

Особенности модификаций
Модель НГФ-110 была первой, из серии настольных школьных станков. Ее модифицировали и стали выпускать широкоуниверсальные станки.
НГФ-110Ш1
Отличительные особенности модели:
- круглый хобот;
- штурвал вертикальной подачи расположен в основании винта;
- рычаг переключения скоростей на корпусе металлический.

Нижняя плита литая, низкая, как у модели НГФ-110.
НГФ-110Ш3
Визуально сильно отличается от предыдущих моделей:
- прямоугольный хобот с дугообразным верхом – «горбатый»;
- основание тонкое;
- кнопки включения-остановки двигателя на колонне, внизу;
- рядом табличка с маркировкой модели;
- на концах ручек переключения скоростей накручены пластмассовые шарики;
- двигатель внутри станины;
- вертикальная передача производится маховичком на консоли.

Модель считается переходной к следующей модификации.
110Ш4
Последняя, модернизированная модель, которая выпускалась дольше остальных. Отличается от предыдущих вариантов фрезерного станка:
- прямоугольный хобот с перемещающейся, по его направляющим, серьгой;
- основание высокое 100 мм, полое;
- местное освещение;
- ручки переключения скоростей полностью пластмассовые;
- табличка с маркировкой расположена на хоботе.

На основании сбоку находятся кнопки включения, внутри трансформатор тока под местное освещение 36 В. Двигатель расположен в нижней части стойки, внутри.
Назначение и область применения
Станок этой модели получил название школьного. Главная причина – в том, что оборудование участвует в обучении основам фрезерного дела для старшеклассников. Станок выполняет следующие дополнительные функции:
- Обрабатывание пазов, горизонтальных поверхностей.
- Работа с изогнутыми плоскостями, имеющими определённый угол изгиба.
- Обработка плоскостей по вертикали.
- Попутное и встречное фрезерование.
Если мелкой стружки нет – станки могут обрабатывать изделия, выполненные из цветных металлов. Настольный горизонтальный агрегат запрещается применять в случаях с другими металлами, которые не отвечают данному требованию.

Технические характеристики станков моделей НГФ-110Ш4
| Наименование параметра | НГФ-110ш3 | НГФ-110ш4 |
| Основные параметры станка | ||
| Основные размеры ГОСТ, ТУ | ТУ-79 РСФСР 355-72 | ТУ 79 РСФСР 441-79 |
| Класс точности по ГОСТ 8-82 | Н | Н |
| Размеры рабочей поверхности стола (длина х ширина), мм | 100 х 400 | 100 х 400 |
| Расстояние от оси горизонтального шпинделя до стола, мм | 30..200 | 30..200 |
| Расстояние от оси горизонтального шпинделя до хобота, мм | 85 | 85 |
| Расстояние от торца шпинделя до подшипника подвески (серьги), мм | 235 | 235 |
| Наибольший диаметр фрезы, устанавливаемой на станке, мм | 110 | 110 |
| Рабочий стол | ||
| Наибольшее перемещение стола продольное, мм | 250 | 250 |
| Наибольшее перемещение стола поперечное, мм | 85 | 85 |
| Наибольшее перемещение стола вертикальное, мм | 170 | 170 |
| Число Т-образных пазов | 1 | 1 |
| Перемещение стола на одно деление лимба продольное (на один оборот), мм | 0,05 (4) | 0,05 (4) |
| Перемещение стола на одно деление лимба поперечное (на один оборот), мм | 0,05 (4) | 0,05 (4) |
| Перемещение стола на одно деление лимба вертикальное (на один оборот), мм | 0,025 (2) | 0,025 (2) |
| Быстрый ход стола продольный/ поперечный/ вертикальный, мм/мин | нет | нет |
| Число ступеней рабочих подач стола | нет | нет |
| Пределы рабочих механических подач стола. Продольных, поперечных, вертикальных, мм/мин | нет | нет |
| Угол поворота стола (в крайнем переднем положении), град | нет | нет |
| Шпиндель | ||
| Частота вращения горизонтального шпинделя, об/мин | 100, 160, 250 ,490, 630, 1000 | 125, 200, 310, 500, 800, 1250 |
| Количество скоростей горизонтального шпинделя | 6 | 6 |
| Внутренний конус горизонтального шпинделя | Морзе 3 | Морзе 3 |
| Привод и электрооборудование | ||
| Количество электродвигателей на станке | 1 | 1 |
| Электродвигатель привода главного движения, кВт (об/мин) | 0,6 (1410..1440) | 0,55..0,75 (1390..1480) |
| Габариты и масса станка | ||
| Габариты станка (длина х ширина х высота), мм | 685 х 640 х 790 | 685 х 640 х 925 |
| Масса станка, кг | 200 | 340 |
Список литературы:
Станок настольный горизонтально-фрезерный НГФ110Ш4. Руководство по эксплуатации, 1984 ТУ 79 РСФСР 441-79
Аврутин С.В. Основы фрезерного дела, 1962
Аврутин С.В. Фрезерное дело, 1963
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Барбашов Ф.А. Фрезерное дело 1973, с.141
Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
Блюмберг В.А. Справочник фрезеровщика, 1984
Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
Копылов Р.Б. Работа на фрезерных станках,1971
Косовский В.Л. Справочник молодого фрезеровщика, 1992, с.180
Кувшинский В.В. Фрезерование,1977
Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
Плотицын В.Г. Наладка фрезерных станков,1975
Рябов С.А. Современные фрезерные станки и их оснастка, 2006
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978







Связанные ссылки. Дополнительная информация
- Фрезерные станки: общие сведения, классификация, обозначение
- Школьные токарные станки. Обзор
- Сравнительные характеристики консольно-фрезерных станков серий 6Н, 6М, 6Р, 6Т
- Коробка подач консольно-фрезерных станков серии 6М: 6М12П, 6М13П, 6М82, 6М83, 6М82Ш, 6М83Ш
- Коробка подач консольно-фрезерных станков серии 6Р: 6Р12, 6Р13, 6Р82, 6Р83, 6Р82Ш, 6Р83Ш
- Коробка подач консольно-фрезерных станков серии 6Т: 6T12, 6T13, 6T82, 6T83, 6Т82Ш, 6Т83Ш
- Технология ремонта фрезерных станков
- Регулировка фрезерных станков
- Фрикционная муфта. Фрикционный вал. Муфты фрикционные в металлорежущих станках
- Автоматические циклы фрезерных станков (6Р12)
- Испытания и проверка металлорежущих станков на точность
- Справочник универсальных фрезерных станков
- Заводы производители металлорежущих станков в России
- Производители фрезерных станков в России
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Описание основных узлов фрезерного станка НГФ-110
Стойка станка НГФ-110 с коробкой скоростей
Стойка является базовым узлом, на котором монтируются все остальные узлы и механизмы станка.
Жесткость конструкции стойки достигается за счет развитого основания и трапецеидального сечения стойки по высоте.
Стойка разделена на два отсека. В верхнем отсеке монтируется коробка скоростей, в нижнем — электродвигатель.
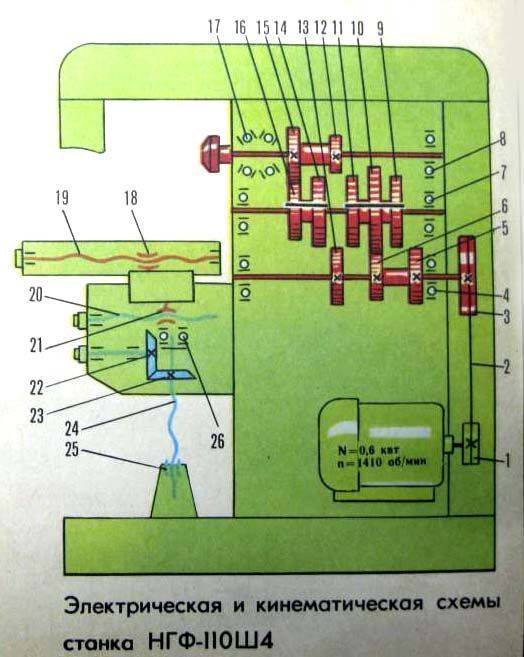
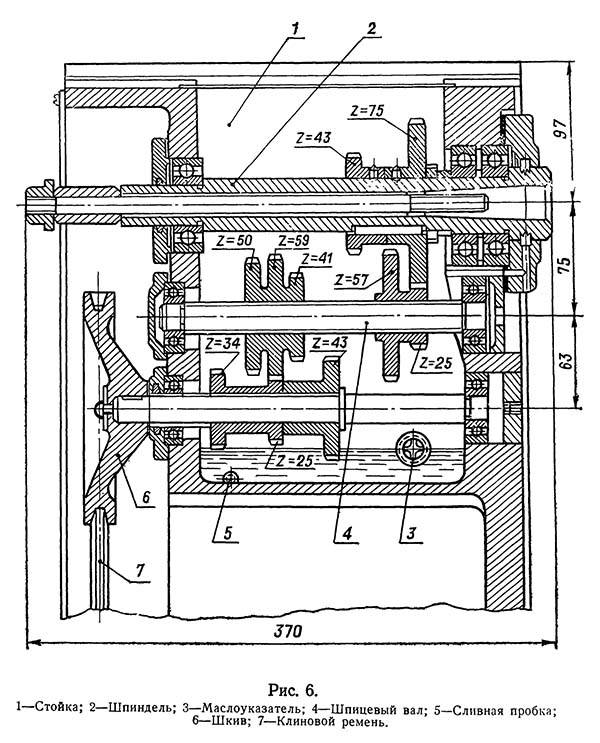
Коробка скоростей фрезерного станка НГФ-110

Фото коробки скоростей фрезерного станка НГФ-110ш4
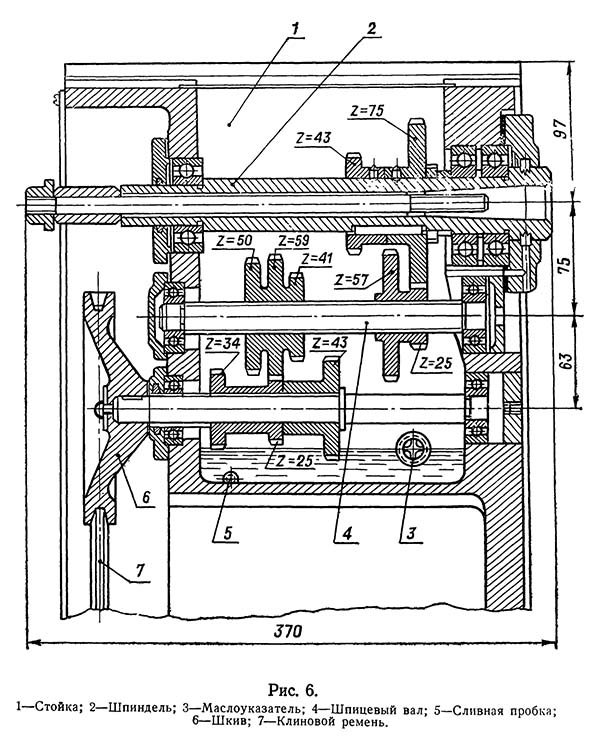
Схема коробки скоростей фрезерного станка НГФ-110ш4
Трехваловая шестискоростная коробка скоростей смонтирована в верхней части корпуса стойки и обеспечивает регулирование частоты вращения шпинделя от 125 до 1250 об/мин. Подбор необходимой частоты вращения осуществляется с помощью рычагов переключения, расположенных с левой стороны станка.
Для осмотра коробки скоростей необходимо снять боковую крышку.
Шпиндель ставка представляет собой двухопорный полый вал. Небольшой по длине пролет между опорами и значительный диаметр сечений обеспечивают необходимую виброустойчивость и жесткость шпинделя.
Передняя шейка шпинделя опирается на два радиально-упорных подшипника 8 (рис. 2), а задняя — на радиальный подшипник 9. Для устранения осевого зазора передних подшипников на шпинделе установлены две гайки 10. Между подшипниками установлены распорные кольца 11 и 12. При износе подшипников зазор в них устраняется шлифовкой торцов внутреннего распорного кольца 12. Компенсационное кольцо 13 служит для устранения осевого люфта шпинделя.
Основными подшипниками, определяющими геометрическую точность шпинделя, являются радиально-упорные однорядные шарикоподшипники № 46 208 передней опоры и радиальный шарикоподшипник № 206 задней опоры. В осевом направлении шпиндель фиксируется буртиком стойки и передней крышкой.
Регулирование зазора в переднем подшипнике производится подтягиванием гайки, расположенной в передней части шпинделя.
Для доступа к этой гайке рекомендуется снять боковую крышку на стойке.
Смазка коробки скоростей
Смазка зубчатых колес и подшипников коробки скоростей осуществляется разбрызгиванием.
Масло И-30А заливается в масляный резервуар до уровня, контролируемого маслоуказателем.
Масло менять первый раз через 15 дней работы, затем через каждые 3 месяца.
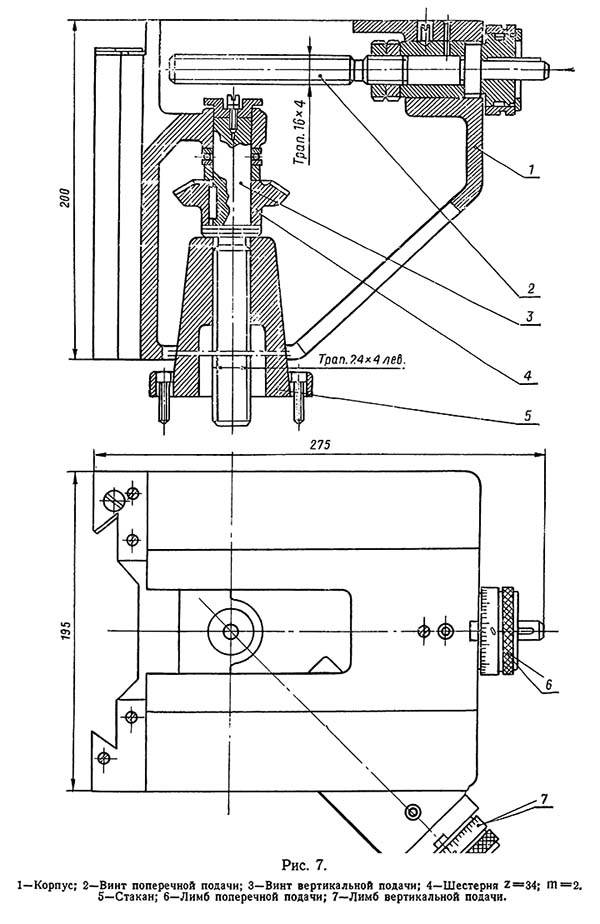
Консоль является базовым узлом механизма подач. На направляющих консоли установлен стол с салазками. Поперечная подача стола осуществляется от винта поперечной подачи 2. Вертикальная подача консоли по направляющим стойки осуществляется от» винта вертикальной подачи 3.
Рабочий стол и Консоль фрезерного станка

Стол и консоль фрезерного станка НГФ-110ш4
Консоль фрезерного станка НГФ-110ш4
Консоль фрезерного станка НГФ-110ш4
Консоль является базовым узлом механизма подач. На направляющих консоли установлен стол с салазками. Поперечная подача стола осуществляется от винта поперечной подачи 2. Вертикальная подача консоли по направляющим стойки осуществляется от винта вертикальной подачи 3.
Рабочий стол фрезерного станка НГФ-110ш4
Стол фрезерного станка НГФ-110ш4
- Стол
- Салазки
- Гайка поперечной подачи
- Гайка продольной подачи
- Винт продольной подачи
- Винт зажима cтола на салазках
Рабочий стол станка является последним элементом в цепи подач и имеет возможность перемешаться в трех направлениях: по направляющим салазок — в продольном, вместе с салазками по направляющим консоли — в поперечном и вместе с консолью по направляющим стойки— в вертикальном.
На станке установлен экран защитный для защиты работающего от отлетающей стружки в зоне резания.
Описание основных узлов фрезерного станка НГФ 110
«Ласточкин хвост» – место, куда устанавливают хобот учебного станка. Верхний участок стойки агрегата – вот где установлена деталь. Для зажима применяют специальный клин. Закручивая винт, пользователи могут надёжно закрепить эту конструкцию.Движение хобота идёт только вручную.
Серьга находится в передней части. Её габариты подгоняют под параметры, которыми обладает каждый из конкретных станков. Нельзя переставлять серьги по разным агрегатам.
Соединение хобота и серьги происходит с участием гайки. Серьгу снабжают втулкой, по сути-подшипником. Его изготавливают из сплава бронзы. Наружная поверхность-конус, разрезы вдоль – основные элементы детали.










Иногда зазор внутри втулки меняет своё положение, но периодический ремонт помогает справиться с проблемой. То же касается регулярного смазывания, для которого используется состав с обозначением И-30А.

Если подшипник нагревается слишком сильно во время работы оборудования –значит, пора провести как минимум диагностику.
Стойка станка –одна из базовых составляющих. На ней монтируют остальные рабочие узлы и механизмы. У неё есть свои особенности.
- Сечение с формой трапецией по высоте.
- Хорошо развитое основание.
- Благодаря таким деталям конструкция может похвастаться высоким уровнем жёсткости.
Любые стойки снабжены двумя отделениями, сверху и снизу. Внизу – двигатель на электричестве,вверху – коробка скоростей. Последняя поддерживает шесть передач, снабжается тремя валами.

Узел со шпинделем движется с определёнными частотами, регулируемыми коробкой скоростей.Переключающие рукоятки позволяют без проблем выбирать нужный показатель для конкретной ситуации. Сами рукоятки находятся слева у фрезерного оборудования.
Коробку скоростей закрывают с помощью специальной крышки, которую требуется снимать при проведении осмотров по оборудованию.

Основной элемент в механизме подач – это станочная консоль. Направляющие – места монтажа салазок с рабочей поверхностью. Шпиндель классического вида – полый вал, у которого две опоры. К подшипнику радиального типа идёт шейка детали сзади. К двум другим радиальным подшипникам направлена часть сзади.
Детали вмещают друг между другом кольца, элементы для распора. У шпиндельного узла есть и компенсационное кольцо. Это позволит защититься от осевого смещения конструкции.
НГФ-110 (НГФ-110Ш4) Станок фрезерный горизонтальный настольный. Паспорт, схемы, описание, характеристики
Фрезерный горизонтальный настольный станок модели НГФ-110 выпускается предприятием Ростовский завод малогабаритного станочного оборудования МАГСО, КомТех-Плюс, основанный в 1956 году.
Завод МАГСО входит в Финансово-промышленную группу КомТех, которая на рынке станочного оборудования существует уже несколько лет и имеет приоритет по выпуску малогабаритных металлорежущих станков токарных, фрезерных, вибрационных, заточных, сверлильных, которыми комплектуются школы, профтехучилища, колледжи, институты, ремонтно-монтажные организации всех регионов России.
Станки, выпускаемые Ростовским заводом малогабаритного станочного оборудования МАГСО
Фрезерный станок НГФ-110Ш4 выпускается по ТУ-79 РСФСР 441-79 и заменил устаревшую модель фрезерного станка НГФ-110Ш3, который выпускался по ТУ-79 РСФСР 355-72.
Горизонтально-фрезерный станок НГФ-110Ш1 выпускался заводом № 5 имени Дзержинского г. Щелково Московской области пос. им. Свердлова в 60-х годах прошлого века.
Горизонтальный консольно-фрезерный станок НГФ-110 настольного типа предназначен для выполнения фрезерных операций по обработке горизонтальных плоскостей, пазов и других поверхностей. Установка вертикально-фрезерной головки ВФГ позволяет дополнительно производить обработку вертикальных плоскостей, а также плоскостей под определенным углом. Обработка плоскостей производится дисковыми, торцовыми, концевыми, угловыми и фасонными фрезами.
Настольный горизонтально-фрезерный станок модели НГФ-110Ш4 является специальным школьным оборудованием и предназначен для производственного обучения в средней школе для оборудования школьных учебных мастерских.
Обозначение фрезерного станка НГФ-110Ш4. Буквы и цифры означают:
- Н – настольный станок
- Г – горизонтальный станок
- Ф – фрезерный станок
- 110 – наибольший диаметр фрез, применяемых на станке (мм)
- Ш – широкоуниверсальный
- 3, 4 – модель
НГФ-110Ш4 Габариты рабочего пространства фрезерного станка
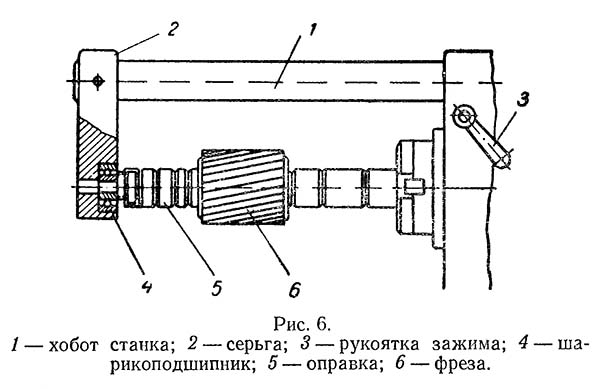
Эскиз хобота с серьгой горизонтально-фрезерного станка НГФ-110
- хобот
- серьга
- гайка
- втулка серьги
- гайка
Стойка в верхней части имеет направляющие типа «ласточкин хвост», в которых установлен хобот 1. Хобот можно перемещать по направляющим вручную. Зажим хобота на направляющих осуществляется клином, который при завертывании винта затягивается и закрепляет хобот на стойке.
В переднем конце хобота установлена серьга 2. Серьга на хоботе стягивается гайкой 5. Перестановка серьги с одного станка на другой в связи с индивидуальной подгонкой не допускается.
Бронзовый подшипник-втулка серьги 4 имеет коническую наружную поверхность и два продольных разреза, за счет которых гайкой 3 регулируется зазор в подшипнике.
Перед началом работы необходимо смазать маслом И-30А внутреннюю полость втулки серьги.
Регулировка зазора определяется по нагреву втулки серьги (при обкатке в течение одного часа при максимальной частоте вращения шпинделя нагрев втулки не должен превышать 50—60° С, при достаточно обильной смазке).
Оправка предназначена для крепления цилиндрических дисковых и других фрез.
Фрезы крепятся на оправке с помощью установочных колец и гайки.
Для обеспечения жесткости режущего инструмента свободный конец оправки устанавливается в опору серьги. Серьга закрепляется на хоботе.
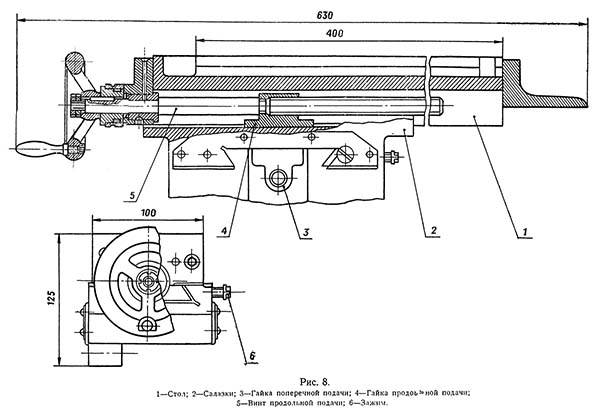
НГФ-110 Посадочные и присоединительные базы фрезерного станка. Стол с салазками
- стол
- салазки
- гайка поперечной подачи
- гайка продольной подачи
- винт продольной подачи
- винт зажима cтола на салазках
- винт зажима салазок на консоли
Рабочий стол станка является последним элементом в цепи подач и имеет возможность перемешаться в трех направлениях: по направляющим салазок — в продольном, вместе с салазками по направляющим консоли — в поперечном и вместе с консолью по направляющим стойки— в вертикальном.
Перечень составных частей фрезерного станка
- стойка с коробкой скоростей
- консоль
- стол с салазками
- хобот с серьгой
- оправка
- плита с электроаппаратурой
- экран защитный
- тиски
- светильник местного освещения
- рукоятка, переключения частот вращения шпинделя
- рукоятка, переключения частот вращения шпинделя
- маховичок продольной подачи
- маховичок поперечной подачи
- маховичок вертикальной подачи
- кнопочный пост управления
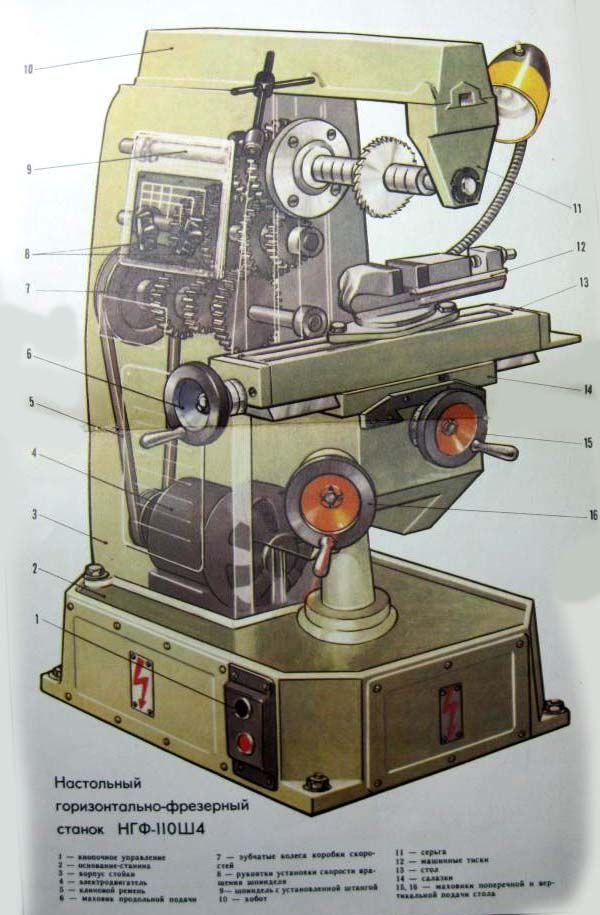
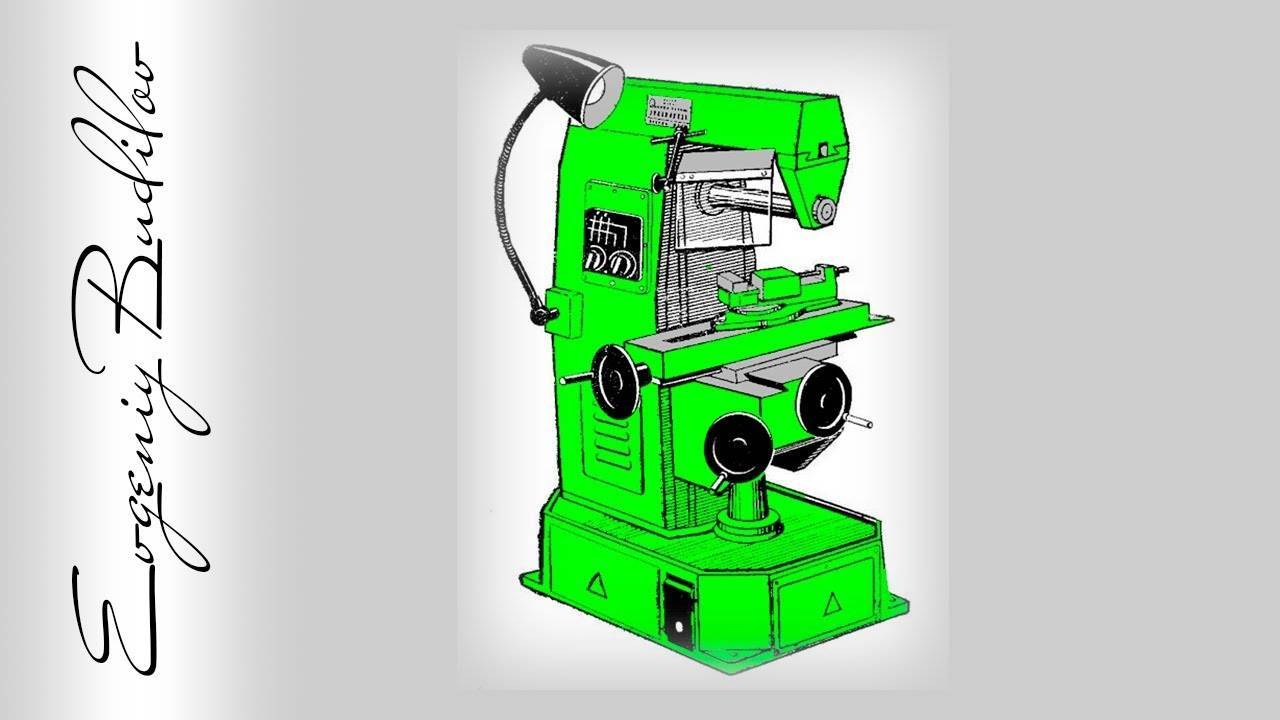
Общий вид и органы управления школьного станка по металлу
НГФ-110 представляет собой одностоечный фрезерный станок с литым основанием в виде фигурной плиты. По углам она имеет отверстия в ушках для крепления к столу, и регулировки по горизонтали при установке. В передней части консоль со столом и салазками. Сверху круглый хобот с серьгой. По бокам, на корпусе закреплен плафон с освещением и защитный экран.

Двигатель стоит сзади и соединен с коробкой скоростей ременной передачей. Включается кнопками внизу станка. Ручка переключения частоту вращения шпинделя сбоку на стойке. На салазках и торце стола расположены маховики с ручками управления перемещения. Вертикально стол поднимается маховичком в самом низу винта.
Справка! Хобот выдвигается на заданный размер вручную и зажимается неподвижно ручкой, расположенной слева вверху.
Технические характеристики станков моделей НГФ-110Ш4
| Наименование параметра | НГФ-110ш3 | НГФ-110ш4 |
|---|---|---|
| Основные параметры станка | ||
| Основные размеры ГОСТ, ТУ | ТУ-79 РСФСР 355-72 | ТУ 79 РСФСР 441-79 |
| Класс точности по ГОСТ 8-82 | Н | Н |
| Размеры рабочей поверхности стола (длина х ширина), мм | 100 х 400 | 100 х 400 |
| Расстояние от оси горизонтального шпинделя до стола, мм | 30..200 | 30..200 |
| Расстояние от оси горизонтального шпинделя до хобота, мм | 85 | 85 |
| Расстояние от торца шпинделя до подшипника подвески (серьги), мм | 235 | 235 |
| Наибольший диаметр фрезы, устанавливаемой на станке, мм | 110 | 110 |
| Рабочий стол | ||
| Наибольшее перемещение стола продольное, мм | 250 | 250 |
| Наибольшее перемещение стола поперечное, мм | 85 | 85 |
| Наибольшее перемещение стола вертикальное, мм | 170 | 170 |
| Число Т-образных пазов | 1 | 1 |
| Перемещение стола на одно деление лимба продольное (на один оборот), мм | 0,05 (4) | 0,05 (4) |
| Перемещение стола на одно деление лимба поперечное (на один оборот), мм | 0,05 (4) | 0,05 (4) |
| Перемещение стола на одно деление лимба вертикальное (на один оборот), мм | 0,025 (2) | 0,025 (2) |
| Быстрый ход стола продольный/ поперечный/ вертикальный, мм/мин | нет | нет |
| Число ступеней рабочих подач стола | нет | нет |
| Пределы рабочих механических подач стола. Продольных, поперечных, вертикальных, мм/мин | нет | нет |
| Угол поворота стола (в крайнем переднем положении), град | нет | нет |
| Шпиндель | ||
| Частота вращения горизонтального шпинделя, об/мин | 100, 160, 250 ,490, 630, 1000 | 125, 200, 310, 500, 800, 1250 |
| Количество скоростей горизонтального шпинделя | 6 | 6 |
| Внутренний конус горизонтального шпинделя | Морзе 3 | Морзе 3 |
| Привод и электрооборудование | ||
| Количество электродвигателей на станке | 1 | 1 |
| Электродвигатель привода главного движения, кВт (об/мин) | 0,6(1410..1440) | 0,55..0,75(1390..1480) |
| Габариты и масса станка | ||
| Габариты станка (длина х ширина х высота), мм | 685 х 640 х 790 | 685 х 640 х 925 |
| Масса станка, кг | 200 | 340 |
Подготовка станка к работе
Перед пуском необходимо:
- а) заполнить масляный резервуар маслом до рисок маслоуказателя;
- б) смазать с помощью шприц-масленки все точки вращения винтов подач, для чего необходимо отвернуть винты смазки, смазать и завернуть винты.
Во время эксплуатации станка необходимо постоянно следить за уровнем масла. Для предварительного детального ознакомления со станком рекомендуется обкатать его на холостом ходу, усвоить назначение и действие органов управления, опробовать переключение скоростей шпинделя, а также проверить поступление смазки.









При этом надо иметь в виду следующее: если при переключении скоростей шпинделя ощущается препятствие движению рукоятки, это значит, что шестерни уперлись зубом в зуб.
В этом случае не следует увеличивать усилие, нужно повернуть шестерни поворотом шпинделя за накатную гайку. После проворачивания шестерни продолжать переключение, не допускается переключение скоростей на ходу, так как это может привести к поломке зубьев шестерен.
Установка скоростей шпинделя
Установка выбранного числа оборотов шпинделя осуществляется поворотом рукоятки до момента, пока фиксирующий палец острием не войдет в соответствующее гнездо на шкале с цифрами и буквами А и Б при соответствующей установке ремня по схеме.
Для установки ремня необходимо снять ограждение, отвернув две фасонные гайки, а затем поставить ремень и ограждение.
Крепление фрезы на станке НГФ-110ш1
Крепление фрезы на станке НГФ-110ш1
В зависимости от вида применяемой фрезы крепление ее производится соответствующими способами:
- 1. Вставить фрезерную оправку коническим концом в отверстие шпинделя, совместив пазы во флянце оправки с сухарями на конце шпинделя, и закрепить оправку затяжным винтом при помощи ключа, предварительно протерев коническое отверстие шпинделя и конус оправки.
- 2. Снять с фрезерной оправки установочные кольца и надеть на оправку столько колец, чтобы после установки оправки она была как можно ближе к станине. При надевании фрезы на оправку нужно следить, чтобы направление резания фрезы совпадало с направлением вращения шпинделя. Если направление резания цилиндрической фрезы не совпадает с направлением вращения шпинделя, то следует снять фрезу и повернуть ее другим концом. Надев фрезу, надо установить на оправку остальные установочные кольца и затянуть гайку. При завинчивании гайки на оправку нужно следить за тем, чтобы гайка не закрывала шейку оправки.
- 3. Установить подвеску хобота так, чтобы конец (шейка) оправки вошел в подшипник подвески. Выполнение этих операций показано на рисунке 20, а и б.
- 4. Закрепить фрезу на оправке, завернув гайку ключом, и закрепить подвеску. При этом надо следить, чтобы зев ключа плотно садился на грани гайки и не мог сорваться при работе во избежание травмы.
- 5. Закрепить хобот и смазать подшипник подвески. Когда фреза и хобот закреплены, можно включить станок и привести фрезерную оправку с надетой фрезой во вращении. Если при вращении фреза бьет, следует остановить станок и исправить установку либо заменить фрезу или оправку. При необходимости выполнения работ торцовыми и концевыми фрезами, имеющими хвостовик с конусом Морзе, установка производится с переходными втулками.
Техника безопасности
Инструкция требует тщательного изучения, без неё нельзя приступать к эксплуатации. При установке станка надо тщательно соблюдать рекомендации, данные производителем.Необходимо проследить за тем, чтобы плоскость стола оставалась абсолютно ровной. Нужного результата проще добиться ножками регулировки у оборудования. Подходит и площадка, которую применяли при монтаже станка.
Основные правила имеют такое описание:
- Резервуар СОЖ заполняется после того, как основные настройки выставлены. Смазка компонентов коробки передач происходит на следующем этапе.
- Скорости шпинделя регулируются отдельно. Для этого достаточно повернуть одну из рукоятей в подходящее положение.
Другие параметры тоже важно постоянно контролировать. Данный станок выпускается, начиная с 1956 года Ростовским заводом малогабаритных станков МАГСО, под предводительством компании КомТех Плюс
Само это предприятие состоит в промышленной группе компаний, которая закрепила свои позиции на рынке, по выпуску малогабаритного станочного оборудования, ещё более 10 лет назад и держит их по сей день
Но каковы же технические характеристики самого НГФ 110 Ш4 и что стоит о нём знать перед покупкой?
Само это предприятие состоит в промышленной группе компаний, которая закрепила свои позиции на рынке, по выпуску малогабаритного станочного оборудования, ещё более 10 лет назад и держит их по сей день. Но каковы же технические характеристики самого НГФ 110 Ш4 и что стоит о нём знать перед покупкой?
Данный станок выпускается, начиная с 1956 года Ростовским заводом малогабаритных станков МАГСО, под предводительством компании КомТех Плюс. Само это предприятие состоит в промышленной группе компаний, которая закрепила свои позиции на рынке, по выпуску малогабаритного станочного оборудования, ещё более 10 лет назад и держит их по сей день. Но каковы же технические характеристики самого НГФ 110 Ш4 и что стоит о нём знать перед покупкой?
Видео фрезерного настольного станка НГФ-110
ВНИМАНИЕ ЖЕЛАЮЩИМ ЗАРЕГИСТРИРОВАТЬСЯ НА ФОРУМЕ. Проблема с активацией аккаунта? Напишите на ( ignel(гав)mail.ru, ICQ 50389649 ), указав свой ник и адрес, с которого регистрировались
Не забываем заглядывать в правила форума . Незнание правил не освобождает от ответственности! Не забываем заглядывать в Раздел ТБ . Знание правил может спасти жизнь. Есть вопросы по использованию форума? Ищите ответы в FAQ (ЧаВО) . Там много полезного. Ищете интересные материалы? Путеводитель по мастер-классам от наших форумчан
- Мастеровой »
- Инструмент, приспособления и мастерская »
- Станки »
- Фрезерные станки (Модератор: art-master,ovoй) »
- Тема: фрезерный станок нфг-110 и вертикальная головка





