отпускать |
| Бледно-желтый | 210 | — |
| Светло-желтый | 220 | Токарные и строгальные резцы для обработки чугуна и стали |
| Желтый | 230 | Тоже |
| Темно-желтый | 240 | Чеканы для чеканки по литью |
| Коричневый | 255 | — |
| Коричнево-красный | 265 | Плашки, сверла, резцы для обработки меди, латуни, бронзы |
| Фиолетовый | 285 | Зубила для обработки стали |
| Темно-синий | 300 | Чеканы для чеканки из листовой меди, латуни и серебра |
| Светло-синий | 325 | — |
| Серый | 330 | — |
Появление этих цветов связано с интерференцией белого света в пленках окисла железа, возникающих на поверхности детали при ее нагреве. В интервале температур от 220 до 330 ° в зависимости от толщины пленки цвет изменяется от светло-желтого до серого. Низкий отпуск применяется для режущего, измерительного инструмента и зубчатых колес.
При среднем (нагрев в пределах 300-500°) и высоком (500-700°) отпуске сталь из состояния мартенсита переходит соответственно в состояние тростита или сорбита. Чем выше отпуск, тем меньше твердость отпущенной стали и тем больше ее пластичность и вязкость.
При высоком отпуске сталь получает наилучшее сочетание механических свойств, повышение прочности, пластичности и вязкости, поэтому высокий отпуск стали после закалки ее на мартенсит назначают для кузнечных штампов, пружин, рессор, а высокий — для многих деталей, подверженных действию высоких напряжений (например, осей автомобилей, шатунов двигателей).
Для некоторых марок стали отпуск производят после нормализации. Этот относится к мелкозернистой легированной доэвтектоидной стали (особенно никелевой), имеющий высокую вязкость и поэтому плохую обрабатываемость режущим инструментом.









Для улучшения обрабатываемости производят нормализацию стали при повышенной температуре (до 950-970°), в результате чего она приобретает крупную структуру (определяющую лучшую обрабатываемость) и одновременно повышенную твердость (ввиду малой критической скорости закалки никелевой стали). С целью уменьшения твердости производят высокий отпуск этой стали.
Сульфоцианирование
Данная обработка в большей степени напоминает процесс цианирования. Поверхность насыщается не только углеродом и азотом, но также и серой. Сульфоцианированные детали в большей степени обладают такими же характеристиками как и цианированные. Лучше всего сульфоцианированные детали показали себя в механизмах на средних нагрузках. Благодаря немного другой схеме цианирования предупреждается схватывание и наволакивание металла.
Нормальная температура плавления смеси составляет 560-580 градусов. Обработку стальных сплавов проводят преимущественно в жидких средах, но также возможно и в газовых. Так как сульфоцианированные детали обладают чуть большей прочностью, то их использование оправданно в качестве поршневых колец, чугунных втулок, разнообразных запчастей насоса.
Основные дефекты при нитроцементации
В процессе нитроцементации могут возникать дефекты обрабатываемых деталей.
Отслаивание
Это явление возникает при насыщении поверхности детали углеродом и связано со слишком низкими температурами или быстрым нагревом. В первом случае содержание углерода по направлению к центру выравнивается слишком медленно. При быстром нагреве содержание углерода резко снижается по мере удаления от поверхности детали. Такие резкие изменения провоцируют отделение цементованного слоя от изделия в виде отслаивания оболочки.

Грубозернистый излом
Грубозернистость обрабатываемого слоя может быть обусловлена несколькими факторами: перегревом, передержкой при закаливании, переизбытком углерода в цементованном слое из-за высокой или изменяющейся температуры при обработке. Эти дефекты можно устранить повторной закалкой. Грубозернистость сердцевины может возникнуть из-за слишком низкой температурой закалки. А если речь идет о низколегированных или углеродистых сталях, то этот дефект может объясняться слишком большими размерами деталей, что не позволяет достаточно прокалить сердцевину.
Мягкая поверхность
Этот дефект поверхности обработанных изделий обуславливается рядом нарушений процесса нитроцементации (возникновение пустот при набивке деталей, возникновение корки графита на поверхности детали). Такой изъян может вызывать и дефект закалки, связанный с низкой скоростью охлаждения или с образованием паровой рубашки. При азотировании мягкие пятна связаны с обработкой необезжиренных деталей.
Малая толщина насыщенной пленки
Такой дефект возникает при низкой температуре азотирования. Изъян крайне опасен, так как выявить обычными методами контроля его невозможно. Но устранить проблему можно повторной процедурой с соблюдением температурного режима.
Повышенная хрупкость
Связана с азотированием обезуглероженной поверхности. Последняя образуется на детали при термической или горячей обработке давлением. Этот слой необходимо механически удалить.
Твердость азотируемой поверхности немного ниже твердости слоя, лежащего непосредственно под поверхностью. При такой обработке высоконагруженных частей необходимо отшлифовать верхний слой, тем самым удаляя его.

Структура и свойства нитроцементированного слоя[ | ]
При оптимальных условиях насыщения структура нитроцементированного слоя должна состоять из мартенсита, небольшого количества карбонитридов и некоторого количества остаточного аустенита, структура сердцевины из троостосорбита, бейнита или малоуглеродистого мартенсита. В нитроцементированном слое нередко допускается повышенное количество остаточного аустенита, который обеспечивает хорошую прирабатываемость нешлифуемых автомобильных шестерён, что обеспечивает их бесшумную работу.
В стали 25ХГТ количество остаточного аустенита составляет 25—30 %, а в сталях 25ХГМ и 25ХГМТ достигает 45—50 %. В тех случаях, когда изделие после нитроцементации проходит шлифование, большое количество остаточного аустенита нежелательно, так как он не только снижает механические свойства, но и способствует образованию трещин при шлифовании. В американской практике считается допустимым содержание в нитроцементируемом слое остаточного аустенита в количестве, при котором твёрдость после закалки не ниже 60 HRC. Чаще твёрдость слоя составляет 58—64 HRC.
| Для улучшения этой статьи желательно: Найти и оформить в виде сносок ссылки на независимые авторитетные источники, подтверждающие написанное. Пожалуйста, после исправления проблемы исключите её из списка параметров. После устранения всех недостатков этот шаблон может быть удалён любым участником. |
Методы цементации металлов и сплавов
- твердая среда;
- газовая среда;
- жидкая среда;
- вакуум;
- с применением специальной пасты;
- цементация в электролите.
Вышеперечисленные методы отличаются технологией и глубиной насыщения. Рассмотрим их подробнее.
Цементация с использованием твердой среды
Для цементации стали по данной технологии используют специальные углеродсодержащие вещества, которые называются карбюризаторами.
Наибольшей популярностью пользуются следующие карбюризаторы:
- березовый древесный уголь;
- дубовый древесный уголь.
Иногда применяют их смесь. Для работы уголь дробится на фракции, размер которых не должен превышать 10 мм. После этого он смешивается с солью угольной кислоты из любого металла щелочной группы. Массовая доля угля в составе, как правило, достигает 88–90%. Перед применением смесь просеивают с целью удаления наиболее мелких фракций вроде пыли и крошек.
- Сухой. В этом случае соль и уголь тщательно перемешивают. В противном случае результат будет некачественным: на поверхности будут видны необработанные участки стали.
- Мокрый. Уголь поливают водным соляным раствором, после чего высушивают. Уровень влажности рабочей смеси не должен превышать 6–7%.
Последний способ считают наиболее эффективным для качественной модификации стали.
Процесс насыщения поверхности углеродом выглядит следующим образом:
- Рабочую смесь насыпают в ящики, изготовленные из термостойкого материала. Форма и размеры зависят от типа обрабатываемых деталей.
- Объекты для цементации помещают в ящик. Угольная смесь должна быть равномерно распределена по внутренней поверхности.
- Во избежание утечек производят герметизацию емкости, обрабатывая закладную часть шамотной глиной.
- Ящик помещают в печь, которую прогревают до 700 °C.
- На данном этапе осуществляют визуальный контроль процесса: все нагреваемые элементы должны иметь ровный цвет без темных пятен на поверхности.
- Температуру в печи повышают до рабочего уровня: 800–950 °C. Начинается процесс активного освобождения углерода и его проникновения в межкристаллическую решетку стали.
- Время обработки зависит от требуемой глубины цементации стали.
Процесс цементации в газовой среде

Для получения газа используют керосин ввиду неустойчивости углерода в его составе. Часть газа подвергают модификации для увеличения глубины проникновения.
Как и в предыдущем способе, для обработки используют специальные, герметично закрытые печи.
Современные предприятия проводят обработку с применением горючих природных газов, которые поддерживают углеродный баланс внутри печи.
Проведение цементации в жидкой среде
- Соляной раствор наливают в специальную емкость.
- В жидкость опускают детали.
- Раствор нагревают до рабочей температуры, которая составляет 850 °C.
- Заготовку выдерживают заданное время. Обычно оно не превышает 3 часов.
Достоинства данного метода – высокая скорость реакции и равномерное покрытие поверхности стали. Недостатком является глубина проникновения углерода – до 0,5 мм.
Цементация в вакууме

Этапы обработки:
- Стальную заготовку помещают в камеру.
- Из корпуса выкачивают весь воздух, создавая вакуум.
- Печь нагревают до рабочей температуры.
- Деталь выдерживают определенное время.
- В камеру подают углеводородный газ под давлением.
- Под действием вакуума углерод активно внедряется в кристаллическую решетку.
- Науглероживание стали выполняют в несколько этапов в зависимости от требуемой глубины проникновения.
- В камеру подают инертный газ, охлаждая температуру.
Из достоинств необходимо выделить полное отсутствие кислорода, что повышает качество обработки.
В электролитическом растворе
Данный метод обработки стали имеет сходство с гальванизацией. Процесс проходит в растворе электролита, в котором под действием электричества образуются свободные атомы углерода. Температуру и напряжения устанавливают в зависимости от необходимой глубины проникновения.







Преимущества технологии в промышленности
Технология нитроцементации имеет широкое применение в области промышленности. Данный способ упрочнения применяется для деталей в виде шестерен и зубчатых передач, которые работают в условиях повышенных нагрузок. Следует выделить ряд преимуществ нитроцементации:
минимальное коробление обрабатываемых деталей; • низкий рост аустенитногозерна; • высокая скорость выполнения процедуры; • относительно низкие затраты на проведение работ; • минимизация технологических процессов.
При нитроцементации отсутствует необходимость в проведении закалки методом повторного нагрева детали. Соответственно промышленное предприятие может сэкономить производственный бюджет.
Преимущества нитроцементации перед цементацией
- Смещаются критические точки превращений к более низким температурам. Это позволяет снизить температуру процесса до 810-850оС. Такая температура, по сравнению с температурой цементации (910-1050оС) приводит к гораздо меньшим короблениям изделий;
- Из-за относительно невысоких температур процесса, аустенитное зерно при нитроцементации может вырастать гораздо меньше, чем при науглероживании в процессе цементации;
- Процесс нитроцементации в ряде случаев проходит гораздо быстрее, чем процесс цементации. При этом чаще всего, нет необходимости делать закалку с повторного нагрева, как при цементации.





